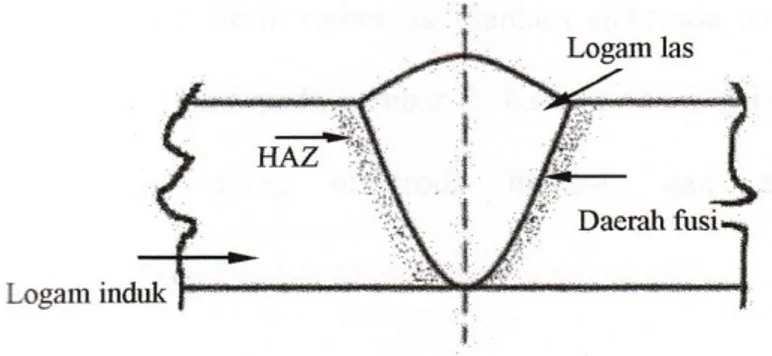
II. TINJAUAN PUSTAKA. dengan cara mencairkan sebagian logam induk dan logam pengisi dengan atau
Teks penuh
Gambar



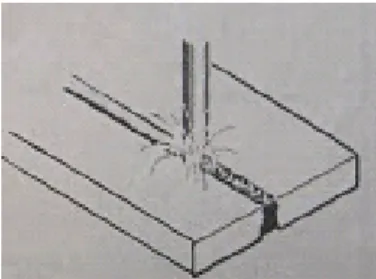
![Gambar 5. Pemotongan busur udara [Wiryosumarto, 1996].](https://thumb-ap.123doks.com/thumbv2/123dok/4611064.3367033/10.892.265.754.773.994/gambar-pemotongan-busur-udara-wiryosumarto.webp)
Dokumen terkait
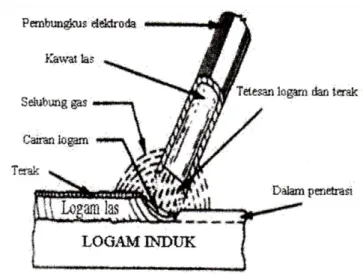
Dalam las listrik, panas yang akan digunakan untuk mencairkan logam diperoleh dari busur listrik yang timbul antara benda kerja yang dilas dan kawat logam yang
dengan mendekatkan elektroda ke dalam logam induk atau logam yang akan dilas sejarak kira-kira 2 mm, maka terjadi busur listrik yang merupakan sumber panas dalam proses
Dalam las listrik, panas yang akan digunakan untuk mencairkan logam diperoleh dari busur listrik yang timbul antara benda kerja yang dilas dan kawat logam yang
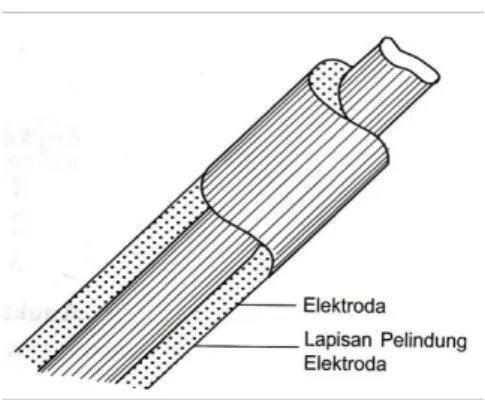
Las SMAW adalah suatu proses pengelasan busur listrik yang mana peng- gabungan atau perpaduan logam yang dihasilkan oleh panas dari busur listrik yang dikeluarkan diantara
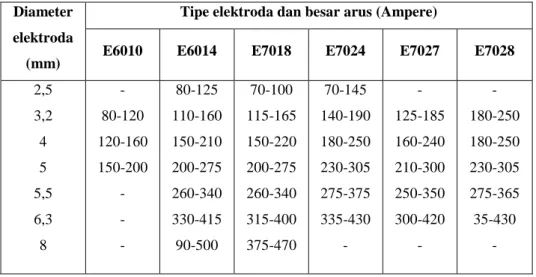
Faktor-faktor yang mempengaruhi hasil pengelasan adalah : input voltase ke mesin las, arus pengelasan, voltase busur nyala, jarak tip ke logam yang dilas,
Dalam las listrik panas yang akan digunakan untuk mencairkan logam diperoleh dari busur listrik yang timbul antara benda kerja yang dilas dan kawat logam
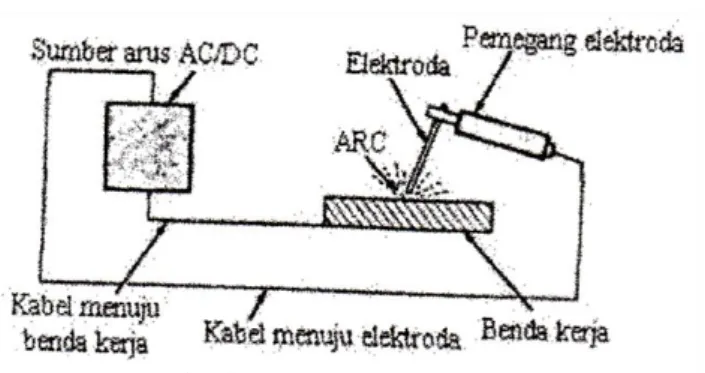
Dalam pengelasan untuk mendapatkan busur nyala adalah dengan mengkontakkan elektroda las positif dengan benda kerja massa negatif yang akan dilas, setelah arus listrik mengalir dari
2.2.1 Pengertian Las Listrik Atau SMAW Shielded Metal Arc Welding Proses pengelasan di mana panas dihasilkan dari busur listrik antara ujung elektroda dengan logam yang dilas..
