TEKNOLOGI MEKANIK
I
I. KERJA BANGKU
1. Tempat kerja
Efisiensi seseorang dalam bekerja tergantung dari kwalitas dan kondisi dari alat
yang tersedia dan susunan serta kebersihan sekitar tempat kerja. Alat-alat dan perlengkapan hrs dipelihara kebersihannya hanya dgn demikian efisiensi kerja dpt terlaksana.
Susunan diatas bangku kerja.
- Hanya alat-alat yg dibutuhkan utk bekerja ada diatas bangku kerja.
- Alat2 yg sensitif atau alat2 yg sejenis, diletakkan terpisah dari kikir, martil, sikat dll
- Kikir tdk boleh diletakkan bersilangan atau
bertumpukan utk menghindari kerusakan giginya Susunan dalam lemari alat
- Dalam laci, tiap2 alat diletakkan pd tempatnya masing-masing
- Masing2 tempat dimana tiap perkakas atau alat, diletakkan, ditandai dgn warna merah, utk
mempermudah dan mempercepat pemeriksaan inventaris
Kebersihan Lantai
- Majun hrs disimpan dlm drum yg dilengkapi dg tutup Hal yg membahayakan
- Minyak dan gemuk yg tumpah diatas lantai hrs segera dibersihkan
2. Ragum kerja
Ragum adalah suatu alat digunakan utk menjepit suatu benda kerja pd waktu pekerjaan mekanik, seperti mengikir, memahat dll.
Pd umumnya ragum dibuat dari besi tuang, kenyal atau baja tempa. Jenis ragum pd kerja bangku:
a. Jenis penjepit depan tdk dpt bergrk
Dlm pekerjaan msn ragum yg dipakai adalah ragum yg sejajar. Rahang yg bergerak digerakkan oleh
poros berulir dan bergerak ke belakang. Mulut dpt diganti-ganti dan dikeraskan
b. Jenis penjepit belakang tak dpt digerakkan Jenis ini dirancang utk menjepit benda kerja yg panjang atau besar pd posisi tegak.
Apabila rahang digerakkan kedepan, hasilnya permukaan kebawah akan bebas dimuka kerja bangku
Letak tinggi Ragum yg Tepat
Tinggi ragun akan disesuaikan dgn bentuk dari benda kerja yg dikerjakan dan dgn ketinggian org yg menggunakan, contoh:
- Untuk pekerjaan yg sgt teliti Utk orang yg tinggi,
ketinggian dari ragum
biasanya diatur oleh alas yg rata
Tinggi dari bangku
kerja Tinggi dari
bangku kerja
-Utk Pembuatan Perkakas Utk org yg pendek, tinggi yg sesuai dpt diatur oleh alas kayu jeruji diatas lantai
-Utk Pekerja Mesin
3. Mengikir
Mengikir adalah salah satu dari banyak macam kerja bangku yg penting dan juga sulit utk mencapai hasil yg tepat. Sampai saat ini, mengikir tdk dpt diganti dgn cara lain, meskipun didalam bengkel dgn perlengkapan mesin2 yg modren.
Pd umumnya utk pekerjaan2 yg sederhana mengikir akan lebih ekonomis, baik biaya maupun waktunya, dibandingkan dgn menggunakan mesin2 modren.
Peralatan Kikir:
Kikir terbuat dari baja karbon tinggi yg ditempa, dan tetapi sesuai dgn panjangnya, bentuknya, jenisnya dan gigi pemotongnya
Panjang kikir tdk termasuk tangkainya
a. Bentuk Kikir
Pd gambar dibawah ini menunjukkan bentuk2 kikir yg umumnya dipakai:
Rata Bujur sangkar Segi tiga Bulat Setengah Bulat Belah ketupat Ellip
Salah satu permukaan ujung kikir rata berbentuk tirus. Ketirusan ini diperlukan utk pembagian tekanan dan menjaga keseimbangan
getaran kecil pd waktu gerakan mengikir.
