SIFAT KOMPOSIT PLASTIK – KARET HASIL PRESSURED SINTERING DENGAN
VARIASI UKURAN PARTIKEL PLASTIK
Heru Sukanto
Jurusan Teknik Mesin FT – UNS Abstract
The article explains the effects of HDPE powder size on density and mechanical properties of plastic-ruber composite. HDPE plastic was treated as matric composite as well as binder for fastening the rubber powder which act as inclusion. The composite was produced by pressured sintering method.
HDPE plastic material was taken from lubricant oil case while rubber material exploited the unused car tyres. Both oil case and unused rubber were powdered by mechanical grinding. Rubber powder was selected with size of 20 mesh and plastic powder was variated in size of 20, 40, 60 and 80 mesh. Pressured sintering for creating spesimen was adjusted in constant condition of pressure 1 Mpa and temperature of 120oC for five minutes of hold time.
The result shows that size reducing of plastic powder will improve the density of composite but not significantly. It is just for 1,8% at the all range of size. Improvement on mechanical properties are seen clearly. Impact and bending strengths increase for about 39% and 32% respectively.
Keywords: powder technology, pressured sintering, mesh size, porosity, voids
PENDAHULUAN
Jumlah permintaan bahan plastik di Indonesia diperkirakan terus bertambah mengingat semakin meningkatnya penggunaan produk dari plastik. Sebagai konsekwensinya, peningkatan limbah plastikpun tak terelakkan. Hartono, 1998, menyatakan bahwa sampah plastik yang dibuang oleh setiap rumah tangga sebesar 9.3% dari total sampah rumah tangga. Volume ini akan terus terakumulasi disebabkan sifat plastik yang tidak bisa membusuk, tidak terurai secara alami, tidak menyerap air, maupun tidak berkarat, dan pada akhirnya menimbulkan masalah bagi lingkungan (YBP, 1986).
Selain pastik, jenis limbah lain yang seringkali menimbulkan masalah adalah ban bekas. Di Eropa, setiap tahunnya menghasilkan ban bekas sebanyak 2,2 juta ton yang 34,4% diantaranya tak termanfaatkan (globaltechnoscan.com). Di Amerika Serikat hampir 300 juta ban mobil bekas dibuang tiap tahunnya. Sedangkan di Indonesia, volume limbah ban kendaraan dari tahun ke tahun mengalami peningkatan seiring dengan pertambahan jumlah kendaraan bermotor. Secara tradisional, sebagian masyarakat menggunakan ban bekas sebagai bahan bakar pembuatan batu bata atau genteng. Upaya pemusnahan dengan cara pembakaran ternyata menghasilkan dampak polusi berbahaya; disamping asapnya yang hitam juga kandungan karet, karbon dan unsur kimia lainnya yang berpengaruh buruk pada kesehatan manusia. Limbah ban telah menjadi masalah lingkungan global di negara-negara maju, terlebih lagi di negara berkembang (Hasballah, 2003). Ban bekas banyak dijumpai menumpuk di bengkel atau tempat tambal ban. Kondisi ini menimbulkan kesan kumuh pada lingkungan dan berpotensi menjadi sarang nyamuk.
J. Ranogajeg (1999) melakukan penelitian tentang pengaruh ukuran partikel pada proses
sintering serbuk untuk produksi keramik. Tingkat densifikasi semakin tinggi pada ukuran serbuk yang
lebih kecil, tetapi pada ukuran serbuk keramik yang lebih besar dihasilkan densitas yang lebih tinggi sehingga kekuatan tekan yang diberikan juga meningkat. Hoekstra, et.al (2001) meneliti sifat mekanik plastik HDPE yang diisi dengan filler serbuk kaca. Penelitian dilakukan dengan variasi penambahan serbuk kaca hingga 40% massa total material, dengan dua jenis ukuran serbuk karet. Pencampuran dilakukan dengan penambahan binder gel. Hasil penelitian menunjukkan bahwa penambahan komposisi serbuk kaca dengan ukuran yang lebih kecil akan meningkatkan kekuatan impak dan
flexural modulus material campuran.
