-4-
BAB II
LANDASAN TEORI
2.1 Peta Proses
2.1.1 Peta Proses operasi
Peta proses operasi merupakan suatu diagram yang menggambarkan langkah-langkah proses yang akan dialami bahan (bahan-bahan) baku mengenai urutan operasi dan pemeriksaan (Sutalaksana, 1979). Sejak dari awal sampai menjadi produk jadi utuh meupun sebagai komponen, dan juga memuat informasi-informasi yang diperlukan untuk menganalisa lebih lanjut, seperti: waktu yang dihabiskan material yang digunakan, dan tempat atau alat atau mesin yang digunakan. Jadi dalam suatu proses peta operasi, dicatat hanyalah kegiatan-kegiatan operasi dan pemeriksaan saja, kadang-kadang pada akhir proses dicatat tentang penyimpanan.
Kegunaan Peta Proses Operasi :
Seperti diketahui dengan adanya informasi-informasi yang bisa dicatat melalui peta proses operasi, kita bisa memperoleh banyak manfaat diantaranya:
• Bisa mengetahui kebutuhan akan mesin dan penganggarannya,
• Bisa memperkirakan kebutuhan akan bahan baku (dengan memperhitungkan efisiensi disetiap operasi/ pemeriksaan),
• Sebagai alat untuk menentukan tata letak pabrik,
• Sebagai alat untuk melakukan perbaikan cara kerja yang sedang dipakai,
• Sebagai alat untuk latihan kerja.
Begitu juga dengan adanya informasi-informasi yang bisa dicatat melalui peta proses operasi, kita bisa memperoleh banyak manfaat diantaranya:
• Bisa mengetahui kebutuhan akan mesin dan penganggarannya,
• Bisa memperkirakan kebutuhan akan bahan baku (dengan memperhitungkan efisiensi disetiap operasi/ pemeriksaan),
• Sebagai alat untuk menentukan tata letak pabrik,
• Sebagai alat untuk melakukan perbaikan cara kerja yang sedang dipakai,
• Sebagai alat untuk latihan kerja,
2.1.2 Prinsip-prinsip pembuatan peta proses operasi
Sebelum dapat menggambarkan peta proses operasi dengan baik, ada beberapa prinsip yang perlu diikuti sebagi berikut:
-5-
• Pertama-tama pada baris paling atas dinyatakan kepala “Peta Proses Operasi” yang diikuti oleh identifikasi lain seperti: nama objek, nama pembuat peta, tanggal dipetakan cara lama atau cara sekarang, nomor peta dan nomor gambar.
• Material yang akan diproses diletakan diatas garis horizontal, yang menunjukan bahwa material tersebut masuk kedalam proses.
• Lambang-lambang ditempatkan dalam arah vertikal, yang menunjukan terjadinya perubahan proses,
• Penomoran terhadap suatu kegiatan operasi diberikan secara beruntutan sesuai dengan urutan operasi proses yang dibutuhkan untuk pembuatan produk tersebut atau sesuai dengan proses yang terjadi.
• Penomoran terhadap suatu kegiatan pemeriksaan diberikan secara tersendiri dan prinsipnya sama dengan penomoran untuk kegiatan operasi.
• Agar diperoleh gambar peta proses operasi yang baik, produk yang biasanya paling banyak memerlukan operasi, harus dipetakan terlebih dahulu, berati dipetakan dengan garis vertikal disebelah kanan halaman kertas.
Terdapat empat hal yang perlu diperhatikan/ dipertimbangkan agar diperoleh suatu proses kerja yang baik melalui analisa peta proses operasi yaitu analisa terhadap bahan-bahan, operasi, pemeriksaan dan terhadap waktu penyelesaian suatu proses. Keempat hal tersebut diatas, dapat diuraikan sebagai berikut:
• Bahan-bahan
Kita harus mempertimbangkan semua alternative dari bahan yang digunakan, proses penyelesaian dan toleransi sedemikian rupa sehingga sesuai dengan fungsi, reliabilitas, pelayanan dan waktunya.
• Operasi
Juga dalam hal ini harus dipertimbangkan mengenai semua alternatif yang mungkin untuk proses pengolahan, pembuatan, pengerjaan dengan mesin atau metode perakitannya, beserta alat-alat dan perlengkapan yang digunakan. Perbaikan yang mungkin bisa dilakukan misalnya dengan menghilangkan, menggabungkan, merubah atau menyederhanakan operasi-operasi yang terjadi.
• Pemeriksaan
Suatu objek dikatakan memenuhi syarat kualitasnya jika setelah dibandingkan dengan standar ternyata lebih baik atau minimal sama. Proses pemeriksaan bisa dilakukan dengan teknik sampling atau satu persatu dari semua objek yang dibuat tentunya cara terakhir tersebut dilaksanakan apabila jumlah produksinya sedikit.
