LAPORAN AKHIR
PRAKTIKUM MATERIAL TEKNIK
PERCOBAAN METALOGRAFI DAN HST
KELOMPOK 02 (Teknik Mesin)
Aji Putro P./ 1306368841
Dylan/1306410742
Fathiya K./ 1306368734
Gilbert A./ 1306445456
Jeremy Ericsson S./1306410736
Nesen Syah P./ 1306412836
Teuku M. Iqbal I./ 1306368721
LABORATORIUM METALOGRAFI DAN HST
DEPARTEMEN METALURGI DAN MATERIAL FTUI
DEPOK
ABSTRAK
Dalam perindustrian, kebutuhan terhadap material sangat mempengaruhi kinerja produksi dan pemakaian konsumen. Material tersebut harus tahan terhadap beban yang akan diberikan kepadanya agar menunjang kualitas dan umur pakainya. Oleh karena itu, dalam material teknik terdapat banyak metode mempelajari karakteristik mikrostruktur suatu logam dan paduannya guna kontrol kualitas material. Salah satu nya adalah Non Destructive Test, yaitu metalografi (dengan menggunakan mikroskop optik) dengan sampel uji harus dipreparasi terlebih dahulu.Untuk memperkeras kekuatan logam dan paduannya dapat dilakukan Heat and Surface Treatment. Proses Heat Treatment ini merupakan kombinasi pemanasan dan pendinginan demi mengubah struktur mikro dan sifat mekanis logam. Surface Treatment merupakan perlakuan menghasilkan kulit lapisan permukaan logam yang dapat memberikan sifat yang lebih baik dibandingkan di bagian dalam. HST ini dapat diuji dengan end-quench hardenability test atau jominy test.
Kata Kunci : Metalografi, mikrostruktur, kontrol kualitas, sampel uji, Heat and Surface Treatment, Jominy test PENDAHULUAN
Dasar Teori
Definisi Metalografi
Analisa mikro adalah suatu analisa mengenai struktur logam melalui pembesaran dengan menggunakan mikroskop khusus metalografi. Dengan analisa mikro struktur, kita dapat mengamati bentuk dan ukuran kristal logam, kerusakan logam akibat proses deformasi, proses perlakuan panas, dan perbedaan komposisi.
Sifat-sifat logam terutama sifat mekanis dan sifat teknologis sangat mempengaruhi oleh mikro struktur logam dan paduannya, disamping komposisi kimianya. Struktur mikro dari logam dapat diubah dengan jalan perlakuan panas ataupun dengan proses perubahan bentuk (deformasi) dari logam yang akan diuji.
Tujuan Percobaan
1)Untuk mengetahui dan mengindentifikasi detil struktur logam dengan bantuan miroskop optik setelah di etsa terlebih dahulu.
2) Mendapatkan hubungan antara jarak permukaan pada pendinginan langsung dengan sifat kemampukerasan bahan.
3) Mendapatkan hubungan antara kecepatan pendinginan dengan fasa yang terbentuk serta mendapat sifat kekerasan dari fasa tersebut
Alat dan Bahan
Potongan alumunium, besi dan tembaga. Resin, hardener, isolasi, dan cetakan untuk mounting. Amplas grid 80-1200 beserta mesinnya.Cairan alumina beserta mesinnya. Mikroskop optik, kaca objek dan kaca penutup. Cairan etsa (Picral, Ferric chloride, Hydroflouric acid), alkohol, air, dan cawan gelas. Oven Muffle, 3 buah besi tuang, 1 ember air, 1 ember oli,keran air dengan tekanan cukup, dan bangku jominy.Alat penguji kekerasan dan penggaris
Prosedur percobaan
1)Memasukkan ketiga besi tuang kedalam oven dengan pemanasan mencapai suhu 510oC dalam waktu 32 menit kemudian dijaga suhunya selama 20 menit setelah itu di naikan lagi ke 850oC dan ditahan selama 45 menit.
2)Melakukan mounting pada masing-masing potongan alumunium, logam dan tembaga lalu menunggu selama 30 menit.
3)Mengamplas hasil mounting dengan menggunakan kertas amplas mulai dari grid 80-1200.
4)Melakukan poles kasar yang dilanjutkan dengan poles halus pada masing-masing sampel.
5)Mengetsa masing masing sampel dengan zat etsa yang sesuai kemudian mengamati struktur sampel menggunakan mikroskop optik. Menggambar struktur yang tampak dan memberi keterangan.
6)Mengambil besi tuang yang telah dimasukan ke oven. Yang pertama di masukan kedalam air, yang kedua kedalam oli, yang ketiga didinginkan perlahan-lahan dengan air pada salah satu ujungnya. Bersihkan bagian yang akan dilakukan penjejakan dengan amplas.
