commit to user
RANCANG BANGUN ALAT PENGHANCUR LIMBAH
POPOK DAN PEMBALUT
(KONSTRUKSI)
PROYEK AKHIR
Diajukan Sebagai Salah Satu Syarat Untuk Memperoleh Gelar
Ahli Madya
Disusun Oleh :
FAISAL NUR HANAFI NIM I 8109017
PROGRAM DIPLOMA TIGA TEKNIK MESIN PRODUKSI
FAKULTAS TEKNIK UNIVERSITAS SEBELAS MARET
commit to user
IOOIEOA66I
IoIBIAI sBlaqes ssllsJo^r
trrsel{ {.rDIeI III sulodlc
rmE0r6sttcla?,l6t
J"I,rrIS "olua{ns rueHgEurryurqurs6
lEurqunqtue6"UuxlcrnS
'e{penl gqv mpE qapradlueur {n$n pra{s n1es qEIEs rdeqss us{rluslpqqol
tr060r8
r
ffi
qelo
msnsl(
fts"lrnursNox)
INTyflrufld
NYO
XOdOd
HVSI,rtrT
UNJN\TIICNf,d TYTY NNCNYS
CNYf,IIYf,
Fpntuu8uag
le.IuIA[ sqsqes so*rsrealurl
{FDIoI su{n{eg qsery {u:[eJ m stuodrg ryqg uu.6ord r.rrgy ryfortr
mqqeEua14l
l Euqunqtue6
commit to user
i
RANCANG BANGUN ALAT PENGHANCUR LIMBAH
POPOK DAN PEMBALUT
(KONSTRUKSI)
PROYEK AKHIR
Diajukan Sebagai Salah Satu Syarat Untuk Memperoleh Gelar
Ahli Madya
Disusun Oleh :
FAISAL NUR HANAFI NIM I 8109017
PROGRAM DIPLOMA TIGA TEKNIK MESIN PRODUKSI
FAKULTAS TEKNIK UNIVERSITAS SEBELAS MARET
commit to user
ii
LEMBAR PENGESAHAN
Proyek Akhir Program Studi Diploma III Teknik Mesin Fakultas Teknik Universitas Sebelas Maret
Dengan judul
RANCANG BANGUN ALAT PENGHANCUR LIMBAH
POPOK DAN PEMBALUT
(KONSTRUKSI)
Disusun Oleh
FAISAL NUR HANAFI I 8109017
Telah disahkan sebagai salah satu syarat untuk memperoleh gelar Ahli Madya.
Surakarta, Pembimbing I
Wahyu Purwo Raharjo, ST.MT 197202292000121001
Pembimbing II
Heru Sukanto, ST.MT 197207311997021001
Mengetahui
Ketua Program Studi Diploma III Teknik Mesin Fakultas Teknik Universitas Sebelas Maret
commit to user
iii
MOTTO
“Allah meninggikan orang-orang yang beriman diantara
kamu dan orang-orang yang diberi ilmu pengetahuan
beberapa derajat”
" Setiap waktu dalam kehidupan anda dapat menjadi
permulaan dari sebuah perkara besar."
“Jalan Hidup Memang Panjang, Yakinlah untuk Merintisnya perlahan”
“
Hidup Biar Beradap, Bukan Untuk Biadap
”" Jika anda memiliki keberanian untuk
memulai, anda juga memiliki keberanian untuk
sukses. "
commit to user
iv
Alhamdulillah puji syukur kupanjatkan kehadirat ALLAH SWT sang pencipta semesta alam yang telah melimpahkan rahmat, hidayah
serta anugrah yang tak terhingga kepada kita semua.
“Bapak, Ibu Dan Adiku Tercinta Terimakasih Atas Semua Doa, Motivasi Serta Materi Berlimpah Yang Telah Engkau Berikan Untuk Mewujudkan Satu Citaku Ini”
“Mawarku” Terimakasih Atas Semua Cinta dan Kasih Sayang Serta Motivasi Yang Tak Henti-Hentinya Kau Berikan Hingga Terselesaikanya Semua Perjuangan Ini... I LOVE YOU.
