(
Acceptance Sampling
)
12 – Pengendalian Kualitas
RENCANA PENERIMAAN SAMPEL
(
Acceptance Sampling Plans
)
ì Rencana penerimaan sampel adalah prosedur yang
digunakan dalam mengambil keputusan terhadap produk-produk yang dihasilkan perusahaan.
ì Bukan merupakan alat pengendalian kualitas, namun alat untuk memeriksa apakah produk yang dihasilkan tersebut telah memenuhi spesifikasi.
ì Acceptance sampling digunakan karena alasan :
ì Dengan pengujian dapat merusak produk.
ì Biaya inspeksi yang tinggi.
ì 100 % inspeksi memerlukan waktu yang lama, dll.
05/11/14 www.debrina.lecture.ub.ac.id
+ vs. –
Acceptance Sampling
Keunggulan
biaya lebih murah
meminimalkan kerusakan mengurangi kesalahan dalam inspeksi
dapat memotivasi pemasok bila ada penolakan bahan baku.
Kelemahan
adanya resiko penerimaan produk cacat atau penolakan produk baik membutuhkan perencanaan dan pendokumentasian prosedur pengambilan sampel.
tidak adanya jaminan mengenai sejumlah produk tertentu yang akan memenuhi spesifikasi.
Pengujian
Acceptance Sampling
05/11/14 www.debrina.lecture.ub.ac.id
Jenis Data
Acceptance Sampling
05/11/14 www.debrina.lecture.ub.ac.id
Pengujian yang dapat merusakkan produk
Biaya inspeksi yang sangat tinggi
100% inspeksi yang dilakukan memerlukan
waktu yang lama
Pemasok memiliki kinerja yang baik tetapi
beberapa tindakan
Biaya untuk inspeksi 100% tinggi
Acceptance Sampling (AS)
Homogen : Diproduksi oleh mesin yang
sama, operator yang sama, bahan baku
umum, kira-kira waktu yang sama
à
pengujian menjadi lebih tepat
Lot besar lebih baik daripada
lot kecil
à
lebih ekonomis
Acak
à
semua produk yang ada
mempunyai kesempatan yang sama
untuk dipilih sebagai sampel (tidak
terjadi bias)
05/11/14 www.debrina.lecture.ub.ac.id
8
Acceptance Sampling (AS)
Pertimbangan
sebelum dilakukan sampling
untuk Data Variabel
12 – Pengendalian Kualitas
Debrina Puspita Andriani
Teknik Industri Universitas Brawijaya e-Mail : [email protected]
ì
05/11/14 www.debrina.lecture.ub.ac.id
10
Outline
ì Pengambilan dan penerimaan data variabel didasarkan pada rata-rata dan standar deviasi, serta distribusi frekuensi
ì Data variabel adalah karakteristik mutu pada skala numerik seperti tinggi, tekanan, suhu, panjang,dsb
ì Ada kondisi tertentu yang membutuhkan pengambilan sampel untuk data variabel
(misalnya: sampel harus berdistribusi normal).
ì Pengambilan data berdasarkan pada rata-rata, standar deviasi, dan distribusi frekuensi
ì Teknik ini dilakukan jika:
ì Jika pengujian bersifat destruktif
ì High cost
ì Kebutuhan akan informasi seberapa jauh penyimpangan
Rencana Penerimaan Sampel (Acceptance Sampling)
Kelebihan & Kekurangan
Kelebihan
ì Jumlah sample lebih sedikit
ì Menyediakan lebih banyak informasi terutama dapat mengetahui seberapa jauh penyimpangan atau
kesalahan yang terjadi
ì Bermanfaat untuk usaha perbaikan mutu
Kekurangan
ì Pengambilan sample harus
dibagi ke dalam beberapa karakteristik proses
ì Biaya administrasi lebih tinggi
ì Seringkali terjadi beberapa
sample data variabel dapat diganti dengan hanya 1
sample atribut
05/11/14 www.debrina.lecture.ub.ac.id
12
Jenis Perencanaan Variabel
Presentase ketidaksesuaian
ì Plans that control the lot orprocess fraction defective (or nonconforming). [Procedure 1]
ì Dirancang untuk menentukan proporsi produk yang berada di luar batas spesifikasi.
ì Untuk menyelesaikan
permasalahan ini dapat
digunakan standar ANSI/ASQC ZI. 9 -1993
Parameter proses
ì Plans that control a lot or process parameter (usually the mean). [Procedure 2]
ì Dirancang untuk mengendalikan rata-rata dan penyimpangan atau standar deviasi dari distribusi produk pada tingkat tertentu.
