Prosiding Pertemuan dan Presentasi Ilmiah
P3TM-BATAN, Yogyakarta 14-15Ju/i 1999 Buku II 147
,.0(.,
ANALISIS MEKANISME SINTER PELE T (Th, U)O2
Tundjung lndrati Y, Pristi Hartati
P3TM-Batan, Jl. Babarsari KotakPos 1008, Yogyakarta 55010
Ari Handayani
PPSM-BATAN, Serpong.
Aslina br. Ginting
peneliti PEBN -BATAN, Serpong
ABSTRAK
ANAL/SIS MEKANISMJ= SINTER PELET (Th, U) 02. Mekanisme sinter pelet (Th, U)O2 telah dipelajari menggunakan dilatometer dan scanning electron microscope (SEM). Pelet (Th,U)02 dibuat dengan cara mencampurkan serbuk Th02 90 % berat dan serbuk UO2+x 10% berat. Campuran serbuk tersebut digranulasi secara mekanik dua tahap karena serbuk berukuran halus «150.urn) dan bentuknj/a berbeda. Serbuk ThO2 berbentuk serpihan (flake) sedangkan UO2+x berbentuk butiran (spher-e). Setiap tahap granulasi mekanik terdiri dari kompaksi, penghancuran dan penggilingan. Tahap pertama kompaksi (penekanan tunggal) 20 KN untuk setiap 5 gram
serbuk campuran dan w'aktu giling 30 menit untuk setiap 100 gram pelet-pelet hasil kompaksi pertama untuk setiap 15 bola penggiling yang diametemya 10 rom. Tahap kedua serbuk dikompaksi 30 KN dan waktu 60 menit dengan kondisi seperti tahap pertama. Serb uk hasil granulasi bertahap kemtJ'dian dibuat pelet seberat :t 5 gram dengan penekanan tunggal 30 KN. Dilatometer yang berkemampuan operasi sampai temperatur 1200 °c digunakan untuk menyinter pelet mentah dari temperatur 30 °c sampai dengan temperatur puncak dalam atmosfir argon 2 liter /jam dan laju pemanasan bervariasi 11 °C/menit, 12 °C/menit dan 13,75 °C/menit. Hasil penelitian menunjukkan bahwa temperaturdan laju pemanasan sangat berpengaruh terhadap proses densifikasi pelet (Th,U)O2. Laju pemanasan yang paling baik adalah 11 °C/menit . Penyusutan drastis teljadi mulai temperatur 950 °c sehingga didapat kesimpulan bahwa difusi volumik merupakan mekanisme yang dominan pada suhu 950 °c sampai 1200 °c dengan energi aktivasi 4492 kal/mol da" konstanta n = -3,5. Sedangkan difusi batas butir mulai dominan pada temperatur 1200 °c ,ini dibuktikan dengan gambar strutur mikro pelet (Th,U)02 hasil sinter temperatur 1200 °c dengan penahanan suhu puncak selama 3 jam.
ABSTRACT
ANAL YSIS OF THE SINJ"ERING MECHANISM OF (Th,U)Oz PELLET. The sintering mechanism of (Th,U)O2 pellet has bE!en studied by dillatometer and Scanning Electron Microscope (SEM). The (Th,U)O2 pellets were made by mixing of 90 %-wt ThO2 and 10 %-wt UO2+x powder. The mixed powders were grarlulated by two steps of mechanic granulation because the powder were fine particles « 150 pm) and the powders have difference shape. The powders of ThO2 are flake and the powders of UO2'.x were sphere. The each step of granulation has three processes ie: compaction, chruser and milling. The first step of granulation was done by 20 KN single action compaction for:l:5 grams and 30 minute milling time for the ratio of 100 grams pellets and g= 10 mm with 15 balls. The second step was done by 30 KN compaction and 60 minute milling time with the same condition of first step. The green pellets were made by 30 KN singgle action compaction for:l: 5 grams each pellet. The dillatometer; which limited operation of 1200 °c, was used for sintering of pellets from 30 °c until 1200 °C. The heating rate of sintering were varied 11 °C/minute, 12 °C/minute, ,3nd 13,75 °C/minute. Based on this research, the temperature and the heating rate were very inlluenced on the densification of (Th, U)O2 pellets. The best of the heating rate is 11°C/minute. Drastically pellets shrinkage at 950 °C. The volumic diffusion was very dominan at 950 °c until ~'200 °c with the activation energy 4492 call mole and n = -3,5. The grain boundary diffusion vvas dominant started at 1200 °c, it was suported with the pellet micro structure. There are grain growth at the 3 hours soaking time of 1200 °C.
