MODEL PENJADWALAN PRODUKSI
DI PT. GASANDRY, BOGOR
Oleh MITHA PRAWITHA F340608262010
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
Mitha Prawitha. F34060826. Model Penjadwalan Produksi Di PT. Gasandry,
Bogor. Di bawah bimbingan Machfud. 2010.
RINGKASAN
Penjadwalan produksi merupakan suatu unsur yang penting dalam perencanaan produksi pada suatu industri. Dalam hierarki pengambilan keputusan, penjadwalan merupakan langkah terakhir sebelum dimulainya proses produksi. Banyak perusahaan mengalami permasalahan tidak dapat merealisasikan pengiriman barang tepat pada waktunya, banyak pekerjaan terlambat, overtime, dan jumlah stasiun kerja yang menganggur. Hal ini akan menyebabkan terjadinya pemborosan aktivitas maupun biaya produksi.
PT.Gasandry (GS) Bogor merupakan perusahaan yang bergerak dalam industri minuman kemasan yaitu industri kopi. Banyaknya waktu menganggur
(idle time) yang terdapat pada lantai produksi PT. Gasandry menjadi salah satu
masalah penjadwalan produksi. Untuk mencapai utilitas dan efektifitas produksi, maka diperlukan adanya pengaturan mekanisme terhadap rangkaian aktifitas. Aktifitas-aktifitas tersebut terdiri dari aktifitas transformasi bahan baku dengan urutan tertentu, penggunaan fasilitas mesin, peralatan dan tenaga kerja.
Penelitian ini bertujuan untuk mengidentifikasi faktor-faktor yang terkait dengan penjadwalan di perusahaan dan mendapatkan model penjadwalan produksi yang sesuai dengan kondisi dan karakteristik perusahaan. Metode yang digunakan dalam penelitian ini adalah metode heuristik yang merupakan pengembangan dari proses aritmatika dan matematika logika. Penggunaan metode ini di anggap mampu untuk mengefektifkan penjadwalan produksi di PT Gasandry.
PT.Gasandry memproduksi 6 jenis produk yaitu kopi jahe susu, kopi susu, kopi moka, kopi instan, kopi gula dan gula jahe. Terdapat 3 jenis proses produksi kopi kemasan di PT.Gasandry yaitu melalui tahapan penggilingan, tidak melalui tahapan penggilingan dan proses produksi yang hanya melalui proses pengemasan.
Hasil dari penelitian berupa model penjadwalan produksi yang dapat meminimalkan waktu menganggur (idle time). Model yang dikembangkan dalam proses penjadwalan produksi di PT.Gasandry bernama GSPS 1.0 (Gasandry
Production Schedule ). GSPS 1.0 merupakan suatu model yang membantu dalam
melakukan penjadwalan produksi secara lebih mudah. Program GSPS 1.0 terdiri dari beberapa model yaitu model master produk, model master material, model master hari kerja, model kebutuhan produksi, model produk masuk dan keluar gudang, model material masuk, model pesan material serta model penjadwalan. Pembuatan sistem penjadwalan diimplementasikan dalam bentuk program komputer Borland Delphi 7.0 sebagai perangkat lunak untuk user interface dan Ms. Access 2007 yang digunakan sebagai basis data.
Dari hasil penjadwalan yang dibuat, pada kondisi tingkat permintaan rata-rata per bulan 22.935 dus maka jumlah penggunaan tenaga kerja adalah maksimal 18 orang/hari. Penjadwalan produksi di PT.Gasandry dipengaruhi oleh variasi jenis produk yang diproduksi, jumlah permintaan setiap produk, waktu produksi,
pengemasan merupakan faktor kritis dalam penyusunan penjadwalan produksi di PT.Gasandry.
Dari hasil penjadwalan yang telah dilakukan diperoleh hasil bahwa secara keseluruhan nilai utilitas sumberdaya mengalami perubahan nilai. Nilai utilitas awal sebelum dilakukan penjadwalan untuk mesin penggilingan, pencampuran, dan pengemasan dari bulan Januari sampai Maret 2010 adalah 14 %, 8 % ,dan 8 % untuk mesin penggilingan, 20,27% , 34,86 %, dan 52,82 % untuk mesin pencampuran, dan 14,33 %, 24,10 %, dan 35,58 % untuk mesin pengemasan. Hasil utilitas setelah penjadwalan untuk mesin penggilingan, pencampuran, dan pengemasan adalah 1,70 %, 5,10 %, 7,50 % untuk mesin penggilingan, 5,60 %, 9,38 %, 12,63% untuk mesin pencampuran, dan 11,33 %, 20,11 %, 28,55 % untuk mesin pengemasan. Waktu penggunaan mesin setelah dilakukan penjadwalan yang lebih kecil menyebabkan nilai utilitas mesin hasil penjadwalan juga lebih kecil. Waktu penggunaan mesin penggilingan adalah 16 menit/hari dengan kapasitas mesin yang digunakan 360 kg/hari. Waktu penggunaan mesin pencampuran adalah 15 menit/hari dengan kapasitas mesin yang digunakan 2880 kg/hari. Sedangkan kapasitas mesin pengemasan yang digunakan untuk kopi jahe susu adalah 1440 kg/hari dan untuk produk yang lainnya adalah 720 kg/hari.
Mitha Prawitha. F34060826. Model of Production Scheduling At PT. Gasandry,
Bogor. Supervised by Machfud. 2010.
SUMMARY
Production scheduling is an important element in industry planning production. In the hierarchy of decision making, scheduling is the last step before the commencement of production. Many companies have problems to deliver goods on time, late of work, overtime, and the number of idle workstations. All these will lead to wasteful activities and the high production cost.
PT.Gasandry (GS) Bogor is a beverage packaging coffee company. Number of idle time is becoming one of the production scheduling problems. There should be mechanisms of activities to achieve an efficiency and effectiveness of production. Those activities consist of the transformation of raw materials with a particular sequence, use of machinery facilities, equipment and labor.
This research is aimed to identify factors associated with the company scheduling and find the best production alternative scheduling model, which is appropriate with the conditions and characteristics of the company. This research is using heuristic method which is developed from the process of arithmetic and mathematical logic. This method is considered as a good method to streamline the production scheduling in PT Gasandry.
PT.Gasandry is producing six products, such as ginger coffee milk, coffee milk, coffee mocha, instant coffee, original coffee and sugar ginger. There are three types in the coffee production process. They are milling process, without milling process and packaging process only.
The result of this research is production scheduling model that can minimize the idle time. The model was called GSPS 1.0 (Gasandry Production Schedule) which had several models, consisted of product master model, a master model material, model master working days, production needs model, product model in and out of warehouses, enter the material model, material model and message scheduling model. GSPS 1.0 will help the production scheduling easier. For implementation purposes, GSPS 1.0 is an integrated system of a computer program Borland Delphi 7.0 as the software for user interfaces and Ms. Access 2007 as base data.
From the result of scheduling that has been made, PT Gasandry will be able to optimize the working time of workers by reducing the number of workers to a maximum of 18 person / days of the initial 30 man / days in average of demand is 22.935 dozen/month. Production scheduling in PT.Gasandry is influenced by product varian, products demand, product tolerance store, production time, and capacity of packaging machinery. Critical factor in the preparation of production scheduling in PT.Gasandry is the capacity of packaging machinery.
The result of scheduling that has been done shows that the overall efficiency value has been changed. Initial efficiency value prior to milling machine scheduling, blending, and packaging from January to March 2010 was 14 %, 8 % , and 8 % for milling machines, 20,27% , 34,86 %, and 52,82 % for mixing machine, and 14,33 %,
machines, 5.60%, 9.38%, 12.63% for the mixing machine, and 11.33%, 20.11%, 28.55%. Time of using machine after scheduling is smaller then before, it causes utility value after scheduling is small too. The milling machine use 16 minute/days with used capacity is 360 kg/days. The mixing machine use 15 minute/days with used capacity is 2880 kg/days. While packaging machine capacity that used for milk ginger coffee is 1440 kg/days and for the other products are 720 kg/days.
MODEL PENJADWALAN PRODUKSI
DI PT.GASANDRY, BOGOR
SKRIPSI
Sebagai salah satu syarat untuk memperoleh gelar
SARJANA TEKNOLOGI PERTANIAN
pada Departemen Teknologi Industri Pertanian Fakultas Teknologi Pertanian
Institut Pertanian Bogor
Oleh
MITHA PRAWITHA F34060826
2010
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
Judul Skripsi : MODEL PENJADWALAN PRODUKSI DI PT.GASANDRY, BOGOR
Nama : MITHA PRAWITHA NRP : F34060826 Menyetujui, Dosen Pembimbing Dr.Ir.Machfud, MS NIP 19510321 197803 1 003 Mengetahui, Ketua Departemen
Prof.Dr.Ir.Nastiti Siswi Indrasti NIP 19621009 198903 2 001
Tanggal Lulus : 10 Agustus 2010
SURAT PERNYATAAN
Saya yang bertandatangan di bawah ini menyatakan Skripsi dengan judul “MODEL
PENJADWALAN PRODUKSI DI PT.GASANDRY, BOGOR” merupakan karya
tulis saya pribadi dengan arahan Dosen Pembimbing Akademik, kecuali yang dengan jelas disebutkan rujukannya.
Demikian pernyataan ini saya buat dengan sebenarnya-benarnya tanpa tekanan dari siapapun.
Bogor, Agustus 2010
Yang Membuat Pernyataan,
Mitha Prawitha NRP. F34060826
RIWAYAT HIDUP
Penulis dilahirkan di Bandar Lampung pada tanggal 23 Maret 1988 dengan nama lengkap Mitha Prawitha. Penulis merupakan anak pertama dari tiga bersaudara dari Pasangan Endang Asikin dan T.Nurlela . Penulis mengawali pendidikannya pada tahun 1993 di TK Sari Teladan. Kemudian penulis melanjutkan ke sekolah dasar di SDN I Beringin Raya dari 1994 sampai tahun 2000. Selanjutnya meneruskan ke pendidikan lanjutan tingkat pertama dari tahun 2000 sampai tahun 2003 di SLTPN 4 Bandar Lampung. Setelah itu, penulis melanjutkan pendidikan menengah atas di SMAN 2 Bandar Lampung dan lulus pada tahun 2006.