“Totok, Putut & Novianta” Jalan Kita Masih Panjang Teman.. Terimakasih Telah Menjadi Sebuah Team Yang Solid Selalu. Good Jobs Man!!. We Are The Best.
“Rekan-Rekan Mesin Produksi 2009” Kita Semua Keluarga Broo.. Ini Awal Dari Sebuah Perjalanan Yang Panjang. Thank’s Buat Semuanya.
The Last Thank’s to: Bapak Wahyu Purwo Raharjo ST MT yang telah memberikan bimbinganya selama Tugas Akhir ini.
commit to user
v
KATA PENGANTAR
Puji syukur Alhamdulillah kepada Allah SWT yang telah memberikan rahmat dan hidayah-Nya, sehingga dalam penyusun proyek akhir dengan judul Rancang Bangun Alat Penghancur Limbah Popok Dan Pembalut dapat diselesaikan dengan baik. Sholawat dan salam senantiasa tercurah kepada uswah dan pemimpin kita Nabi Muhammad SAW, keluarga, para sahabat dan kepada semua pengikut sunnah beliau hingga akhir zaman.
Proyek akhir ini disusun sebagai salah satu syarat untuk memperoleh gelar ahli madya yang wajib disusun oleh setiap mahasiswa Program Studi Diploma III Teknik Mesin Fakultas Teknik Universitas Sebelas Maret Surakarta setelah selesei mengerjakan proyek akhirnya.
Berkat bantuan dari berbagai pihak, proyek akhir ini dapat terselesaikan dengan baik. Oleh karena itu, kami mengucapkan terima kasih kepada :
1. Bapak Heru Sukanto, ST. MT. Selaku Ketua Program Studi Diploma III Teknik Mesin Fakultas Teknik Universitas Sebelas Maret Surakarta sekaligus merangkap sebagai pembimbing II dalam proyek akhir ini.
2. Bapak Wahyu Purwo R, ST. MT. Selaku pembimbing I dalam proyek akhir ini.
3. Bapak, ibu dan keluarga tercinta yang telah memberi motivasi, semangat dan dorongan sehingga terseleseikanya proyek akhir sekaligus memperoleh gelar ahli madya ini.
commit to user
vi ABSTRAKSI
FAISAL NUR HANAFI : PROYEK AKHIR – “RANCANG BANGUN ALAT
PENGHANCUR LIMBAH POPOK DAN PEMBALUT (KONSTRUKSI)” :
PROGRAM STUDI D III TEKNIK MESIN PRODUKSI FAKULTAS TEKNIK UNIVERSITAS SEBELAS MARET SURAKARTA 2012.
Pembalut dan popok merupakan limbah sekali pakai. Lembaga ekologi dan konservasi telah melakukan penilitian bahwa 15% dari sampah-sampah yang mencemari sungai adalah pembalut dan popok. Alat penghancur limbah pembalut dan popok ini dibuat untuk menanggulangi banyaknya limbah popok dan pembalut dengan cara menghancurkannya supaya bisa dimanfaatkan kembali sebagai pengisi sofa, boneka dll.
Tujuan dari proyek akhir ini adalah merancang dan membuat alat penghancur limbah pempalut dan popok dan menganalisa setiap bagian - bagian yang termasuk kedalam konstruksi yaitu meliputi kekuatan rangka, sambungan las, sambungan baut dan kekuatan bantalan.
