1
ANALISIS PERBAIKAN PROSES SUB PANEL WELDING MENGGUNAKAN PENDEKATAN LEAN MANUFACTURING
Rizkiyah Ristianty, Putu Dana Karningsih, Yudha Prasetyawan Jurusan Teknik Industri
Institut Teknologi Sepuluh Nopember (ITS) Surabaya Kampus ITS Sukolilo Surabaya 60111
Email: [email protected] ; [email protected] ; [email protected]
Abstrak
PT. Alstom Power Energy Systems Indonesia (PT. Alstom Power ESI) merupakan salah satu anak
perusahaan dari Alstom Power yang bergerak di bidang manufaktur boiler. Salah satu proyek yang sedang
dikerjakan perusahaan saat ini adalah Tanjung Bin Project yang merupakan pembuatan komponen boiler yang terdiri dari empat produk yaitu panel, separator, spherical dan superheater element. Dari keempat produk tersebut, yang saat ini sedang dikerjakan adalah panel. Panel yang diproduksi untuk setiap proyek yang berbeda akan selalu memiliki kesamaan bentuk, yang membedakannya antar proyek adalah ukuran material yang digunakan dan jumlah produk yang akan dihasilkan.
Dari pengamatan selama ini diketahui bahwa produksi panel, khususnya sub panel welding, seringkali mengalami keterlambatan yang berakibat pada keterlambatan pengiriman. Keterlambatan pengiriman akan menyebabkan adanya penalty yang harus dibayarkan oleh perusahaan sebesar 0,5% dari nilai kontrak untuk setiap minggu keterlambatan. Selain itu, proses setup yang dilakukan juga membutuhkan waktu yang cukup lama. Penelitian ini dilakukan dalam upaya mencari solusi riil untuk meniadakan keterlambatan tersebut penerapan metode
lean manufacturing untuk mengidentifikasi waste dan Single Minute Exchange of Dies (SMED) untuk mengurangi
waktu setup.
Hasil penelitian ini adalah bahwa terdapat 6 jenis waste dari 9 jenis waste yaitu defect, motion, EHS, waiting,
excess processing dan inventory. Rekomendasi perbaikan yang diberikan adalah dengan mengganti SOP dari
beberapa aktivitas, mengganti alat/mesin serta mengganti kebijakan. Kegiatan setup yang awalnya memerlukan waktu selama 119 menit, dikurangi menjadi 71,25 menit dengan cara pemerataan beban kerja dua operator. Rekomendasi perbaikan yang diberikan adalah dengan menggunakan go-no-go tool dan mengganti alat/mesin yang digunakan. Utilitas mesin diukur dengan melakukan pengamatan selama 15 hari dan didapatkan bahwa terdapat 4 hari yang memiliki waktu produksi di bawah target perusahaan(80%).
Kata kunci : Lean Manufacturing, SMED, Spaghetti Diagram, sub panel welding, waste. Abstract
PT. Alstom Power Energy Systems Indonesia (PT. Alstom Power ESI) is one of sister company of Alstom Power which operates its business process in boiler manufacturing. One of projects they do is Tanjung Bin Project which is consisted of 4 products, they are panel, separator, spherical and superheater element. Panel is the product that still in process. Every project always has panel on theirs, and every panel from different projects has same shape. The differences are material dimension and the number of products in the end.
From the observation, there is a lateness indication of panel production, exactly in sub panel welding process. This lateness will drive to shipment delay. This shipment delay will cause company to pay penalty as big as 0,5% of contract value for each week of lateness. Furthermore, setup process take a long time to complete. The aims of this study are to find out real solution to eliminate lateness by applying these methods, they are Lean Manufacturing to identify waste while Spaghetti Diagram and Single Minute Exchange of Dies to analyze setup time.
The results of this study are found that there are 6 of 9 waste type, they are defect, motion, EHS, waiting, excess processing and inventory. Improvement recommendations are change SOP from several activities, change equipment and policies. Setup activity takes 119 minutes to complete and then it’s decreased to 71,25 minutes by rebalancing operator load. Improvement recommendation for this activity are using go-no-go tool and chnage the equipment. Machine performance is measured for 15 days and obtained that there are 4 days of observation have production time below company target (80%).