ISSN 0216-3128 Teknologi Proses
Prosiding Perlemuan dan Presentasi /lmiah P3TM-BA TAN, Yogyakarla 14 -15 Juti 1999
148 Buku II
PENDAHULUA.N
volumik sedangkan
pacta pertumbuhan butir difusi
batas butir. Pengkajian pembahan dirnensi (L\L/L)
dengan adanya temperatur
dan waktu dapat untuk
menganalisis
parameter
kinetik proses
sinter.
d(AUL)
dt = {K/(AUL)n}
1)
Nilai n dan K adalah konstanta (tetapan)
yang tergantung
dari mekanisme
perpindahan
massa
dan geometri. Bila difusi volumik yang dominan
maka nilai n ~ 1, sedangkan
bila difusi batas butir
yang dominan maka n ? 2,1. Harga K dapat
ditetapkan dengan persamaan Arhenius seperti
tertulis pada persamaan
2.
K = Ko.{
exp)Q/RT)
2)
Harga Q pada persamaan 2 merupakan
harga energi aktivasi, T adalah temperatur
sedangkan
R adalah konstanta
gas. Harga n dan Q
dapat
ditentukan
berdasarkan
teknik yang digunakan
yaitu non isotermal
atau isotermal.
Jika teknik yang digunakan non-isotermal, nilai Q
dapat ditentukan
dengan
persamaan
sebagai
berikut.
_~ .TI.T2 ~X )
Q -V 3)
(TI-T2) 2
Nilai n ditentukan dari nilai slope
hubungan linier antara nilai (AL/L) dengan Iff.
Berdasarkan
persamaan
(I) clan (2) diperoleh nilai
slope dari kurva linier tersebut, yaitu (_Q/R<n+l).
Persamaan I, 2 dan 3 merupakan persamaan
matematik yang menunjukkan adanya perubahan
dimensi clan sekaligus mekanisme proses sinter.
Untuk memastikan terjadinya mekanisme proses
sinter dibuktikan dengan cara mengkaji struktur
mikro pelet tersebut.
B ahan bakar campuran Th02 dan u02+x banyak digunakan pada reaktor daya jenis reaktor
temperatur tinggi (RTT), Canadian Deuterium
-Uranium Reactor (CANDU) dan reaktor bertekanan
-Presurized High Water Reactor (PHWR) (I).
Bentuk bahan bakar campuran Th02 daD
U02+x dapat berupa kernel atau pelet. Kedua bentuk
tersebut pembuatannya melalui salah satu proses
yang disebut sinter (sintering). Pada proses sinter
pelet campuran Th02 daD U02+x terjadi fenomena
larut padat sehingga terbentuk rasa (Th,U)02- Pelet
basil sinter ini sering disebut pelet (Th,U)02' Tujuan
dilakukan proses sinter adalah untuk mendapatkan
pelet (Th, U)02 yang memenuhi persyaratan
desain
elemen bahan bakar suatu reak1or
daya. Dalam hal
ini perlu adanya pen~asaan daD pemahaman
teknologi proses sinter (I, ).
Salah satu faktor yang berpengaruh
terhadap
kualitas pelet adalah kondisi operasi
proses
sinter yang sering disebut modus sinter_Modus
sinter terdiri dari beberapa parameter operasi yaitu
temperatur sinter, laju pemanasan, lamanya
penahanan temperatur puncak (soaking time) daD
laju pendinginan. Berdasarkan
dua parameter
yang
dipelajari yaitu temperatur sinter daD laju
pemanasan
maka mekanisme sinter pelet (Th,U)02
dapat dikaji dari ha..,il pengamatan perubahan
dimensi pelet yaitu penyusutan daD perubahan
struktur mikro.