-6-
• Waktu
Kita dapat mempersingkat waktu penyelesaian, dengan cara kita mempertimbangkan semua alternatif mengenai metoda, peralatan dan tentunya penggunaan perlengkapan-perlengkapan khusus.(Tjakraatmadja, Sutalaksana Anggawisastra. 1979)
Terdapat beberapa teknik yang umum digunakan dalam merencanakan aliran. Beberapa diantaranya khusus digunakan dalam tata letak pabrik, beberapa lagi digunakan dalam tahap pemindahan bahan, dan beberapa dipinjam dari bidang ekonomi gerakan dan penyerdehanaan kerja (teknik tata cara kerja). Kebanyakan teknik semula ditujukan untuk tujuan analitis, teknik-teknik tersebut juga berguna untuk perencanaan. Beberapa hal yang umum digunakan adalah (Apple, 1990):
1. Peta (bagan) rakitan 2. Peta proses operasi 3. Peta proses produk-darab 4. Diagram (bagan) tali 5. Peta proses
6. Bagan (diagram) aliran 7. Peta proses aliran 8. Peta dari-ke 9. Peta prosedur
10. Jaringan lintasan kritis
2.2 Produktivitas, Efisiensi dan Efektifitas
Produktivitas sendiri berasal dari bahasa inggris yaitu productivity. Merupakan gabungan 2 kata yaitu product + activity. Ada pun artinya merupakan kegiatan untuk menghasilkan sesuatu (barang atau jasa) yang lebih tinggi atau lebih banyak. Banyak yang membuat definisi mengenai produktivitas. Menurut dewan produktivitas nasional berarti, “Sikap mental yang mempunyai pandangan bahwa hari ini harus lebih baik daripada hari kemarin dan hari esok harus lebih baik dari hari ini”.
Konsep dari Produktivitas merupakan perbandingan dari output terhadap input. Semakin tinggi tingkat produktivitasnya berarti semakin banyak hasil (output) yang ia capai. Adapun unsur dari produktivitas yaitu efisensi, efektivitas dan kualitas.
-7-
Output sendiri dapat berupa hasil dari tujuan yang dicapai. input diperoleh dari resource (sumber daya) yang diperoleh misalnya waktu, bahan baku, manusia, mesin, uang dll.
Berdasarkan rumus tersebut, cara untuk meningkatkan produktivitas yaitu : 1. meningkatkan output
2. menurunkan input
Produktivitas menjadi sebuah patokan dalam perusahaan dan industri. Ada pun manfaat peningkatan produktivitas dalam perusahaan yaitu :
1. Peningkatan keuntungan bagi perusahaan 2. Peningkatan kualitas produk
3. Peningkatan upah dan gaji kepada pegawai.
4. Ada beberapa pendapat orang mengenai produktivitas, diantaranya;
5. menurut J. Ravianto, bahwa: ”Produktivitas adalah suatu konsep yang menunjang adanya keterkaitan hasil kerja dengan sesuatu yang dibutuhkan untuk menghasilkan produk dari tenaga kerja”.)
6. Menurut Muchdarsyah Sinungan, bahwa: ”Produktivitas adalah hubungan antara hasil nyata maupun fisik (barang atau jasa) dengan masuknya yang sebenarnya, misalnya produktivitas ukuran efisien produktif suatu hasil perbandingan antara hasil keluaran dan hasil masukan”.).
7. Mengenai produktivitas Payaman J. Simanjuntak, menjelaskan ”Produktivitas merupakan perbandingan antara hasil yang dicapai (keluaran) dengan keseluruhan sumber daya (masukan) yang terdiri dari beberapa faktor seperti tanah, gedung, mesin, peralatan, dan sumber daya manusia yang merupakan sasaran strategis karena peningkatan produktivitas tergantung pada kemampuan tenaga manusia.”)
8. Beberapa pendapat tersebut dapat disimpulkan bahwa produktivitas adalah suatu perbandingan antara hasil keluaran dengan hasil masukan. keefektifan ini dilihat dari beberapa faktor masukan yang dipakai dibandingkan dengan hasil yang dicapai. Sedangkan produktivitas kerja yaitu jumlah produksi yang dapat dihasilkan dalam waktu tertentu
Menjadi efektifitas mempunyai arti dapat memilih tujuan-tujuan yang tepat dari seperangkat alternatif atau pilihan cara dan menentukan suatu pilihan dari beberapa pilihan lainnya.
Efektifitas bisa juga berarti pengukuran keberhasilan dalam pencapaian tujuan-tujuan
yang ditentukan. Sebagai contoh, jika sebuah tugas dapat selesai dengan pemilihan cara-cara yang sudah ditentukan, maka cara tersebut adalah yang benar atau efektif. Dilain pihak, efisiensi menganggap bahwa tujuan-tujuan yang benar telah ditentukan dan berusaha untuk
-8-
mencari cara-cara yang paling baik untuk mencapai tujuan-tujuan tersebut.Efisiensi hanya dapat dievaluasi dengan penilaian relatif, membandingkan antara masukan (in) dan keluaran (out) yang dapat diterima.