2
1. Latar BelakangPT. Alstom Power Energy Systems Indonesia (PT. Alstom Power ESI) merupakan salah satu anak perusahaan dari Alstom Power yang bergerak di bidang manufaktur boiler. Salah satu proyek yang sedang dikerjakan perusahaan saat ini adalah Tanjung Bin Project yang merupakan pembuatan komponen boiler yang terdiri dari empat produk yaitu panel, separator, spherical dan
superheater element.
Panel yang diproduksi untuk setiap proyek
yang berbeda akan selalu memiliki kesamaan bentuk, yang membedakannya antar proyek adalah ukuran
material yang digunakan dan jumlah produk yang
akan dihasilkan. Proses pengerjaan panel memiliki empat work station yaitu panel welding, tube
bending, panel attachment prefab dan panel assembly. Panel yang diproduksi dibagi menjadi 5 circuit atau jenis dan diproduksi secara berurutan
yaitu F-19L, F-04L, F-10L, F-04LC dan F-10LC. Dari hasil pengamatan terhadap proses produksi dan laporan progress pengerjaan panel, didapatkan indikasi adanya keterlambatan produksi panel yang saat ini mencapai tahap welding dalam bentuk ketidaksesuaian antara jadwal dan realisasi.
Ketidaksesuaian tersebut akan berdampak pada kemungkinan adanya keterlambatan penyelesaian dan pengiriman produk ke konsumen. Keterlambatan pengiriman akan menyebabkan adanya penalty yang harus dibayarkan oleh perusahaan sebesar 0,5% dari nilai kontrak untuk setiap minggu keterlambatan.
Selain proses produksinya itu sendiri, proses setup yang merupakan tahapan awal dalam menjalankan mesin juga menjadi objek perbaikan. Data di lapangan menunjukkan bahwa proses setup pada mesin SP-1 memerlukan waktu yang relatif lama, yaitu selama 119 menit atau sekitar 2 jam.
2. Perumusan Masalah
Permasalahan yang akan diselesaikan pada penelitian ini adalah bagaimana melakukan perbaikan proses sub panel welding untuk meminimalkan pemborosan yang berakibat pada keterlambatan penyelesaian proses tersebut.
3. Metodologi Penelitian
Penelitian ini diawali dengan melakukan observasi lapangan, identifikasi permasalahan, penentuan tujuan penelitian dan studi literatur. Kemudian dilakukan penggambaran urutan proses
sub panel welding dengan menggunakan metode Operation Process Chart. Dari chart tersebut, urutan
proses digambarkan dengan lebih detail dengan menggunakan Process Activity Mapping sehingga
dapat dilakukan identifikasi waste. Observasi dan wawancara dengan operator juga dilakukan dalam proses identifikasi waste ini. Penentuan rekomendasi perbaikan dilakukan setelah didapatkan akar penyebab dari masing-masing waste. Pengurangan waktu proses setup dilakukan dengan menerapkan metode Single Minute Exchange of Dies (SMED). Sedangkan untuk melihat utilitas mesin, dilakukan pengamatan selama 15 hari dengan terlebih dahulu mengidentifikasi jenis-jenis aktivitas yang dilakukan.