Pengaruh getaran kikir yg tdk seimbang membuat keausan kikir
b. Gigi Kikir
Ada dua bentuk gigi dari proses pembuatannya, yaitu dengan cara memahat dan mengeprais
- Gigi Pahatan
Gigi kikir ini dibuat dgn jalan memahat. Permukaan kikir pahatan ini menghasilkan sudut tatal negatif dan sudut potongnya lebih besar dari 900.
Kikir ini digunakan utk mengerjakan bahan2 yg keras, sebab permukaan benda kerja akan tergesek dgn baik tanpa tenaga besar.
Sudut potong yg besar itu memberikan perlawanan yg baik terhadap mata pemotong
Sudut potong
Sudut tatal
- Gigi yg Di Frais
Gigi kikir yg di frais menghasilkan sudut tatal yg positif dgn sdt pemotong lebih kecil 900.
Disebabkan karena sdt tatal yg positif itu maka kikir ini hanya digunakan utk
mengerjakan bhn yg lunak.
Contoh gigi kikir pahatan -Gigi kikir Tunggal
Gigi kikir ini menyudut 540 terhadap garis sumbu.
Bram2 tdk akan mudah lepas dan gigi itu akan terhalang
Arah Pe
m
otong
an
-Gigi kikir Ganda
-Pd kikir ganda, pd pahatan dlm dipahat lbh dlm dibandingkan dgn pahatan dangkal dan bersudut 700 terhadap grs sumbu dan gigi2
ini tdk sejajar terhadap as.
Dengan demikian tdk akan terjadi alur2 bekas pengikiran pd benda pekerjaan
Contoh gigi kikir yang Di Frais
- Gigi kikir miring
Bentuk gigi kikir ini digunakan utk mengerjakan benda2 yg lunak misalnya; timah hitam, thermo plastik, aluminium murni dan sebagainya.
Utk menghindari beram2 yg melekat pd alur gigi maka gigi tsbut
dilengkapi dgn pemutus beram. - Gigi kikir lengkung
Bentuk gigi kikir ini digunakan utk mengerjakan bhn yg lunak misalnya: anti corodal, Duraluminium d.d.b. Gigi2nya dilengkapi dgn pemutus beram tetapi pengeluaran beram tsbut terjadi dari kedua sisinya
c. Tingkatan Kikir
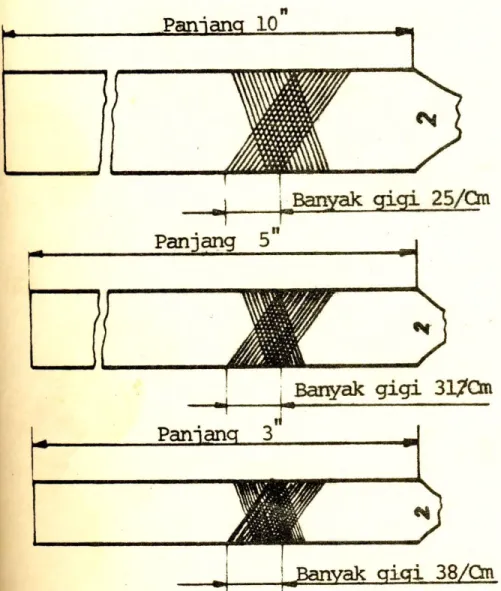
Utk menyelesaikan pengikiran yg terakhir menurut yg dikehendaki, hrs digunakan tingkatan kikir (banyak gigi/CM) yg sesuai
Ukuran tingkatan ini ditentukan oleh bentuk.
Kikir dan bentuk inilah yg menentukan banyaknya gigi tiap 1 cm atau 1 inch. Dlm hal ini tergantung dari pabrik yg membuatnya
Gambar disamping menunjukkan 3 macam bentuk kikir No. 2 dgn panjang dan banyak gigi tiap 1 cm yg berbeda. Sampai saat ini panjang kikir pd
Daftar ukuran kikir dan banyak gigi tiap cm Keterangan Mutu 00 : Kasar 0 : Setengah Kasar 1 : Agak Kasar 2 : Sedang 3 : Setengah halus 4 : Halus 5 : Setengah Lembut 6 : Lembut 8 : Lembut sekali
d. Proses Mengikir
Posisi kerja yg memperlihatkan bagaimana kecakapan seorang pekerja
-Posisi kaki
Selama mengikir, berdiri di sebelah kiri ragum dgn kaki tetap pd tempatnya. Lutut2 hrs dibentangkan.