Jadi tujuan penelitian analisis mekanisme
sinter pelet (Th, U)02 adalall menentukan laju
pemanasan proses sinter yang dapat digunakan
untuk memeilih modus sinter pada proses sinter
pelet berkapasitas fabrikasi. Tujuan lain adalah
menentukan mekanisme proses sinter sekaligus
menentukan energi ak1ivasi dan tetapan dalam
persamaan
kinetika. Besamya
tetapan tersebut dapat
untuk menentukan
jenis difusi yang dominan pada
rentang temperatur tertentu. Hasil penelitian ini
dapat bermanfaat dalam mendesain tungku sinter
yang berskala produksi baik YaJlg
berkapasitas
besar
maupun kapasitas
kecil.
TATA KERJA
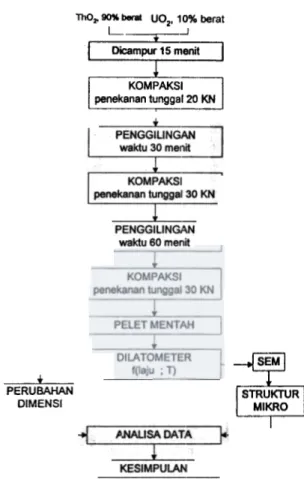
Tahapan penelitian analisis mekanisme
sinter pelet (Th,U)Oz dengan penekanan tunggal
dapat dicermati
pada blok diagram gambar 1.
Sembilan puluh gram serbuk ThOz
dicampur dengan 10 gram serbuk UOz+x dalam
mesin pencampur
selama 15 menit. Setiap:!::
5 gram
serbuk campuran dikompaksi dengan sistem
penekanan
tunggal 20 KN. Dipilihnya penekanan
tunggal untuk setiap :!:: 5 gram serbuk diperkirakan
akan memberikan beret jenis yang merata disetiap
pelet basil kompaksi seperti
halnya hila pelet dibuat
dengan 10 gram serbuk campuran dengan metoda
penekanan
ganda untuk tekanan yang sarna. Pelet
basil kompaksi kemudian ditumbuk, selanjutnya
digiling selama 30 menit untuk perbandingan 100
TEORI
Dalam proses sinter bahan keramik, fenomena yang terjadi adalah adanya perpindahan massa yang menghasil1:an densifIkasi dan pertumbuhan butir (coarsening:l. Perpindahan massa dalam bahan tersebut diakibatkan oleh adanyadifusi volumik, difusi permukaan dan difusi barns butir
(3,6,7)
Menurut KINGERY<~')
mekanisme yang
dominan pada proses densitikasi adalah difusi
Tunjung Indrati, dkk
Prosiding Pertemuan dan Presentasi Ilmiah
P3TM-BATAN, Yogyakarta 14-15Juli 1999 Buku II 149
gram serbuk 15 bola dengan diameter bola 10 mm. Serbuk granulasi tahap pertama tersebut dikompaksi kembali setelai! diketahui distribusi ukuran serbuknya. Kompaksi yang dilakukan sebesar 30 KN untuk setiap :t: 5 gram serbuk. Pelet ditumbuk dan digiling lagi selama 60 menit dengan kondisi yang sama dengan penggilingan tahap I.
HASIL
DAN BAHASAN
ThO.. 90% ~ UO2, 10% berat
L ~
~
EM STRUKTUR MIKRO.