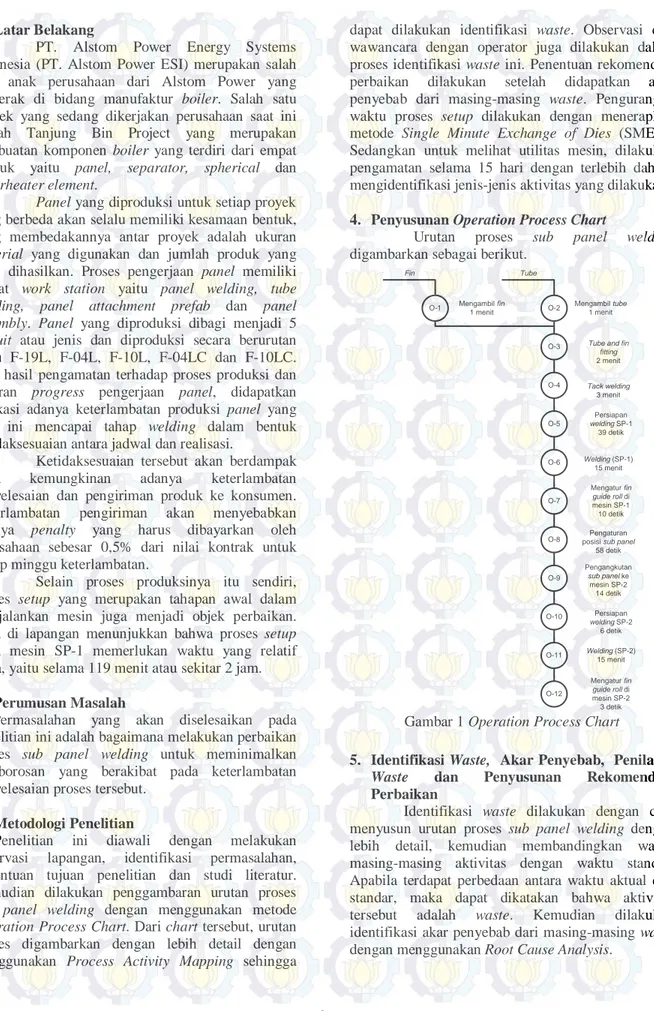
4. Penyusunan Operation Process Chart
Urutan proses sub panel welding digambarkan sebagai berikut.
Tube
O-2
O-3 Tube and fin
fitting
2 menit
Fin
O-1 Mengambil fin1 menit
O-4 Tack welding
3 menit O-5 Welding (SP-1) 15 menit O-6 Pengaturan posisi sub panel
58 detik O-7 Pengangkutan sub panel ke mesin SP-2 14 detik O-8 Welding (SP-2) 15 menit Mengambil tube 1 menit O-9 Persiapan welding SP-1 39 detik O-10 Mengatur fin guide roll di mesin SP-1 10 detik Persiapan welding SP-2 6 detik O-11 O-12 Mengatur fin guide roll di mesin SP-2 3 detik
Gambar 1 Operation Process Chart
5. Identifikasi Waste, Akar Penyebab, Penilaian Waste dan Penyusunan Rekomendasi Perbaikan
Identifikasi waste dilakukan dengan cara menyusun urutan proses sub panel welding dengan lebih detail, kemudian membandingkan waktu masing-masing aktivitas dengan waktu standar. Apabila terdapat perbedaan antara waktu aktual dan standar, maka dapat dikatakan bahwa aktivitas tersebut adalah waste. Kemudian dilakukan identifikasi akar penyebab dari masing-masing waste dengan menggunakan Root Cause Analysis.
3
Tabel 1 Identifikasi Waste, Akar Penyebab dan Rekomendasi Perbaikan
Jenis Waste Waste Akar Penyebab Rekomendasi Perbaikan
Defect
Menurunkan roller
Roller diturunkan bersamaan
dengan ujung tube yang melewati bawah roller
Menambahkan tube extension
Terjadi defect porosity pada proses pengelasan
Fin yang akan digunakan untuk produksi dikirim dari warehousesecara bersamaan di awal sehingga menumpuk di storage area mesin fin decoil
Melakukan pengiriman
material ke mesin fin decoil
secara bertahap
Motion
Penggantian kawat dan pengetapan flux
Tidak pernah dilakukan pengukuran waktu habisnya 1
roll kawat dan waktu
penggantian flux
Membuat jadwal penggantian
flux dan kawat dengan
memperhatikan data historis mengenai periode penggunaan flux dan kawat
Membersihkan permukaan sub
panel Tidak ada SOP penyimpanan
Membuat SOP penyimpanan palu
Menyusun fin di antara tube
Fin yang lebih kecil akan
cenderung berpilin
