2.1Jenis Audit Secara Umum
Audit secara umum dapat dibagi menjadi beberapa jenis, yaitu : 1. Audit Keuangan
2. Audit Operasional 3. Audit Ketaatan 4. Audit Investigatif
2.1.1 Audit Keuangan
Audit keuangan adalah audit terhadap laporan keuangan perusahaan atau
organisasi yang akan menghasilkan opini pihak ketiga mengenai relevansi, akurasi, dan kelengkapan laporan-laporan tersebut.
Audit keuangan umumnya dilaksanakan oleh perusahaan atau akuntan publik independen yang harus mengikuti prinsip-prinsip akuntansi yang diterima umum. Banyak perusahaan mempekerjakan auditor internal yang berfokus pada pengawasan pelaksaaan dan operasi perusahaan untuk memastikan kesesuaiannya dengan kebijakan organisasi.
2.1.2 Audit Operasional
Audit Operasional adalah pengkajian atas setiap bagian organisasi terhadap
prosedur operasi standar dan metoda yang diterapkan suatu organisasi dengan tujuan untuk mengevaluasi efisiensi, efektivitas, dan keekonomisan (3E).
Menurut Arens dkk (2003), definisi audit operasional, yaitu :
“An operational audits is a review of any part of organization’s operating procedures and methods for the purpose of evaluating efficiency and effectiveness. At the completion of an operational audit, recommendations to management for improving operations are normally expected.”
Definisi audit operational menurut Kell dan Boynton (2001), adalah :
“Operational auditing is a systematic process of evaluating an organization’s evectiveness, efficiency, and economy of operations under management’s control and reporting to appropriate person the result of the evaluation along with recommendation for improvement.”
Menurut Reider (1999), definisi audit operasional, yaitu :
“Combining these definition, it could be said that operational review is a review of operations performed from a management viewpoint to evaluate the economy, efficiency, and effectiveness of any and all operations, limited only by management’s desires.”
Jadi inti dari konsep audit operasional didasarkan atas pemikiran bahwa seiring dengan semakin luas dan kompleks lingkup kegiatan perusahaan, pemilik atau
owner tidak dapat mengawasi secara langsung seluruh operasi kegiatan
perusahaannya, pemilik akan membutuhkan suatu system yang dapat menilai tingkat keberhasilan suatu proses yang tentunya juga dapat mendeteksi berbagai masalah pada system produksi yang dapat merugikan perusahaan. Jika ternyata ditemukan permasalahan pada saat audit operasional dilakukan, perusahaan dapat melakukan action dengan cepat untukmelakukan counter measure yang tentunya
telah disepakati antara auditor dan owner perusahaan tersebut.
2.1.3 Audit Ketaatan
Audit Ketaatan adalah proses kerja yang menentukan apakah pihak yang
diaudit telah mengikuti prosedur, standar dan aturan tertentu yang ditetapkan oleh pihak yang berwenang.
2.1.4 Audit Investigatif
Audit Investigatif adalah: 1. "Serangkaian kegiatan mengenali (recognize),
mengidentifikasi (identify), dan menguji (examine) secara detail informasi dan
fakta-fakta yang ada untuk mengungkap kejadian yang sebenarnya dalam rangka pembuktian untuk mendukung proses hukum atas dugaan penyimpangan yang dapat merugikan keuangan suatu entitas (perusahaan/organisasi/negara/daerah)." 2. "a search for the truth, in the interest of justice and in accordance with specification of law" (di negara common law)
Jadi, audit itu adalah suatu rangkaian kegiatan yang menyangkut :
1. Proses pengumpulan dan evaluasi bahan bukti
2. Informasi yang dapat diukur. Informasi yang dievaluasi adalah informasi yang dapat diukur. Hal-hal yang bersifat kualitatif harus dikelompokkan dalam kelompok yang terukur, sehingga dapat dinilai menurut ukuran yang jelas, seumpamanya Baik Sekali, Baik, Cukup, Kurang baik, dan Tidak Baik dengan ukuran yang jelas kriterianya.
3. Entitas ekonomi. Untuk menegaskan bahwa yang diaudit itu adalah kesatuan, baik berupa Perusahaan, Divisi, atau yang lain.
4. Dilakukan oleh seseorang(atau sejumlah orang) yang kompeten dan independen yang disebut sebagai Auditor.
5. Menentukan kesesuaian informasi dengan kriteria penyimpangan yang ditemukan. Penentuan itu harus berdasarkan ukuran yang jelas. Artinya, dengan kriteria apa hal tersebut dikatakan menyimpang.
6. Melaporkan hasilnya. Laporan berisi informasi tentang kesesuaian antara informasi yang diuji dengan kriterianya, atau ketidaksesuaian informasi yang diuji dengan kriterianya serta menunjukkan fakta atas ketidaksesuaian tersebut.