Jarak antara kaki disesuaikan dgn panjang kikir. Sudut antara poros ragum dan kaki kira2 300 utk kaki kiri dan lebih kurang
750 utk kaki kanan.
-Gerakan Badan
Badan berdiri tegak pd posisi permulaan dan
selanjutnya dicondongkan kedepan selama gerakan pemotongan.
Kaki kanan tetap lurus selama pengikiran berlangsung dan lutut kiri dibengkokkan ke dalam.
-Cara memegang kikir
Tangan kanan : peganglah gagang kikir dgn teguh dan tekanlah ujung gagang tsbt dgn telapak tangan bagian tengah. Ibu jari terletak diatas dan jari2 lainnya dibawah gagang
Tangan kiri : Tempatkan telapak tangan dan ibu jari pd ujung kikir, jari2 lainnya terletak diluar ujung kikir tsbt, dgn keadaan rapat satu sama lain dan melipat kebawah, tetapi tdk mengenggam ujung kikir tsbt.
Bekerja dgn kikir kecil, maka gagang tsbt hrs dipegang dgn genggaman yg ringan dan
tekanannya cukup oleh jari2 dan ibu jari saja.
-Tekanan pada kikir
Tekanan pada kikir tergantung pd ukuran kikir dan benda kerja. • Jika memulai mengiki, tekanan yg besar terdapat pd tangan kiri dan tekanan ringan pd tangan kanan.
• Tekanan kedua tangan itu hrs sama, manakala kikir berada di tengah2 benda kerja yg dikikir. • Jika kedudukan kikir sdh diujung langkah, tekanan tangan kiri hrs ringan dan tekanan tangan
kanan dlm keadaan maksimal • Pd langkah kebelakang tdk dgn penekanan
- Mengikir Champer Langkah2 :
1. Tandai/goreslah bagian2 yg akan di champer.
* Letakkan benda kerja tegak lurus pd pelat sudut dan goreslah grs dasar dgn penggores dgn jarak 4 mm dari
permukaan patokan
* Letakkan benda kerja benda kerja dg permukaan yg telah digores pd meja pengukur kerataan dan goreslah pd permukaanyg berdekatan dgn jarak 4 mm dari permukaan patokan
2. Cekam benda kerja diragum atau di klem sudut. Kikirlah sisi yg akan di cahamper dgn pengikiran silang dan gerakan yg berganti ganti miringnya
3. Selesaikan permukaan tsbt dgn mengikir arah memanjang
-Mengikir permukaan bertingkat
Setelah digores, kikirlah pertama berbentuk champer sampai 1 mm dari grs yg tegak.
Kikirlah champer tsbt makin dlm dan sudutnya makin mendekati horizontal.
Kikirlah kedua permukaan ber ganti2, hati2lah bahwa permukaan kikir yg tak bergigi hrs berada di sebelah permukaan.
Pengikiran hanya arah memanjang lurus - Mengikir Radius
Langkah2:
1. Tandai batas radius
Tandai pusat dari radius yg jaraknya R dari permukaan patokan. Pusat tsbt dititik dgn penitik dan buat radius dgn jangka dari pusat tsbt sejarak R.
2. Pengikiran kasar menyudut (arah memanjang) Kikirlah dgn arah memanjang, beberapa
permukaan menyudut sampai 0,5 mm dari batas radius dan sampai mendekati bentuk radius.
3. Pengikiran kasar radius
Kikir dipegang 900 dari permukaan yg lebar (arah lurus). Ber sama2 dgn gerakan
memanjang, kikir bergerak melingkar
4. Penyelesaian radius dgn gerakan berayun Radius dikikir arah memanjang dgn
gerakan berayun-ayun. Mengikir mulai dari muka ke belakang. Periksa radius dgn pemeriksa radius
4. Penandaan
Penandaan adalah proses pemindahan ukuran-ukuran : Dari gambar2, Menurut suatu benda, Atau menurut petunjuk-petunjuk Untuk dikerjakan dimesin, dengan tanda garis-garis.
a. Penandaan dengan penggores: garis-garis digariskan pd permukaan benda kerja dg penggores. Umumnya penggores diarahkan, sepanjang penggaris besi, sepanjang penyiku, atau sepanjang plat yg telah dibentuk.