Mengatur penyimpanan fin setelah diproses di mesin
milling
Meluruskan dan merapatkan posisi fin dan tube
Melakukan tack weld pada fin dan tube
Pergeseran fin akan menimbulkan defect
Menjaga kualitas fin yang digunakan
Environment, Health and Safety
Operator tidak menggunakan APD lengkap ketika
menjalankan proses produksi
Lingkungan kerja yang panas Menambahkan blower kecil di
lokasi pengelasan
Waiting
Menunggu tube dari mesin Rothoblast
Kapasitas mesin lebih kecil dari demand yang dibutuhkan untuk proses berikutnya (fit
up)
Menyediakan buffer sebelum proses fit up dan pengelasan dimulai
Mesin SP-2 menunggu input dari mesin SP-1
Pada awal shift, tidak terdapat buffer berupa output produk dari mesin SP-1
Menyediakan buffer sebanyak 1 unit karena waktu
pengelasan kedua mesin tersebut sama
Excess Processing
Membersihkan permukaan sub
panel
Pilihan ukuran alat pembersih terbatas
Membuat alat pembersih yang ukurannya dapat disesuaikan dengan lebar fin yang diproduksi
Excess Processing
Merenggangkan side
clampmesin SP-1
Proses pemotongan fin dilakukan dengan mesin milling
Untuk mendapatkan fin dengan ukuran lebar lebih kecil dari yang biasanya, dilakukan dengan menggunakan material berupa round fin yang
dipipihkan dengan mesin press
Inventory Pengadaan tube Memberikan kelonggaran apabila terjadi defect
Menerapkan standar EN dalam melakukan proses produksi
6. Perbaikan Proses Setup
Perbaikan proses setup dilakukan dengan mengidentifikasi aktivitas-aktivitas yang terdapat didalamnya. Berdasarkan hasil identifikasi urutan aktivitas setup, dapat diketahui bahwa proses ini
membutuhkan waktu selama 119 menit dan membutuhkan 2 orang operator. Pembagian kerja kedua operator tidak seimbang, dapat dilihat dari pemetaan kerja untuk masing-masing aktivitas pada proses setup. Untuk mengetahui apakah terdapat
4
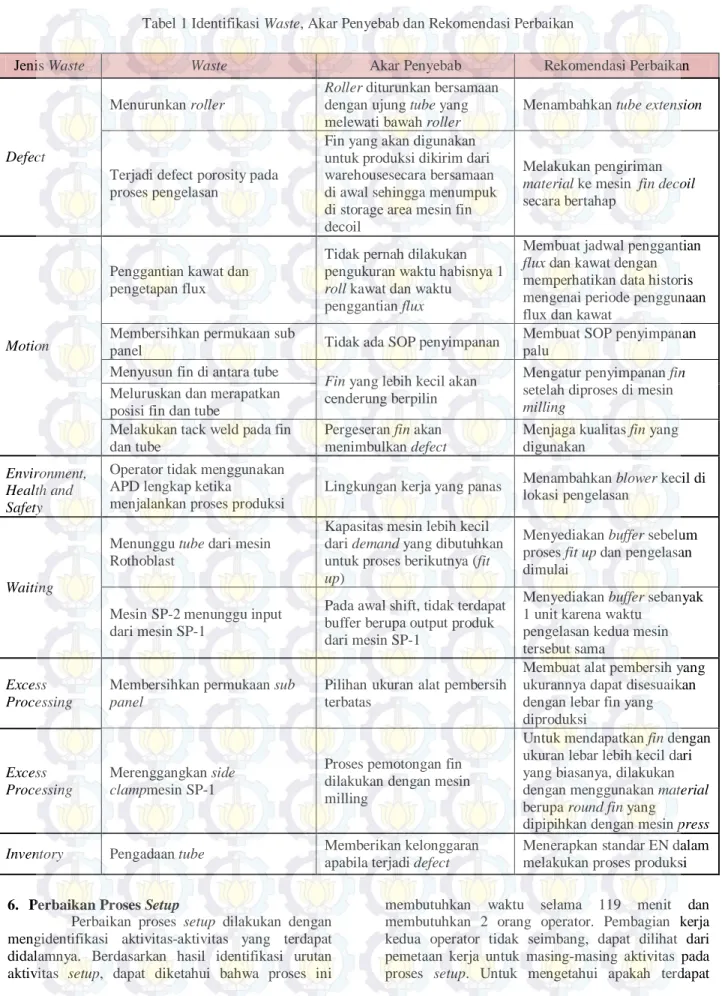
pergerakan tidak perlu yang dilakukan operator, maka dilakukan penggambaran pergerakan operator dengan
menggunakan Spaghetti Diagram. Kemudian
dilakukan running software Blocplan untuk
mendapatkan layout optimal.