Pada tahun 2006 penulis diterima sebagai mahasiswa Institut Pertanian Bogor (IPB) melalui jalur Undangan Seleksi Masuk IPB (USMI) dan terdaftar sebagai mahasiswa Departemen Teknologi Industri Pertanian, Fakultas Teknologi Pertanian (FATETA). Pada tahun 2007-2008, penulis aktif dalam Himpunan Mahasiswa Teknologi Industri (HIMALOGIN) sebagai staf Departemen Pengembangan Sumber Daya Manusia. Pada tahun 2008 penulis pernah menjadi asisten praktikum mata kuliah Analisis Bahan dan Produk Agroindustri. Selanjutnya pada tahun 2009 penulis melakukan praktek lapang dengan judul "Mempelajari Aspek Perencanaan Produksi dan Pengendalian Persediaan Bahan Baku Di PT.Dharma Medipro, Serang”. Pada tahun 2010, penulis menjadi asisten praktikum mata kuliah Peralatan Industri Pertanian dan kemudian pada tahun yang sama, penulis menyelesaikan tugas akhir dengan judul “Model Penjadwalan Produksi Di PT.Gasandry, Bogor”.
KATA PENGANTAR
Puji syukur penulis panjatkan kehadirat Allah SWT, karena atas limpahan rahmat dan nikmat-Nya penulis akhirnya mampu menyelesaikan penulisan skripsi yang berjudul “Model Penjadwalan Produksi di PT Gasandry, Bogor”. Pada kesempatan ini penulis ingin menyampaikan ucapan terima kasih dan penghargaan yang sebesar-besarnya kepada :
1. Dr. Ir. Machfud, MS selaku dosen pembimbing akademik, yang banyak memberikan bimbingan berupa arahan dan saran dalam penyusunan skripsi. 2. Dr. Ir. Erliza Noor dan Dr. Ir. Yandra Arkeman, M.Eng selaku dosen penguji
yang bersedia memberikan berbagai masukan yang sangat bermanfaat bagi perbaikan skripsi ini.
3. Bapak Rivan selaku Production Manager PT Gasandry yang telah memberikan kesempatan kepada penulis untuk melaksanakan penelitian.
4. Seluruh staf dan karyawan PT Gasandry yang tidak dapat disebutkan satu persatu atas segala bantuan dan keramahannya.
5. Ayahanda Endang Asikin, Ibunda T.Nurlela, Adinda Rurry dan Syfana atas kasih sayang serta dukungan yang tidak terhingga untuk penulis.
6. Dosen-dosen Teknologi Industri Pertanian yang sudah memberikan pembekalan ilmu kepada penulis.
7. Pak Agus yang telah memberikan bantuan dalam pembuat program.
8. Muhammad Ainur Rofik dan Widya rekan satu bimbingan, atas kerjasama dan bantuannya selama ini.
9. Pak Mul, Bu Nina, Bu Yuli dan seluruh staff UPT dan Departemen TIN atas bantuan yang tidak terhingga kepada penulis.
10. Teman-teman TIN 43 dan TIN 42 atas semangat, kebersamaan, dan keceriaan yang telah diberikan selama ini.
11. Pihak-pihak yang turut membantu terlaksanannya penyusunan skripsi yang tidak dapat disebutkan satu persatu.
Penulis menyadari bahwa bahasan mengenai penjadwalan produksi memiliki ruang lingkup yang amat luas, dan bahwa skripsi ini hanya mencakup sebagian kecil dari bahasan tersebut. Walaupun demikian, penulis berharap adanya skripsi ini dapat menjadi inspirasi bagi diadakannya penelitian lainnya, dan memberi manfaat bagi pembacanya.
Bogor, Agustus 2010
DAFTAR ISI
Halaman
KATA PENGANTAR ... i
DAFTAR ISI ... iii
DAFTAR GAMBAR ... v
DAFTAR TABEL ... vii
DAFTAR LAMPIRAN ... viii
I. PENDAHULUAN ... 1
A. Latar Belakang ... 1
B. Tujuan Penelitian ... 2
C. Ruang Lingkup ... 2
D. Manfaat dan Keluaran ... 2
II. TINJAUAN PUSTAKA ... 4
A. Penjadwalan Produksi ... 4
B. Model ... 6
C. Teknik Heuristik ... 7
III. METODOLOGI PENELITIAN ... 9
A. Kerangka Pemikiran ... 9
B. Pendekatan Berencana ... 9
C. Tata Laksana ... 11
D. Metode Pemecahan Masalah ... 13
IV. PEMODELAN SISTEM ... 16
C. Rancangan Model ... 17
a. Kerangka Model ... 18
b. Struktur Basis Data ... 26
c. Sistem Manajemen Dialog ... 29
V. HASIL DAN PEMBAHASAN ... 30
A. Kondisi Perusahaan ... 30
B. Penyusunan Penjadwalan Produksi ... 37
C. Konfigurasi Model ... 40
D. Aliran Penjadwalan GSPS 1.0 ... 52
E. Verfikasi Penjadwalan Produksi ... 53
F. Utilisasi Sumber Daya ... 62
VI. KESIMPULAN DAN SARAN ... 64
A. Kesimpulan ... 64
B. Saran ... 65
DAFTAR PUSTAKA ... 66
DAFTAR GAMBAR
Halaman
Gambar 1. Tahapan pendekatan berencana ... 10
Gambar 2. Diagram alir kerangka pemikiran ... 12
Gambar 3. Diagram alir tahapan penelitian ... 13
Gambar 4. Diagram alir metode pemecahan masalah secara heuristik ... 15
Gambar 5. Diagram alir deskriptif model produk masuk ... 18
Gambar 6. Diagram alir deskriptif model produk keluar ... 19
Gambar 7. Diagram alir deskriptif model master produk ... 20
Gambar 8. Diagram alir deskriptif model material masuk ... 21
Gambar 9. Diagram alir deskriptif model master material ... 22
Gambar 10. Diagram alir deskriptif model kebutuhan produksi... 24
Gambar 11. Diagram alir deskriptif model penjadwalan ... 25
Gambar 12. Entity Relationship GSPS 1.0... 26
Gambar 13. Proses produksi kopi ... 32
Gambar 14. Aliran informasi pesanan dan perencanaan produksi PT.Gasandry ... 35
Gambar 15. Diagram alir kebutuhan lini produksi... 38
Gambar 16. Diagram alir penyusunan penjadwalan produksi ... 39
Gambar 17. Tampilan splash screen ... 40
Gambar 18. Tampilan menu input user ... 41
Gambar 21. Tampilan menu master produk ... 43
Gambar 22. Tampilan menu master material ... 44
Gambar 23. Tampilan menu master hari kerja ... 44
Gambar 24. Tampilan menu kebutuhan produksi ... 46
Gambar 25. Tampilan menu produk masuk ... 47
Gambar 26. Tampilan menu produk keluar ... 48
Gambar 27. Tampilan menu material masuk ... 48
Gambar 28. Tampilan menu pesan material ... 49
Gambar 29. Tampilan menu penjadwalan ... 49
Gambar 30. Tampilan menu pembuat program ... 51
Gambar 31. Tampilan menu tentang program ... 51
Gambar 32. Diagram alir penjadwalan GSPS 1.0 ... 52
Gambar 33. Hasil penjadwalan jika permintaan bulan Januari mencapai 43.300 dus ... 56
Gambar 33. Hasil penjadwalan bulan Januari ... 57
Gambar 34. Hasil penjadwalan bulan Februari ... 58
DAFTAR TABEL
Halaman
Tabel 1. Jenis produk pada PT.Gasandry. ... 31
Tabel 2. Jumlah mesin yang tersedia untuk setiap produk ... 32
Tabel 3. Data pesanan PT.Gasandry pada bulan Januari-Maret 2010 ... 34
Tabel 4. Utilisasi sumber daya sesuai dengan kondisi perusahaan ... 36
DAFTAR LAMPIRAN
Halaman
Lampiran 1. Proses produksi kopi jahe susu ... 68
Lampiran 2. Proses produksi kopi susu ... 69
Lampiran 3. Proses produksi kopi moka ... 70
Lampiran 4. Proses produksi kopi instan ... 71
Lampiran 5. Proses produksi kopi gula ... 72
Lampiran 6. Proses produksi gula jahe ... 73
Lampiran 7. Output model penjadwalan bulan Januari ... 74
Lampiran 8. Output model penjadwalan bulan Februari ... 75
Lampiran 9. Output model penjadwalan bulan Maret ... 76
Lampiran 10. Perhitungan kebutuhan produksi bulan Januari ... 77
Lampiran 11. Perhitungan kebutuhan produksi bulan Februari ... 78
Lampiran 12. Perhitungan kebutuhan produksi bulan Maret ... 79
Lampiran 13. Petunjuk penggunaan program GSPS 1.0 ... 80
Lampiran 14. Algoritma penentuan kebutuhan lini produksi dan penyusunan penjadwalan produksi... 88
I. PENDAHULUAN A. LATAR BELAKANG
Persaingan dunia industri di Indonesia ditandai dengan semakin tumbuh dan berkembangnya industri-industri yang bergerak di bidang jasa dan manufaktur. Perkembangan dunia industri yang semakin kompetitif menuntut industri atau perusahaan untuk menyusun strategi dan langkah nyata agar dapat berkompetisi dan tetap bertahan. Salah satunya adalah dengan melakukan perencanaan yang terstruktur dan terencana dengan matang di bagian produksi. Faktor penting dalam aktivitas perencanaan yang sering tidak digunakan secara optimal adalah penjadwalan produksi. Banyak perusahaan mengalami permasalahan tidak dapat merealisasikan pengiriman barang tepat pada waktunya, banyak pekerjaan terlambat, overtime, dan jumlah stasiun kerja yang menganggur. Hal ini akan menyebabkan terjadinya pemborosan aktivitas maupun biaya produksi.
Penjadwalan produksi merupakan suatu unsur yang penting dalam perencanaan produksi pada suatu industri. Dalam hierarki pengambilan keputusan, penjadwalan merupakan langkah terakhir sebelum dimulainya proses produksi. Penyelesaian suatu pesanan yang telah direncanakan sebelumnya tidak menutup kemungkinan akan mengalami keterlambatan. Hal ini dapat disebabkan karena adanya hambatan-hambatan yang bersifat teknis dan nonteknis. Keterlambatan penyelesaian pesanan menyebabkan timbulnya biaya tambahan dan dapat mengurangi keuntungan perusahaan serta berdampak pada nama baik perusahaan. Keterlambatan pesanan juga mengakibatkan keterlambatan pada pesanan yang lain. Untuk mengatasi permasalahan tersebut diperlukan suatu metode atau cara agar pesanan dapat selesai tepat waktu.