commit to user
vii DAFTAR ISI
HALAMAN JUDUL ……… ... i
HALAMAN PENGESAHAN...ii
HALAMAN MOTTO ... iii
HALAMAN PERSEMBAHAN... iv
KATA PENGANTAR …………....………... v
ABSTRAKSI... vi
DAFTAR ISI ………...…………...………...vii
DAFTAR TABEL... ix
DAFTAR GAMBAR... x
BAB I PENDAHULUAN 1.1 Latar Belakang………... 1
1.2 Perumusan Masalah ………... 1
1.3 Metode Pembahasan ………...……... 1
1.4 Tujuan dan Manfaat ………...………... 2
BAB II DASAR TEORI 2.1 Kekuatan Rangka... 3
2.2 Pengelasan... 5
2.3 Sambungan Baut... 9
2.4 Bantalan... 10
2.5 Mesin Bor... 11
2.6 Mesin Frais... 13
2.7 Sabuk... 14
BAB III PERANCANGAN DAN GAMBAR 3.1 Skema dan Prinsip Kerja Alat... 16
3.2 Diagram alir Proses Perancangan Konstruksi... 17
3.3 Perancangan Konstruksi... 18
3.3.1 Perhitungan Beban Pada Poros Pisau Penghancur... 20
3.3.2 Perencanaan Rangka Bagian Atas ... 27
3.3.3 Perencanaan Rangka Bagian Bawah... 30
3.4 Perencanaan Pengelasan... 39
3.5 Perencanaan Sambungan Baut... 41
3.5.1 Dudukan Motor Penggerak... 41
3.5.2 Baut Pada Dudukan Bantalan... 42
3.6 Perencanaan Bantalan... 43
BAB IV PEMBUATAN DAN PEMBAHASAN 4.1 Proses Pembuatan Poros Pisau Potong... 44
4.1.1 Proses Pembubutan... 44
4.1.2 Proses milling ... 45
4.2 Proses Pembuatan Ring Penyekat Antar Pisau... 46
4.3 Proses Pembuatan Rangka... 48
4.4 Pembuatan Dudukan Motor Penggerak... 49
4.5 Proses Pembuatan Garpu Penahan………... 50
4.6 Proses Pembuatan Cover Rangka………... 51
4.7 Pembuatan Dudukan Poros Pisau Potong…………... 53
commit to user
viii
4.9 Proses Pembuatan Saluran Output……….………... 55
4.10 Modifikasi Pisau Potong...………... 56
4.11 Proses Pembuatan Cover Pulley dan V-Belt…………... 56
4.12 Proses Pengecatan………... 57
4.13 Proses Pengeboran & Pengetapan Rangka Untuk Sekrup ... 58
4.14 Proses Perakitan Mesin………... 58
BAB V PENUTUP 5.1 Kesimpulan ... 60
5.2 Saran ... 60
commit to user
ix
DAFTAR TABEL
commit to user
x
DAFTAR GAMBAR
Gambar 2.1 Tumpuan Rol...3
Gambar 2.2 Tumpuan Sendi... 3
Gambar 2.3 Tumpuan Jepit... 4
Gambar 2.4 Tanda Untuk Gaya Normal... 4
Gambar 2.5 Tanda Untuk Gaya Geser... 5
Gambar 2.6 Tanda Untuk Momen... 5
Gambar 2.7 Jenis Sambungan Las... 6
Gambar 2.8 Bentuk Alur / Kampuh Las... 6
Gambar 2.9 Bentuk Pengelasan Rangka... 7
Gambar 2.10 Jenis Bantalan Gelinding... 11
Gambar 2.11 Pemakanan Mesin Frais... 14
Gambar 3.1 Alat Penghancur Limbah Pembalut Dan Popok... 16
Gambar 3.2 Flow Chart Perencanaan Dan Perhitungan... 17
Gambar 3.3 Sketsa Rangka... 18
Gambar 3.4 Analisa tegangan pada puli... 19
Gambar 3.5 Analisa uraian gaya pada puli... 20
Gambar 3.6 Uraian gaya vertikal... 21
Gambar 3.7 Titik potongan pada gaya vertikal... 22
Gambar 3.8 Reaksi gaya dalam potongan x-x kiri vertikal... 22
Gambar 3.9 Reaksi gaya dalam potongan y-y kiri vertikal... 23
Gambar 3.10 Reaksi gaya dalam potongan z-z kanan vertikal... 23
Gambar 3.11 Diagram NFD, SFD dan BMD gaya vertikal... 24
Gambar 3.12 Uraian gaya horizontal... 24