Gambar 2 Spaghetti Diagram
Berdasarkan hasil running software
Blocplan pada proses setup, didapatkan bahwa layout yang disarankan hampir mendekati layout eksisting dimana letak roller 1 berdekatan dengan roller 2,
roller 3 berdekatan dengan roller 4. Namun lokasi roller 2 yang pada kondisi eksisting seharusnya
berdekatan dengan lokasi pengelasan, pada output
software disarankan untuk diletakkan tidak berdekatan dengan roller 1, karena roller 1 memiliki frekuensi pergerakan ke lokasi pengelasan yang lebih besar dibandingkan dengan frekuensi pergerakan dari
roller 2 ke lokasi pengelasan. Sebenarnya fungsi dari
kedua roller ini adalah sama, yaitu untuk mempertahankan posisi benda kerja agar tetap berada di tengah, sehingga upaya lain yang dapat dilakukan adalah dengan mengurangi frekuensi pergerakan dari
roller 1. Pergerakan yang dilakukan oleh operator
dari lokasi pengelasan ke roller 1 berturut-turut adalah untuk melakukan setting roller 1 bagian bawah, kemudian memastikan kesamaan tinggi antara
roller 1 dan roller 3 dan yang terakhir adalah setting roller 1 bagian atas. Ketika aktivitas tersebut bisa
diubah urutannya agar didapatkan frekuensi pergerakan yang lebih kecil. Aktivitas pertama yang dilakukan adalah setting roller 3 lalu berpindah ke arah roller 1 untuk memastikan tingginya telah sama dengan roller 1. Kemudian tanpa harus kembali ke lokasi pengelasan, operator melakukan setting pada
roller 1 bagian atas dan bawah secara berurutan, baru
kemudian kembali ke lokasi pengelasan. Sehingga frekuensi perpindahan antara lokasi pengelasan dan
roller 1 yang dilakukan operator berkurang dari 6 kali
menjadi 2 kali.
Kemudian lokasi tool box juga disarankan untuk diletakkan di dekat (sejajar) lokasi pengelasan dengan jarak 13 cm dari lokasi pengelasan karena lokasi eksisting dari toolbox yang letaknya cukup jauh sehingga diperlukan waktu lebih lama untuk operator dapat mencapai toolbox tersebut.
Langkah selanjutnya adalah mengelompokkan aktivitas-aktivitas pada proses
setup ke dalam jenis internal (aktivitas dilakukan
pada saat mesin dalam keadaan mati) dan external (aktivitas dilakukan bersamaan dengan mesin melakukan kegiatan produksi/pengelasan). Kemudian, untuk mengurangi waktu setup¸dilakukan pembagian ulang beban kerja operator. Hal ini dilakukan untuk menyeimbangkan utilitas dari kedua operator.
Penyeimbangan beban kerja/utilitas kedua operator menghasilkan pengurangan waktu setup menjadi 74,75 menit dari waktu awal selama 119 menit.
Beberapa perbaikan yang direkomendasikan adalah :
1. Membuat changeover toolkit sehingga mengurangi aktivitas mencari dan memindahkan alat-alat yang digunakan untuk proses setup
2. Menggunakan go-no-go tool sehingga
mengurangi penggunaan caliper dalam mengukur ketinggian ruang antara fin guide dan
fin guide roll dan akan mempercepat waktu setup
3. Mengubah cara pemasangan fin guide yang awalnya dilas menjadi sistem baut dan mengganti desain fin guide menjadi satu set fin
guide yang terdiri dari dua unit (apabila
menggunakan 2 unit fin guide) sehingga memudahkan pemasangan
4. Menggunakan pneumatic tool untuk melepas dan mengencangkan baut
5. Menggunakan metode SMED untuk mengurangi waktu pemasangan kawat
6. Menggunakan go-no-go tool 7. Utilitas Mesin Sub Panel Welding
Utilitas mesin SP-1 dan SP-2 dilihat dengan cara melakukan pengamatan selama 15 hari terhadap waktu produksi mesin. Waktu produksi per harinya adalah 8 jam kerja efektif. Aktivitas-aktivitas yang dilakukan oleh mesin dikelompokkan menjadi aktivitas produksi changeover, breakdown, waiting,
planned stop dan non quality activity.