7)Meletakan besi tuang pada alat penguji kekerasan untuk mengetahui tingkat kekerasan di 6 titik yang berbeda. Catat nilai kekerasan dan ukur jarak antar titik lalu buat grafiknya.
8)Mengambar struktur patahan pada batang CuZn dan alumunium yang telah mengalami pengujian tarik. DATA PERCOBAAN
Metalografi
Etsa: HF
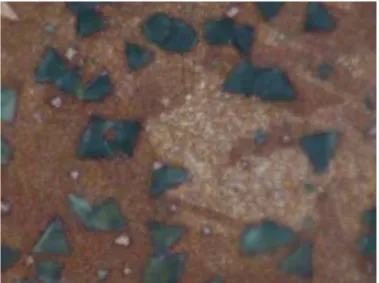
Mikrostruktur Aluminium
Aluminium memiliki sifat yaitu massa jenis rendah dan ringan serta sifat hardness yang baik dibandingkan dengan material lain seperti karbida, keramik. Aluminium dan alloy-nya lebih lemah kekuatannya, namun Aluminium memiliki sifat yang tahan karat dan tipis juga mudah dipoles permukaannya. Karena sifatnya yang tahan karat, maka Aluminium sulit dietsa. Aluminium memiliki sifat lembut dan berbentuk FCC(Face Cubic Centered) pada struktur kristalnya. Berdasarkan foto mikrostruktur di atas dapat kita lihat struktur dendritik yang merupakan ciri khas dari logam paduan aluminium. Logam paduan Al mempunyai ketahanan korosi yang sangat baik sehingga paduan Al sering disebut juga sebagai hidronalium yang dikenal memiliki ketahanan korosi yang baik. Pada foto warna terang merupakan matriks dari Al, abu-abu tua merupakan unsur Mg, sedangkan pada batas butir atau yang terlihat dengan warna gelap merupakan α-aluminum solid-solution dendrites matrix.
Pada diagram fasanya dapat kita lihat titik eutektik Al – Mg 450 oC, 35 % Mg dan juga batas kelarutan padatnya pada temperatur eutektik yaitu 17,4%Mg, yang menurun pada temperatur biasa sampai kira kira 1,9% Mg jadi kemampuan penuaan dapat diharapkan. Berikut adalah diagram fasa dari Al-Mg.
Paduan dari Al-Mg dapat diaplikasikan pada perpaduan yang membutuhkan kekerasan permukaan dan ketahanan korosi permukaannya, perpaduan yang baik antara ductile dan strength dan sebagainya. Contohnya adalah Alloy 3560 yang digunakan dalam roda pesawat, bridgeraillings, dan lainnya. Paduan 5056 adalah paduan yang paling kuat, yang dibentuk dengan cara dikeraskan dengan pengerasan regangan. Sedangkan paduan 5083 yang dianil merupakan paduan antar (4,5%Mg)yang kuat dan mudah dilas. Oleh karena itu biasanya digunakan sebagai bahan tangki.
Gambar 2. Mikrostruktur Low Carbon 1000X
Etsa : nital 2% + alcohol 95
Fasa : a. carbon b. ferit c. perlit Mikrostruktur Low Carbon Steel
Baja karbon rendah berisi 0,3% Carbon (C sebanyak 0,25 wt% - 0,6 wt%). Dilihat dari struktur permukaannya, kekuatan baja ini lebih rendah dibanding Med-C. Hampir sama dengan Med-C, pada area yang terlihat gelap yaitu perlit dan pada area yang terlihat terang yaitu ferit. Seperti komposisi baja pada umumnya, baja Low-C ini juga mengandung Mn, P dan S, namun jumlah unsur-unsur ini bisa terbilang cukup tinggi. Unsur-unsur paduan akan meningkatkan kekuatan dari baja, dan dengan adanya unsur S pada baja ini membuat baja ini lebih mudah untuk dilakukan proses machining.