Metode Penelitian
Penelitian ini menggunakan bahan dasar plastik bekas jenis HDPE dari botol minyak pelumas dan ban truk bekas bagian luar. Proses penyiapan bahan dasar adalah dengan pengumpulan botol minyak pelumas kendaraan bermotor dan karet ban bagian luar. Bahan-bahan tersebut kemudian dibersihkan dari sisa-sisa minyak dan kotoran yang menempel dengan menggunakan deterjen. Selanjutnya, plastik dan karet diproses menjadi serbuk dengan penggerindaan (mechanical grinding). Pemisahan ukuran serbuk dilakukan dengan seiving method untuk mendapatkan ukuran serbuk yang
diinginkan, yakni 850 μm, 425 μm, 250 μm dan 180 μm untuk bahan plastik HDPE, dan serbuk karet dengan ukuran 850 μm.
Pencampuran (Mixing)
Proses pencampuran serbuk dilakukan dalam keadaan kering dengan penambahan bola-bola baja. Penambahan bola-bola baja bertujuan untuk membantu mempercepat dan menyeragamkan pencampuran, serta menghaluskan/meratakan permukaan partikel serbuk.
Komposisi campuran HDPE dengan karet adalah 60:40 fraksi volume. Penggunaan fraksi volume ditujukan untuk memudahkan dalam memperkirakan banyaknya masing-masing bahan dalam campuran. Pencampuran serbuk dilakukan dalam tabung silinder dengan menambahkan bola baja sebagai pemecah aglomerasi serbuk karet.
Kompaksi dan Sintering
Campuran serbuk plastik dan karet dituang dan diratakan dalam cetakan secara manual tanpa vibrasi. Tekanan kompaksi dilakukan dengan metode uni-axial single action vertikal sebesar 1 MPa konstan. Pemanasan serbuk dicapai dengan elemen pemanas listrik yang ditempatkan pada punch dan dies. Suhu dalam cetakan diatur sampai dengan 1200C. Holding time diatur selama 5 menit setelah suhu sintering tercapai. Pendinginan setelah sintering dilakukan dengan mengeluarkan spesimen dari cetakan dan membiarkannya di udara bebas.
Pengujian Densitas
Pengujian densitas dilakukan dengan prinsip archimedes yakni menimbang spesimen di udara dan di fluida alkohol 70%. Standar pengujian yang dipakai adalah ASTM D792.
Pengujian Impak
Standar pengujian impak untuk material plastik adalah ASTM D5941. Dimensi benda uji untuk pengujian impak lebar = (10,0 ± 0,2) mm dan tebal = (4,0 ± 0,2) mm. Kekuatan impak dihitung dari energi tumbukan dibagi dengan luas penampang spesimen, dengan satuan J/m2 atau ft-lb/in2. Hasil
pengujian diambil dari rata-rata tiga kali pengujian untuk tiap variasi. Pengujian Kekuatan Lentur
Pengujian kekuatan lentur ini memakai metode three point bending. Standar pengujian untuk mengetahui kekuatan lentur (sifat-sifat lentur) material plastik adalah ASTM D790. Dimensi benda uji yaitu tebal = (3,2 ± 0,2) mm, lebar = (12,7 ± 0,2) mm. Pengujian menggunakan universal testing
machine merk Controlab.
HASIL DAN ANALISA
Pengaruh Variasi Ukuran Serbuk Terhadap Densitas.
Densitas suatu material berkaitan dengan kerapatan partikelnya, dalam penelitian ini adalah kerapatan antara partikel serbuk plastik HDPE dan karet sebagai bahan penyusunnya. Secara teoritis densitas adalah perbandingan massa dan volume, sehingga spesimen dengan massa yang sama tetapi volume lebih kecil akan menghasilkan densitas lebih besar.