ì Untuk menyelesaikan masalah ini dapat digunakan metode
acceptance control chart,
sequential sampling for variable, dan hypothesis testing
ANSI/ASQC ZI.9 dan MIL-STD 414
ì
ANSI/ASQC ZI.9 adalah perencanaan sample yang
berdasar pada AQL yang mengasumsikan bahwa
distribusi normal dengan menggunakan variabel
acak
ì
Perencanaan pengambilan sample ini ditunjukkan
dengan nilai-nilai numerik dari AQL dengan jarak
0,10 % sampai dengan 10 %
ì
Standar ini membuat ketentuan yang meliputi 9
prosedur yang dapat digunakan untuk
mengevaluasi
05/11/14 www.debrina.lecture.ub.ac.id
14
Prosedur Dalam ANSI
Rencana Penerimaan Sampel (Acceptance Sampling) untuk Data Variabel jarak)
Spesifikasi Tunggal Spesifikasi Ganda
Prosedur (1)
ì Apabila variabilitas tidak diketahui maka dapat menggunakan metode jarak atau standar deviasi, dimana metode jarak digunakan untuk sampel yang besar dan sebaliknya.
ì Ada dua spesifikasi tunggal dan ganda dengan dua prosedur bentuk 1 dan 2 yang memberikan keputusan sama.
ì Apabila variabilitas diketahui maka dapat memilih menggunakan spesifikasi tunggal atau ganda dengan bentuk 1 dan 2 sebagai pilihannya.
ì Bentuk satu
ì menggunakan nilai jarak atau beda standar yang ditunjukkan dalam
standar deviasi (antara rata-rata proses dengan batas spesifikasi tertentu)
ì nilai acuan lebih dari atau sama dengan k, maka produk diterima
ì Bentuk dua
ì menggunakan perkiraan prosentase cacat yang ada di luar spesifikasi
ì Tingkat inspeksi
ì Inspeksi umum (general) ì Inspeksi khusus (special)
ì Inspeksi umum sama dengan analisis yang dilakukan untuk ANSI Z1.4, dimana
ì Inspeksi Tingkat II terlebih dahulu digunakan
ì Inspeksi Tingkat III akan mengurangi risiko produsen, sedangkan Inpeksi Tingkat I akan memperbesar risiko konsumen.
ì Inspeksi khusus digunakan apabila ukuran sample kecil
Prosedur (3)
ì
Standar memiliki 3 macam inspeksi:
ì
Normal
ì
Ketat (
tightened
)
ì
Longgar (
reduced
)
ì
Tiga tingkatan dalam inspeksi umum:
ì
Tingkat I (sedikit perbedaan, sample sedikit)
ì
Tingkat II (umum)
Langkah Perhitungan ANSI/ASQC Z1.9
ì Untuk Metode Deviasi Variabilitas diketahui Standard, langkah-langkah perhitungan berikut digunakan:
ì Pilih tingkat pemeriksaan yang tepat
ì Tentukan nilai AQL yang akan digunakan untuk aplikasi
ì Tentukan ukuran sampel untuk populasi
ì Pilih sampel acak dari populasi
ì Sampel uji dan merekam parameter yang diinginkan
ì Tentukan mean dan standar deviasi untuk setiap populasi
ì Tentukan Indeks Kualitas (Qu dan Q)
ì Tentukan Pu dan Pl nilai menggunakan Qu dan Ql
ì Tambahkan ke Pu Pl untuk mendapatkan ketidaksesuaian persen yang sebenarnya (% ncf)
05/11/14 www.debrina.lecture.ub.ac.id
20
05/11/14 www.debrina.lecture.ub.ac.id
ANSI/ASQC Z1.9
Calculations For Standard Deviation Method
ì Determine the mean and the standard deviation for the
sample results.
ì Determine Quality Indexes
ì Qu = (Upper Limit - mean)/standard deviation ì Ql = (mean - Lower Limit)/standard deviation
ì Upper Limit is normally 102, and Lower Limit is normally
98.
ì Use Qu and Ql to determine estimate of percent
nonconformance above the Upper Limit (Pu) and below the Lower Limit (Pl) using Table B-5.
05/11/14 www.debrina.lecture.ub.ac.id
ANSI/ASQC Z1.9
Calculations For Standard Deviation Method
ì
With the values of Pu and Pl determined from Table
B-5 using Qu and Ql, estimated percent
nonconformance equals to Pu plus Pl.
(% ncf = Pu + Pl)
ì
Acceptance is based on whether the estimated
percent nonconformance is below the allowed
percent nonconformance given in Table B-3.