Baja Low-C ini biasanya digunakan setelah dilakukannya proses temper (mempunyai struktur martensit temper). Baja Low-C ini lebih rendah dari med-C, keuletan dan ketangguhannya bisa dibilang cukup tinggi jika dibandingkan dengan baja med-C. Tetapi sifat mekanis ini tetap bergantung pada komposisi dan perlakukan yang dilakukan pada baja tersebut. Baja Low-C memiliki komposisi struktur ferrite dan perlite. Fasa ferrite hanya bisa diperoleh jika kandungan karbon dalam baja adalah rendah. Ferrite merupakan fasa yang memiliki kekuatan yang rendah dan memiliki struktur kristal BCC (Body Centered Cubic). Apabila ferrite memiliki ukuran butir yang halus, maka material akan memiliki keuletan dan mampu bentuk yang baik. Fasa perlite merupakan campuran dari ferit dan sementit, dimana 2 fasa ini adalah hasil transformasi dari fasa austenit. Pembentukan fasa pearlit memerlukan pendinginan lambat dari daerah austenit dan juga tergantung dari komposisi yang terkandung dalam baja. Fasa yang terlihat pada kedua foto diatas ialah ferrite yang berwarna putih dan perlite yang berwarna hitam (gelap). Pada foto asli terlihat butir-butir ferrite yang besar-besar dengan perbesaran juga 500x. Pada foto perlite, sama seperti sebelumnya, butir-butir perlite terlihat hitam juga karena struktur perlite yang berbentuk lamellar, dimana lamelar-lamelar tersebut sangat rapat, sehingga terlihat seperti hitam karena perbesaran dan depth of field mikroskop tidak dapat mencapainya. Apabila depth of field-nya tercapai, maka butir perlite akan terlihat berlamel atau bergaris-garis.
Berdasarkan mikrostruktur diatas, white cast iron
mempunyai komposisi yang terdiri atas Fe (3.52 wt %), C (3.52 wt %), Si (0.49 wt %), Mn (0.15 wt %), Mo (0.31 wt %), Cu, dan Mg (0,04 – 0,08 wt%). Elemen paduan Mg menyebabkan grafit yang berbentuk serpihan berubah menjadi bulat. Kelebihan besi tuang ini adalah memiliki kekuatan tarik yang tinggi (> 55 Kg/mm2), biaya produksi rendah, tahan korosi, mudah dalam permesinan, menyerap getaran, ringan, dan dapat di heat treatment.
Pada besi tuang nodular, perlit sebagai matriks, yang berwarna gelap dan sedikit ferit yang berwarna putih
yang mengelilingi grafit yang berbentuk bulat dan hitam. Bentuk grafit yang bulat ini menghasilkan kekuatan yang tinggi dan ketangguhan. Pada foto struktur mikro standar dan sampel relatif menunjukan hasil yang sama. Bagian yang berwarna hitam adalah grafit dan bagian yang berwarna putih adalah matriks ferrite. BTN merupakan besi yang memiliki sifat seperti baja, diantaranya, mudah permesinannya dan lebih ringan 10% dari baja, dapat menyerap getaran, dapat di heat-treatment
Aplikasi yang dapatdigunakan pada BTN adalah pipa, traktor, rol penggiling, flywheels, cetakan, kunci inggris, komponen mekanik, piston, komponen tungku, clamp frames, penarik lift, poros Engkol.
Gambar 3. Mikrostruktur Copper 1000X Etsa : FeCl3
Mikrostruktur Tembaga(Copper)
Mikrostruktur tembaga dapat berubah dibawah tindakan simultan seperti: pre-eliminary Heat Treatment dan kenaikan temperatur penekan. Rata-rata besar minimum butir yang didapat dari proses penekanan tembaga tipe M1 adalah 0.6 mikron. Butir tersebut didapat setelah Quenching dari suhu 700oC ke suhu kamar pada kondisi pressing(ECAP) dan terdapat 6 siklus deformasi. Pada setiap siklus dapat dilihat pemurnian/penghalusan butir secara intensif
Juga terdapat teknik Preliminary Quenching untuk mendapatkan struktur dengan butir yang lebih halus dan mengurangi kekerasan 15%. Perlakuan Quenching serta ECAP(Equal channel angular pressing) low-tempered pada 200oC pada alloy M1 yang menaikkan karakteristik tembaga, menaikkan tahanan terhadap penyebaran retakan.
Untuk menaikkan kekerasan alloy tembaga
menggunakan teknik annealing dan cold work (seperti drawing, rolling). Salah satu contohnya adalah alloy Cu-Ni. Alloy ini akan memberikan kekerasan paling tinggi dalam perbandingan 55-45 % Cu-Ni. Hal tersebut dapat dilihat dari grafik dibawah ini.
Aplikasi yang umum termasuk komponen mobil,
bentuk struktural (I-balok, saluran dan
besi sudut), dan lembaran yang digunakan dalam
pipa, bangunan, jembatan, dan kaleng.
Memiliki kekuatan luluh 275 MPa (40.000 psi),
kekuatan tarik antara 415 dan 550 MPa (60.000 dan
80.000 psi), dan keuletan dari 25% EL.