2.2 Pengertian Audit Operasional Proses Produksi
Audit operasional proses produksi adalah suatu proses yang sistematik untuk
mendapatkan dan mengevaluasi bukti secara objektif mengenai pernyataan-pernyataan, kegiatan dan kejadian dalam suatu proses produksi, dengan tujuan untuk menentukan tingkat kesesuaian antara pernyataan-pernyataan yang dilakukan pada proses produksi tersebut dengan kriteria atau standard yang telah ditetapkan, serta menyampaikan hasil-hasilnya kepada pihak-pihak yang berkepentingan.
Kualitas memegang peranan yang sangat penting dalam mewujudkan fungsi sebenarnya dari suatu produk. Kualitas yang tidak baik atau tidak sesuai dengan desain spesifikasi produk yang telah ditetapkan merupakan kerugian bagi perusahaan. Menindaklanjuti hal di atas, perusahaan perlu merumuskan kebijakan kualitas melalui pengendalian kualitas dengan cara melaksanakan audit operasional atas proses produksi berdasarkan tahap-tahap audit operasional. Suatu proses produksi tentunya mempunyai standard-standard yang telah ditetapkan oleh pihak-pihak yang berkompeten untuk merancang dan membuat suatu produk. Contohnya, sebuah perusahaan bahan kimia yang digunakan untuk material campuran plating memberikan panduan dan tata cara dalam membuat atau memproses campuran plating yang baik sehingga menghasilkan suatu produk yang diinginkan. Untuk itu maka setiap proses yang menggunakan bahan kimia tersebut harus mengikuti petunjuk atau spesifikasi proses produksi agar produk yang dihasilkan berkualitas.
2.3 Tujuan Audit Operasional Proses Produksi
Audit operasional proses produksi bertujuan untuk menilai tingkat
keberhasilan suatu proses produksi dan menghasilkan perbaikan dalam pengelolaan aktifitas proses produksi dengan membuat saran-saran tentang tata cara pelaksanaan yang sesuai dengan standard proses produksi.
Menurut Reider (1999; 13-14), audit operasional dilakukan dengan tujuan umum sebagai berikut :
1) Menilai kinerja (Assess performance)
Menilai kinerja dilakukan dengan membandingkan bagaimana pelaksanaan aktifitas suatu organisasi dengan kriteria yang ada, misalnya : tujuan yang telah ditetapkan manajemen.
2) Mengidentifikasi kesempatan untuk perbaikan (Identify opportunities for improvement).
Dengan meningkatkan efisiensi dan aktifitas diharapkan dapat menciptakan perbaikan kegiatan operasional suatu organisasi.
2.4 Tahap-Tahap Audit Operasional
Dalam melakukan audit operasional diperlukan adanya suatu kerangka tugas
sebagai pedoman dalam melaksanakan audit. Menurut Arens dkk (2003:745). Pemerikasaan operasional dapat dibagi menjadi tiga tahapan, yaitu :
1. Planning
Dalam pemeriksaan operasional serupa dengan pemeriksaan atas laporan keuangan. Pada saat perencanaan, auditor harus menentukan ruang lingkup
penugasan, menyampaikan pada unit organisasional, menentukan staf yang tepat dalam penugasan, memperoleh informasi mengenai latar belakang unit.
1. Evidence Accumulation and Evaluation (Pengumpulan Bukti dan
Evaluasi)
2. Adalah suatu tahap dimana auditor mengumpulkan berbagai jenis bukti yang diperoleh melalui cara pendokumentasian, wawancara dengan klien, dan observasi. Setelah bukti terkumpul maka auditor harus mengevaluasinya agar dapat menarik suatu kesimpulan mengenai temuan-temuan yang diperolehnya dan mengajukan saran-saran rekomendasi.
3. Reporting and Follow-up (Pelaporan dan Tindak Lanjut)
Merupakan suatu tahap dimana pelaporan pemeriksaan operasional biasanya ditujukan hanya pada pihak manajemen. Laporan pemeriksaan operasional perlu disusun secara khusus untuk menyajikan ruang lingkup audit, temuan, dan rekomendasi disampaikan kepada manajemen. Tujuannya adalah untuk memastikan apakah perubahan-perubahan yang direkomendasikan telah dilakukan, dan jika tidak, mengapa. Tindak lanjut biasanya dilakukan setelah rekomendasi.
2.5 Hubungan Audit Operasional Proses dan Kualitas Produk
Tujuan dari audit operasional dari proses produksi ini adalah untuk
menghindari terjadinya kesalahan-kesalahan proses produksi yang dapat menyebabkan kecacatan produk. Kecacatan produk yang dimaksud disini adalah
apabila produk yang dihasilkan tidak sesuai dengan standard yang ditetapkan atau dengan kata lain, produk yang dihasilkan tidak sesuai dengan standard drawing. Kualitas produk sangat ditentukan oleh proses produksi produk itu sendiri. Untuk mendapatkan produk yang baik, suatu proses produksi harus mengikuti standard-standar pembuatan produk yang sudah ditetapkan. Agar semuat tujuan tersebut tercapai, maka harus dilakukan Process Quality audit atau audit mutu
proses. Quality audit process atau audit mutu proses adalah sebagai suatu
pemeriksaan yang sistematik dan independen untuk menentukan apakah kualitas aktifitas dan pencapaian hasil sesuai dengan rencana yang sudah dirancang, dan apakah rancangan tersebut dapat diimplementasikan secara efektif dalam pencapaian tujuan.