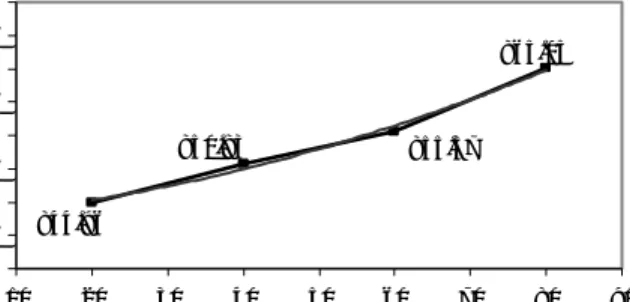
Gambar 2 menunjukkan peningkatan densitas komposit plastik HDPE-karet terhadap variasi ukuran serbuk HDPE. Peningkatan terbesar terjadi pada ukuran 60 mesh hingga 80 mesh sebesar 1,11%. Partikel serbuk dengan ukuran 20 mesh hingga 40 mesh dan 40 mesh hingga 60 mesh mengalami peningkatan relatif kecil, secara berturut-turut yaitu 0,69% dan 0,56%. Peningkatan densitas dikarenakan adanya penurunan jumlah dan ukuran porositas yang terbentuk antar serbuk pada spesimen. Densitas 3 865.05 855.57 844.96 850.83 835 840 845 850 855 860 865 870 875
Kecenderungan grafik Gambar 1 selaras dengan yang dilaporkan oleh German (1944) untuk material logam. Serbuk plastik berukuran kecil mampu mengalir menempati rongga antar serbuk karet. Flowabilitas serbuk berukuran kecil bisa terjadi sejak proses kompaksi dan meningkat lagi setelah suhu dinaikkan. Dengan terpenuhinya rongga antar serbuk karet akan berakibat komposit menjadi lebih padat atau porositasnya rendah. Gambar 2 mengilustrasikan posisi serbuk plastik diantara serbuk karet. Serbuk plastik kecil meghasilkan dimensi spesimen yang lebih padat untuk setiap jumlah serbuk karet yang sama.
Gambar 2: Ilustrasi penempatan serbuk plastik diantara serbuk karet.
Proses kompaksi sintering yang diberikan pada spesimen akan memperkecil besarnya pori. Serbuk plastik berukuran kecil saat dikenai proses sintering pada suhu 1200C terlihat lebih banyak
ikatan yang terbentuk dibandingkan dengan ukuran serbuk plastik yang lebih besar. Hal ini dikarenakan pada suhu 1200C serbuk plastik sudah mulai melunak karena pada suhu tersebut plastik sudah mendekati titik melting dibandingkan dengan serbuk karet. Pelunakan serbuk plastik mengakibatkan terjadinya ikatan antar serbuk plastik. Ikatan antar serbuk plastik juga dipengaruhi oleh kompaksi yang diberikan. Kompaksi yang diberikan bersamaan dengan proses sintering akan memperbesar ikatan antar serbuk plastik. Bertambahnya ikatan antar partikel serbuk plastik akan menurunkan besarnya pori.
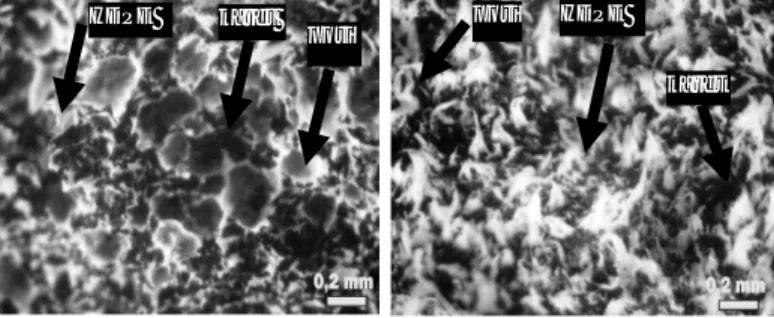
Gambar 3: Foto makro penampang patah komposit untuk ukuran serbuk plastik 60 dan 80 mesh Gambar 3 menunjukkan porositas yang terjadi pada ukuran serbuk plastik 60 mesh dan 80 mesh. Pada serbuk plastik 60 mesh tampak bahwa pori yang terbentuk cukup banyak dan berukuran besar. Pori yang terbentuk juga cenderung saling terhubung sehingga hampir menyerupai porous
chanel. Pola pori serupa juga dialami oleh aluminium hasil atomisasi air yang dibentuk dengan metode sintering konvensional (Sukanto, 2004). Untuk serbuk berukuran 80 mesh menunjukkan struktur pori yang berukuran kecil dan saling berkelompok membentuk cluster. Antara satu cluster dangan cluster lainnya terpisah oleh ikatan plastik yang secara sempurna melingkupi karet atau menutup penuh rongga antar serbuk karet.