Penelitian terhadap aspek penjadwalan produksi perlu dilakukan untuk menjamin kontinyuitas produksi, kuantitas, dan kualitas produk yang dihasilkan. Hal ini dikarenakan penjadwalan dapat menentukan susunan pekerjaan yang akan dilakukan secara teratur dan berurutan. Penentuan susunan pekerjaan ini berhubungan dengan jumlah operasi produksi, yaitu waktu dimulainya produksi,
PT. Gasandry (GS) merupakan perusahaan yang bergerak dalam industri minuman kemasan yaitu industri kopi. Banyaknya waktu menganggur (idle time) yang terdapat pada lantai produksi PT. Gasandry menjadi salah satu masalah penjadwalan produksi. Untuk mencapai efisiensi dan efektifitas produksi, maka diperlukan adanya pengaturan mekanisme terhadap rangkaian aktifitas. Aktifitas-aktifitas tersebut terdiri dari Aktifitas-aktifitas transformasi bahan baku dengan urutan tertentu, penggunaan fasilitas mesin, peralatan dan tenaga kerja.
B. TUJUAN PENELITIAN
Tujuan dari penelitian ini adalah sebagai berikut :
1. Mengidentifikasi faktor-faktor yang terkait dengan penjadwalan di perusahaan.
2. Mendapatkan model penjadwalan produksi yang sesuai dengan kondisi dan karakteristik proses produksi.
C. RUANG LINGKUP
Ruang lingkup penelitian ini adalah sebagai berikut :
1. Merencanakan jadwal produksi yang dapat mengefektifkan penggunaan tenaga kerja.
2. Menerapkan model penjadwalan yang sesuai dengan kondisi dan karakteristik proses produksi perusahaan.
D. MANFAAT DAN KELUARAN
Manfaat yang diharapkan dari penelitian ini adalah masukan kepada perusahaan berupa perencanaan penjadwalan produksi dengan suatu metode atau aturan tertentu. Aturan yang digunakan merupakan aturan yang dapat mencapai target produksi dengan penggunaan tenaga kerja secara efektif sehingga waktu menganggur produksi (idle time) berkurang.
Keluaran yang dihasilkan dari penelitian ialah model penjadwalan produksi yang terbaik dengan menggunakan suatu aturan tertentu. Aturan tersebut sesuai dengan kriteria yang ditentukan yaitu jumlah pesanan setiap
bulan, jumlah tenaga kerja, dan waktu penyelesaian produk. Banyaknya jumlah penggunaan tenaga kerja menjadi kriteria yang terpenting karena akan mempengaruhi banyaknya waktu menganggur (idle time) selama proses produksi.
II. TINJAUAN PUSTAKA A. PENJADWALAN PRODUKSI
Penjadwalan merupakan proses pengorganisasian, pemilihan dan penetepan penggunaan sumber daya dalam rangka melaksanakan semua aktivitas yang diperlukan untuk menghasilkan luaran (output) yang diinginkan pada saat yang telah direncanakan, dengan pembatas waktu dan hubungan antara aktivitas dan sumber daya tertentu (Morton & Pentico, 1993).
Penjadwalan merupakan tahap terakhir dari perencanaan sebelum dilaksanakannya proses produksi. Selain itu, penjadwalan merupakan penjabaran kegiatan-kegiatan yang direncanakan yaitu yang berisikan kapan dimulainya kegiatan produksi sehingga perencanaan kebutuhan yang telah ditetapkan dapat dipenuhi tepat pada waktunya (Russel dan Taylor , 2006).
Menurut Sumayang (2003), penjadwalan adalah mengatur pendayagunaan kapasitas dan sumber daya yang tersedia melalui suatu aktivitas atau tugas. Penjadwalan dapat dibedakan menurut proses produksi, yaitu :
1. Penjadwalan proses yang terus menerus (line process scheduling). Penjadwalan proses ini digunakan untuk jalur perakitan dan pada proses pengolahan. Penjadwalan tergantung pada rancang bangun proses tersebut terutama untuk satu jenis produk.
2. Penjadwalan proses yang terputus-putus (intermittent process scheduling). Berbeda dengan penjadwalan pada proses line maka penjadwalan pada proses
intermittent masing-masing pekerjaan (job) mengalir melalui pergerakan yang
tidak teratur dan penuh dengan jadwal mulai dan berhenti. Aliran yang tidak teratur disebabkan pusat kerja dikelompokkan berdasarkan jenis mesin dan keterampilan pekerja yang sama, sehingga pekerjaan (job) akan mengalir dari satu pusat kerja satu ke pusat kerja yang lain sesuai dengan jadwal dan tahapan yang telah ditentukan.
Penjadwalan digambarkan sebagai alokasi sumber daya dari waktu ke waktu untuk melaksanakan suatu kumpulan pekerjaan. Hal-hal yang perlu diperhatikan menurut (Pardede,2003) adalah :
1. Jumlah dan jenis pekerjaan yang harus diselesaikan selama periode tertentu. Jumlah dan jenis pekerjaan ini sangat tergantung pada rencana produksi yang disusun serta negoisasi antara perusahaan dengan pelanggan.
2. Perkiraan waktu pelaksanaan suatu pekerjaan (processing time). Perkiraan waktu penyelesaian pekerja ini merupakan masukan yang sangat penting dalam penjadwalan pekerjaan. Perkiraan waktu penyelesaian pekerjaan sering kali digunakan untuk menentukan urutan prioritas pekerjaan yang akan dikerjakan lebih dahulu.
3. Batas waktu (due time) penyelesaian pekerjaan. Batas waktu pekerjaan digunakan untuk memperkirakan keterlambatan yang mungkin akan terjadi. Besaran ini penting untuk mengantisipasi denda atau penalty yang timbul akibat keterlambatan pengiriman.
4. Situasi pekerjaan yang dihadapai. Penentuan jadwal pekerjaan akan dipengaruhi situasi pekerjaan seperti pekerjaan disuatu prosesor, pekerjaan di beberapa prosesor seri atau paralel, atau pekerjaan di fasilitas produksi
job-shop.
Penjadwalan operasi produksi bertujuan untuk memperoleh suatu
trade-offs antar sasaran yang saling bertentangan, yaitu antara penggunaan pekerja,
mesin-peralatan dan fasilitas yang efisien dan meminimumkan waktu tunggu pelanggan, inventori dan waktu proses operasi (Machfud ,1999).
Penjadwalan mencakup penugasan batas waktu pada pekerjaan tertentu dimana terdapat banyak pekerjaan secara bersamaan bersaing untuk menggunakan sumber daya yang sama (Heizer dan Reinder, 2004). Teknik penjadwalan yang benar bergantung pada volume pesanan, sifat alami operasi, dan kompleksitas pekerjaan keseluruhan. Kriteria penjadwalan adalah sebagai berikut :
1. Minimasi waktu penyelesaian. Kriteria ini dievaluasi dengan menentukan waktu penyelesaian rata-rata untuk setiap pekerjaan.
2. Minimasi persediaan barang setengan jadi (work-in-process-WIP). Kriteria ini dievaluasi dengan menentukan jumlah pekerjaan rata-rata dalam sistem tersebut. Hubungan antara banyaknya pekerjaan dalam sistem dan persediaan WIP akan tinggi. Oleh karena itu, lebih sedikit pekerjaan dalam sistem, maka
3. Minimasi waktu tunggu pelanggan. Kriteria ini dievaluasi dengan menentukan jumlah keterlambatan rata-rata.
Sasaran yang dituju dalam penyusunan penjadwalan adalah mengurangi keterlambatan pekerjaan, mengurangi waktu proses dalam sistem, memaksimalkan kerja mesin dan tenaga kerja, mengurangi waktu tunda dan jumlah produk yang tertahan dalam pusat kerja (Russel dan Taylor, 2006). Persolaan dalam penjadwalan adalah menentukan urutan atau produk dalam mesin yang akan memproses pekerjaan sehingga mengoptimalkan ukuran performa.
Elemen-elemen yang perlu diketahui dalam proses penjadwalan produksi adalah sebagai berikut :
1. Job, didefinisikan sebagai suatu pekerjaan yang harus diselesaikan untuk memperoleh suatu produk atau hasil. Job umumnya terdiri atas satu atau beberapa proses.
2. Proses, didefinisikan sebagai suatu kegiatan yang dilakukan untuk meningkatkan nilai tambah sebuah job. Setiap job minimal terdiri dari suatu proses. Setiap proses memiliki deskripsi, waktu proses, waktu set-up, tempat, dan alat pemrosesan.
3. Sumber daya. Sumber daya dapat berupa mesin atau pekerja yang digunakan untuk menyelesaikan proses suatu job. Setiap mesin hanya dapat mengerjakan satu job pada satu waktu tertentu. (Herjanto, 2006).
B. MODEL
Model merupakan abstraksi atau representasi ideal dari sistem nyata. Tujuan pembentukan model ialah sebagai alat untuk menganalisis perilaku sistem guna meningkatkan performansi sistem tersebut. Solusi yang diperoleh dari model tergantung pada validasi model dalam mewakili sistem nyata (Moskow dan Wright, 1979). Dari terminologi penelitian operasional,secara umum model didefinisikan sebagai suatu perwakilan atau abstraksi dari sebuah objek atau situasi aktual. Model memperlihatkan hubungan-hubungan langsung maupun tidak langsung serta timbal balik dalam istilah sebab akibat (Eriyatno, 2003).
Menurut Simatupang (1996), ada beberapa kriteria yang harus dipenuhi dalam memodelkan suatu sistem, antara lain : (a) model harus mewakili (mempersentasikan) sistem nyatanya dan (b) model merupakan penyederhanaan dari kompleksnya sistem, sehingga diperbolehkan adanya penyimpangan pada batas-batas tertentu.
C. TEKNIK HEURISTIK
Teknik heuristik adalah suatu cara pendekatan permasalahan yang kompleks ke dalam komponen-komponen yang lebih sederhana untuk mendapatkan hubungan dalam permasalahan yang dikaji. Teknik heuristik digunakan dengan harapan didapatkan suatu hasil yang baik dan mendekati rata-rata meskipun tidak optimal.
Menurut Eriyatno (2003), tidak ada metode yang baku digunakan untuk teknik heuristik, sehingga untuk setiap permasalahannya menggunakan teknik heuristik yang spesifik. Eriyatno (2003) menjelaskan bahwa teknik heuristik merupakan pengembangan dari proses aritmatika dan matematika logika. Ciri-ciri teknik heuristik secara umum adalah sebagai berikut :
1. Adanya operasi aljabar, yaitu penjumlahan, pengurangan , perkalian dan pembagian.
2. Adanya suatu perhitungan yang bertahap.
3. Mempunyai tahapan yang terbatas sehingga dapat dibuat dengan algoritma komputer.
Pengambilan keputusan dalam program heuristik menggunakan aturan situasi/aksi. Jika (s1…sn), maka (a1…an), (s1…sn) merupakan situasi yang dinyatakan dengan operasi dan, atau; (a1…an) adalah aksi atau keputusan yang diambil. (Sugiyono, 2009).