Gambar 3.13 Titik potongan pada gaya horizontal... 25
Gambar 3.14 Reaksi gaya dalam potongan x-x kiri horisontal... 25
Gambar 3.15 Reaksi gaya dalam potongan y-y kiri horizontal... 26
Gambar 3.16 Reaksi gaya dalam potongan z-z kanan... 26
Gambar 3.17 Diagram NFD, SFD dan BMD gaya horizontal... 27
Gambar 3.18 gaya pada batang AEB... 28
Gambar 3.19 Reaksi gaya dalam potongan x-x kiri... 28
Gambar 3.20 Reaksi gaya dalam potongan y-y kanan... 29
Gambar 3.21 Diagram gaya batang AEB... 29
Gambar 3.22 konstruksi rangka... 31
Gambar 3.23 Analisa tegangan puli... 31
Gambar 3.24 Analisa uraian gaya pada puli... 32
Gambar 3.25 Dimensi rangka pada dudukan motor... 33
Gambar 3.26 gaya yang bekerja pada batang GH... 34
Gambar 3.27 Titik potongan gaya batang GH... 34
Gambar 3.28 Reaksi gaya dalam potongan x-x kiri... 35
Gambar 3.29 Reaksi gaya dalam potongan y-y kanan... 35
Gambar 3.30 Diagram gaya batang GH... 36
Gambar 3.31 Gaya pada batang HLI... 36
Gambar 3.32 Titik potongan gaya batang HLI... 37
Gambar 3.33 Reaksi gaya dalam potongan x-x kiri... 37
commit to user
xi
Gambar 3.35 Diagram gaya batang HLI... 38
Gambar 3.36 Bentuk pengelasan... 40
Gambar 4.1 Gambar Poros Pisau Potong... 44
Gambar 4.2 Gambar Ring Penyekat antar Pisau Potong... 48
Gambar 4.3 Gambar Rangka Mesin... 49
Gambar 4.4 Gambar Dudukan Motor Penggerak... 50
Gambar 4.5 Gambar Garpu Penahan... 51
Gambar 4.6 Gambar Cover Rangka Atas... 52
Gambar 4.7 Gambar Cover Rangka Belakang... 52
Gambar 4.8 Gambar Cover Rangka Samping Kanan... 52
Gambar 4.9 Gambar Cover Rangka Samping Kiri... 53
Gambar 4.10 Gambar Dudukan Poros Pisau Potong... 53
Gambar 4.11 Gambar Corong Input... 54
Gambar 4.12 Gambar Saluran Output... 55
Gambar 4.13 Gambar pisau...56
Gambar 4.14 Gambar Cover Pulley dan V-Belt... 57
commit to user
1 BAB I PENDAHULUAN
1.1 LATAR BELAKANG
Popok dan pembalut adalah jenis barang sekali pakai dan harus dibuang setelah digunakan. Limbah jenis ini tidak higienis dan dapat mencemari lingkungan karena menempel kotoran-kotoran yang banyak mengandung bakteri-bakteri atau mikroorganisme sebagai sumber penyakit. Penanganan limbah jenis ini tidak dilakukan dengan baik, biasanya hanya dicuci lalu dibuang ke tempat sampah atau sungai-sungai dan bercampur dengan sampah-sampah lainya.
Lembaga ekologi dan konservasi telah melakukan penilitian bahwa 15% dari sampah-sampah yang mencemari sungai adalah pembalut dan popok (sumber: http://kampungtki.com/baca/27958 ). Maka dari itu popok dan pembalut harusnya diberi tempat pembuangan tersendiri dan nantinya dibawa ketempat penampungan sampah. Setelah sampai ketempat penampungan sampah, sampah jenis ini dipilah untuk di lakukan proses kimia supaya bakteri-bakteri dan mikroorganisme yang merugikan dapat di kurangi karena melihat dari sisi ekonominya limbah jenis ini dapat di olah lagi menjadi pengisi boneka, bantal dan lain-lainnya supaya tidak lagi mencemari lingkungan.