Grafik 1. Grafik fungsi persentase Alloy Cu-Ni terhadap temperatur annealing
Sumber:http://www.copper.org/applications/mar ine/cuni/txt_DKI.html HST 0 510 510 850 850 0 200 400 600 800 1000 0 32 52 75 120 Suhu(°C) Waktu(Menit)
Grafik Pemanasan Batang
Uji
Quenching air
Jarak Titik(mm) Kekerasan(HRC)
20 48.1 25 54.8 30 56.4 35.5 58.5 42 55.6 47.5 56.5 Quenching Oli
Jarak Titik(mm) Kekerasan(HRC)
32.5 20.5 35.5 28.1 41 24.6 41.5 12 46.5 20.5 56 19.5 Jominy
Jarak Titik(mm) Kekerasan(HRC)
30.5 21.9 35.5 24.1 41.5 22 46 10.5 51.5 14.4 56 23.3
Terlampir grafik pemanasan HST untuk proses austenifikasi dan juga tabel serta grafik kekerasan uji sampel pada titik-titik yang telah diuji.
Untuk melakukan percobaan Heat Surface Treatment(HST) maka diperlukan agar batang uji(Fe-C) dipanaskan dengan oven agar mencapai fase austenit keseluruhan. Pemanasan selama 32 menit, dari room temperature (25oC-30oC) mencapai suhu 510 derajat celcius lalu ditahan selama 20 menit, suhu ini disebut dengan suhu pre-heating. Setelah itu suhu kembali dinaikkan menjadi 850oC selama 23 menit kemudian suhu dipertahankan selama 45 menit, pada suhu ini semua fasa baja karbon telah berubah menjadi austenit. Pemanasan ditahan agar memastikan semua telah berubah menjadi fasa austenit.
ANALISIS Metalografi
Mikrostruktur adalah susunan material yang berukuran sekitar 1-10nano micrometer dan dapat dilihat dari minimal 100xperbesaran mikroskop. Mikrostruktur dapat mempengaruhi mechanical properties seperti strength, ductility, toughness, hardness, wear resistance. Mikrostruktur terbentuk akibat proses yang berbeda-beda akibat perubahan fase yang ditentukan oleh perubahan temperature atau perubahan tekanan. Mikrostruktur juga dapat berubah melalui proses deformasi atau proses pembentukan material, contohnya rolling, pressing, welding, carbutizing, carbunitriding, heat treatment and cold work. Mikrostruktur terbentuk akibat pemrosesan yang berbeda, yaitu:
a) Solidifikasi
Solidifikasi dari lelehan menjadi Kristal terjadi akibat proses Nukleasasi dan Pertumbuhan Butir. Pada titik bekuny, atom-atom akan membentuk partikel Kristal kecil yang disebut nucleus. Nukleus tersebut akan bertumbuh menjadi grain(butir). Susunan butir-butir akan membentuk batas butir-butir(grain boundaries). Susunan butir tersebut juga akan memberikan arah orientasi. Bila arah orientasi searah dan sejajar, maka disebut single crystal. Sedangkan arah orientasi yang berbeda dan acak akan membentuk poly crystal.
b) Separasi Fase
Komponen-komponen pembentuk suatu material dapat terdiri atas bermacam-macam jenis atom. Komponen tersebut bercampur dalam bentuk solid. Material dapat dipaksa untuk mengubah fasenya dari satu fasa pada suhu tinggi menjadi 2 fase pada temperatur lebih rendah. Proses ini dikenal dengan separasi fase, exsolution, atau precipitation.
48,1 54,856,4 58,5 55,656,5 20,5 28,1 24,6 12 20,519,5 21,924,122 10,5 14,4 23,3 0 10 20 30 40 50 60 70 0 20 40 60 K e ke rasan (H R C) Jarak(mm) Quenching Air Quenching Oli Jominy
PREPARASI/PERSIAPAN SAMPEL (MOUNTING, AMPLAS,POLES, DAN ETSA)
Mounting
Berdasarkan landasan teori sebelumnya, proses mounting bertujuan agar benda yang akan diamati berukuran terlalu kecil dan tak beraturan sehingga dengan mudah diamati. Sebelum dimounting material dpotong dahulu, pemotongan dilakukan dengan low-speed diamond saw, setelah dipotong material diletakkan di bagian bawah cetakan dan dilapisi lakban lalu ditambah resin yang telah dicampur hardeness kira-kira 20 tetes lalu diamkan hingga mongering, yang penting dari proses mounting ini adalah pemasangan isolasi dan peletakan cetakan mounting pada permukaan yang datar agar permukaan bawah mounting yang rata. Pada proses mounting, pengadukan antara resin dan hardener harus dalam proporsi yang tepat, termasuk cara pengadukannya agar tidak terjadi interupsi pada pengerasan. Karena jika konsentrasi resin dan hardener tidak sebanding, bisa jadi terjadi cracking ataupun cacat pada saat pelepasan cetakan.