Gambar 2.1 : Flow Chart Hubungan Audit dan Tingkat Kecacatan Produk Pengumpulan data supplier Zinc Aktifitas audit Penilaian proses : - Saran, Rekomendasi. Implementasi hasil audit dan improvement
Menekan Tingkat kecacatan produk
2.6 Hubungan Audit Operasional Proses dan Efisiensi Proses
Sebuah proses produksi yang melakukan kontrol yang baik terhadap
prosesnya, tentu akan menghasilkan proses yang efisien. Artinya, tidak ada hal yang disia-siakan pada saat proses tersebut berlangsung. Sebagai contoh, pada saat dilakukan waktu pencelupan benda yang di proses plating. Waktu celup melebihi ketentuan yang telah di tentukan. Hal ini tentu akan mengakibatkan banyak kerugian yang di sebabkan oleh proses tersebut. Kerugian yang disebabkan antara lain :
1. Biaya Man-Power.
Operator yang melakukan proses pencelupan tersebut harus menambah waktu kerjanya.
2. Biaya Overhead Pabrik.
Pabrik dan peralatan yang ada di dalamnya, tentu mempunyai overhead
cost yang terus berjalan, seperti listrik, depresiasi equipment, air, dsb.
2.7 Zinc Chromating
Zinc Chromating yang sering disebut juga dengan istilah Zinc Plating adalah
salah satu jenis plating yang paling banyak digunakan pada part yang terbuat dari logam (steel). Zinc Plating terdiri dari dua jenis yaitu :
1. Hexavalent Chromium 2. Trivalent Chromium
2.7.1 Proses Produksi Zn Plating
Proses produksi plating pada umumnya terdiri dari urutan proses sebagai
berikut :
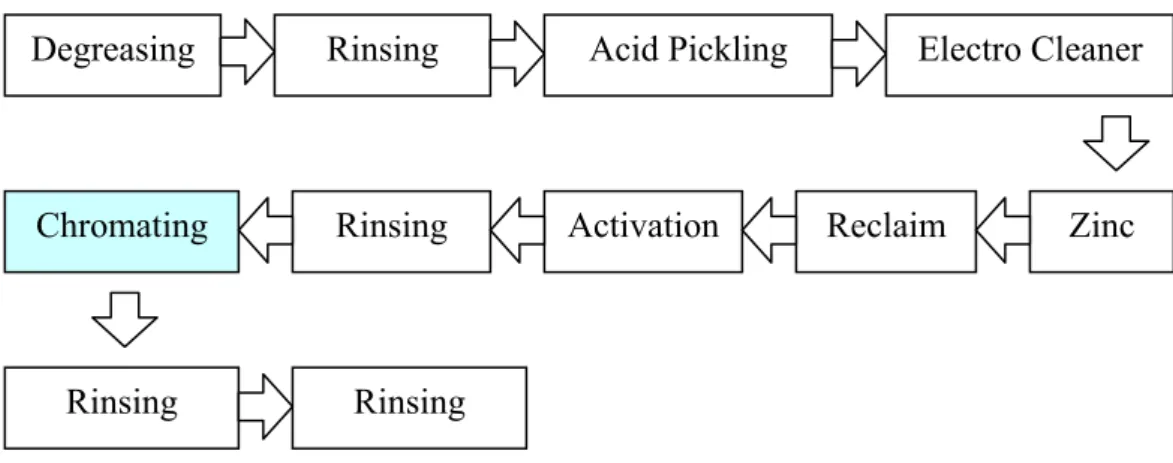
Gambar 2.2 : Alur Proses Plating Trivalent Chromium
Proses Zn plating diawali dari proses degreasing, degreasing adalah proses
pembersihan permukaan benda yang akan diproses plating untuk memisahkan material dari kandungan minyak atau oli yang menempel. Setelah proses
degreasing benda di bersihkan pada larutan air yang dinamakan dengan proses
Rinsing. Untuk aktivasi logam pada saat proses, part diproses pada larutan acid
pickling (larutan asam) agar struktur permukaan dapat aktif jika diproses dengan
bahan kimia lain. Proses selanjutnya adalah pembersihan part dari larutan asam dengan cairan yang dialiri arus listrik agar permukaan logam benar-benar bersih dari kotoran. Setelah proses pembersihan dan aktivasi material dilakukan, lalu
dilakukan proses pelapisan pertama yaitu pelapisan Zinc. Zinc berfungsi sebagai
pengikat antara Chromate dengan logam, karena logam tidak dapat berikatan
secara langsung dengan Chromate. Akan tetapi sebelum proses Chromating
Degreasing Rinsing Acid Pickling Electro Cleaner
Zinc Reclaim Activation Rinsing Chromating Rinsing Rinsing
dilakukan, permukaan yang telah dilapisi oleh zinc terlebih dahulu dinormalkan
dengan larutan reclaim dan kemudian diaktivasi kembali. Setelah Chromating,
benda dibersihkan pada larutan pembersih sebanyak dua kali untuk meyakinkan bahwa benda tersebut benar-benar bersih.