PERU BAHAN DIMENSIGambar 1 ..Blok diagram tahapan penelitian Setelah diketahui distribusi ukuran serbuknya. serbuk hasil granulasi tahap kedua dikompaksi lagi dengan tekanaIl 30 KN untuk setiap :t 5 gram serbuk campuran. Pelet mentah dipanaskan menggunakan dilatometer dengan atmosflf argon mengalir 2 liter/jam. Pemanasan dilakukan daTi suhu 30 °c sampai 1200 °c dengan laju pemanasan yang bervariasi 11°C, 12 °c dan 13,75 °C/menit. Dari pemanasan pelet dalam dilatometer akan diperoleh data penyusutan (AL/L) untuk setiap perubahan suhu dan waktu. ,Pelet hasil sinter dipotong, dibingkai, dipoles dan dietsa untuk diidentiflkasi struktur mikronya dengan mengguna1r.an SEM (Scanning Electron Microscope). Larutan etsa yang digunakan adalah larutan asam sulfat 90 % dan larutan hidrogen peroksida 10 %-volume. Gambar struktur mikro pelet (Th, U)Oz hasil sinter pada suhu rendah akan dapat untuk menentlJkan adanya pertumbuhan butir atau tidak.
Pengaruh laju pemanasan
Pada penelitian ini dicoba laju pemanasan yang bervariasi yaitu II °C/menit, 12 ° C/menit dan 13,7 °C/menit. Pengarnbilan harga laju pemanasan yang relatif cukup tinggi bertujuan mengurangi pemakaian energi listrik yang terlalu besar.
Pengaruh laju pemanasan terhadap perubahan dimensi pelet yang disinter terlihat jelas pada garnbar 2. Perubahan dimensi ini terutama pada awal pemanasan yaitu sekitar suhu karnar sampai dengan 850 °C.
Garnbar 2b dan 2c menunjukkan adanya perubahan dimensi yang tidak menentu yaitu adanya penyusutan dan ekspansi yang berulang. Hal ini diduga karena bentuk serbuk ThOz berbeda dengan VOz walaupun telah digranulasi tetapi bentuk awalnya tetap berpengaruh pada awal proses sinter. Morfologi serbuk ThOz, VOz+x dan sebuk carnpuran yang telah digranulasi dapat dicermati pada garnbar 3. Kemungkinan lain adalah karena akibat proses granulasi mekanik tersebut dimana serbuk yang berbeda bentuk dipaksakan untuk menjadi bentuk yang sarna dalam satu saWall carnpuran serbuk. Narnun demikian disini perlu diingat bahwa proses granulasi mekanik dua tahap lebih banyak efek yang menguntungkan dibandingkan efek negatifnya. Efek positif tersebut diantaranya menghindari marnpu alir serbuk yang rendah, efek bridging, berat jenis pelet mentah rendah dan kekuatan pelet mentah kurang baik. Berdasarkan alasan tersebut maka pencermatan laju pemanasan pada proses sinter sangat beralasan. Adanya pemaksaan bentuk menjadi satu bentuk tertentu yaitu bulatan (sphere) maka kemungkinan ada udara yang terjebak. Adanya udara yang terjebak dan bentuk serbuk yang berbeda tersebut maka perubahan dimensi yang tidak menentu pada awal proses sinter terjadi. Kemungkinan yang lebih parah lagi hila laju pemanasan dipercepat menjadi 13,7 °C/menit maka pelet dapat retak. Hal ini terlihat pada kurva penyusutan yang tidak mulus pada garnbar 2c.
Vntuk mengantisipasi dua hal yang berlawanan tersebut maka laju pemanasan dibuat relatif rendah dibandingkan 12 °C/menit dan 13,7 °C/menit. Garnbar 2a menunjukkan adanya perubahan dimensi yang baik, yaitu tidak acta peristiwa penyusutan dan ekspansi yang berulang pada awal proses sinter. relet yang disinter dengan
laju pemanasan II °C/menit tidak ada perubahan dimensi pacta awal sinter dan baru pada temperatur 950 °c terjadi penyusutan. Hal ini dapat diperkirakan bahwa adanya laju pemanasan lebih rendah 12 °C/menit maka pergerakan atom antar butir baik ThOz dan ThOz atau VOz+x dan VOz+x atau ThOz dan VOz+x akibat pemanasan terjadi tidak
ISSN 0216-3128 Tunjung Indrati, dkk Teknologi Proses
terlalu cepat. Pergerakan
atom antarbutir yang tidak
terlalu cepat berakibat densifIkasi pelet berjalan
dengan relatif pelan sehingga udara yang mungkin
terjebak dalam pelet tidak secara drastis
mengakibatkan perubahan dimensi yang tidak
menentu. Seperti yang terjadi pacta pelet yang
disinter dengan laju pemanaSall
12 °C/menit dan
13,7 °C/menit.