Ketika proses mounting dilakukan, sering terjadi kecacatan, yakni sebagai berikut.
a. Discoloration
Discoloration adalah cacat dimana hasil mounting tidak menampakkan warna yang seharusnya dimana warna hasil mounting seharusnya berwarna bening tetapi pada cacat ini hasil mounting berwarna kekuning-kuningan, hal ini terjadi karena resin yang digunakan telah terlalu lama dan teroksidasi,.
b. Bubbles
Bubbles adalah gas-gas yang terperangkap didalam hasil cetakan mounting, bubbles bias diakibatkan akibat terlalu cepatnya pengadukan sehingga udara jadi terperangkap di dalam resin. Dengan melakukan pengadukan secara perlahan saat percampuran antara hardener dan resin, cacat ini bisa dihindari.
c. Tacky tops
Cacat jenis ini terjadi saat tidak ratanya permukaan hasil mounting karena tidak seimbangnya campuran antara resin dan hardener, serta tidak sempurnanya pencampuran antara kedua bahan tersebut,. Tacky tops dapat dihindari dengan menyeimbangkan campuran antara resin dan hardener, dan melakukan pencamuran antara resin dan hardener dengan sempuna. Adapun parameter dalam proses mounting adalah hardener, ketebalan resin, dan waktu pengeringan.
Pengamplasan
Pada proses ini bertujuan untuk menghaluskan permukaan material yang akan diuji. Grinding/pengamplasan dimulai dengan mengamplas material dengan menggunakan amplas yang kasar, yaitu
pada grit 500 yang dilanjutkan dengan amplas yang sudah agak halus, yaitu pada grit 700 dan kemudian dengan amplas yang halus, yaitu pada grit 1200.
Pada proses pengamplasan diawali dengan menggunting kertas amplas membentuk lingkaran. Setelah kertas amplas di pasang pada mesin pengamplas, kemudian sampel diletakkan bersentuhan langsung pada kertas amplas. Sampel ditekan dengan gerakan searah. Hal yang perlu diperhatikan dari proses pengamplasan ini adalah penggunaan air guna mendinginkan sampel dan mengalirkan geram logam yang terkikis, karena pada prosesnya sampel menjadi panas akibat gesekan dengan kertas amplas dan mengeluarkan geram yang dapat merusak struktur mikro.
Selain itu, perubahan arah pengamplasan setelah pergantian amplas ke amplas yang lebih halus sehingga arah amplasan mengikis arah amplasan pada mesh sebelumnya. Cacat yang terjadi pada pengamplasan adalah tidak ratanya permukaan sampel, bisa dikarenakan karena tidak ratanya penekanan sampel pada kertas ampas.
Selama pengamplasan antara permukaan sampel dan kertas amplas terjadi gesekan yang memungkinkan terjadinya kenaikan suhu yang dapat mempengaruhi mikrostruktur sampel sehingga diperlukan pendinginan dengan cara mengaliri air. Pada Proses Pengamplasan, debit air yang diberikan harus teratur, karena air berfungsi sebagai isolasi panas akibat dari gesekan anatara amplas dan sampel, juga dapat memperpanjang umur amplas dan mempermudah proses pengamplasan. Sampel dengan permukaan kontak hasil mounting yang tidak rata alias miring, akan terbentuk kompartemen miring yang tidak merata, seperti yang dialami pada praktikum kemarin.
Hal lain yang perlu diperhatikan adalah arah penggoresan yang harus berganti setiap berganti grid, tujuannya adalah untuk menghilangkan goresan yang terjadi pada kertas grid sebelumnya. Air berfungsi agar sisa-sisa amplas berada pada tepi kertas amplas sehingga memperkecil kerusakan akibat panas yang timbul yang dapat merubah struktur mikro sampel dan memperpanjang masa pemakaian kertas amplas. Apabila ingin mengganti arah pengamplasan, sampel diusahakan berada pada kedudukan tegak lurus terhadap arah mula-mula. Pengamplasan selesai apabila tidak teramati lagi adanya goresan-goresan pada permukaan sampel.
Jika sudah terlihat garis-garis satu arah, maka amplas diganti dengan amplas yang agak halus, dengan mengganti sudut pengamplasan sebesar 90o atau 45o. Jika sudah terlihat garis satu arah yang berbeda dengan yang pertama, kemudian menggunakan amplas halus, dengan perubahan sudut amplas sebesar 90O atau 45o. Setelah selesai maka material akan terlihat halus.