Sebagai contoh, untuk menyelesaikan sebuah tugas , cara A membutuhkan waktu satu jam, sedang cara B membutuhkan waktu dua jam, maka cara A lebih efisien daripada cara B. Dengan lain perkataan tugas tersebut dapat selesai menggunakan cara dengan benar atau efisien.
Efisiensi adalah melakukan tugas dengan benar, sedangkan efektifitas adalah melakukan
tugas yang benar (doing the right things).
Sedangkan yang dimaksud utilisasi adalah perbandingan antara jumlah waktu yang dibutuhkan untuk menyelesaikan pekerjaan, task dan job dibandingkan dengan waktu yang tersedia untuk menyelesaikan pekerjaan tersebut. Nach kalo dirumuskan adalah sebagai berikut :
Utilisasi : (actual worked hours/available hours) x 100% …..(2.2)
Adanya kedua pengertian tersebut maka dapat diturunkan yang namanya produktifitas. Produktifitas adlah perbandingan output per input. Bagaimana hubungan rumus produktifitas dengan efisiensi dan utilisasi.
Belakangan ini semakin berkembang masalah yang berkaitan dengan produktivitas. Pengertian produktivitas itu sendiri dapat dibahas dari berbagai perspektif. Pemahaman mengenai konsep dan definisi produktivitas hingga kini belum mencapai suatu kesepakatan atau mencapai kesatuan pendapat yang sama. Konsep mengenai produktivitas masih dalam taraf mencari bentuk. Beberapa definisi tentang produktivitas dapat disebutkan : Konsep produktivitas, dalam pandangan ilmu ekonomi, biasanya dikaitkan dengan jumlah keluaran dan harga keluaran. Silver, dalam Moeljono (2002:33) menganggap bahwa produktivitas hanyalah sejumlah masukan yang digunakan untuk mencapai sejumlah keluaran. Produktivitas didefinisikan sebagai efisiensi dalam memproduksi keluaran atau rasio keluaran dibanding masukan.
Menurut Kopelman (1986: 4) secara lebih luas mengartikan produktivitas : “Sebagai suatu konsepsi sistem, yang di dalam wujudnya diekspresikan sebagai rasio yang merefleksikan bagaimana sumberdaya-sumberdaya yang ada dimanfaatkan secara efisien untuk menghasilkan keluaran. Konsepsi ini bersifat kontekstual sehingga dapat diterapkan pada berbagai kondisi, baik pada suatu organisasi, industri, maupun pada perekonomian secara nasional”. Konsepsi mengenai produktivitas hendaknya tidak saja mengacu kepada jumlah keluaran, melainkan juga terhadap berbagai faktor yang dapat mempengaruhi proses
-9-
pencapaian produktivitas itu sendiri sehingga antara produktivitas, efisiensi, dan efektivitas merupakan kesatuan yang tidak terpisahkan.
Produktivitas bukan saja hasil akan tetapi juga sumbangan proses yang efektif dan efisien. Produktivitas dibangun di atas sembilan prinsip secara integratif yaitu : niat (motivasi) yang benar, kejujuran, amanah, menepati janji, disiplin, taat aturan, memiliki etos kerja yang tinggi, visioner dan sabar. Manusia yang produktif dalam pandangan Agama adalah manusia yang memiliki niat (motivasi) kerja yang benar, jujur, amanah, menepati janji, disiplin, taat peraturan, memiliki etos kerja yang tinggi, visioner dan sabar.
Kita semua membutuhkan produktivitas. Organisasi pemerintah, organisasi sosial, organisasi politik, organisasi rumah tangga, terlebih organisasi bisnis sangat menginginkan organisasinya dapat berjalan secara produktif menghasilkan barang, jasa, pelayanan bagi semua pihak (stake holder). Oleh sebab itu menjadi tuntutan setiap pemimpin organisasi harus membuat semua faktor produksi atau kekayaan organisasi dikelola secara baik dan benar yang akhirnya didapatkan hasil yang efektif dan efisien atau yang produktif.
Kita semua tentu membutuhkan penggunaan filosofi produktivitas yang sangat mudah kita ucapkan dan kita kembangkan menjadi perilaku keseharian, sehingga kita bisa mengucapkan dan bisa melakukannya. Berarti bukan Jarkono (bisa mengajarkan tapi nggak bisa nglakoni atau bukan NATO (not action talk only). Filosofi mengenai produktivitas mengandung arti keinginan dan usaha setiap manusia untuk selalu meningkatkan mutu kehidupan dan penghidupannya. Kehidupan hari ini harus lebih baik dari hari kemarin, dan kehidupan hari esok tentunya harus lebih baik dari hari ini, adalah juga suatu pandangan yang memberi semangat pada produktivitas. (Supardi, 2010)
2.2.1 Hubungan Efektifitas, Efisiensi dan Produktifitas
Efisiensi selalu berkaitan dengan efektifitas, efisiensi bisa dikatakan dengan “do the thing right” sedangkan efektifitas adalah “do the right thing” (Kopelman, 1986). Efisiensi dan efektifitas memang paket yang jika dipisahkan dalam pembahasan produktifitas akan menjadi hambar artinya. Hal tersebut menunjukan bahwa kita mengatakan suatu hal itu efektif atau efisien juga tergantung situasi, kondisi dan tujuan.