Cromating adalah proses inti yang harus diperhatikan, karena proses ini adalah
lapisan terluar yang bersifat keras dan melindungi permukaan logam dari korosi. Jika lapisan Chromating rusak, akan menyebabkan lapisan zinc yang ada di bawahnya juga rusak, hal ini akan menyebabkan permukaan logam tidak terlindungi sehingga rentan terhadap karat atau korosi.
2.7.2 Jenis Zn Plating
Pada prinsipnya, Zinc Plating (Zn Plating) terdiri dari dua jenis, yaitu :
1. Zn plating hexavalent atau disebut juga Hexavalent Chromate,
Yang umumnya berwarna kuning.
2. Zn plating Trivalent atau disebut juga Trivalent Chromate,
Yang umumnya berwarna putih kekuningan.
Gambar 2.4 : Trivalent Chromate.
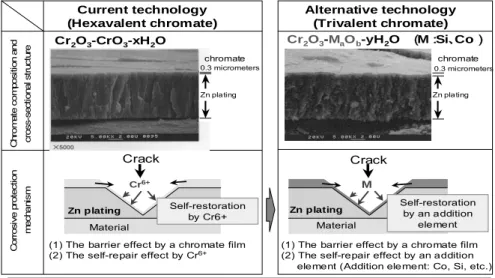
Kedua jenis plating tersebut mempunyai sifat yang hampir sama, yang membedakan hanya jenis lapisan chromate yang merupakan lapisan terluar pada plating. Kedua jenis zinc plating tersebut menpunyai kesamaan sifat
self-restoration, yaitu sifat yang dapat memperbaiki permukaan jika terjadi gores
halus pada lapisan Cr (Chrom). Seperti yang ditunjukan pada bagan dibawah ini.
Gambar 2.5 : Bagan Struktur Lapisan Plating Hexavalent Chromate dan Trivalent Chromate (Zn Chromate structure – PT.ADM).
Sumber : Materi OPAM DAIHATSU (2005)
Cr2O3-CrO3-xH2O Material Zn plating Zn plating Crack Cr6+ Material Zn plating Zn plating M Crack
(1) The barrier effect by a chromate film
(2) The self-repair effect by Cr6+ (1) The barrier effect by a chromate film(2) The self-repair effect by an addition
element (Addition element: Co, Si, etc.)
C hr o m a te c o m po sit io n a n d cro ss-se ct io na l s tru ct ur e C o rr os iv e p rot e ct ion me ch a ni s m Current technology (Hexavalent chromate) Alternative technology (Trivalent chromate)
“Cr6+" “Cr3++ addition element" The barrier and self-repair effects are obtained.
“Cr6+" “Cr3++ addition element" The barrier and self-repair effects are obtained.
Self-restoration by an addition element Self-restoration by Cr6+ chromate Zn plating 0.3 micrometers chromate 0.3 micrometers Zn plating Cr2O3-MaOb-yH2O (M:Si、Co)
2.7.2.1 Hexavalent Chromate (Cr6+)
Hexavalent Chromate (Cr6+) adalah salah satu jenis plating yang sering
digunakan pada industri otomotif roda dua dan roda empat seperti mobil DAIHATSU. Namun seiring berkembangnya bisnis yang ada di PT.ADM yang memproduksi unit dengan merk DAIHATSU, PT.ADM melakukan export ke manca negara yang mempunyai banyak karakter dan keinginan masing-masing di negara tujuan eksport. Termasuk regulasi-regulasi pemerintahan negara tujuan export yang harus dilaksanakan sebagai salah satu syarat untuk menjual unit produk di negara tujuan tersebut.
Salah satunya yaitu SoC free, SoC (Substance of Concern) adalah empat jenis
logam berat yang berbahaya bagi manusia yang terdapat pada part-part kendaraan bermotor. SoC free merupakan regulasi pemerintah Jepang untuk menjaga lingkungan hidup dari pencemaran limbah industri otomotif.
Pada saat kendaraan seperti mobil dan motor telah mencapai umurnya (ELV =
End of Live Vehicle) untuk di sekrap atau di daur ulang, semua material akan
dipisahkan menurut jenis dan sifat material tersebut sehingga memudahkan proses daur ulang. Namun diantara sekian banyak material tersebut, ada juga material yang akhirnya menjadi sampah atau tidak bisa didaur ulang. Material yang tidak dapat didaur ulang tersebut dikhawatirkan akan mencemari tanah karena mengandung SoC yang terdiri dari empat logam berat, yaitu :
1. Pb (Lead) 2. Cd (Cadmium) 3. Hg (Mercury)
Keempat jenis bahan kimia tersebut terkandung dalam material. Untuk menghindari kandungan logam berat yang ada, PT.ADM melakukan kampanye anti SoC (SoC free activity) kepada supplier-suppliernya. Khusus untuk material yang mengandung bahan kimia seperti Pb, Cd, dan Hg harus diganti dengan material lain yang bebas dari kandungan tersebut. Akan tetapi untuk Cr6+ (Hexavalent Chromium) yang harus dilakukan adalah penggantian jenis material plating dengan jenis Cr3+ (Trivalent Chromium) pada saat proses plating
berlangsung.