Sungguhpun demikian, peningkatan densitas komposit dengan menggunakan metode
pressured sintering lebih baik dibanding dengan metode sintering konvensional. Pamungkas (2007),
membuat komposit yang sama dengan metode sintering konvensional dan menggunakan ukuran serbuk HDPE 80 mesh, suhu sintering 1700C. Densitas yang diapai sebesar 834,04 kg/m3. Tutuko
(2007), melakukan penelitian pada ukuran serbuk HDPE 80 mesh dengan suhu sintering 1400C selama 25 menit. Densitas yang dicapai sebesar 864,11 kg/m3.
(a) (b)
(a) (b)
karet
karet
HDPE pori HDPE
25,002.13 17,782.43 21,529.00 22,910.96 16000 17000 18000 19000 20000 21000 22000 23000 24000 25000 26000 10 20 30 40 50 60 70 80 90 23.29 20.31 17.66 21.64 15 16 17 18 19 20 21 22 23 24 25 10 20 30 40 50 60 70 80 90
Pengaruh Variasi Ukuran Serbuk Terhadap Kekuatan Impak.
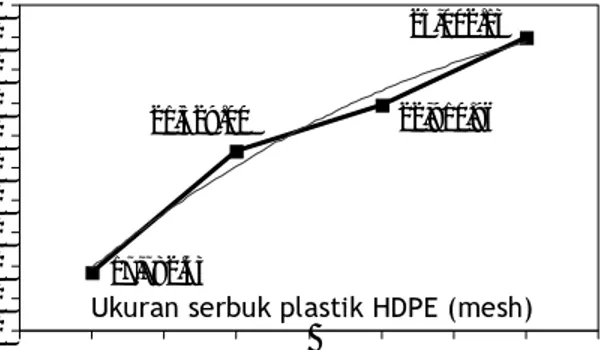
Pengaruh variasi ukuran serbuk plastik HDPE terhadap kekuatan impak komposit HDPE-karet ditunjukkan pada Gambar 4. Peningkatan kekuatan impak terbesar terjadi pada ukuran 20 mesh hingga 40 mesh sebesar 21,07%. Partikel serbuk plastik dengan ukuran 40 mesh hingga 60 mesh dan 60 mesh hingga 80 mesh mengalami peningkatan kekuatan impak relatif kecil, secara berturut-turut nilainya sebesar 6,42% dan 9,13%. Peningkatan kekuatan impak terjadi karena adanya peningkatan jumlah ikatan antar serbuk plastik pada spesimen.
Proses pressured sintering yang diberikan pada spesimen akan meningkatkan jumlah ikatan antar serbuk plastik. Peningkatan jumlah ikatan dimulai pada suhu sintering 120oC karena pada suhu
ini serbuk plastik mulai melunak dan mengalami reposisi menempati ruang antar serbuk karet. Proses
sintering yang diberikan menyebabkan terjadinya mekanisme bulk transport yang ditandai dengan peningkatan besarnya neck pada partikel serbuk plastik. Serbuk plastik berukuran lebih kecil memiliki
neck lebih besar dan jumlah lebih banyak yang berakibat pada penyusutan dimensi spesimen. Proses
kompaksi yang diberikan bersamaan dengan proses sintering akan menanggulangi terjadinya penyusutan volume yang tidak seragam.
Gambar 4: Hubungan kekuatan impak komposit dan ukuran serbuk plastik DPE
Kekuatan impak komposit yang dibuat menggunakan metode pressured sintering lebih tinggi dibanding dengan pembuatan metode sintering konvensional. Kekuatan impak yang dihasilkan dengan menggunakan metode pressured sintering pada suhu 1200C selama 5 menit sebesar 25002,13 J/m2, sedangkan penelitian Pamungkas (2007) melaporkan bahwa dengan metode sintering konvensional untuk ukuran serbuk HDPE 80 mesh, suhu 1500C dihasilkan kekuatan impak sebesar
24346,87 J/m2.
Hubungan Ukuran Partikel HDPE dan Kekuatan Lentur Komposit
Pengaruh variasi ukuran serbuk plastik HDPE terhadap kekuatan lentur komposit HDPE-karet ditunjukkan pada Gambar 5. Peningkatan terbesar terjadi pada ukuran 20 mesh hingga 40 mesh, yakni sebesar 15%. Partikel serbuk dengan ukuran 40 mesh hingga 60 mesh dan 60 mesh hingga 80 mesh mengalami peningkatan relatif kecil, yaitu sebesar 6,55% dan 7,62%. Peningkatan kekuatan lentur terjadi karena meningkatnya ikatan antar serbuk plastik.