Jenis penggores: Penggores sederhana
Penggores dg salah satu ujungnya bengkok Penggores yg dpt dirunah-rubah ujungnya Menempatkan penggores: Penggores hrs
dimiringkan keluar dari pengarahnya Kesalahan kemiringan akan mengakibatkan suatu grs berbengkok2 dan pemindahan ukuranpun jadi tdk betul Bagaimana membuat garis2
-Tekan penggaris besi dg kuat
- Miringkan penggores kearah gerakan
b. Penandaan dengan blok penggores
Blok penggores dipergunakan utk membuat tanda grs2 sejajar pd meja pengukur atau face plate dimana alat itu dipasang
c. Penandaan Ketinggian dg vernier caliper
Pada alat ini penggores diatur turun dan naik dlm skala tegak dan dibagian bergerak ditambah dgn skala vernier. Ketinggian penggores dpt diatur sampai 0,1 dalam skala dari alat ini
d. Penandaan dengan Penitik Apakah itu Penitik:
Penitikan adalah proses pembuatan lubang pd benda kerja atau bhn2 dgn alat yg diperkeras dan digerinda ujungnya bersudut ± 300 - 900
Tujuan Penitikan:
1).Menentukan pusat2 lubang pd per potongan grs utk awal dari pengeboran
2). Utk menjelaskan grs bagian yg dikerjakan 3). Utk menjelaskan grs2 goresan
1. Pegang penitik ditangan kiri
2. Miringkan dan geser sepanjang grs hingga tepat pd grs potong, dimana tempat pusat dititik
3. Penitik hrs tegak lurus terhadap benda kerja 4. Penitik dipukul satu kali dgn pukulan yg ringan dan periksa posisinya. Jika sdh tepat pukul keras Penggunaan biasa
Penitik dg ujung digerinda 600 akan betul2 membantu
mencapai tujuan2 dgn memuaskan
Apabila diinginkan ketelitian dan kesempurnaan pd permukaan benda kerja, hrs digunakan penitik dgn ujung bersudut 300
Penempatan pusat sebuah lubang yg akan dibor dgn bor yg berdiameter besar, mempergunakan penitik dgn ujung bersudut 900
e. Pengecapan (Punching/Stamping) The Stamp (Cap)
Cap2 dipakai menandai logam dan beberapa bhn bukan logam dgn no, huruf, atau tanda2 lainnya. Cap2 dibuat dari baja perkakas (alat potong), dikeraskan dan
ditempering (60 – 62 RC). Cap2 tdk boleh digunakan pd bdg yg telah dikeraskan atau bhn kasar (raw), jika digunakan utk itu, cap2 akan rusak
Persiapan dari cap2 dan benda kerja:
- Letakkan cap2 diatas bangku kerja, cap menghadap kita berderet. Aturlah yg hanya digunakan, biarkan utk huruf2 yg kembar (double). Mulailah dari kanan ke kiri.
- Jika mungkin tandai pd benda kerja, tempat dan ukuran dari cap yg digunakan
- Tentukan ruang (tempat) dimana teks akan dicapkan dgn maksud supaya teratur simetris
- Usahak menurutan semua tanda-tanda cap bersih, tempatkan beraturan menurut A, B, C, 8, 0, 9
- Letakkan benda kerja (jika mungkin) yg akan dicap pd sebuah blok besi yg rata atau cekam pd ragum dgn kuat
Bagaimana Mengecap:
- Pengecapan dari kanan ke kiri (utk orang tdk kidal - Letakkan cap pd benda kerja,
miringkan sedikit kearah kita, diatas grs tanda
- Tarik cap hati2 kegaris sampai kita merasakan berhenti digaris itu
- Cap sekarang ditegakkan sampai menyentuh permukaan benda kerja dengan rata
- Pukul satu kali dgn ringan pd posisi ini
- Periksa apakah hasilnya tepat digaris dan lurus (tegak) Utk membetulkan : Tempatkan kembali cap pd bekas
pengecapan, dibetulkan dgn memutar searah jarum jam atau berlawanan
- Pada permulaan pukullah dgn ringan saja. Setelah diadakan pembetulan2, barulah kita pukul dgn keras, sehingga semuanya seragam dan kedalaman yg tepat
- Terakhir hilangkan seluruh tonjolan2 yg terjadi
5. Pemahatan
Pahat sering digunakan utk mengurangi tebal, membuat datar, menghilangkan tonjjolan2 dll.