2.7.2.2 Trivalent Chromate (Cr3+)
Trivalent Chromate (Cr3+) adalah jenis plating alternatif yang ramah terhadap lingkungan karena sifatnya tidak merusak lingkungan dan aman bagi makhluk hidup. Hanya saja yang menjadi kendala adalah proses yang dilakukan lebih sulit daripada proses Hexavalent Chromium (Cr6+), karena parameter yang harus dikontrol pada proses Cr3+ mempunyai range toleransi parameter yang lebih ketat daripada Cr6+. Sehingga harus dilakukan pengontrolan dengan alat bantu atau
equipment pendukung dalam proses pengerjaannya.
2.7.3 Sifat parameter pada larutan krom (Chromate)
Parameter pada larutan Chromate Hexavalent maupun Trivalent mempunyai
sifat yang sama. Yang menjadi perbedaan diantara kedua jenis plating tersebut adalah Range parameter serta besaran nilai parameter pada larutannya.
Sifat parameter pada larutan chromate dapat dilihat pada bagan sebagai berikut:
Tabel 2.1 : Sifat SST Level Terhadap Perubahan Parameter Pada Larutan
Chromate dan Sifat Perubahan Temperatur dan Waktu Pada Drying (pengeringan).
Sumber : Materi OPAM DAIHATSU (2005)
Tabel 2.2 : Grafik Hubungan Zn, Fe, Dan Cu Terhadap SST Level.
Sumber : Materi OPAM DAIHATSU (2005)
Bath composition (concentration) pH Temperature Time Concentration W hi te r us t g e ne ra tin g ti m e 72 Control range pH 72 Control range Temperature 72 Current
level Control range
Time 72 Control range Low High Low High Low High Short Long (h) (h) (h) (h) Chromate Drying Temperature Temperature 72 Control range Low High (h) Time Time 72 Control range Short Long (h) Wh ite r ust ge ne ra tin g ti m e W hi te r us t g e ne ra tin g ti m e Wh ite r ust ge ne ra tin g ti m e W hi te r us t g e ne ra tin g ti m e Wh ite r ust ge ne ra tin g ti m e Current level Current level Current level Current level Current level
A setup of the renewal conditions of a bath
Cu 72 Usable range Limit Cu cumulative dosage Low High (h) Zn 72 Usable range Limit Zn cumulative dosage Low High (h) Fe 72 Usable range Limit Fe cumulative dosage Low High (h)
The amount of processings Updating (when early [ either ])
C onc en tr at io n o f ba th Zn Fe Cu Zn concentration limit Fe concentration limit Cu concentration limit
Updating time is decided from each
above-mentioned impurities limit and the upward tendency under processing. Wh ite r ust gen er at in g t im e Current level Wh ite r ust gen er at in g t im e Current level Wh ite r ust gen er at in g t im e Current level
2.7.4 Parameter Larutan Trivalent Chromium (Cr3+)
Proses chromating atau pelapisan trivalent chromium menggunakan berbagai
jenis merk dalam proses pembuatan plating Cr3+. Dalam penelitian kali ini penulis menggunakan Trivalent jenis Eco Tri untuk melakukan eksperimennya. Untuk
membuat larutan chromate pada bak plating, komposisi antara air dan Eco Tri adalah sebagai berikut :
Tabel 2.3 : Komposisi air dan Kadar Eco Tri dalam Bak Chromating.
Make-up of 100L Liter Kg
Water* about 88,0 -
Ecotri 12 17
* Pada area proses pengerjaan yang memiliki kandungan kualitas air yang rendah, disarankan untuk melakukan deionisasi air untuk Make-up.
Sumber : DATA SHEET EcoTri
Dengan parameter larutan sebagai berikut : 1. Temperature = 60°C (55 – 80°C)
2. PH = 1,8 (1,8 – 2,0) diukur dengan PH meter. 3. Waktu celup (Immertion Time) = 60 detik (30 – 90 detik)
2.8 Standard Zn Plating (Cr3+)
Standard yang digunakan untuk proses Zn Plating khususnya Trivalent Chromium (Cr3+) pada penelitian ini adalah menggunakan DAIHATSU STANDARD dengan nomor DTSH6524G. Pada standard DTSH6524G dibahas
mengenai standard pengujian dan spesifikasi plating Cr3+ yang harus diikuti dalam membuat suatu part.