Pemolesan
Proses pemolesan dilakukan setelah proses pengamplasan. Pemolesan dilakukan untuk lebih menghaluskan permukaan dari material tersebut sebagai
tahap finalisasi penghalusan amplas yang siap untuk dietsa. Alat pemoles ferrous dan non ferrous harus dibedakan karena sifat dan kekerasannya berbeda. Pemolesan dilakukan dengan menggunakan autosol atau dengan cairan alumina.
Pemolesan dimulai dengan menyalakan mesin poles pada kecepatan sedang. Bagian permukaan sampel yang akan diuji ditekan ke mesin poles. Sampel digerakkan secara radial dengan bagian permukaan sampel yang telah dipoles harus dilihat secara berkala.
Pada proses pemolesan dengan menggesekkan seluruh permukaan bahan yang berlawanan arah secara radial selain bertujuan untuk menghaluskan permukaan, tetapi juga untuk mengkilatkan material tersebut. Jika sampel sudah terlihat rata, mengkilap serta sudah tidak ada goresan maka sampel siap untuk dietsa.
Setelah proses poles selesai kami lakukan, ternyata kelompok kami mendapatkan hasil sampel yang tidak memuaskan, dimana timbul kembali goresan tipis kecil di permukaan tepi sampel. Analisis kami menyatakan bahwa kemungkinan pertama adalah terjadi ketidaksempurnaan pada proses amplas, dimana bahwsanya mungkin masih ada goresan yang tidak beraturan pada arah distribusinya. Kemungkinan kedua adalah masih terdapat partikel kecil di permukaan sampel yang masih menempel, baik pada sampel maupun grid roll poles, yang menyebabkan ketika terjadi gesekan poles, partikel tersebut akan menggradasi kontak sampel sehingga timbul corak goresan tertentu. Kemungkinan ketiga mungkin terletak pada konsentrasi/muatan zat alumina sebagai media poles yang kurang tinggi, hal tersebut mengakibatkan berkurangnya nilai koefisien gesekan poles, sehingga tidak heran masih terjadi goresan kecil karena perlakuan mekanis yang tidak didukung oleh kualitas polesan. Etsa
Proses terakhir adalah pengetsaan. Pada proses ini material/logam yang diuji dimasukkan ke dalam alkohol untuk dinetralkan agar tidak terjadi hangus. Setelah itu, logam tersebut dimasukkan ke dalam cairan tertentu sesuai dengan sifat logamnya. Dalam proses ini harus berhati-hati. Jika gagal dalam melakukan proses etsa maka logam yang akan diamati tidak terlihat dengan jelas.
Pada proses etsa, terjadi penyerangan penampang gradasi terhadap setiap distribusi mikrostrukturnya, sehingga permukaan sampel nantinya mampu memantulkan cahaya mikroskop dengan baik untuk secara jelas diamati pada lensa objektif. Sampel yang berbeda, akan digunakan komposisi zat etsa yang berbeda, analisis kami menyatakan bahwa hal tersebut benar adanya karena ada kaitannya dengan sifat inert-reaktif dan kelektronegatifan unsur sampel yang bersangkutan. Hal yang perlu diperhatikan adalah harus ada perbedaan keelektronegatifan antara unsur utama pembentuk sampel dengan zat etsa yang digunakan, agar terjadi reaksi yang bisa menggradasi permukaan defleksi sampel secara keseluruhan. Sebelum diuji,
spesimen diamplas terlebih dahulu hingga seluruh permukaan rata, kemudian spesimen diuji menggunakan “rockwell tester with diamond indenter” dengan gaya tekan 150 kgf.
Sebelum melakukan proses etsa, bahan yang akan dietsa dibersihkan dengan mengikis daerah yang akan dietsa. Dengan membersihkan daerah yang akan dietsa sehingga dapat diamati dengan jelas pada mikroskop optik. Sampel yang akan dietsa haruslah bersih dan kering. Selama proses etsa, permukaan sampel diusahakan harus selalu terendam dalam etsa. Waktu etsa harus diperkirakan sedemikian sehingga permukaan sampel yang dietsa tidak menjadi gosong karena pengikisan yang terlalu lama. Oleh karena itu, sebelum dietsa sampel sebaiknya diolesi alkohol untuk memperlambat reaksi.
Pada pengetsaan masing-masing zat etsa yang digunakan memiliki karakteristik tersendiri sehingga pemilihannya disesuaikan dengan sampel yang akan diamati. Zat etsa yang umum digunakan untuk baja ialah nital dan picral. Setelah reaksi etsa selesai, zat etsa dihilangkan dengan cara mencelupkan sampel ke dalam aliran air dan dilanjutkan dengan pengeringan dengan alat pengering. Permukaan sampel yang telah dietsa tidak boleh disentuh untuk mencegah permukaan menjadi kusam. Setelah dietsa, sampel siap untuk diperiksa di bawah mikroskop. Berikut tabel proses etsa akan dijelaskan sebagai berikut.