Pahat dibuat dari baja karbon atau baja campuran yg dikeraskan dan ditemper, pada sisi potongnya digerinda
Bagian2 dari pahat:
- Batang: dapat berbentuk segi 8 atau segi 4
- Sisi potong: bentuknya tergantung dari nama dan kegunaannya - Kepala: bagian yg dipukul dgn palu
Bentuk dan kegunaan Pahat:
Pahat ceper
Pd umumnya digunakan utk membuat datar suatu permukaan atau membuat lubang pd pelat2 besi
Pahat tepi
Digunakan utk membuat salur2/strip2 pd suatu permukaan, setebal pahat ceper yg kemudian didaftarkan dgn pahat ceper
Pahat alur
Utk membuat alur olie pd alat2/mesin2
Pahat potong
Digunakan utk memotong pelat2 besi yg tdk bisa dikerjakan dimesin potong.
Bagian bawah dari pahat potong ini berbentuk datar
Prinsip pemahatan
Pahat didorong kedalam material dgn pukulan2 dari palu besi Permukaan atas dari bajinya, dimana tatal dibuang adalah bidang tatal.
Kemiringan dari pahat ditentukan oleh sudut (x) antara sumbu (axis) pahat dan permukaan pemotongan
Sudut bebas berubah-rubar menurut kemiringan ini dan mempengaruhi pemotongan
Keterangan:
α= Sudut bebas muka β= Sudut baji
γ= Sudut sudip muka
Kepentingan dari kemiringan sudut x
-Pahat memotong tatal dgn ketebalan yg sama jika sudut kemiringannya kira2 100
-Jika kemiringan sudutnya besar, baji akan didorong masuk kedalam benda kerja
-Jika kemiringan sudutnya kecil, baji akan keluar dari benda kerja
Sudut baji ditentukan oleh sifat dari logam yg dipotong
Sudut besar utk logam liat dan keras, dan kecil utk logam lunak dan lentur
Yg diperhatikan dlm pemahatan:
Memegang dan mengarahkan pahat menurut bentuk dan ukurannya sbg brkt: Pahat2 kecil dgn 3 jari
Pahat2 sedang dgn 5 jari
Pahat2 besar dgn genggaman
Sambil memahat, tatal2 hrs selalu diperhatikan. Bertujuan membetulkan kemiringan
Selama pemukulan, sumbu dari palu besi hrs lurus dgn sumbu pahat
Lindungi mata dgn kacamata
Cara Memahat Sebuah Bidang yg Luas:
Buat salur2 pd seluruh permukaan dgn pahat tepi. Salur2 hrs cocok tebalnya utk pemotongan dgn pahat ceper. Buat dlm
beberapa kali pemotongan2. Cekam benda kerja dgn kuat dlm ragum
Potong salur2 dgn pahat ceper. Buat dlm bberapa kali pemotongan dgn tebal kira2 0,2-0,5 mm sampai mencapai kedalaman yg diminta. Pahat sedikit dimiringkan.