2.3 Pemotongan Bahan
Sesuai dengan skripsinya tentang model matematika terhadap pemotongan bahan, Khusnul Novianingsih (2006) menuliskan tentang perluasan model cutting stock dua dimensi menjabarkan bahwa permasalahan pemotongan bahan adalah permasalahan geometri yang banyak ditemui pada dunia bisnis maupun bidang keilmuan. Permasalahan pemotongan bahan
-10-
ini banyak mengarah pada implementasi Linear Programming, Integer Programming dan Algoritma Genetika. Padahal, pemodelan pemotongan bahan membutuhkan banyak variable seiring banyaknya jenis produk perusahaan. Selain itu, perusahaan pun membutuhkan informasi jenis produk apa saja yang paling menguntungkan untuk diproduksi, berapa jumlahnya, dan bagaimana pola pemotongannya.
Kompleksitas pemodelan pemotongan bahan inilah yang membuat algoritma-algoritma sebelumnya sukar untuk diimplementasikan di dunia nyata. Dynamic Programming (DP) adalah algoritma optimasi yang mencari solusi optimal keseluruhan permasalahan dengan mencari solusi optimal sub permasalahannya. DP akan diimplementasikan untuk menyelesaikan permasalahan pemotongan bahan.
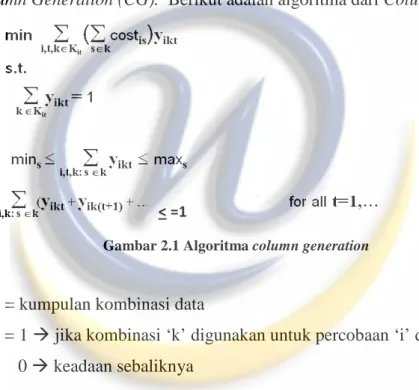
Kompleksitas jumlah variabel dalam model pemotongan bahan diselesaikan dengan algoritma Column Generation (CG). Berikut adalah algoritma dari Column Generation :
Gambar 2.1 Algoritma column generation keterangan :
Kit = kumpulan kombinasi data
Yikt = 1 jika kombinasi ‘k’ digunakan untuk percobaan ‘i’ dalam periode ‘t’
0 keadaan sebaliknya
S = constraint untuk setiap pemasangan pola
Matlab adalah piranti lunak yang cocok bagi pengimplementasian algoritma optimasi. Data-data uji coba disimpan dalam format Microsoft Excel. Penyelesaian permasalahan RK tanpa ada batasan tahap (stage) pada pola pemotongan Guillotine memberi hasil yang lebih baik dibanding jika batasan tersebut ditambahkan. Hasil penyelesaian permasalahan RK pun menjadi lebih baik jika permasalahan tersebut memperbolehkan adanya rotasi orthogonal produk-produknya dalam area bahan.
Penyelesaian permasalahan pemotongan bahan memberi hasil yang jauh baik jika murni dikerjakan dengan konsep Column Generation dibanding dengan konsep Column Generation dengan tambahan penggunaan piranti lunak pemecah permasalahan RK sebagai pembentuk pola barunya. Dengan cara penyelesaian permasalahan pemotongan bahan yang
-11-
dimodifikasi ini, semua permintaan dapat terpenuhi meski ada tambahan produksi produk tertentu dengan rata-rata selisih kelebihan 0,46% akibat konsistensinya menjaga minimalisasi bahan.
2.4 Integer Programming
Integer Programming adalah program linear (Linear Programming) di mana variabel variabelnya bertipe integer (Wahyujati, A ). Integer Programming digunakan untuk memodelkan permasalahan yang variable variabelnya tidak mungkin berupa bilangan yang tidak bulat (bilangan real), seperti variabel yang merepresentasikan jumlah orang, karena jumlah orang pasti bulat dan tidak mungkin berupa pecahan. Integer Programming juga biasanya lebih dipilih untuk memodelkan suatu permasalahan karena program linear dengan variabel berupa bilangan real kurang baik dalam memodelkan permasalahan yang menuntut solusi berupa bilangan integer, misalnya keuntungan produksi 3 pesawat dibandingkan dengan keuntungan produksi 3.5 pesawat akan menghasilkan selisih keuntungan yang signifikan.