05/11/14 www.debrina.lecture.ub.ac.id
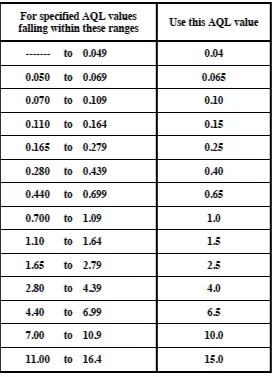
ANSI/ASQC Z1.9
Acceptable Quality Level (AQL’s)
ì
AQL is the maximum percent nonconforming that,
for purposes of sampling inspection, can be
considered satisfactory as a process average.
ì
For ANSI/ASQC Z1.9, AQL’s vary from 0.10 to 10.00
with 11 pre-defined AQL values.
ì
For use with electric meter testing, either in-service
Rencana Penerimaan Sampel Lain untuk
Data Variabel
ì Berkaitan dengan kualitas rata-rata atau variabilitas pada kualitas produk dan bukan dengan presentase
ketidaksesuaian.
ì Contoh: variabel hilangnya energi pada penggantian
kekuatan.
ì Teknik yang bisa digunakan:
ì Peta pengendali penerimaan (Acceptance Control Chart)
ì Pengambilan sampel berurutan untuk data variabel (Sequential Sampling by Variables)
ì Pengujian Hipotesis (Hypothesis Testing)
ì Lot-Plot Method
ì Shainin Lot Plot Plan
05/11/14 www.debrina.lecture.ub.ac.id
Plans to Control Process Fraction Defective
Ø
Since the quality characteristic is a variable, there
will exist either LSL, USL, or both, that define the
acceptable values of this parameter.
Plans to Control Process Fraction Defective
Ø
Procedure 1 (k-Method)
ì Take a random sample of n items from the lot and compute
ì If there is a critical value of p of interest that should not be exceeded with stated probability, we can translate this value of p into critical distance k.
ì If ZLSL ≥ k, we would accept the lot because the
Ø
Procedure 2 (M-Method)
ì Compute ZLSL .ì Use ZLSL to estimate the fraction defective of the lot or process .
ì Determine the max. allowable fraction defective M (using specific values of n, k).
Plans to Control Process Fraction Defective
Ø
Notes
ì In the case of an USL, we compute ì If is unknown, it is estimated by s.
ì When there is only a single specification limit (LSL or USL), either procedure may be used.
specified OC curve
Ø Let be the two points on the OC curve of interest.
Ø are the levels of lot or process fraction nonconforming that correspond to acceptable and rejectable levels of quality, respectively.
Designing a variables sampling plan with a
specified OC curve
Designing a variables sampling plan with a
specified OC curve
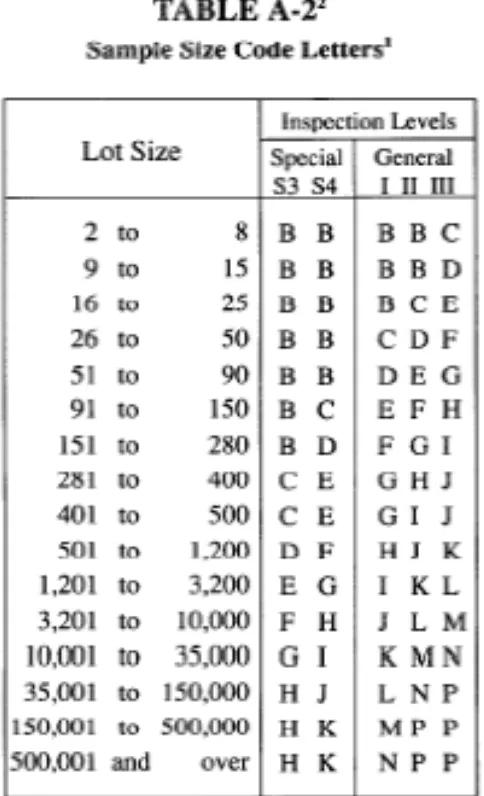
MIL STD 414
Ø As MIL STD 105E, sample size code letters are used, but the same code letter does not imply the same
sample size in both standards.
Ø Sample sizes are a function of the lot size and the inspection level.
MIL STD 414
Ø Example 3: Using MIL STD 414
Solution
ì From table, if we use IV level, the sample size code letter is O.
ì From a second table, we find n=100.
ì For AQL of 1%, on normal inspection, k=2.
Ø Example 4
Solution
Let XA be the value of the sample average below witch the lot will be accepted.
If lots have 0.95 probability of acceptance, then
P (X ≤ XA ) = 0.95
-
Plans to Control A Process Mean
P (Z
≤
) = 0.95
=1.64
If lots have 0.1 probability of acceptance, then