Tepi benda kerja akan patah jika diujung
pemotongan, pahat sejajar tepi benda
Pahatlah dahulu ujung, pemotongan dgn memutar benda kerja dan
selesaikan dari arah lawannya
Ujung pemotongan juga akan tajam jika pemahatan dgn memiringkan posisi pahat, karena diakhir pemotongan terjadi pergeseran
Menggerinda Pahat:
Usahakan ujung potong tetap tajam. Gerindalah pahat mula2 di sisi lengkung batu gerinda. Penyelesaiannya dibuat disisi samping (muka) dgn tujuan utk memperoleh sudut baji yg diminta
6. Gergaji Tangan
Gergaji digunakan utk memotong dan utk mengurangi tebal dari benda kerja yg nantinya akan dikerjakan lagi.
a. Bagian dari gergaji
b. Bentuk dari Daun Gergaji
Daun gergaji termasuk juga alat potong, bermacam-macam faktor yg hrs diketahui utk memilih
daun gergaji.
Daun gergaji utk bahan yg keras mempunyai sudut buang 00, utk
bhn yg lunak 50 – 200 bagian
dalamnya dilengkapi dgn radius utk melingkarnya chip
c. Ukuran dari daun gergaji
Ukuran yg penting pd daun gergaji.
A= Jarak antara kedua lubang yg dipegang oleh pasak
B= Lebar daun gergaji C= Tebal dai daun gergaji
Daun gergaji yg biasa dipakai utk
menggergaji dgn tangan dgn ukuran2 A= 300 mm B= 13 mm C= 0,65 mm A= 12” B= ½” C= 0,025” d. Kisar dari Mata (gigi) Gergaji
Daun gergaji juga digolongkan oleh kisar dari mata gergaji, yg biasanya ditunjukkan dgn jml mata (gigi) dalam 1 inchi.
Yg umum digunakan adalah yg mempunyai 14, 18, 24 dan 32 gigi setiap inchi.
Pemilihan dari daun gergaji yg benar utk pekerjaan yg teliti hrs dilihat dari bahan yg akan dipotong dan bentuknya
14-18 gigi setiap inchi
Utk bhn pejal yg besar dari st 37 ; kuningan besi tuang
22-24 gigi setiap inchi
Utk bhn berbentuk yg tebal dan utk baja karbon tinggi
28-32 gigi setiap inchi
Utk bhn berebntuk yg tipis, pelat, kawat, pipa yg tipis
e. Kebebasan dari daun Gergaji
Daun gergaji dgn gigi lurus akan terjepit selama penggergajian
Gigi2 silang yg diserongkan dan yg dirobohkan
memotong lebih tebal sedikit daripada daun gergaji sendiri, dan mencegah daun gergaji dari terjepit dan gesekan dgn celahnya.
Berganti-ganti giginya dibuat kekanan dan kekiri, setiap gigi yg ketiga (sebelum yg kekiri), giginya lurus utk
mematahkan beram
Sistem ini digunakan pd daun gergaji yg kisarnya besar. Utk gigi yg halus biasanya dibuat yg diserongkan
f. Persiapan Gergaji
Daun gergaji hrs ditegangkan di bingkainya dgn gigi2 mengarah ke arah pemotongan.
Dan hrs kuat menahan tekanan akibat penggergajian, jika tdk pemotongan akan menyimpang
g. Posisi tubuh dan Gerakan Menggergaji
Pegang bingkai gergaji dan dipegang dgn kuat/mantap. Dlm menggergaji posisi tubuh sama seperti klu
mengikir.
Gerakan gergaji hrs mantap dan kuat, naikkan sedikit gergaji pd saat gergaji bergerak kebelakang
Kecepatan gerak :
50 – 60 strok tiap menit utk baja
7- - 90 strok tiap menit utk bhn yg lunak
Ctt: Jgn gunakan oli pemotongan atau pendingin
h. Permulaan pemotongan
Sebelum mulai pemotongan, buat alur dgn kikir segitiga pd grs yg akan digergaji.
Letakkan gergaji dialur tersebut dan
dimiringkan kemuka kira2 100. Tekanan yg tdk cukup pd permulaan pemotongan akan menyebabkan gigi2 gergaji menggosok benda kerja dan tumpul
i. Cara Menggergaji
Paling sedikit 2 atau 3 gigi yg
mengenai/menempel pd permukaan yg digergaji
Menggergaji siis yg tajam akan
menyebebkan patahnya gigi2 gergaji Benda kerja yg tipis hrs dipotong dgn posisi mendatar, tdk dimiringkan