Waktu dari masing-masing aktivitas per hari direkap kemudian dijadikan ke dalam bentuk persentase per hari dengan rumus dan contoh perhitungan sebagai berikut.
Waktu produksi mesin SP-1 Hari ke-1: Waktu Produksi = Waktu ProduksiWaktu Total x 100%
Waktu Produksi = 553+0+45+0+25+12553 x 100%
Waktu Produksi = 553635 x 100%
5
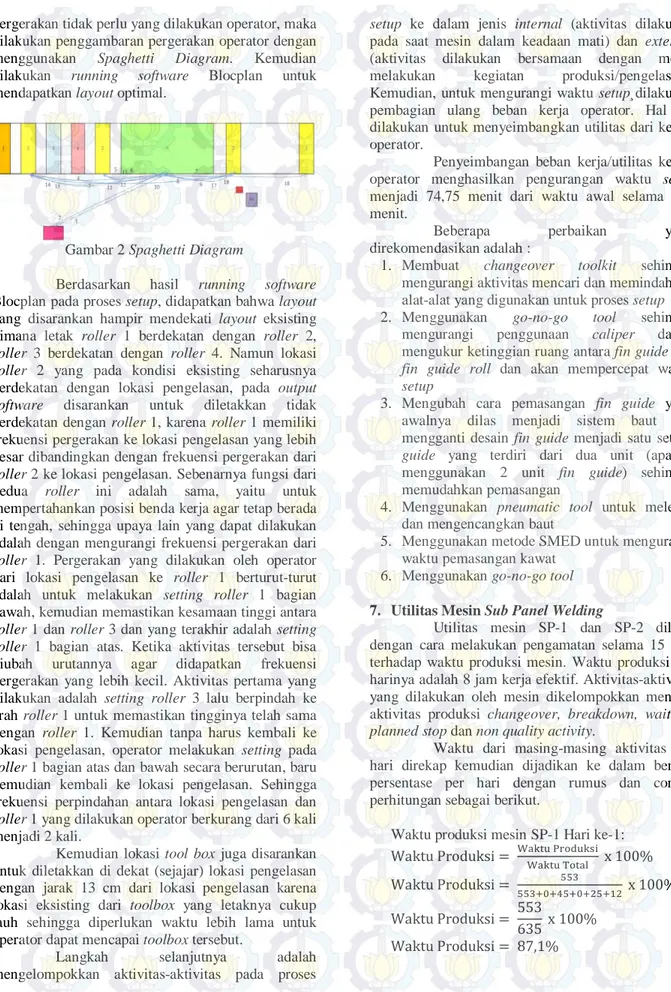
Gambar 3 Waktu Produksi Mesin SP-1
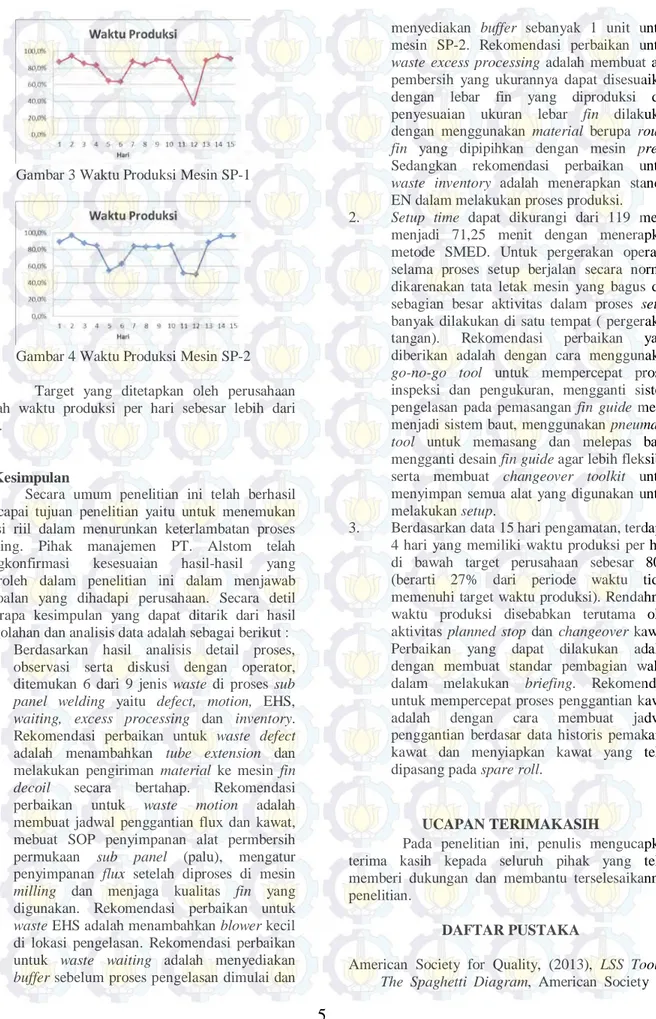
Gambar 4 Waktu Produksi Mesin SP-2
Target yang ditetapkan oleh perusahaan adalah waktu produksi per hari sebesar lebih dari 80%.
8. Kesimpulan
Secara umum penelitian ini telah berhasil mencapai tujuan penelitian yaitu untuk menemukan solusi riil dalam menurunkan keterlambatan proses welding. Pihak manajemen PT. Alstom telah mengkonfirmasi kesesuaian hasil-hasil yang diperoleh dalam penelitian ini dalam menjawab persoalan yang dihadapi perusahaan. Secara detil beberapa kesimpulan yang dapat ditarik dari hasil pengolahan dan analisis data adalah sebagai berikut :
1. Berdasarkan hasil analisis detail proses,
observasi serta diskusi dengan operator, ditemukan 6 dari 9 jenis waste di proses sub
panel welding yaitu defect, motion, EHS, waiting, excess processing dan inventory.
Rekomendasi perbaikan untuk waste defect adalah menambahkan tube extension dan melakukan pengiriman material ke mesin fin
decoil secara bertahap. Rekomendasi perbaikan untuk waste motion adalah membuat jadwal penggantian flux dan kawat, mebuat SOP penyimpanan alat permbersih permukaan sub panel (palu), mengatur penyimpanan flux setelah diproses di mesin