Teknik heuristik tidak menjamin penyelesaian yang optimal, tetapi dapat memberikan pemecahan yang memuaskan bagi pengambil keputusan. Menurut Eriyatno (2003) alasan penggunaan teknik heuristik diantaranya adalah :
1. Heuristik mempermudah lingkungan pembuat keputusan sehingga memungkinkan membuat suatu keputusan dengan cepat tanpa tergantung
2. Jumlah permasalahan begitu kompleks dan tidak ada perangkat keras (komputer) yang dapat menyelesaikannya walaupun intisari dari permasalahan dapat dibuat pola matematikanya.
3. Masalah perencanaan dan kebijakan yang harus diatasi oleh seorang manajer sulit untuk dikuantitatifkan dan bersifat ill-structure, sehingga tidak dapat diperoleh faktor-faktor yang diperlukan dalam model matematika.
4. Pengguna model sering tidak mengerti tahapan sebelum sampai permodelan walaupun model matematika berhasil dikembangkan.
III. METODOLOGI PENELITIAN A. KERANGKA PEMIKIRAN
Setiap perusahaan memiliki tujuan akhir untuk mencapai keuntungan maksimum. Beberapa faktor yang mempengaruhi perolehan keuntungan diantaranya penjualan tinggi, efektifitas dan efisiensi penggunaan input produksi dan minimasi loss berupa produk sisa dan atau kehilangan penjualan. Tujuan tersebut dapat tercapai apabila pihak manajemen mampu mengendalikan rangkaian produksi, mulai dari perencanaan, aktifitas produksi dan pemasaran. Proses produksi yang memiliki berbagai variable input memerlukan suatu penjadwalan yang fleksibel terhadap berbagai perubahan yang mungkin terjadi.
Selain itu, pada era globalisasi sekarang ini perusahaan dituntut untuk mampu bersaing tidak hanya dengan perusahaan lokal tetapi juga perusahaan asing atau mancanegara agar tetap bertahan dan berkembang. Tiga hal yang menjadi ajang persaingan yaitu harga, mutu dan pelayanan. Perusahaan harus mampu meningkatkan pelayanan agar dapat memenuhi keinginan konsumen. Penjadwalan produksi merupakan salah satu aspek penting yang dibutuhkan perusahaan karena aspek ini memiliki peranan dalam mengatur jadwal produksi yang optimal. Oleh karena itu diperlukan penjadwalan produksi karena penjadwalan yang baik akan memberikan dampak yang positif yaitu waktu pengiriman yang tepat waktu yang pada akhirnya dapat meningkatkan kepuasan pelanggan.
Pada penelitian ini akan dilakukan perencanaan penjadwalan produksi dengan mempertimbangkan kapasitas mesin, jumlah tenaga kerja, jumlah permintaan dan jumlah hari kerja sehingga penggunaan tenaga kerja lebih efektif dan waktu menganggur juga dapat diminimalkan.
B. PENDEKATAN BERENCANA
Pendekatan yang digunakan dalam penelitian ini adalah pendekatan berencana. Pendekatan berencana merupakan pendekatan yang digunakan untuk mengembangkan dan menerapkan model-model kuantitatif dalam pemecahan
berencana dimulai dari pengamatan gejala-gejala permasalahan, sedangkan metode penyelesaian disesuaikan dengan tujuan, peubah, batasan dan asumsi-asumsi dari alternatif solusi permasalahan yang ada. Pada Gambar 1 dapat dilihat secara garis besar langkah-langkah dalam pendekatan berencana.
Gambar 1. Tahapan-tahapan dalam Pendekatan Berencana
1. Observasi lapang dilakukan untuk mengetahui permasalahan yang terjadi secara nyata, serta observasi terhadap fakta dan opini yang mengarah terhadap permasalahan.
2. Definisi permasalahan yang sebenarnya adalah banyaknya idle time pada lantai produksi perusahaan yang berimbas pada pemborosan aktivitas.
3. Pengembangan alternatif melalui analisis data serta kendala yang ada di perusahaan.
4. Pemilihan penyelesaian optimal melalui tahap alternatif-alternatif dengan bantuan komputer.
5. Verikifikasi solusi optimal melalui tahap implementasi.
C. TATA LAKSANA
1. Observasi Lapang dan Studi Pustaka
Observasi lapang dilakukan dengan mengamati secara langsung kegiatan proses produksi di PT.Gassandry. Waktu penelitian dilakukan selama kurang lebih dua bulan terhitung bulan Maret sampai dengan bulan April 2010. Studi pustaka dilakukan untuk mempelajari sistem penjadwalan yang diterapakan di perusahaan.
2. Identifikasi Masalah
Pada tahapan ini identifikasi dilakukan terhadap faktor-faktor yang mempengaruhi proses pembuatan jadwal produksi serta kebijakan-kebijakan yang berlaku di perusahaan.
3. Pengumpulan Data
Pengambilan data dilakukan pada bagian produksi. Pengambilan data dilakukan dengan observasi di lapangan secara langsung dan wawancara dengan pihak-pihak terkait dalam proses produksi. Data diperoleh dari baguan produksi. Data yang dikumpulkan berupa data permintaan (sales
order) bulan Januari-Maret 2010, data waktu tiap tahapan produksi, data
jumlah mesin dan tenaga kerja bagian produksi, dan data jenis produk. 4. Pengolahan dan Analisis Data
Pengolahan data dilakukan dengan menggunakan teknik heuristik. Data yang dijadikan masukkan dalam model penjadwalan adalah data permintaan/ pesanan, data kapasitas produksi, data jenis produk dan data kebutuhan material.
5. Perancangan Model
Pada perancangan model, input model berupa data permintaan/ pesanan meliputi peridode pemesanan, jumlah pemesanan, data jenis produk, dan kapasitas produksi. Output dari model berupa penjadwalan produksi dengan
menggunakan teknik heuristik yang sesuai dengan kondisi dan karakteristik perusahaan .
6. Implementasi dan Verifikasi
Pada tahapan implementasi hasil perancangan sistem diimplementasikan dalam bentuk program komputer menggunakan Borland Delphi 7.0 sebagai perangkat lunak untuk user interface dan Ms. Acces 2007 digunakan sebagai perangkat lunak basis data.
Diagram alir kerangka pemikiran dan tahapan penelitian disajikan pada Gambar 2 dan Gambar 3.
Gambar 3. Diagram Alir Tahapan Penelitian
D. METODE PEMECAHAN MASALAH
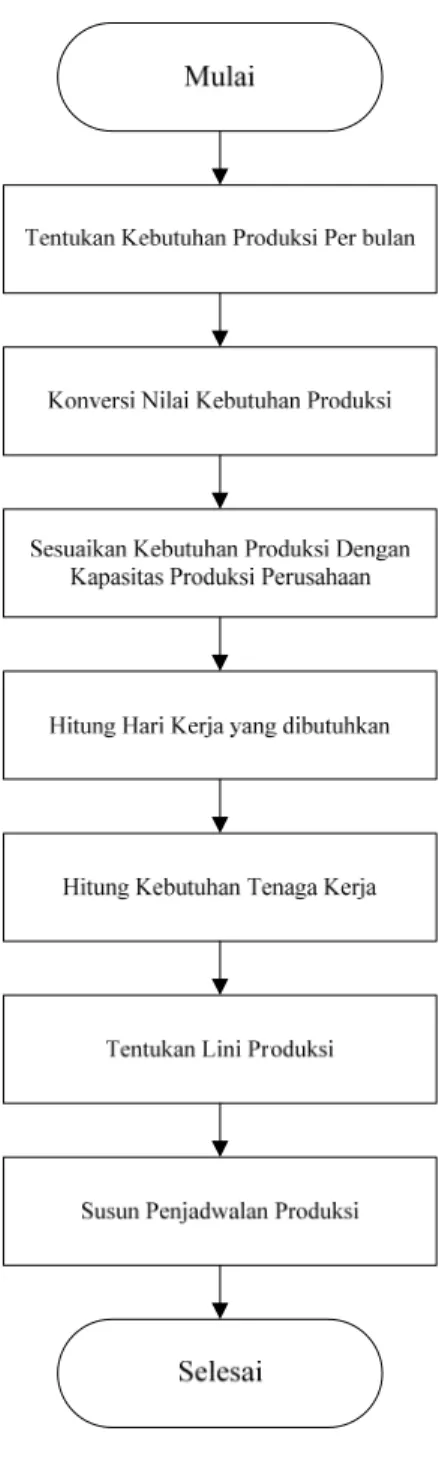
Metode heuristik yang digunakan untuk memecahkan permasalahan ini didasarkan pada Machfud (1999) bahwa penjadwalan produksi dapat ditentukan oleh faktor kritis dari proses yang ada pada perusahaan. Pada penelitian di PT.Gasandry ini faktor kritis produksi yang dimaksud yaitu kapasitas mesin pengemasan. Hal ini dapat dilihat pada perhitungan tahap ke-3 di bawah ini, di mana kapasitas mesin pengemasan akan mempengaruhi jumlah hari kerja yang dibutuhkan untuk memenuhi pesanan pada bulan tertentu. Metode ini secara sederhana dapat ditulis sebagai berikut :
1. Menentukan jumlah permintaan yang akan diproses. 2. Mengkonversi nilai kebutuhan produksi.
g
Tujuan dari perhitungan ini adalah untuk mengetahui jumlah permintaan dalam satuan kilogram sehingga dapat diperkirakan mengenai jumlah bahan baku yang dibutuhkan. Untuk mengetahui jumlah permintaan dalam atuan ki gr s lo am digunakan rumus :
Permintaan k permintaan dus bobot produk 120 sct/dus /1000 gr/kg
Bobot produk untuk setiap produk berbeda yaitu kopi jahe susu dan kopi gula 23 gram/sachet, kopi susu dan kopi moka 25 gram/sachet, kopi instan dan gula jahe 20 gram/sachet. Setelah diketahui jumlah permintaan dalam kilogram maka akan dilakukan perhitungan kebutuhan produksi/bulan dengan mempertimbangkan efisiensi proses produksi. Rumus yang digunakan yaitu :
3. Menentukan jumlah hari kerja untuk setiap produk.
Perhitungan hari kerja ini untuk mengetahui kebutuhan waktu pengerjaan pesanan. Rumus yang digunakan yaitu :
:
4. Menentukan tenaga kerja yang dibutuhkan.
Kebutuhan tenaga kerja akan tergantung dengan pemakaian mesin, dimana 1 operator/tenaga kerja untuk 1 mesin. Rumus yang digunakan yaitu :
5. Menentukan kebutuhan lini produksi dan penyusunan penjadwalan produksi berdasarkan toleransi masa simpan produk.
Pengambilan keputusan untuk menentukan kebutuhan lini produksi dan penyusunan penjadwalan produksi menggunakan aturan situasi aksi, dimana jika (a1…an), maka (y1…yn), (a1…an) merupakan situasi yang dinyatakan dengan operasi dan, atau; (y1…yn) adalah aksi atau keputusan yang diambil.