Model matematis dari pemrograman bulat sebenarnya sama dengan model linear programming, dengan tambahan batasan bahwa variabelnya harus bilangan bulat.
Terdapat 3 macam permasalahan dalam pemrograman bulat, yaitu:
1. Pemrograman bulat murni, yaitu kasus dimana semua variabel keputusan harus berupa bilangan bulat.
2. Pemrograman bulat campuran, yaitu kasus dimana beberapa, tapi tidak semua, variabel keputusan harus berupa bilangan bulat
3. Pemrograman bulat biner, kasus dengan permasalahan khusus dimana semua variabel keputusan harus bernilai 0 dan 1
Banyak aplikasi kegunaan dari integer programming, misalnya dalam penghitungan produksi sebuah perusahaan manufaktur, dimana hasil dari perhitungannya haruslah bilangan bulat, karena perusahaan tidak dapat memproduksi produknya dalam bentuk setengah jadi. Misal perusahaan perkitan mobil tidak bisa merakit 5,3 mobil A dan 2,5 mobil B perhari, tetapi haruslah bilangan bulat, dengan metode pembulatan, bisa kita hasilkan misalnya 5 mobil A dan 2 mobil B per hari, tetapi apakah metode pembulatan ini efisien?
Model pemrograman bulat dapat juga digunakan untuk memecahkan masalah dengan jawaban ya atau tidak, dibatasi menjadi dua, misal 1 dan 0, menjadi:
-12-
Metode grafik hanya bisa digunakan untuk menyelesaikan permasalahan dimana hanya terdapat dua variabel keputusan. Untuk menyelesaikan permasalahan tersebut, langkah pertama yang harus dilakukan adalah memformulasikan permasalahan yang ada ke dalam bentuk Linear Programming (LP). Langkah-langkah dalam formulasi permasalahan adalah :
1. pahamilah secara menyeluruh permasalahan manajerial yang dihadapi 2. identifikasikan tujuan dan kendalanya
3. definisikan variabel keputusannya
4. gunakan variabel keputusan untuk merumuskan fungsi tujuan dan fungsi kendala secara matematis.
Perhatikan bahwa batasan integer ini menyebabkan keuntungan lebih rendah daripada solusi optimal dari linear programming. Hasil dari integer programming tidak akan pernah melebihi nilai keuntungan optimal dari solusi LP.
2.5 Multicriteria Linear Programming Methods for Solving
Untuk memecahkan model penentuan rencana pemotongan kain yang optimal, kita dapat menerapkan sejumlah metode masalah multikriteria (Peric dan Babic, 2009). Pemilihan metode yang sesuai itu sendiri adalah masalah multikriteria. Multicriteria programming adalah proses kompleks yang didominasi non determine solusi dari himpunan solusi yang mungkin dan menentukan solusi yang lebih disukai dari seperangkat solusi non-determine. Tahap dasar pemrograman multikriteria adalah sebagai berikut :
1. Mendifinisikan tujuan sistem dan menentukan cara untuk mencapainya
2. Deskripsikan fungsi matematika dan mendefinisikan cara untuk mengevaluasi fungsi kriteria tersebut
3. Penerapan metode multicriteria programming yang ada 4. Keputusan akhir
5. Keputusan akhir tidak diterima, informasi baru diatur dan prosedur diulang dari tahap kedua dan seterusnya dengan definisi tugas berulang.
Berikut ini merupakan metode-metode yang bisa digunakan untuk penyelesaian masalah multicriteria linear programming, antara lain :
1. Weight Coefficients Method
Dalam semua metode fungsi utilitas, model multicriteria programming terlihat seperti ini :
-13-
dimana adalah fungsi utilitas multikriteria. Akibatnya, funhgsi memerlukan utilitas metode untuk diketahui sebelum memecahkan model multicriteria
programming. digunakan dari sudut pandang nyata, dari pembuat keputusan
yang harus memiliki beberapa utilitas mengacu pada fungsi kriteria. Fungsi utilitas harus memiliki beberapa utilitas mengacu pada fungsi kriteria, fungsi utilitas harus mencerminkan preferensi pengambilan keputusan. Namun demikian, untuk menentukan merupakan salah satu kegiatan sulit bahkan dalam masalah sederhana.
Manfaat metode fungsi utilitas adalah kenyataan bahwa jika adalah nilai akurat dari pembuat keputusan, maka akan mendapatkan solusi terbaik. Solusi tersebut akan menjadi titik dimana kurva indifferent menyentuh seperangkat solusi non dominasi. Solusi ini akan memiliki utilitas tertinggi untun pembuat keputusan dan juga akan menjadi non dominasi. Kesulitan yang signifikan dalam penggunaan metode ini dalam menuntut dari pembuat keputusan untuk jelas mengekspresikan preferensi dalam kesenjangan informasi.