volumetris. Sedangkan
energi aktivasi yang yang
didapat sebesar
4492 kallmole .Sedangkan diatas
suhu 1200 °C diduga mekanisme
yang terjadi adalah
difusi batas butir. Karena keterbatasan
kemampuan
dilatometer maka dugaan tersebut dapat dikaji
dengan cara menyinter pelet pada suhu 1200 °C
dengan
waktu penahanan
2 -3 jam.
mll:I."'" ~\I
..,"11-11-'11'
-
,
,I'
0 '0 , L'8-'J' " Ir ", , 0 , I I . I!~' Ii \ t.1i .i .\\' ,~, !' \: 1M ..: \, 'M' I, '.! r~ ...", '... iiM.
"'" -\,8;1
'-,., ~ ;I'. ..'-',' .;O! .i """..ij,'- II IfA ..., III ~r I'J ..,of ,'. .-.:N.
-", .~;..~ ~ 1"11 H!!-~ " ~j,. D,II,II. ..-'\ m!,11 l' -II-lf.tl1ltJ II.. 11180 ~),:: '."-"j,""-"- '-, i I .. J" " ,. (81- \ .,~ , " , " ' Ir
:: c;"il!i,i;
'o.i ';
IF '
",,", '-
'I ' ,~
",~".,
':.:!.'"~.:
I\I!~ ;\111151 Ii )Ii 4!1",.i,
C. laju pemanasan 13,7 °C/menit11~.."--uf1TI;I1rr'...~~
~!
1!1e,-.".~_..\~I-JH1I181J.1. v V \ ~I I , --' I liB!. 1\' " . ; ~ ..\ \ --wI~ Iii--.
I' , ! .\. .111 ill. ..i \ .!', , , \. .",~ III- f ". "., 'ji .f --"..,'" ._,/Rj ;'
.",'
-J.
'-'" " 1 '.--ii.iII,It.~"'.)\I-JjI I ) 'I'a. laju pemanasan II °C/menit b. laju pemanasan 12 °C/menit
Gambar 2: Pengaruh laju pel'11anasan terhadap perubahan dimensi pelet
-Th6;d~u6;:hasil
Gambar 3 ..Morfologi serb uk ThO], UO]+x dan serb uk campuran hasil granulasi
.2
Penentuan mekanisme
~;inter
Berdasarkan
kurva penyusutan
dari gambar
2a maka dapat dipelajari bahwa pada suhu 850 °c
sampai
dengan temperatur
950 °C perubahan
dimen-si sangat perlahan. Pada temperatur 950 °C sampai
1200 °c, perubahan
dimensi atau penyusutan
sangat
cepat. Penyusutan
yang digunakan untuk
mengana-lisis mekanisme sinter pada suhu 950 °c sampai
dengan 1200 °c hanya sampai titik C karena
peristiwa penyusutan setelah titik C merupakan
penyusutan isotermal yaitu pada saat soaking time
berlangsung. Penyusutan pelet merupakan fungsi
temperatur sinter sehingga
tampilan grafiknya dapat
dinyatakan sebagai
In(dVl) vs Iff. Ini sesuai
dengan
persamaan
1 daD
digambarkan
p3da gambar
4;
Berdasarkan
gambar 4 diperoleh intersep
sebesar
-3,5 .Ini berarti bahwa konstanta
harga n =
-3,5 sehingga dapat disimpulkan bahwa pada suhu
sampai 1200 °c proses sinternya didukung difusi
~: ~ -4 ~ ;e ;a-8.8 7,027 7,~ 7.85 8.17 8..5 1.'~
Gambar
4. Grafik hubungan perubahan dimensi.
In(dlll) don temperatur (liT)
Tunjung Indrati, dkk
-" 2jam d.-j -,
-.-;-Gambar 5 : Struktur mikro pe/et (Th, U)O2 hasi/ sinter.