Diagram alir metode pemecahan masalah secara heuristik terdapat pada Gambar 4.
IV. PEMODELAN SISTEM A. ASUMSI PERHITUNGAN MODEL
Perencanaan penjadwalan produksi menggunakan beberapa asumsi. Asumsi-asumsi ini merupakan hal-hal yang berkaitan dengan perencanaan produksi secara keseluruhan. Asumsi-asumsi yang digunakan antara lain :
1. Penjadwalan yang dilakukan mencakup enam jenis produk kopi kemasan yang menggunakan fasilitas produksi yang berbeda, dalam arti mesin dan tenaga kerja berbeda.
2. Ruang lingkup penjadwalan hanya dalam rentang bulan Januari – Maret 2010.
3. Selama proses produksi berlangsung, mesin-mesin yang digunakan dalam kondisi baik, sehingga peluang terjadinya kerusakan pada mesin sangat kecil dan dapat diabaikan.
4. Mesin-mesin yang digunakan untuk memproduksi kopi kemasan diasumsikan aktif. Proses produksi kopi kemasan dilakukan dengan asumsi bahwa selalu tersedia bahan baku dan bahan kemasan seperti gula, kremer, coklat, kardus, plastik kemasan, dan sebagainya.
5. Perhitungan hal-hal yang terdapat dalam model antara lain : jumlah produk diproduksi, kebutuhan tenaga kerja, kebutuhan hari kerja, dan kebutuhan material.
6. Tenaga kerja selalu tersedia dan tidak ada overtime.
7. Penyusunan jadwal produksi didasarkan pada toleransi masa simpan produk.
B. KONFIGURASI MODEL
Model penjadwalan produksi yang diberi nama GSPS 1.0 (Gasandry
Production Schedule Versi 1.0) merupakan program aplikasi yang berguna untuk
membantu proses penjadwalan produksi di PT.Gasandry. GSPS 1.0 dirancang untuk membantu pihak terkait dalam mengambil keputusan penjadwalan produksi yang dapat meminimalkan waktu menganggur (idle time) selama proses produksi berlangsung dengan mengoptimalkan pemakaian jumlah tenaga kerja.
GSPS 1.0 terdiri dari sistem manajemen tabel data, sistem manajemen basis model dan sistem manajemen dialog. Pengembangan model GSPS 1.0 menggunakan bahasa pemrograman Borland Delphi 7.0 untuk pengembangan sistem, Microsoft Office Access 2007 untuk pengembangan tabel datanya dan
Adobe Photoshop untuk pengembangan user interface.
C. RANCANGAN MODEL
Untuk membantu proses perencanaan produksi, dikembangkan model penjadwalan produksi. Model penjadwalan produksi digunakan untuk mempermudah pengambilan keputusan mengenai urutan pengerjaan pesanan yang akan dilaksanakan pada bagian produksi sehingga dapat meminimalkan waktu menganggur selama proses produksi. Didalam model penjadwalan ini terdapat model perhitungan kebutuhan produksi yang meliputi perhitungan kebutuhan produk yang diproduksi, kebutuhan material, kebutuhan tenaga kerja serta kebutuhan hari kerja. Selain itu terdapat perhitungan kebutuhan jumlah lini yang terdapat pada model jadwal produksi.
Proses produksi kopi ditentukan oleh ketersediaan bahan baku dan bahan kemasan. Pada penelitian ini hanya bahan kemasan yang diperhitungkan dalam penjadwalan. Pemesanan material dilakukan ketika telah diketahui material yang dibutuhkan untuk melakukan kegiatan produksi, yaitu pada rentang waktu dari data pesanan didapatkan dari distributor hingga pelaksanaan produksi pada periode baru akan dilaksanakan. Sehingga proses produksi dapat dilakukan sesuai dengan jadwal yang telah dibuat.
GSPS 1.0 memiliki 8 tabel utama dalam sistem, yaitu tabel pesanan, tabel master produk, tabel data produk masuk, tabel data produk keluar, tabel data master material, tabel data material masuk, tabel data pesan material dan tabel data hari kerja. Selain tabel data juga terdapat basis model yaitu model kebutuhan produksi, model penjadwalan, model master produk, model master material, model produk masuk, model produk keluar, model material masuk, model pesan material dan model hari kerja.
a. Kerangka Model
Basis model memiliki keterkaitan dalam menganalisis data yang dimasukkan maupun yang terdapat pada tabel data pada penentuan perencanaan perusahaan. Basis model yang dikembangkan yaitu model kebutuhan produksi, model jadwal produksi, model master produk, model master material, model produk masuk, model produk keluar, model pesan material dan model hari kerja.
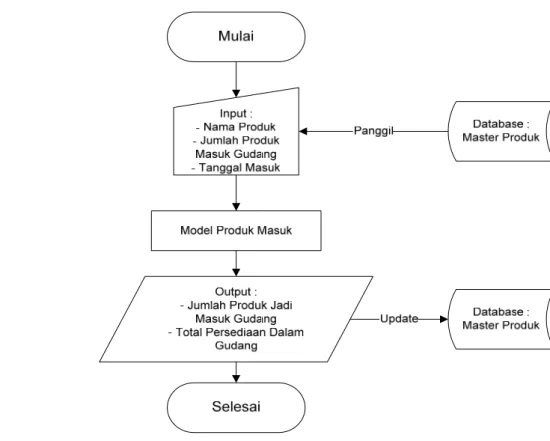
1. Model Produk Masuk
Model ini digunakan untuk mengetahui jenis dan jumlah produk yang masuk ke gudang setelah selesai diproduksi. Input dari model ini adalah nama produk, tanggal masuk gudang, dan jumlah produk yang masuk kedalam gudang.
Output dari model ini adalah jumlah produk yang terdapat digudang.
Model ini akan berhubungan dengan model master produk untuk mengetahui jumlah persediaan produk didalam gudang. Diagram alir deskriptif model produk masuk dapat dilihat pada Gambar 5 dibawah ini.
2. Model Produk Keluar
Model ini digunakan untuk mengetahui jenis dan jumlah produk yang keluar dari gudang atau produk yang akan dikirim kepada distributor.
Input dari model ini adalah nama produk, tanggal keluar gudang, dan
jumlah produk yang keluar dari gudang.
Output dari model ini adalah jumlah produk yang keluar dari gudang
atau telah dikirim. Model ini akan berhubungan dengan model master produk untuk mengetahui jumlah persediaan produk yang tersisa didalam gudang. Diagram alir deskriptif model produk keluar dapat dilihat pada Gambar 6 dibawah ini.
Gambar 6. Diagram Alir Deskriptif Model Produk Keluar
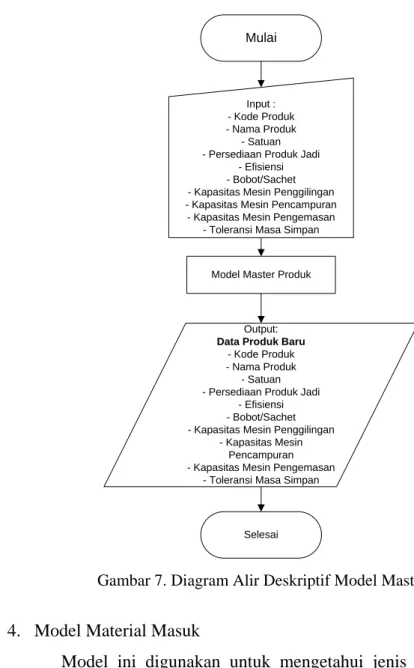
3. Model Master Produk
Model ini berisi informasi mengenai produk serta persediaan produk jadi dalam gudang. Informasi mengenai produk yang terdapat pada model master produk yaitu kode produk,nama produk, bobot per sachet, efisiensi proses, kapasitas mesin penggilingan, mesin pencampuran dan mesin
didapatkan dari model produk masuk dan model produk keluar. Adapun rumus untuk mengetahui total persediaan produk dalam gudang yaitu :
Total Persediaan = Persediaan awal + Jumlah produk masuk – Jumlah Produk Keluar
Diagram alir deskriptif model master produk dapat dilihat pada Gambar 7 dibawah ini.
Mulai
Input : - Kode Produk - Nama Produk
- Satuan - Persediaan Produk Jadi
- Efisiensi - Bobot/Sachet - Kapasitas Mesin Penggilingan - Kapasitas Mesin Pencampuran - Kapasitas Mesin Pengemasan
- Toleransi Masa Simpan
Model Master Produk
Selesai Output:
Data Produk Baru
- Kode Produk - Nama Produk
- Satuan - Persediaan Produk Jadi
- Efisiensi - Bobot/Sachet - Kapasitas Mesin Penggilingan
- Kapasitas Mesin Pencampuran - Kapasitas Mesin Pengemasan
- Toleransi Masa Simpan
Gambar 7. Diagram Alir Deskriptif Model Master Produk
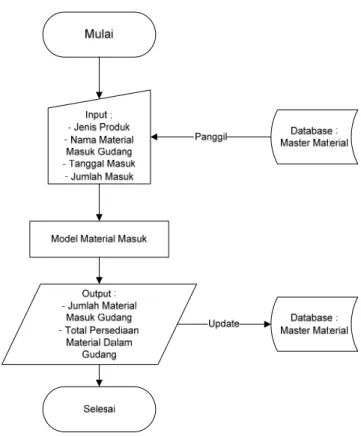
4. Model Material Masuk
Model ini digunakan untuk mengetahui jenis dan jumlah material yang masuk ke gudang. Input dari model ini adalah nama produk, jenis material, tanggal masuk gudang, dan jumlah produk yang masuk kedalam gudang.
Output dari model ini adalah jumlah material yang masuk kegudang
dan total persediaan material yang berhubungan dengan model master material. Diagram alir deskriptif model material masuk dapat dilihat pada Gambar 8 dibawah ini.