Fungsi utilitas dapat memiliki beberapa bentuk. Karakteristik umum mereka mengasumsikan bahwa pembuat keputusan adalah fungsi utilitas terpisah mengenai fungsi kriteria (Fishburn, 1974). Asumsi dari metode fungus utilitas yang berbasis yaitu
1. Jika f1 = [f11, f21, L, fk1], dan f2 = [f12, f22, L, fk2] adalah dua vector dari f, kemudian
f1 adalah lebih baik dari f2, jika U(f1) > U(f2)
2. U(f) = U1(f1) + U2(f2) + L + Uk(fk), dimana Uj adalah fungsi utilitas untuk fj, j = 1,
L, k.
Untuk ringkasan metode fungsi utilitas, model MP diberikan sebagai berikut :
∑ , s.t. gi(x) ≤ 0, I = 1, L, m ….. (2.4)
Bentuk yang paling sering digunakan dari model dalam masalah MP adalah penggunaan bobot wj untuk menyajikan pentingnya setiap fungsi kriteria. Model
tersebut diberikan dalam bentuk berikut :
∑ , s.t. gi(x) ≤ 0, I = 1, L, m ….. (2.5)
Untuk menentukan bobot wj terdapat dua prosedur yang dikembangkan :
1. Untuk fungsi kriteria dari masalah MP kami lampirkan matriks persegi berdimensi k x k, yang menunjukkan hubungan antara komponen fungsi kriteria sebagai berikut :
-14-
1 jika fi(x) mempunyai kepentingan yang sama dengan fj(x),
bij= 2 jika fi(x) lebih penting daripada fj(x),
4 jika fi(x) jauh lebih penting daripada fj(x),
0 jika terdapat kasus lain. Dengan cara ini tabel berikut dibentuk :
Tabel 2.1 Kooefisien hubungan antara fungsi kriteria
f1 f2 L fk ∑ bij
f1 1 b12 L b1k d1
f2 b21 1 L b2k d2
M M M M M M
fk bk1 bk2 L 1 dk
Weight coefficient (wj) ditentukan oleh rumus berikut : ∑
! ….. (2.6)
Ini cara untuk menentukan weight coefficient yang diterapkan dalam kasus-kasus ketika dilakukan perbandingan untuk semua fungsi kriteria.
2. Penggunaan tabel solusi optimal (payoff)
Tabel 2.2 Nilai Optimal dan Marginal dari Fungsi Kriteria
f1 f2 L fk x*1 f*1 f21 L fk1 x*2 f12 f*2 L f*2 M M M M M x*k f1k f2k L f*k weight coeff. w1 w2 L wk
Elemen dari tabel diatas adalah nilai-nilai yang memberikan solusi tunggal yang optimal untuk fungsi kriteria, sedangkan elemen-elemen pada diagonal utama adalah nilai-nilai optimal dari fungsi kriteria.
2. Satisfactory Goals Method
Dengan penerapan metode Satisfactory Goals diselesaikan dalam model berikut ini :
"#$ %&' ( , ). *. +# ( , # , & , ", %, ( &-,, , , &, .; , 0 &' ….(2.7) Dimana f23 x adalah fungsi criteria yang pembuat keputusan adalah least satisfied, dan L76, j 1, L, k; j 0 LS adalah nilai dari fungsi kriteria yang tetap ditentukan oleh seorang analis dalam langkah q L76 = f6> .
-15-
3. Goal Programming Method
Metode goal programming telah banyak diterapkan dalam penelitian-penelitian terdahulu sebagai solusi pemecahan masalah dalam pengambilan maslaah multi sasaran. Widandi Soetopo (1992), dalam jurnal “Penerapan Metode Goal Proramming dalam Menyelesaikan Model Perencanaan pada Operasi Waduk”, menggunakan metode goal programming dalam mengoperaikan waduk untuk mengetahui titik-titik kebutuhan sebaik mungkin. hasilnya adalah pola operasi waduk dalam bentuk lepasan air bulanan waduk dan volume awal waduk. Dari penelitian tersebut didapat bahwa kemampuan goal programming untuk memberikan level prioritas yang berbeda pada titik kebutuhan merupakan cirri tersendiri yang bisa dimanfaatkan.
Charles D & Timothy Simpson (2002) dalam paper “Goal Programming Applications in Multidisciplinary Design Optimization”, mendapatkan bahwa goal programming sangat cocok digunakan untuk masalah-masalah multi tujuan karena melalui variable deviasinya, goal programming secara optimasi menangkap informasi tentang pencapaian relative dri tujuan-tujuan yang ada. Oleh karena itu, solusi optimal yang diberikan dapat dibatasi pada solusi feasible yang menggabungkan ukuran-ukuran performasi yang diinginkan.