HST
Perlakuan dengan media quenching yang berbeda bertujuan untuk mengetahui perbedaan hasil dari ketiga perlakuan ini. Perlakuan dengan menggunakan metode jominy bertujuan untuk mengetahui kemampuan spesimen untuk dikeraskan (hardening ability). Perlakuan dengan menggunakan quenching yang dicelup pada air dan oli untuk membuktikan hubungan antara lama pendinginan dengan kekerasan material yang dihasilkan.
Terlihat pada grafik kekerasan jominy, quenching air, dan quenching oli bahwa kekerasan akan fluktuasi pada titik-titik sepanjang batang. Alasan pertama : terjadi ketidaksempurnaan pada proses pengamplasan, masih terdapat goresan ataupun partikel yang tidak diinginkan. Alasan kedua : Hal ini disebabkan karena interval waktu pada saat pencelupan ke media quenching tidak merata secara proporsional di setiap bagian permukaan kontak sampel, sehingga perubahan energi dalam menjadi tidak stabil. Alasan ketiga : Ikatan molekular antar atom karbon tidak terperangkap secara merata ketika dicelupkan ke media quenching. Setiap layer akan mendesak perubahan entropi di setiap struktur lattice site besi tuang, yang menyebabkan bertambahnya energi aktifasi untuk menyusun ikatan attractive di setiap titik yang berbeda. Alasan keempat : Kemungkinan ada pengaruh dari media quenchingnya, yakni berkaitan dengan impurity atom terkandung di dalamnya dan unstable kondisi (P,V,T) sistem.
Sumber :
http://www.elisanet.fi/harri.nevalainen/tietoisk/karkais u.htm
Grafik Literatur Pengujian Jominy
Bila dibandingkan test jominy pada percobaan kali ini, dengan yang ada pada literatur dapat terlihat bahwa terjadi perbedaan antara hasil yang didapatkan dengan yang literatur. Terlihat bahwa pada literatur, kekerasan pada batang akan menurun terus hingga sekitar 30 HRC, namun dibandingkan dengan yang didapatkan pada percobaan, terlihat bahwa ada fluktuasi kekerasan semakin jauh titik dari ujung quench. Hal ini, dapat disebabkan oleh alat pengukur yang berbeda serta praktikan yang terlalu lama menaruh batang pada tempat uji jominy tersebut, yang mengakibatkan pendinginan austenit jauh lebih lambat karena ada sela waktu antara pengambilan batang dari oven dan menaruhnya pada tempat uji jominy. Dengan pendinginan yang lebih lambat ini, maka dapat mendapatkan besaran kekerasan yang hanya sekitar 20 HRC dibandingkan dengan yang seharusnya pada literatur diatas.
KESIMPULAN yang didapatkan dari percobaan Metalografi dan HST ini adalah:
Setiap prosedur metalografi harus diperhatikan beberapa hal (di bagian analisis) agar sampel yang akan diuji dapat dengan baik diamati mikrostukturnya pada mikroskop.
Pengamatan mikrostruktur : berbagai defect sampel yang diamati. Hal itu dapat
disebabkan oleh ketidaksempurnaan proses amplas dan poles, ataupun kualitas awal sampel yang kurang baik (co : kompartemen terbelah dua, karena bekas pengelasan)
Pre-heating diperlukan untuk menambah keuletan material ketika didinginkan.
Pre-heating sangat penting dalam proses heat treatment karena akan mengurangi perubahan entropi sistem ketika diberikan perubahan suhu yang drastis dan menambah keuletan pada material ketika nanti telah didinginkan, walaupun mengurangi kekerasan material.
Perbedaan cara pendinginan/media quench terhadap sifat cepat/lambatnya pendinginan dapat mempengaruhi strength dan ductility besi tuang.
Semakin cepat laju pendinginan, maka strength naik, namun ductility menurun.
Air adalah media pendingin yang lebih cepat dibandingkan oli. Alasan : Massa Jenis air lebih tinggi daripada oli, sehingga dengan densitas molekul yang lebih rapat tersebut, air akan dengan mudah mengikat materi panas dari besi tuang dalam bentuk reduksi energi thermal. Alasan kedua : Viskositas air lebih rendah dibandingkan oli, sehingga energi aktifasi untuk mempererat struktur ikatan karbon-Fe yang bersuhu tinggi tersebut akan lebih rendah (Lebih mudah menguatkan struktur solid)
Pemanasan dilakukan bertahap agar seluruh bagian dari spesimen berada pada fasa Austenite. Alasannya adalah apabila dilakukan pemanasan terus menerus, dapat berakibat pada ketidakteraturan bentuk fasa, bisa saja di dalam spesimen itu masih terjadi transisi pearlite ataupun bainite. Pemanasan yang dilakukan dengan waktu tertentu hingga mencapai suhu yang diinginkan bertujuan untuk menghindari kerusakan pada spesimen akibat pemuaian yang terlalu cepat dan tidak beraturan.