Gambar 8. Diagram Alir Deskriptif Model Material Masuk
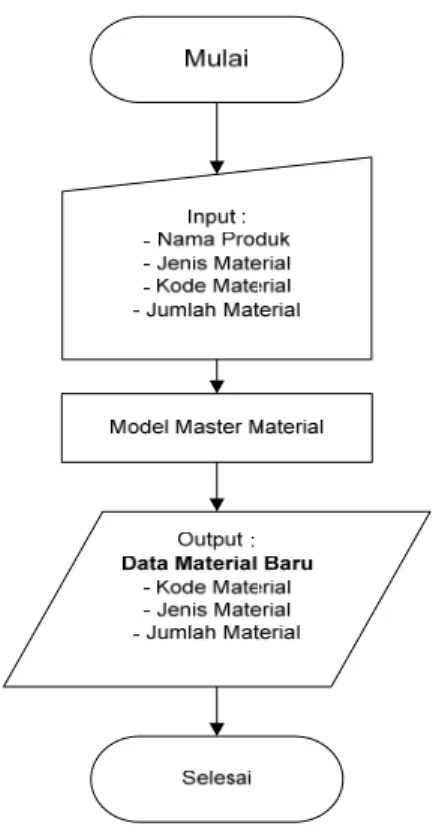
5. Model Master Material
Model ini berisi informasi mengenai jumlah persediaan material yang ada didalam gudang. Input dari model ini adalah nama produk, jenis material, kode material dan jumlah material.
Output dari model ini adalah jumlah persediaan material yang terdapat
didalam gudang. Model ini berhubungan dengan model material masuk untuk menghitung jumlah persediaan material. Diagram alir deskriptif model master masuk dapat dilihat pada Gambar 9 dibawah ini.
Gambar 9. Diagram Alir Deskriptif Model Master Material
6. Model Kebutuhan Produksi
Model kebutuhan produksi digunakan untuk mengetahui jumlah produk yang akan diproduksi, jumlah kebutuhan hari kerja, jumlah kebutuhan tenaga kerja dan jumlah kebutuhan material. Model kebutuhan produksi ini dihubungkan dengan tabel data master produk, master material dan tabel data pesan material. Tabel data master produk digunakan untuk mengetahui persediaan produk jadi, bobot produk setiap
sachet serta efisiensi proses. Tabel data master material digunakan untuk
mengetahui persediaan material sedangkan tabel data pesan material digunakan untuk menyimpan data material yang belum dipesan jika terjadi kekurangan material untuk melaksanakan kegiatan produksi.
Input dari model ini yaitu data nama produk dan jumlah pesanan.
Jumlah produk yang akan diproduksi diketahui dengan mengurangi jumlah pesanan dengan persediaan produk jadi. Input model yaitu data jumlah persediaan produk jadi menggunakan masukan dari tabel master produk.Adapun rumus perhitungan yang digunakan yaitu :
Total produksi = jumlah pesanan – jumlah persediaan produk
Selain itu masukan dari tabel data master produk juga digunakan untuk mengetahui kapasitas mesin yang dipakai dalam berproduksi sehingga didapatkan output berupa kebutuhan tenaga kerja dan kebutuhan hari kerja. Kebutuhan material dihitung berdasarkan jumlah produk yang diproduksi dibagi dengan besarnya nilai konversi masing-masing material. Informasi kebutuhan material ini berguna bagi bagian produksi dan bagian pembelian untuk menentukan jumlah material yang harus disediakan pada periode tiga bulan kedepan.
Perhitungan yang digunakan yaitu :
Satu dus produk kopi jahe susu berisi 120 sachet atau 12 renceng, untuk memproduksi satu dus produk kopi jahe susu memerlukan 12 hanger dan 1260 cm kemasan. Perhitungan kebutuhan material adalah sebagai berikut:
Hanger : Jumlah produk diproduksi (Dus) × 12 hanger (tiap dus)
Kemasan : Jumlah produk diproduksi (Dus) × 12,6 m / 1000 m
Pada saat perhitungan kebutuhan material juga dilakukan pengecekan persediaan material. Informasi mengenai persediaan material menggunakan masukan dari tabel data master material. Jika saat pengecekan material terdapat kekurangan jumlah material maka dapat langsung dilakukan pemesanan dan data material yang belum dipesan akan masuk kedalam tabel data pesan material. Hasil perhitungan pada model kebutuhan produksi ini akan disimpan pada tabel data pesanan yang akan menjadi acuan dalam penyusunan jadwal produksi.
Diagram alir deskriptif model kebutuhan produksi dapat dilihat pada Gambar 10 dibawah ini.
Gambar 10. Diagram Alir Deskriptif Model Kebutuhan Produksi
7. Model Penjadwalan
Model penjadwalan produksi digunakan untuk menghasilkan suatu jadwal produksi berdasarkan toleransi masa simpan produk. Model ini menekankan prioritas pengurutan pengerjaan pesanan yang akan dikerjakan terlebih dahulu adalah pesanan yang waktu toleransi masa simpannya lebih lama. Sebelum dilakukan penyusunan penjadwalan produksi, terlebih dahulu akan ditentukan jumlah lini produksi yang dibutuhkan. Penentuan jumlah lini produksi bertujuan untuk menyesuaikan total waktu pengerjaan pesanan dengan jumlah hari yang tersedia sehingga tidak terjadi kekurangan hari kerja.
Selain berdasarkan toleransi masa simpan produk, penyusunan penjadwalan juga menggunakan teknik Longest Processing Time (LPT). Teknik LPT merupakan salah satu metode sequencing yang memproses terlebih dahulu produk yang memiliki waktu pemrosesan terpanjang. Teknik ini digunakan jika terdapat lebih dari satu produk yang memiliki waktu toleransi masa simpan yang sama dengan waktu pemrosesan yang
berbeda. Aturan LPT digunakan untuk meminimumkan waktu penyelesaian produk (make span) dan rata-rata waktu alir (flow time).
Penjadwalan didapatkan setelah melakukan penentuan terhadap bulan dilakukannya produksi. Model menggunakan masukan dari model kebutuhan produksi yaitu data kebutuhan tenaga kerja dan waktu pengerjaan pesanan. Selain itu, model juga menggunakan masukan dari model master hari kerja yang berupa data jumlah hari kerja tersedia pada bulan produksi bersangkutan. Keluaran dari model ini berupa jadwal produksi yang dihubungkan dengan software Microsoft Excel 2007 yang berisi informasi mengenai jumlah hari kerja, jumlah tenaga kerja, jumlah lini produksi yang dibutuhkan serta urutan produk yang diproduksi.
Diagram alir deskriptif model penjadwalan dapat dilihat pada Gambar 11.
b. Struktur Basis Data
Basis data adalah kumpulan dari struktur record atau data yang disimpan dalam media penyimpanan elektronis (Fatansyah, 2004). Basis data pada model terdiri atas beberapa tabel. Tabel data berfungsi sebagai pemasukan, penghapusan, penyimpanan, pengolahan, pengorganisasian, pemanggilan, penyedia data serta sebagai masukan dalam model penjadwalan produksi. Tabel data dalam model program GSPS 1.0 menggunakan
Microsoft Access 2007 untuk pengolahan tabel data. Manajemen tabel data
pada program aplikasi GSPS 1.0 mempunyai fasilitas dalam memanipulasi data seperti input, ubah, simpan, hapus serta mencetak hasil penjadwalan.
Model GSPS 1.0 disusun atas basis data dan basis model. Basis data yang digunakan dalam pengembangan program GSPS 1.0 terdiri atas tabel-tabel data yaitu tabel-tabel data pesanan, tabel-tabel data master produk, tabel-tabel data produk masuk , tabel data produk keluar, tabel data master material, tabel data material masuk, tabel data pesan material,dan tabel data hari kerja. Dibawah ini merupakan diagram keterkaitan antar tabel (entity relationship
diagram) dalam program GSPS 1.0.
Gambar 12. Entity Relationship GSPS 1.0
jumlah_produk_masuk jumlah_produk_keluar master_hari_kerja produk_masuk bulan nama_produk kode_material nama_material jumlah_material_masuk jumlah_pesan_material nomor_masuk bulan
nama_produk_masuk master_produk tahun
jumlah_hari_kerja tanggal_produk_masuk kode_produk jumlah_produk_masuk produk_keluar nomor_keluar nama_produk_keluar tanggal_produk_keluar jumlah_produk_keluar nama_ rodukp satuan perse iaan_produkd bobot kapasitas_mesin_giling kapasitas_mesin_pencampuran kapasitas_mesin_pengemasan masa_berlaku material_masuk nomor_material_masuk nama_produk jenis_kemasan tanggal_material_masuk jumlah_material_masuk master_material kode_material nama_produk jenis_material jumlah_material ... pesan_material pesanan kode_produksi nomor_input nama_produk nama_produk jenis_material jumlah_pesanan jumlah_pesan_material stok_produk kebutuhan_produksi kebutuhan_tenaga_ke jar kebutuhan_hari_kerja kebutuhan_material
Tabel data penyusun program dibagi menjadi dua yaitu tabel data master dan tabel data transaksi. Tabel data master terdiri atas tabel data master produk, tabel data master material, dan tabel data hari kerja. Untuk tabel data transaksi terdiri atas tabel data produk masuk, tabel data produk keluar, tabel data material masuk, tabel data pesanan, tabel data pesan material. Uraian tabel data adalah sebagai produk :
1. Tabel data produk masuk
Tabel data produk masuk merupakan tabel data yang berisi informasi mengenai jumlah produk yang masuk kedalam gudang setelah selesai diproduksi. Selain itu, terdapat juga informasi mengenai tanggal produk masuk kedalam gudang. Tabel data ini bersifat dinamis sehingga pengguna dapat melakukan penambahan, perubahan dan pengurangan data.
2. Tabel data produk keluar
Tabel data produk keluar merupakan tabel data yang berisi informasi mengenai jumlah produk yang keluar gudang untuk dikirim kepada distributor. Selain itu, terdapat juga informasi mengenai tanggal produk keluar gudang. Tabel data ini bersifat dinamis sehingga pengguna dapat melakukan penambahan, perubahan dan pengurangan data.
3. Tabel data master produk
Tabel data master produk berisi informasi mengenai jenis produk yang terdapat pada PT.Gasandry serta informasi lain seperti bobot produk per sachet, kapasitas mesin yang digunakan, toleransi masa simpan produk serta jumlah persediaan produk. Informasi mengenai jumlah persediaan produk menggunakan masukan dari tabel data produk masuk dan tabel data produk keluar. Pada tabel data ini dapat dilakukan penambahan,pengurangan serta perubahan data.
tanggal masuk material tersebut. Tabel data ini menjadi masukan dalam perhitungan jumlah persediaan material pada tabel data master material. Tabel data ini dirancang secara dinamis sehingga pengguna dapat melakukan kegiatan penambahan, pengurangan, serta perubahan data.