Ke kuat an im pa k ( J/m 2 )
Ukuran serbuk plastik HDPE (mesh)
Ke kuatan lentu r (M Pa )
Peningkatan kekuatan lentur dikarenakan pada saat dikenai proses kompaksi sintering terjadi transfer massa antar partikel serbuk plastik sehingga saling mengikat dan melingkupi serbuk karet. Transfer massa yang terjadi mengakibatkan peningkatan jumlah ikatan antar partikel serbuk plastik. Partikel serbuk plastik dengan ukuran kecil mempunyai transfer massa yang lebih baik dibandingkan dengan partikel serbuk plastik dengan ukuran yang lebih besar.
Peningkatan kekuatan impak komposit dengan menggunakan metode pressured sintering lebih baik dibanding dengan metode sintering konvensional. Tutuko (2007), telah melakukan penelitian untuk ukuran serbuk HDPE 80 mesh dengan suhu sintering 1400C selama 25 menit dan
dihasilkan kekuatan impak sebesar 8,19 Mpa.Kekuatan impak yang dihasilkan dari penelitian secara konvensional lebih rendah dibandingkan dengan menggunakan metode pressured sintering.
KESIMPULAN
a. Variasi ukuran serbuk plastik HDPE dari 20 mesh hingga 80 mesh meningkatkan densitas komposit plastik HDPE-karet ban bekas.
b. Variasi ukuran serbuk plastik HDPE dari 20 mesh hingga 80 mesh meningkatkan kekuatan impak dan kekuatan bending komposit plastik HDPE-karet ban bekas.
DAFTAR PUSTAKA
---, 1998, ASTM D 790-97, standards, Standard Test Methode for Flexural Properties of
Unreinforced and Reinforced Plastics and Electrical Insulating Materials, New York
---, 1998. ASTM D792-91, standards, Standard Test Methode for Density and Specific Gravity
(Relative Density) of Plastic by Displacement, New York
---, 1998. ASTM D5941-96, standards, Standard Test Methode for Determining The Izod Impact
Strength of Plastic, New York.
Aesoph, M. D., Influence of powder characteristics on the properties of green compacts of Bi-2212
powders, Concurrent Technology Corporation, Johnstown, Pennsylvania.
German, R.M, 1994, Introduction to Powder Metallurgy Science, The Pensylvania State University:New Jersy.
Hoekstra, N. L., 2001, Crushed Recycled Glass as A Stiffening Agent For HDPE compared to
traditional plastic lumber fillers, Western Washington University, Department of Engineering Technology, Bellingham, WA 98225
Nurminah, M., 2002, Penelitian Sifat Bahan Berbagai Kemasan Plastik dan Kertas serta Pengaruhnya
Terhadap Bahan yang dikemas, USU, Sumatera Utara. Indonesia.
Pamungkas, J, 2007, Kajian Eksperimental Pengaruh Suhu Sintering Terhadap Sifat Fisik Dan
Mekanik Material Komposit Plastik-Karet Berbahan Dasar Limbah Plastik Hdpe Dan Ban Bekas,
Skripsi, Teknik Mesin UNS, Surakarta.
Ranogajeg, J., 1999, Influence of particle size and furnace atmosphere on the sintering of powder for
tiles production, University of Novi Sad, Faculty of technology, 21000 Novi Sad, Yugoslavia. Setyawati, D., 2003, Komposit Serbuk Kayu Plastik Daur Ulang: Teknologi Alternatif Pemanfaatan
Limbah Kayu dan Plastik, Program Pasca Sarjana-IPB, Bogor.
Sukanto H, 2004, Pengaruh Tekanan Kompaksi dan Suhu Sintering Terhadap Sifat Fisik dan Mekanik
Alumunium Water Atomized, Thesis, UGM, Jogjakarta.
Tutuko S, 2007, Kajian Eksperimental Pengaruh Waktu Sintering Terhadap Sifat Fisik Dan Mekanik
Material Komposit Plastik-Karet Berbahan Dasar Limbah Plastik Hdpe Dan Ban Bekas, Skripsi,