Metode goal programming juga efektif bila digunakan untuk menentukan kombinasi produk yang optimal dan sekaligus mencapai sasaran-sasaran yang diinginkan perusahaan. Goal programming merupakan metode yang tepat digunakan dalam pengambilan keputusan untuk mencapai tujuan-tujuan yang bertentangan di dalam batasan-batasan yang komplek dalam perencanaan produksi. Metode goal programming juga membantu kita untuk memperoleh jawaban optimal yang paling mendekati sasaran-sasaran yang kita inginkan.
2.6 Waktu Baku
Pengukuran waktu kerja merupakan usaha untuk menentukan lama kerja yang dibutuhkan seorang operator dalam menyelesaikan suatu pekerjaan yang spesifik pada tingkat kecepatan kerja yang normal dalam lingkungan kerja yang terbaik pada saat itu. Pengukuran waktu ditujukan untuk mendapatkan waktu baku penyelesaian pekerjaan, yaitu waktu yang dibutuhkan secara wajar, normal, dan terbaik. Jenis-jenis pengukuran waktu :
1. Secara Langsung
a. Pengukuran jam henti (stopwatch time study) b. Sampling kerja (work sampling)
-16- 2. Secara Tidak Langsung
a. Data waktu baku (standard data)
b. Data waktu gerakan (predetermined time system)
Terdapat kelebihan dan kekurangan dalam pengukuran kerja secara langsung maupun secara tidak langsung.
1. Secara Langsung a. Kelebihan :
- Praktis (mencatat waktu saja tanpa harus menguraikan pekerjaan ke dalam elemen-elemen pekerjaannya)
b. Kekurangan :
- Dibutuhkan waktu lebih lama untuk memperoleh data waktu yang banyak tujuannya (hasil pengukuran yang teliti dan akurat)
- Biaya lebih mahal karena harus pergi ke tempat dimana pekerjaan pengukuran kerja berlangsung
2. Secara Tidak Langsung a. Kelebihan
- Waktu relatif singkat (hanya mencatat elemen-elemen gerakan pekerjaan satu kali saja)
- Biaya lebih murah
b. Kekurangan
- Belum ada data waktu gerakan berupa tabel-tabel waktu gerakan yang menyeluruh dan rinci
- Dibutuhkan ketelitian yang tinggi untuk seorang pengamat pekerjaan karena akan berpengaruh terhadap hasil perhitungan
- Data waktu gerakan harus disesuaikan dengan kondisi pekerjaan (missal : elemen pekerjaan kantor tidak sama dengan elemen pekerjaan pabrik)
Langkah-langkah sebelum dilakukan pengukuran yaitu, : 1. Menetapkan tujuan pengukuran
2. Melakukan penelitian pendahuluan 3. Memilih operator
-17-
5. Menguraikan pekerjaan atas elemen-elemen pekerjaan 6. Menyiapkan alat-alat pengukuran
7. Melakukan pengukuran waktu baku
Perhitungan waktu baku
Jika pengukuran-pengukuran telah selesai, langkah selanjutnya adalah mengolah data tersebut sehingga memberikan waktu baku. Cara untuk mendapatkan waktu baku dari data yang terkumpul itu adalah sebagai berikut :
1. Hitung waktu siklus, yaitu waktu penyelesaian rata-rata selama pengukuran
? ∑@ ….. (2.8)
dimana xi dan N menunjukkan arti yang sama dengan yang telah dibahas sebelumnya.
2. Hitung waktu normal dengan :
?A ? B ….. (2.9)
dimana p adalah faktor penyesuaian. Faktor ini diperhitungkan jika pengukur berpendapat bahwa operator bekerja dengan kecepatan tidak wajar sehingga hasil perhitungan waktu perlu disesuaikan atau dinormalkan dulu. Tujuannya adalah untuk mendapatkan waktu penyesuaian, p, sama dengan 1. Jika bekerjanya terlalu lambat maka untuk menormalkannya pengukur harus member harga p < 1, dan sebaliknya p > 1, jika dianggap bekerja cepat.
Terdapat 2 cara untuk menentukan faktor penyesuaian (Sutalaksana, 2006), antara lain:
a. Metode Shumard
Metode shumard memberikan patokan-patokan penilaian melalui kelas-kelas kinerja kerja dengan setiap kelas mempunyai nilai sendiri-sendiri. Disini, pengukur diberi patokan untuk menilai performansi kerja operator menurut kelas-kelas superfast, fast +, fast, fast -, excellent, dan seterusnya.