5. Tabel data master material
Tabel data master material berisi informasi mengenai jumlah persediaan material yang ada digudang. Pada tabel data ini dapat dilakukan penambahan,pengurangan serta perubahan data. Tabel data ini akan menjadi masukan pada tabel data pesanan untuk membandingkan kebutuhan material untuk melakukan kegiatan produksi dengan persediaan material yang ada didalam gudang.
6. Tabel data pesan material
Tabel data pesan material merupakan tabel data yang berisi informasi mengenai material yang belum dipesan. Tabel data ini berhubungan dengan pengecekan material dalam model kebutuhan produksi.
7. Tabel data pesanan
Tabel data pesanan merupakan tabel data yang berhubungan dengan pesanan produk. Tabel data ini berisi informasi mengenai bulan pemesanan, nama produk, jumlah pesanan, jumlah produk diproduksi, kebutuhan material,kebutuhan tenaga kerja, dan kebutuhan hari kerja (waktu pengerjaan produk). Tabel data ini dirancang secara dinamis sehingga pengguna dapat melakukan kegiatan penambahan, pengurangan, serta perubahan data.
8. Tabel data hari kerja
Tabel data hari kerja berisi informasi mengenai jumlah hari kerja yang tersedia pada bulan tertentu. Tabel data ini berguna dalam penyusunan jadwal produksi dalam model penjadwalan. Tabel data ini dirancang secara dinamis sehingga pengguna dapat melakukan kegiatan penambahan, pengurangan, serta perubahan data.
c. Sistem Manajemen Dialog
Sistem manajemen dialog merupakan fasilitas yang dapat mengatur interaksi antar pengguna dengan program ketika menjalankan program. Interaksi ini dapat berupa keadaan ketika pengguna memberikan input kepada program, seperti menambah, mengurangi, atau memodifikasi input di tempat yang telah disediakan oleh program. Kondisi lainnya adalah ketika pengguna memerintahkan program untuk menjalankan fungsi tertentu, atau ketika pengguna memperoleh output yang ditampilkan oleh program dengan bahasa yang mudah dimengerti oleh pengguna, misalnya dalam bentuk tulisan, angka, satuan, tabel , gambar , dan lain-lain.
V. HASIL DAN PEMBAHASAN A. KONDISI PERUSAHAAN
a. Proses Produksi
Proses produksi merupakan rangkaian operasi yang dilalui bahan baku baik secara fisik maupun kimia untuk meningkatkan nilai tambah dan nilai jualnya. Proses produksi di PT.Gasandry berdasarkan make to order yaitu tidak ada proses produksi yang dilakukan sebelum pesanan datang. Apabila pesanan datang barulah dibuat perencanaan sesuai dengan spesifikasi permintaan. Proses produksi pada PT.Gasandry termasuk ke dalam tipe intermittent atau kegiatan pengolahan yang terputus-putus, dimana bahan-bahan diolah melalui beberapa tahap tetapi tahap-tahap tersebut bukan merupakan suatu rangkaian yang terus menerus. Kapasitas produksi maksimal PT.Gasandry adalah 2000 dus/hari. Proses produksi di PT.Gasandry berlangsung setiap hari dengan menghasilkan berbagai jenis produk dengan jumlah sekitar ± 1200 dus/hari. Kegiatan produksi di PT.Gasandry dilakukan selama 6 hari kerja yakni Senin sampai Sabtu dengan 8 jam kerja dalam satu hari.
PT.Gasandry merupakan perusahaan yang bergerak di bidang pangan dan mempunyai 6 jenis produk yang terdiri dari 5 jenis produk olahan kopi dan 1 jenis produk bukan olahan kopi. Setiap produk memiliki proses pengolahan yang berbeda-beda. Produk olahan kopi yang dihasilkan PT.Gasandry yaitu kopi jahe susu, kopi instan, kopi gula, kopi susu dan kopi moka. Sedangkan produk bukan kopi adalah gula jahe. Jenis produk yang diproduksi oleh PT. Gasandry dapat dilihat pada Tabel 1. Bahan baku dari kelima jenis produk olahan kopi adalah kopi bubuk.
Tahapan produksi kopi di PT. Gasandry secara garis besar meliputi pencampuran dan pengemasan, namun pada pengolahan kopi moka dan kopi susu terdapat tahap penggilingan. Hal ini dilakukan karena bubuk kopi yang diinginkan untuk kedua produk itu harus memiliki tekstur yang lebih halus dibandingkan bubuk kopi yang dibutuhkan untuk bahan baku produk kopi lain. Pada produk gula jahe hanya mengalami proses pengemasan dengan bahan
baku terda baku terda u gula dan j apat pada G jahe. Adapu Gambar 13.
un gambaraan secara ummum dari prroses produuksi kopi
Tabeel 1. Jenis PProduk padaa PT.Gasanddry
No No JeJe 1 Kopi 2 Kopi 3 Kopi 4 Kopi 5 Kopi 6 Gula enis Produ i Jahe Susu i Instan i Moka i Susu i Gula a Jahe k Prod dari kopi. Prod dari k Prod dari dan c Prod dari susu. Prod dari k Prod dari g Deskripsi duk minuma gula, jahe . duk minuma kopi,gula d duk minuma kopi,gula coklat. duk minuma kopi,gula, . duk minuma kopi dan gu duk minuma gula dan jah
i Produk an yang te e, kremer an yang te dan kremer. an yang te kremer, an yang te kremer an yang te ula. an yang te he. G erdiri dan erdiri erdiri susu erdiri dan erdiri erdiri Gambar Prroduk
Bahan Baku
Gambar 13. Proses produksi kopi
Mesin yang digunakan pada proses produksi di perusahaan yaitu mesin penggilingan, mesin pencampuran,dan mesin pengemasan. Jumlah mesin yang tersedia bagi setiap produk dapat dilihat pada Tabel 2.
Tabel 2. Jumlah Mesin yang Tersedia Untuk Setiap Produk
No Produk
Mesin Penggilingan Mesin Pencampuran Mesin Pengemasan Jumlah Mesin Kapasitas (kg/jam) Jumlah Mesin Kapasitas (kg/jam) Jumlah Mesin Kapasitas (kg/jam)
1 Kopi Jahe Susu - - 3 1440 4 240
2 Kopi Susu - - 1 480 2 120 3 Kopi Moka - - 1 480 2 120 4 Kopi Instan - - 1 480 2 120 5 Kopi Gula - - 2 960 2 120 6 Gula Jahe - - 0 0 2 120 Total 4 360 8 3840 14 840
Mesin penggilingan hanya dipakai oleh produk kopi susu dan kopi moka dengan 2 mesin masing-masing berkapasitas 120 kg/jam dan 2 mesin yang lain masing-masing berkapasitas 60 kg/jam. Kapasitas mesin penggilingan yang digunakan dalam proses produksi perusahaan yaitu 60 kg/jam atau 360 kg/hari
Penimbangan
Pencampuran
Pengemasan Penggilingan
apabila diasumsikan jam kerja efektif adalah 6 jam per hari. Jika pada hari yang sama terdapat proses produksi kopi susu dan kopi moka maka proses penggilingan bubuk kopi untuk bahan baku produk kopi susu dan kopi moka dapat dilakukan pada mesin giling yang sama. Banyaknya kopi bubuk yang digiling merupakan jumlah total kopi bubuk yang dibutuhkan untuk memproduksi produk kopi susu dan kopi moka. Setelah bubuk kopi selesai digiling barulah dilakukan proses pemisahan bubuk kopi sesuai dengan kebutuhan masing-masing produk.
Mesin pencampuran (mixing) berfungsi mendapatkan adonan kopi yang homogen. Jumlah mesin pencampuran yang tersedia untuk masing-masing produk berbeda-beda. Kopi jahe susu memiliki 3 mesin pencampuran yang kapasitas totalnya 1440 kg/jam dan kopi gula memiliki 2 mesin pencampuran dengan kapasitas totalnya 960 kg/jam. Sedangkan kopi susu, kopi moka, dan kopi instan masing-masing memiliki 1 mesin pencampuran dengan kapasitas 480 kg/jam.
Setelah bahan baku mengalami proses pencampuran maka selanjutnya adalah proses pengemasan. Ruang pengemasan dibagi menjadi 2 yaitu ruang pengemasan 1 dan ruang pengemasan 2. Ruang pengemasan 1 merupakan ruang pengemasan untuk produk kopi jahe susu dan gula jahe, sedangkan ruang pengemasan 2 merupakan ruang pengemasan untuk produk kopi susu, kopi moka, kopi instan dan kopi gula. Pemisahan ruang ini didasarkan agar aroma jahe yang terdapat pada produk kopi jahe susu dan gula jahe tidak mencemari aroma kopi yang terdapat pada kopi susu, kopi moka, kopi instan maupun kopi gula. Jumlah mesin yang terdapat pada ruang pengemasan 1 adalah 6 mesin pengemasan yang terdiri dari 4 mesin untuk produk kopi jahe susu dan 2 mesin untuk produk gula jahe. Mesin pengemasan memiliki kapasitas 60 kg/jam atau 360 kg/hari. Pada ruang pengemasan 2, terdapat 10 mesin pengemasan yang digunakan untuk masing–masing produk,jadi setiap 1 (satu) produk memiliki 2 mesin pengemasan yang berkapasitas 60 kg/jam.
b. Perencanaan Produksi
Perencanaan produksi di PT.Gasandry dilakukan oleh bagian produksi PT.Gasandry. Bagian produksi PT.Gasandry ini bertanggung jawab dalam melakukan perencanaan produksi sehingga permintaan konsumen dapat selalu terpenuhi. Perencanaan merupakan bagian penting dalam melakukan proses produksi , dimana penjadwalan termasuk didalamnya. Salah satu input untuk melakukan penjadwalan adalah data pesanan yang merupakan jumlah produk yang dipesan oleh distributor. Aliran informasi pesanan berawal dari permintaan konsumen melalui distributor pabrik yaitu PT. Sinar Gunung Sejati (SGS) , yang merupakan perusahaan distributor di bawah PT.Gasandry.
Permintaan konsumen berasal dari retail-retail dan distributor cabang yang selanjutnya masuk ke distributor utama. Distributor utama akan menginformasikan kepada divisi produksi dalam bentuk data pesanan. Data pesanan konsumen diberikan sekali dalam 3 bulan yang artinya terdapat empat periode pesanan dalam satu tahun. Data pesanan periode pertama merupakan data pesanan konsumen untuk tiga bulan pertama produksi. Batas waktu pemberian data pesanan ke divisi produksi adalah setiap tanggal 14 pada bulan terakhir periode yang bersangkutan. Hal yang menjadi pertimbangan dalam penentuan waktu penyerahan data pesanan yaitu agar terdapat tenggang waktu untuk menyiapkan bahan baku dan bahan kemasan yang dibutuhkan. Proses pengiriman pesanan dilakukan rutin pada setiap akhir bulan. Data pesanan PT. Gasandry untuk periode pertama yaitu untuk bulan Januari hingga Maret 2010 dapat dilihat pada Tabel 3.