2.8.1 Klasifikasi
Jenis plating trivalent chromium diklasifikasikan berdasarkan tingkat ketebalan
(thickness), seperti ditunjukan pada tabel berikut ini :
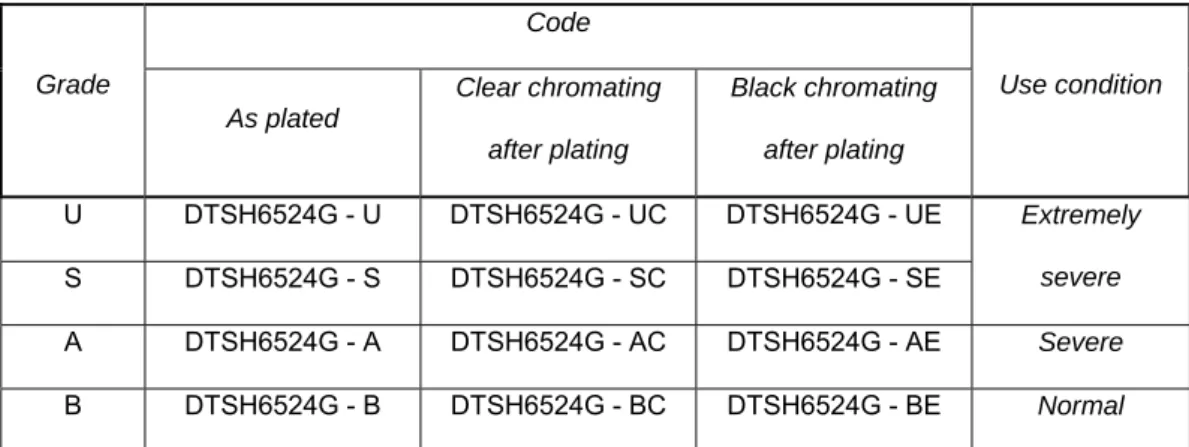
Tabel 2.4 : Klasifikasi Thickness Plating Trivalent Chromium berdasarkan warna
plating. Code Grade As plated Clear chromating after plating Black chromating after plating Use condition U DTSH6524G - U DTSH6524G - UC DTSH6524G - UE S DTSH6524G - S DTSH6524G - SC DTSH6524G - SE Extremely severe A DTSH6524G - A DTSH6524G - AC DTSH6524G - AE Severe B DTSH6524G - B DTSH6524G - BC DTSH6524G - BE Normal
Sumber : DAIHATSU STANDARD (DTSH6424-G)
2.8.2 Ketebalan coating (Coating thickness)
Dalam drawing part, biasanya disebutkan jenis klasifikasi yang akan diaplikasikan pada part. Jenis klasifikasi yang tercantum dalam drawing tersebut tentunya juga menentukan coating tickness seperti pada tabel di bawah ini :
Tabel 2.5 : Standard Thickness Plating Trivalent Chromium berdasarkan Grade.
Grade Coating thickness (µm)
U minimum 25
S minimum 13
A minimum 8
B minimum 5
Sumber : DAIHATSU STANDARD (DTSH6424-G)
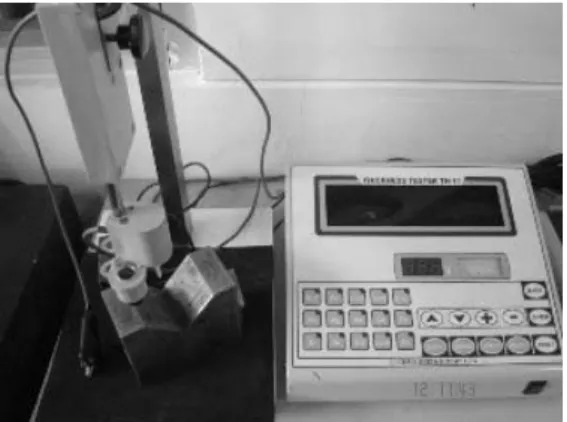
Untuk menguji Coating thickness, dipergunakan alat yang bernama Thickness
tester. Thickness tester mengukur ketebalan mulai dari permukaan logam hingga
permukaan terluar lapisan plating.
2.8.3 Tingkat Ketahanan Terhadap Korosi(Corrosion Resistance)
Tabel 2.6 : Klasifikasi Tingkat ketahanan Terhadap Korosi.
Corrosion Resistance
Type Time to formation of white
corotion products (h)
Time to formation of iron rust (brown rust) (h) DTSH6524G - UC DTSH6524G - UE minimum 312 DTSH6524G - SC DTSH6524G - SE minimum 216 DTSH6524G - AC DTSH6524G - AE minimum 168 DTSH6524G - BC DTSH6524G - BE minimum 72 minimum 120
Sumber : DAIHATSU STANDARD (DTSH6424-G)
Tingkat ketahanan terhadap korosi diuji dengan menggunakan alat yang bernama SST (Salt Spray Test) machine. Cara kerja SST machine adalah dengan
menyemprotkan uap garam setiap interval waktu yang ditentukan pada setingan mesin.
Pada proses pengujian SST, tingkat ketahanan suatu lapisan plating akan terlihat hingga lapisan mengeluarkan karat putih. Setelah karat putih muncul untuk selanjutnya akan muncul pula karat coklat yang menandakan korosi yang terjadi akan merusak material besi yang dilapisi oleh plating. SST machine dapat dilihat pada gambar berikut ini :
Gambar 2.7 : SST Machine.
Setiap tahapan proses munculnya karat putih dan karat coklat diatur oleh spesifikasi tipe plating.