Tabel 2.3 Penyesuaian Menurut Cara Shumard (Cara Kerja Operator)
Kelas Penyesuaian Superlast 100 Fast + 95 Fast 90 Fast - 85 Excellent 80 Good + 75 Good - 70
-18-
Tabel 2.4 Penyesuaian Menurut Cara Shumard (Kinerja Operator)
b. Metode Westinghouse
Metode westinghouse mengarahkan penilaian pada 4 faktor yang dianggap menentukan kewajaran atau ketidakwajaran dalam bekerja, yaitu keterampilan, usaha, kondisi kerja, dan konsistensi. Setiap faktor terbagi dalam kelas-kelas dengan nilainya masing-masing. Keterampilan atau skill didefinisikan sebagai kemampuan mengikuti cara kerja yang ditetapkan. Latihan dapat meningkatkan keterampilan, tetapi hanya sampai ke tingkat tertentu saja, tingkat yang merupakan kemampuan maksimal yang dapat diberikan pekerja yang bersangkutan. Usaha atau effort membagi kelas-kelas dengan cirri-ciri tersendiri. Usaha yang dimaksud disini adalah kesungguhan yang ditunjukkan atau diberikan operator ketika melakukan pekerjaannya. Kondisi kerja atau condition adalah kondisi fisik lingkungannya seperti keadaan pencahayaan, suhu, dan kebisingan ruangan. Konsistensi atau consistency perlu diperhatikan karena pada setiap pengukuran waktu angka-angka yang dicatat tidak pernah semuanya sama, waktu penyelesaian yang ditunjukkan pekerja selalu berubah-ubah dari satu siklus ke siklus lainnya. Kelas Penyesuaian Good - 65 Normal 60 Fair + 55 Fair 50 Fair - 45 Poor 40
-19-
Tabel 2.5 Penyesuaian Menurut Westinghouse
3. Hitung waktu baku
Ahirnya setelah perhitungan di atas selesai, waktu baku bagi penyelesaian pekerjaan kita dapatkan dengan
?C ?A D E …..(2.10)
dimana l adalah kelongggaran atau allowance yang diberikan kepada pekerja untuk menyelesaikan pekerjaannya di samping waktu normal. Kelonggaran ini diberikan untuk tiga hal, yaitu kebutuhan pribadi, menghilangkan rasa fatique, dan gangguan-gangguan yang mungkin terjadi yang tidak dapat dihindarkan oleh pekerja. Umumnya kelonggaran dinyatakan dalam persen dari waktu normal.
Kelonggaran diberikan untuk tiga hal, yaitu untuk kebutuhan pribadi, menghilangkan rasa fatique, dan hambatan-hambatan yang tidak dapat dihindarkan. Ketiganya ini merupakan hal-hal yang secara nyata dibutuhkan oleh pekerja, dan yang selama pengukuran tidak diamati, diukur, dicatat, ataupun dihitung. Oleh karena itu, sesuai pengukuran dan setelah mendapatkan waktu normal, kelonggaran perlu ditambahkan.
Faktor Kelas Lambang Penyesuaian
A1 + 0,15 A2 + 0,13 B1 + 0,11 B2 + 0,08 C1 + 0,06 C2 + 0,03 Average D 0,00 E1 - 0,05 E2 - 0,10 F1 - 0,16 F2 - 0,22 A1 + 0,13 A2 + 0,12 B1 + 0,10 B2 + 0,08 C1 + 0,05 C2 + 0,02 Average D 0,00 E1 - 0,04 E2 - 0,08 F1 - 0,12 F2 - 0,17 Ideal A + 0,06 Excellent B + 0,04 Good C + 0,02 Average D 0,00 Fair E - 0,03 Poor F - 0,07 Perfect A + 0,04 Excellent B + 0,03 Good C + 0,01 Average D 0,00 Fair E - 0,02 Poor F - 0,04 Excellent Good Fair Poor Keterampilan Usaha Kondisi Kerja Konsistensi Superskill Excellent Good Fair Poor Excessive
-20-
Gambar 2.2 Besarnya Kelonggaran Berdasarkan Faktor-faktor yang Berpengaruh
-21-
2.7 Optimasi Pemotongan Bahan Kaos Polo dengan Menggunakan Integer Programming
Penyusunan pola yang dilakukan oleh PT Multi Garmen Jaya, khusus nya di line cutting ternyata masih terlalu banyak sisa bahan yang dihasilkan oleh perusahaan (Tuwatanassy, 2011). Sisa bahan yang dihasilkan dengan cara penyusunan pola yang dilakukan sebesar 31% atau seluas 662 m2 dari total luas kain yang digunakan adalah 2160 m2.
Pengoptimalan penyusunan pola untuk meminimasi sisa bahan dapat menggunakan metode integer programming, dimana sebelum menentukan model dalam memenuhi fungsi tujuan nya diperlukan beberapa simulasi varian penyusunan pola untuk manjadi input variable dalam menghitung fungsi tujuan.
Perbandingan sisa bahan dari penyusunan pola yang dilakukan oleh PT Multi Garmen Jaya (existing) dengan hasil pengolahan data dengan menggunakan metode integer programming ternyata cukup signifikan, dimana sisa bahan dari penyusunan pola yang di lakukan oleh line cutting sebesar 31% sedangkan sisa bahan yang dihasilkan oleh pengolahan data dengan menggunkan metode integer programming hanya sebesar 9%.