Tabel 3. Data Pesanan PT.Gasandry Pada Bulan Januari-Maret 2010
Jenis Barang Januari 2010 (dus) Februari 2010 (dus) Maret 2010 (dus) Kopi Gula 555 1634 6150 Kopi Susu 2784 3021 3604 Kopi Moka 0 723 3101
Kopi Jahe Susu 9129 12550 11063
Jahe Gula Instan 1811 3586 4474
Kopi Instan 576 1404 2640
Tahapan selanjutnya adalah proses penjadwalan produksi. Di perusahaan, proses penjadwalan produksi tidak dilakukan dengan mempertimbangkan sumber daya yang tersedia. Hal ini menyebabkan tingginya waktu menganggur
(idle time) dan banyaknya tenaga kerja yang mengganggur. Proses pemesanan
sampai pengiriman produk jadi ke konsumen yang diterapkan di PT.Gasandry terdapat pada Gambar 14.
Gambar 14. Aliran Informasi Pesanan dan Perencanaan Produksi PT.Gasandry
c. Utilisasi Sumber Daya
Sumber daya adalah berbagai jenis barang dan jasa yang dibutuhkan oleh perusahaan untuk diolah guna membuat barang atau jasa yang lain, seperti sumberdaya mesin dan tenaga kerja. Penggunaan sumber daya produksi di PT.Gasandry selama ini belum optimal jika dilihat dari hasil perhitungan utilisasi sumber daya produksi dari bulan Januari-Maret 2010. Nilai utilisasi
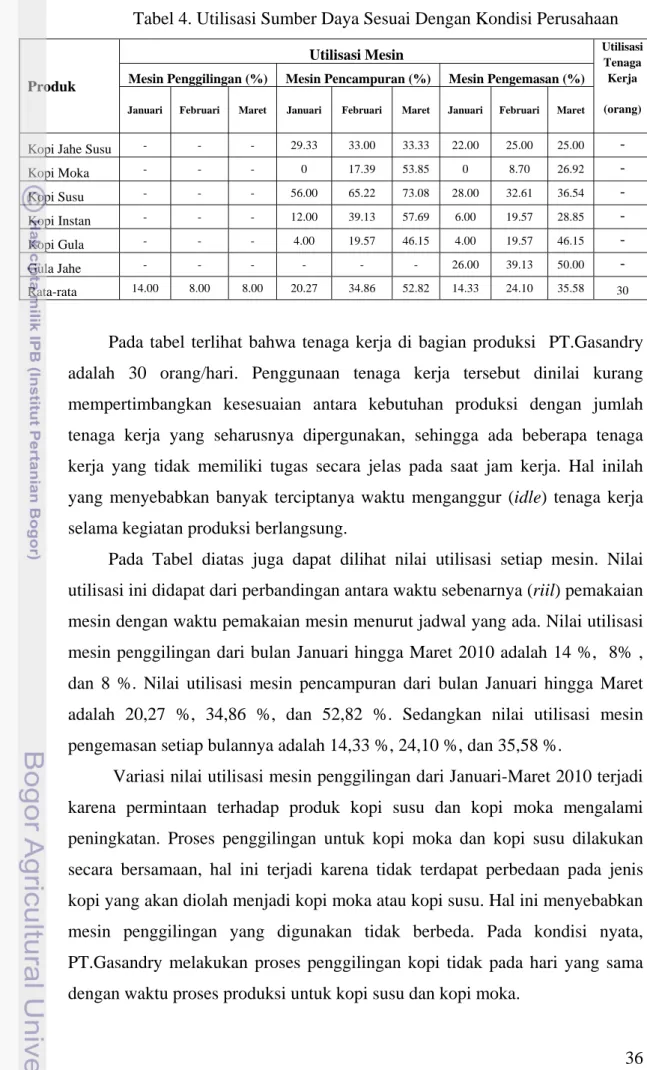
Tabel 4. Utilisasi Sumber Daya Sesuai Dengan Kondisi Perusahaan
Produk
Utilisasi Mesin Utilisasi Tenaga
Kerja (orang) Mesin Penggilingan (%) Mesin Pencampuran (%) Mesin Pengemasan (%)
Januari Februari Maret Januari Februari Maret Januari Februari Maret Kopi Jahe Susu - - - 29.33 33.00 33.33 22.00 25.00 25.00 ‐ Kopi Moka - - - 0 17.39 53.85 0 8.70 26.92 ‐ Kopi Susu - - - 56.00 65.22 73.08 28.00 32.61 36.54 ‐ Kopi Instan - - - 12.00 39.13 57.69 6.00 19.57 28.85 ‐ Kopi Gula - - - 4.00 19.57 46.15 4.00 19.57 46.15 ‐ Gula Jahe - - - - - - 26.00 39.13 50.00 ‐ Rata-rata 14.00 8.00 8.00 20.27 34.86 52.82 14.33 24.10 35.58 30
Pada tabel terlihat bahwa tenaga kerja di bagian produksi PT.Gasandry adalah 30 orang/hari. Penggunaan tenaga kerja tersebut dinilai kurang mempertimbangkan kesesuaian antara kebutuhan produksi dengan jumlah tenaga kerja yang seharusnya dipergunakan, sehingga ada beberapa tenaga kerja yang tidak memiliki tugas secara jelas pada saat jam kerja. Hal inilah yang menyebabkan banyak terciptanya waktu menganggur (idle) tenaga kerja selama kegiatan produksi berlangsung.
Pada Tabel diatas juga dapat dilihat nilai utilisasi setiap mesin. Nilai utilisasi ini didapat dari perbandingan antara waktu sebenarnya (riil) pemakaian mesin dengan waktu pemakaian mesin menurut jadwal yang ada. Nilai utilisasi mesin penggilingan dari bulan Januari hingga Maret 2010 adalah 14 %, 8% , dan 8 %. Nilai utilisasi mesin pencampuran dari bulan Januari hingga Maret adalah 20,27 %, 34,86 %, dan 52,82 %. Sedangkan nilai utilisasi mesin pengemasan setiap bulannya adalah 14,33 %, 24,10 %, dan 35,58 %.
Variasi nilai utilisasi mesin penggilingan dari Januari-Maret 2010 terjadi karena permintaan terhadap produk kopi susu dan kopi moka mengalami peningkatan. Proses penggilingan untuk kopi moka dan kopi susu dilakukan secara bersamaan, hal ini terjadi karena tidak terdapat perbedaan pada jenis kopi yang akan diolah menjadi kopi moka atau kopi susu. Hal ini menyebabkan mesin penggilingan yang digunakan tidak berbeda. Pada kondisi nyata, PT.Gasandry melakukan proses penggilingan kopi tidak pada hari yang sama dengan waktu proses produksi untuk kopi susu dan kopi moka.
Pada mesin pencampuran dan mesin pengemasan nilai utilisasi juga mengalami variasi nilai utilisasi. Perbedaaan nilai ini disebabkan karena adanya perbedaan permintaan terhadap masing-masing produk setiap bulannya sehingga jumlah waktu penggunaan mesin juga mengalami perbedaan. Masih rendahnya permintaan produk pada PT.Gasandry mengakibatkan tingkat penggunaan mesin (utilisasi) kecil, karena jumlah mesin yang tersedia lebih besar daripada kebutuhan produksi saat ini.
B. PENYUSUNAN PENJADWALAN PRODUKSI
Penjadwalan produksi merupakan suatu unsur yang penting dalam perencanaan produksi pada suatu perusahaan. Penjadwalan produksi yang baik akan mengoptimalkan utilisasi sumber daya yang tersedia sehingga perusahaan dapat mencapai target produksi yang telah ditetapkan. Penentuan teknik yang digunakan dalam penjadwalan produksi mempertimbangkan beberapa faktor yaitu volume produksi, keragaman produk, keadaan proses produksi, dan kompleksitas dari pekerjaan itu sendiri.
Ketika melakukan penyusunan penjadwalan produksi di PT. Gasandry faktor yang utama yang harus diperhatikan adalah kapasitas mesin pengemasan. Proses pengemasan merupakan proses yang penting karena proses ini membutuhkan waktu yang lebih lama dari proses lainnya. Jumlah bahan yang akan diproduksi setiap harinya akan menyesuaikan kapasitas mesin pengemasan yang tersedia pada masing-masing produk. Permasalahan penjadwalan produksi yang dihadapi oleh PT. Gasandry adalah banyaknya waktu menganggur tenaga kerja sehingga dibutuhkan suatu teknik penjadwalan yang dapat mengefektifkan penggunaan tenaga kerja di PT.Gasandry.
Penyusunan penjadwalan produksi di PT.Gasandry dimulai dengan penentuan lini produksi untuk menentukan berapa jumlah produk yang diproduksi dalam satu hari. Penentuan lini produksi bertujuan agar jumlah hari kerja yang dibutuhkan kurang atau sama dengan hari kerja yang tersedia. Artinya, penentuan lini produksi dilakukan untuk menghindari kekurangan hari kerja agar dapat
Berdasarkan hasil yang didapat, lini produksi bulan Januari 2010 hingga Maret 2010 berbeda-beda. Pada bulan Januari dibutuhkan 2 lini produksi, bulan Februari membutuhkan 3 lini produksi sedangkan bulan Maret membutuhkan 5 lini produksi. Penentuan lini produksi ini dibuat berdasarkan data pesanan bulan Januari hingga Maret dan waktu pengerjaan masing-masing produk untuk memenuhi pesanan pada bulan tersebut. Kedua faktor tersebut menyebabkan kebutuhan lini produksi pada setiap bulan berbeda. Diagram alir penentuan kebutuhan lini produksi dapat dilihat pada Gambar 15.
Gambar 15. Diagram Alir Kebutuhan Lini Produksi
Setelah lini produksi ditentukan maka akan dilakukan penyusunan jadwal produksi. Penyusunan jadwal produksi didasarkan pada toleransi masa simpan produk. Toleransi masa simpan produk adalah rentang waktu yang dimulai dari produk selesai diproduksi hingga batas produk dianjurkan baik untuk dikonsumsi. Waktu toleransi masa simpan produk berbeda-beda, yaitu kopi instan memiliki toleransi masa simpan 9 bulan, kopi jahe susu dan gula jahe memiliki toleransi