Berikut adalah salah satu contoh dalam pemakaian standard uji SST : - Dalam sebuah standard gambar tertulis :
“after machining process, DTSH6524-BC are applied to each child-parts”.
Kalimat diatas menunjukan bahwa semua child-part atau part pretelan
menggunakan standard DTSH6524-BC yang artinya mempunya starat :
1. Warna lapisan plating adalah Clear chromating Tabel 2.8.1 atau secara umum tampak permukaan lapisan berwarna putih.
2. besar thickness lapisan plating minimum adalah 5µm Tabel 2.8.2.
3. Tingkat ketahanan terhadap korosi Tabel 2.8.3.pada saat pengujian SST adalah :
1. Karat putih muncul pada rentan waktu minimum jam ke-72 pada saat pengujian. Artinya, jika karat putih muncul dibawah jam ke-72 maka lapisan plating tersebut dinyatakan NG (Not Good).
2. Karat coklat muncul pada rentan waktu minimum jam ke-120 pada saat pengujian. Artinya, jika karat putih muncul dibawah jam ke-120 maka lapisan plating tersebut dinyatakan NG (Not Good).
Atau dalam kata lain seperti yang dijeleskan pada tabel berikut ini: Tabel 2.7 : Standard Urutan Waktu munculnya Karat.
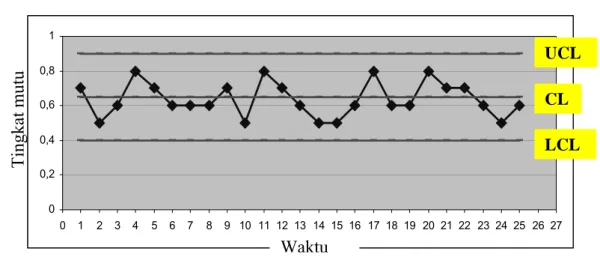
2.9 Peta Kendali
Peta kendali adalah peta yang menunjukkan batas-batas yang dihasilkan oleh suatu proses dengan tingkat kepercayaan tertentu.
Contoh peta kendali dengan kondisi yang stabil :
Grafik 2.1 : Contoh Peta Kendali Yang Stabil.
0 jam 72 jam 120 jam
Tanpa Karat Karat Putih Karat coklat Tipe karat Waktu tidak dibatasi 0 0,2 0,4 0,6 0,8 1 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 CL UCL LCL Waktu Tingkat mutu
Proses pembuatan:
1. Tetapkan ukuran dari subgrup (kelompok data) (n) dan juga jumlah sub grup yang akan dianalisis (N).
2. Kumpulkan data pengamatan
3. Hitung harga rata-rata setiap subgrup, dan juga harga R (range) 4. Hitung grand average :
X-double bar = ∑Xi /N R-double bar = ∑Ri/N
5. Hitung nilai Batas Kontrol Atas (UCL) dan Batas Kontrol Bawah (LCL) dengan formula sebagai berikut :
UCL x = X-double bar + A2(R);
LCL x = X-double bar - A2(R);
UCL R = D4 R-bar
LCL R = D3 R-bar
6. Petakan seluruh harga Xi dan Ri pada peta, dan periksa : bila semua titik berada dalam batas, berarti proses pembuatan peta sudah selesai.
7. Bila ada yang keluar dari batas kendali, hilangkan data ini dan lanjutkan dengan mengulangi 4, 5 dan seterusnya
8. Hasil akhir dari perhitungn menunjukkan terkendalinya proses/ sistem yang dapat digunakan untuk analisis lebih lanjut.
Suatu proses akan menjadi tidak stabil akibat munculnya faktor ”X” yang mengakibatkan pola suatu variasi menjadi berubah. Dalam istilah statistik, faktor ”X” dikenal dengan istilah ”Special Causes”.
Contoh :
1. Terjadi kerusakan pada alat potong. Keausan pahat adalah faktor ”X” yang muncul sehingga menyebabkan pola variasi bergeser ke bawah.
2. Operator yang baru masuk belum mampu atau belum mempunyai skill dalam melakukan proses machining. Maka operato baru tersebut
merupakan faktor ”X”.
Dalam menganalisa suatu peta kendali (control chart) perlu diperhatikan
trend-trend yang terjadi pada point-point dalam suatu peta kendali, sehingga dapat dinilai kestabilan dan sifat dari kualitas proses yang telah dilakukan. Berikut adalah pola-pola grafik yang menunjukakan ketidakstabilan proses :
Grafik 2.2 : Pola-Pola Grafik (SPC)
Seperti yang telah dijelaskan pada proses pembuatan peta kendali di atas,
bahwa terdapat nilai koefisien dalam perhitungan batas-batas peta kontrol X-bar dan R serta indeks kapabilitas proses. Nilai koefisien tersebut antara lain :
Tabel 2.8 : Standard Koefisien (SPC)
Ukuran contoh Koefisien Untuk Batas Kontrol X-Bar Koefisien Untuk Batas Kontrol R Koefisien Untuk Menduga Simpangan Baku, s (n) A2 D3 D4 d2 2 1,880 0 3.267 1.128 3 1.023 0 2.574 1.693 4 0.729 0 2.282 2.059 5 0.577 0 2.114 2.326 Bersambung...