puncak yang hanya berbeda perubahan barns butir . c
jam hampir tidak ada
KESIMPULAN
Penelitian mekanisme sinter pelet (Th, U)O2 temperatur 1200 DC menggunakan dilatometer dapat diambil simpulan sebagai berikut:
1. Laju pemanasan sinter yang paling baik adalah 11 DC/menit
2. Mekanisme sinter pelet (Th, U)O2 pada temperatur 950 DC sampai dengan 1200 DC adalah difusi volumetris dengan konstanta n =-3,5 dan energi aktivasi 4492 kalorilmole.
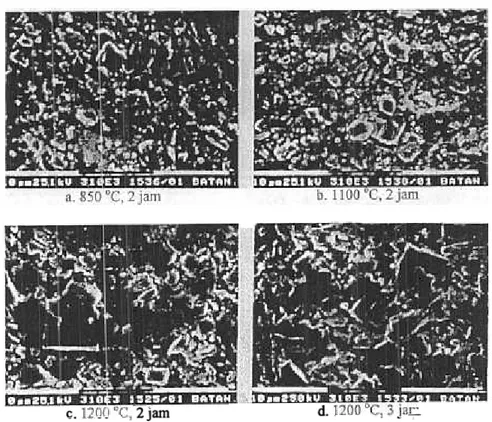
3. Mekanisme yang terjadi mulai suhu 1200 DC diduga difusi batas butir terbukti adanya peristiwa pertumbuhan butir dengan cara observasi gambar struktur mikro pelet basil sinter suhu 1200 DC dengan lama penahanan suhu puncak 2 -3 jam.
Pengaruh temperatur sinter
Menurut BANNISTER 8) difusi barns butir dapat ditunjukkan hila grafik penyusutan yang dinyatakan dengan In(dl/L) dengan (Iff) mempunyai harga slope yang dinyatakan dengan konstanta n ~ 2,1. Oleh karena kemampuan operasional dilatometer yang tersedia terbatas yaitu hanya dapat dioperasikan sampai dengan temperatur 1200 °c maka perlu dikaji adanya pertumbuhan butir dengan metoda lain. Menurut VAN FLACK7) difusi barns butir menyebabkan terjadinya pertumbuhan butir baik dalam kondisi isotermal atau nonisotermal. Gambar 5 merupakan struktur mikro pelet (Th, U)02 hasil sinter menggunakan dilatometer pada suhu 850 °c, 1100 °c dan 1200 °c dengan lama penahanan temperatur puncak (soaking
time) 2 jam -3jam.
Pada pelet hasil sinter 850 °c dan 1100 °c (gambar 5a dan 5b) belum terjadi pertumbuhan butir. lni terbukti adanya ukuran butir yang tampak dalam gambar struktur mikro ukurannya sarna.
Gambar 5c dan 5d merupakan struktur mikro pelet (Th,U)02 hasil sinter 1200 °C. Ukuran butir pelet hasil sinter 1200°C lebih ",esar dibandingkan dengan ukuran butir pelet hasil sinter 1100°C .Dengan adanya bukti struktur mikro gambar 5 maka dapat dikatakan bahwa pelet (Th,U)02 mengalami difusi barns butir mulai temperatur 1200 DC. Sedangkan penahanan suhu
UCAPAN
TERIMAKASIH
Atas terselesainya penelitian ini penulis
mengucapkan banyak terimakasih kepada bapak
Maryoto dan bapak Budi Kusyanto
Prosiding Pertemuan dan Presentasi Ilmiah P3TM-BATAN, Yogyakarta 14 -15Juli 1999
152
Buku IIDAFTAR
PUS'TAKJ\.
24.
5.6.