Suhu dipertahankan dalam waktu tertentu agar seluruh bagian dari spesimen memiliki distribusi kalor yang sama, sebelum suhunya dinaikkan kembali. Jika kita lihat lebih jauh, perubahan suhu yang diinginkan dengan waktu yang dibutuhkan pada kedua proses pemanasan memiliki perbandingan yang sama. Ini menandakan bahwa di kedua proses pemanasan itu memiliki kecepatan pemanasan yang sama, yaitu berada pada kisaran (14 – 15)oCm-1.
Perlakuan dengan media quenching yang berbeda bertujuan untuk mengetahui perbedaan hasil dari ketiga perlakuan ini. Perlakuan dengan menggunakan metode jominy bertujuan untuk mengetahui kemampuan spesimen untuk dikeraskan (hardening ability). Perlakuan dengan menggunakan qoenching dicelup dengan air dan oli untuk membuktikan
hubungan antara lama pendinginan dengan kekerasan material yang dihasilkan.
Percobaan jominy bertujuan untuk melihat seberapa besar perbedaan kekerasan dari sebuah bahan dibandingkan dengan perbedaan laju pendinginannya. Perbandingan ini akan berimplikasi ke seberapa mudah material spesimen untuk dikeraskan. Kita dapat melihat besar kecilnya perbandingan dengan melihat seberapa curam grafik antara HRC dengan jarak dari permukaan yang didinginkan. Semakin curam grafiknya, maka material tersebut semakin mudah untuk dikeraskan.
Perbedaan laju pendinginan didapat dari jarak antara titik-titik yang diuji ke sisi spesimen yang diberi air. Sisi yang diberi air otomatis akan memiliki pendinginan yang lebih cepat dibanding tempat lain. Semakin jauh dari sisi yang diberi air semakin lama proses pendinginannya.
Jika kita melihat grafik yang dihasilkan, kita akan melihat bahwa grafik yang dihasilkan cenderung landai. Ini berarti material dari spesimen yang kita miliki cenderung lebih sulit untuk dikeraskan.
Pada percobaan anneling, perbedaan kecepatan pendinginan didapatkan melalui qoenching dengan pendingin yang memiliki kalor jenis yang jauh berbeda. Perbedaan kalor jenis menyebabkan perbedaan kapasitas kalor bahan pendingin ketika massa pendingin sama (pendingin ditampung pada tempat yang identik). Perbedaan kapasitas kalor ini mengakibatkan kalor yang dibutuhkan untuk menaikkan suhu kedua bahan pendingin berbeda. Ini berimplikasi pada penurunan suhu yang terjadi antar spesimen menjadi berbeda dalam waktu yang sama(ketiga spesimen memiliki material yang sama), sehingga kecepatan pendinginan yang dialami kedua spesimen pada proses anneling berbeda.
Hasil dari kedua proses annealing terlihat bahwa kekerasan yang jauh berbeda antara quenching air dengan qoenching oli. Ini membuktikan bahwa kecepatan pendinginan yang tadi kita bahas berpengaruh terhadap kekerasan material spesimen.
Sumber Referensi:
http://www.georgevandervoort.com/metallograp hy/specific/20001319-microstructure-of-copper-and-copper-alloys.html
T. Sofyan, Bondan.2010.PEngantar Meterial Teknik,Jakarta:Salemba Teknika.
Callister,William D. 2007.
Material Science
and Engineering : an Introduction-7 ed.
USA: John Wiley&Sons,Inc.
Modul Praktikum Metalografi.2014.Depok : Laboratorium Metalurgi fisik Departement Metalurgi & Material Fakultas Teknik Universitas Indonesia.
George E. Dieter, Metalurgi Mekanik, terj. Sriati Djaprie
Lawrence H. Van Vlack, 1989. Ilmu dan Teknologi Bahan, terj. Sriati Djaprie, Erlangga.
Krauss, George. 1990. Steels : Heat Treatment and Processing Principles. New
York : ASM international.
John, Vernon. 1992. Introduction to Engineering Materials 3rd edition. The
Surdia, Tata Prof, Ir. Saito, Shinroku, Prof. 2000. Pengetahuan Bahan Teknik