Ukuran contoh Koefisien Untuk Batas Kontrol X-Bar Koefisien Untuk Batas Kontrol R Koefisien Untuk Menduga Simpangan Baku, s (n) A2 D3 D4 d2 6 0.483 0 2.004 2.534 7 0.419 0.076 1.924 2.704 8 0.373 0.136 1.864 2.847 9 0.337 0.184 1.816 2.97 10 0.308 0.223 1.777 3.078 11 0.285 0.256 1.744 3.173 12 0.266 0.283 1.717 3.258 13 0.249 0.307 1.693 3.336 14 0.235 0.328 1.672 3.407 15 0.223 0.347 1.653 3.472 16 0.212 0.363 1.637 3.532 17 0.203 0.378 1.622 3.588 18 0.194 0.391 1.608 3,640 19 0.187 0.403 1.597 3.689 20 0,180 0.415 1.585 3.735 21 0.173 0.425 1.575 3.778 22 0.167 0.434 1.566 3.819 23 0.162 0.443 1.557 3.858 24 0.157 0.451 1.548 3.895 25 0.153 0.459 1.541 3.931
Sumber : Modul Perkuliahan Pengendalian Kualitas BINUS
Untuk mengetahui kapabilitas suatu proses yang berlangsung tersebut baik atau tidak, dilakukan pengujian indeks kapabilitas proses sebagai berikut :
Cp = (USL – LSL) 6 (R-bar/d2)
Dimana : Cp = Indeks kapabilitas proses R-Bar = Rata-rata range
d2 = Koefisien untuk menduga simpangan
dengan standard kapailitas yang dihasilkan : 1. Jika Cp > 1,33 maka proses tersebut baik 2. Jika 1 < Cp < 1,33 maka proses cukup 3. Jika Cp < 1 maka proses tidak baik
2.10 One Way / Simple ANOVA (Analysis of Variance)
ANOVA diperkenalkan oleh Sir Ronald A. Fisher, yang digunakan misalnya untuk RAL (Rancangan Acak Lengkap), maupun penelitian observasional analitik dengan lebih dari dua kelompok. ANOVA (Analysis of Variance) berguna untuk mengendalikan satu atau lebih variabel independent yang disebut dengan faktor
(Variabel Treatment) dan Tiap faktor mengandung 2 atau lebih level (kategori /
klasifikasi).
Sifat dari ANOVA adalah :
Populasi berdistribusi normal.
Populasi mempunyai variansi yang sama.
Sampelnya random dan independent.
Syarat dari ANOVA :
1. Analisis komparasi dari data kuantitatif
2. Masing-masing (kelompok) sampel bebas (independent) satu sama lain.
3. Masing-masing sampel berasal dari populasi dengan distribusi normal. 4. Populasi asal sampel mempunyai varians yang sama.
5. Jumlah (kelompok) sampel bisa lebih dari dua.
- Model : Yij = μj + eij
- Uji homogenitas varians : Uji Ho : δ12 = δ12 = δ22 = δ32 = ... = δk2
Formula yang dipakai : I II .. k Total X11 X12 .. X1k X21 X22 .. X2k .. .. .. .. .. .. .. .. Data Xn1 Xn2 .. Xnk
Σ
xi
Σ
x
1Σ
x
2 ..Σ
x
kΣΣ
xi
Σ
xi
2Σ
x
12Σ
x
22 ..Σ
x
k2ΣΣ
xi
2n n
1n
2 ..n
kΣ
n = N
Tabel 2.9 : ANOVA Sumber Variasi Sum of Square (SS) df Mean Square (MS) F-Ratio Between Group (BG) Within Group (WG) SSBG SSTOTAL-SSBG k - 1 N - k SSBG / (k-1) SSWG / (N-k) SSBG / SSWG Total SSTOTAL N - 1Untuk melihat titik kritis dipergunakan Tabel F : F(numerator=k-1, denominator=N-k, df=1-α)
Dengan kesimpulan sebagai berikut : F-Ratio < F2,12
0.46 < 3.89
H0 (μ1 = μ2 = ... = μk) ditolak, bila
2.11 Uji Kecukupan data
Uji Kecukupan data ini dilakukan dengan mencari banyaknya data yang diperlukan sesuai dengan ketelitian yang diinginkan. Uji kecukupan data ini perlu dilakukan untuk mengetahui apakah sample data yang diambil sudah mencukupi untuk mewakili data populasi.
Rumus yang digunakan :
N’ =
(
k/s N (ΣXi2) – (ΣXi)2)
ΣXiDimana : s = Tingkat ketelitian (%)
K = Tingkat kepercayaan dari distribusi normal Xi = Data pengamatan
N = Jumlah pengamatan/pengukuran yang telah dilaksanakan.
N’ = Banyaknya data yang diperlukan untuk tingkat ketelitian dan kepercayaan yang diinginkan.