milling dan menjaga kualitas fin yang
digunakan. Rekomendasi perbaikan untuk
waste EHS adalah menambahkan blower kecil
di lokasi pengelasan. Rekomendasi perbaikan untuk waste waiting adalah menyediakan
buffer sebelum proses pengelasan dimulai dan
menyediakan buffer sebanyak 1 unit untuk mesin SP-2. Rekomendasi perbaikan untuk
waste excess processing adalah membuat alat
pembersih yang ukurannya dapat disesuaikan dengan lebar fin yang diproduksi dan penyesuaian ukuran lebar fin dilakukan dengan menggunakan material berupa round
fin yang dipipihkan dengan mesin press.
Sedangkan rekomendasi perbaikan untuk
waste inventory adalah menerapkan standar
EN dalam melakukan proses produksi.
2. Setup time dapat dikurangi dari 119 menit
menjadi 71,25 menit dengan menerapkan metode SMED. Untuk pergerakan operator selama proses setup berjalan secara normal dikarenakan tata letak mesin yang bagus dan sebagian besar aktivitas dalam proses setup banyak dilakukan di satu tempat ( pergerakan tangan). Rekomendasi perbaikan yang diberikan adalah dengan cara menggunakan
go-no-go tool untuk mempercepat proses
inspeksi dan pengukuran, mengganti sistem pengelasan pada pemasangan fin guide mesin menjadi sistem baut, menggunakan pneumatic
tool untuk memasang dan melepas baut,
mengganti desain fin guide agar lebih fleksibel serta membuat changeover toolkit untuk menyimpan semua alat yang digunakan untuk melakukan setup.