7.
8.BENJAMIN.
M.MA,
Nuclear
Reactor
Materials and Applications, Van Nostrad
Reinhold Co, New York, 1983,297 -353.
A YBERS, M. T, The Study Apparent Activation
Energy of (Uo,s, Tho,z)Oz in reducing the
oxidizing atmosphere, Journal of Nuclear
Materials, 1994.
BELLE.J, Uranium Dioxide: Property and
Nucl~ar
Application,
atomic
Energy
Commission,
Washington
DC, 1961,234 -343.
GOETZEL.C.G.,
Treatise
on
Powder
Metallurgy, vol I, New York, Interscience
Publishers
LTD, 1949.
SANDS. RL and SHEAKSPHEARE. CR.,
Powder Metallurgy, London, 1966,20 -99.
KINGERY.WD., BOWEN HK., UHLMAN
DR., Introduction to ceramic, Jon Wiley and
Sons, New York, 1980,469 -490.
VAN FLACK. LH., Elements of Materials
Science and engineering,
2nd ed, Mc Graw Hill
Book Co, Singapore,
1960,337 -343.
BANISTER M.J., Shape Sensitivity of Initial
Sintering Equations, Joournal Amer. Ceram.
Soc, 51(10), 1968, p 548 -553.
ORLANDER. DR., Fundamental flSpects of
nuclear reactor fuel elements, Technical
Information Center, Office Public Affairs, IRD
Administration, 1976, 124 -338.
9.
TANYA
JAWAB
~ Dengan diketahui 1200 °C sebagai batas untuk
difusi volumik dan difusi batas butir, secara
praktis pengetahuan
itu digunakan
untuk apa?
Tundjung lndrati
-<0>- Tidak pada laju 11 'C/menit. Ini harus dilakukan penelitian prediksi pro:,'es modus sinter dengan delatometer yang dilengkapi kurva penyusutan, biasanya untuk spesimen yang berupa pelet atau batangan. Untuk kernel UO] yang dibentuk pelet hal ini dapat dilakukan dengan dilatometer, sedangkan untuk kernel tanpa dibentuk pelet hal ini dapat dipelajari secara metalografi yaitu setiap proses sinter kernel dengan laju tertentu kernelnya dikarakterisasi sifat fisisnya, sifat kimia don dipelajari struktur
mikronya dengan metoda metalografinya. -<0>- Pengatahuan ini untuk menetapkan tetapan
kinetikanya don energi aktivasi, Adanya energi aktivasi yang diketahui maka kilo dapat menentukan kapasitas pelet untuk tungku sinter yang tersedia.
Sahat Simbolon
~ Laju pemanasan
yang paling baik adalah II
°C/menit,
bagaimana
hal ini ditentukan?
~ Bagaimana
dengan reaksi ini, 11102
+ 3002 ~
111
+ 0308 apakah
tidak mungkin terjadi?
Tundjung lndrati
-<0>- Pada laju pemanasan 11 'C/menit tidak ado keretakan pelet saat disinter. Ini dapat dilihat dari kurva penyusutan yang "smooth" (halus). Jadi hila laju pemanasan < 11 'C/menit dipastikan keretakan pelet tidak ado. Sedangkan pada laju pemanasan > 11 'C/menit terlihat adanya indikasi keretakan, terlihat pada kurva gambar 2b don 2c.
-<0>- Oleh karena atmosfir penyinteran pelet dalam kondisi inert, maka UO] tidak akan teroksidasi menjadi U3Os.
Sukarsono
)- Bagaimana
prediksi proses
sintering untuk bahan
yang lain, misalnya kernel UOz apakah
juga baik
dengan laju 11 °C/menit.
Tunjung Indrati, dkl<
![Gambar 3 ..Morfologi serb uk ThO], UO]+x dan serb uk campuran hasil granulasi](https://thumb-ap.123doks.com/thumbv2/123dok/2297743.2731515/4.878.118.766.527.696/gambar-morfologi-serb-tho-serb-campuran-hasil-granulasi.webp)