3. Berdasarkan data 15 hari pengamatan, terdapat
4 hari yang memiliki waktu produksi per hari di bawah target perusahaan sebesar 80% (berarti 27% dari periode waktu tidak memenuhi target waktu produksi). Rendahnya waktu produksi disebabkan terutama oleh aktivitas planned stop dan changeover kawat. Perbaikan yang dapat dilakukan adalah dengan membuat standar pembagian waktu dalam melakukan briefing. Rekomendasi untuk mempercepat proses penggantian kawat adalah dengan cara membuat jadwal penggantian berdasar data historis pemakaian kawat dan menyiapkan kawat yang telah dipasang pada spare roll.
UCAPAN TERIMAKASIH
Pada penelitian ini, penulis mengucapkan terima kasih kepada seluruh pihak yang telah memberi dukungan dan membantu terselesaikannya penelitian.
DAFTAR PUSTAKA
American Society for Quality, (2013), LSS Tool –
6
Quality, Diambil dari http://www.asqlongisland.org pada tanggal
8 Juli 2013.
Anggraeni, Nyoman Yuni. (2009), Penerapan
Metode Penjadwalan Critical Chain dan Lean Construction dalam Perencanaan dan Pengendalian Proyek Konstruksi (Studi Kasus : PT. Adhi Karya (Persero), Tbk), Tugas Akhir,
Institut Teknologi Sepuluh Nopember, Surabaya.
Bayu, I Ketut Agus Indra, (2013), Peningkatan
Produktivitas Proses Produksi dengan Pendekatan Lean Manufacturing pada PT. Joyfresh International, Tugas Akhir, Institut
Teknologi Sepuluh Nopember, Surabaya. Departemen MM&I PT. Alstom Power ESI, (2013)
Waterwall Panel Fabrication Sequence, PT.
Alstom Power ESI, Surabaya.
Gaspers, Vincent, (2007), Lean Six Sigma for
Manufacturing and Service Industries, PT.
Gramedia Pustaka Utama, Jakarta.
Hazmin, Ibnu N, (2005),Penentuan Kebijakan dan
Kegiatan Perawatan dengan Pendekatan Reliability Centered Maintenance II (RCM II) dan Single Minutes Exchange of Die (SMED) (Studi Kasus pada Mesin Dosin Aparatus di PT. Philips Indonesia), Tugas Akhir, Institut
Teknologi Sepuluh Nopember, Surabaya.
Heragu, Sunderesh S., (1997), Facilities Design, PWS Publishing Company, Boston.Hines, P. dan Taylor, D., (2000), Going Lean, Lean Enterprise Research Center Cardiff Business School, USA.
Marhani, M. A., Jaapar, A., & Bari, N. A. A., (2012), “Lean Construction: Towards Enhancing Sustainable Construction in Malaysia”,
Procedia - Social and Behavioral Sciences, Vol.
68, Hal. 87-98.
Order Management PT. Alstom Power ESI, (2013)
Plan and Progress Report, PT. Alstom Power
ESI, Surabaya.
PT. Alstom Power ESI, (2013) Single Minute
Exchange of Dies, PT. Alstom Power ESI,
Surabaya.
Wignjosoebroto, Sritomo, (2003), Ergonomi Studi
Gerak dan Waktu, Guna Widya, Surabaya.
Wignjosoebroto, Sritomo, (2011), Metode Evaluasi
Aliran Bahan, Lecture handout: Perancangan
Fasilitas, Jurusan Teknik Industri Institut Teknologi Sepuluh Nopember, Surabaya.
Zoraya, Adelin Ayu, (2013), Perbaikan Proses Bisnis
Pelayanan Penanganan Gangguan Melalui Pendekatan IDEF0-FMEA dan Root Cause Analysis (Studi Kasus : PT. X), Tugas Akhir,
Institut Teknologi Sepuluh Nopember, Surabaya.