Pada proyek akhir ini akan dibuat sebuah Alat Penghancur Limbah Popok dan Pembalut dengan tujuan untuk menanggulangi banyaknya limbah popok dan pembalut dengan cara menghancurkannya supaya bisa dimanfaatkan kembali.
1.2 PERUMUSAN MASALAH
Perumusan masalah dalam proyek akhir ini adalah merancang dan membuat alat penghancur limbah popok dan pembalut.
1.3 BATASAN MASALAH
commit to user
2
1.4 TUJUAN DAN MANFAAT PROYEK AKHIR
1. Tujuan Proyek Akhir
Tujuan dari proyek akhir ini adalah merancang dan membuat alat penghancur limbah popok dan pembalut.
2. Manfaat Proyek Akhir
Proyek akhir ini mempunyai manfaat sebagai berikut : a. Teoritis
Memperoleh pengetahuan dan pemahaman mengenai perancangan alat serta menciptakan suatu unit rekayasa yang efektif dan efisien dibandingkan alat sejenis yang telah ada.
b. Praktis
commit to user BAB II
DASAR TEORI
2.1 Kekuatan rangka
Suatu konstruksi atau suatu rangka bertugas mendukung beban atau gaya yang bekerja pada sebuah sistem tersebut. Beban tersebut harus ditumpu dan diletakan pada peletakan – peletakan tertentu agar dapat memenuhi tugasnya. Beberapa peletakan antara lain:
a. Tumpuan rol
Adalah tumpuan yang dapat menahan gaya tekan yang arahnya tegak lurus bidang tumpuanya. Tumpuan rol tidak dapat menahan gaya yang arahnya sejajar dengan bidang tumpuan dan momen.
Gambar 2.1 tumpuan rol
b. Tumpuan sendi
Adalah tumpuan yang mampu menahan gaya yang arahnya sembarang pada bidang tumpuan. Tumpuan sendi dapat menumpu gaya yang arahnya tegak lurus maupun sejajar dengan bidang tumpuan.
Gambar 2.2 tumpuan sendi
commit to user
c. Tumpuan jepit
Adalah tumpuan yang dapat meneruskan segala gaya dan momen.
Gambar 2.3 tumpuan jepit
Dalam perhitungan kekuatan rangka akan diperhitungkan gaya luar dan gaya dalam.
a. Gaya luar
Adalah gaya yang bekerja diluar konstruksi. Gaya luar dapat berupa gaya vertikal, gaya horizontal, momen lentur dan momen puntir. Pada persamaan statis tertentu untuk menghitung besarnya gaya yang bekerja harus memenuhi syarat kesetimbangan :
= 0 = 0 = 0
b. Gaya dalam
Adalah gaya – gaya yang bekerja didalam konstruksi sebagai reaksi terhadap gaya luar. Reaksi yang timbul antara lain sebagai berikut :
1. Gaya normal (N)
Gaya normal merupakan gaya yang melawan muatan dan bekerja tegak lurus terhadap bidang gaya.
commit to user
2. Gaya Geser (S)
Gaya geser merupakan gaya yang melawan muatan dan bekerja sejajar terhadap bidang gaya.
Gambar 2.5 Tanda untuk gaya geser
3. Momen lentur (M)
Momen lentur adalah gaya perlawanan dari beban sebagai penahan lenturan yang terjadi pada balok / penahan terhadap kelengkungan.
Gambar 2.6 Tanda untuk momen
2.2 Pengelasan
Pengelasan adalah suatu sambungan yang permanen yang mana berasal dari peleburan dari dua bagian yang digabungkan bersama, dengan atau tanpa penggunaan penekanan dan pengisian material. Panas yang dibutuhkan untuk meleburkan material berasal dari nyala api pada las asitelin atau las busur listrik pada las listrik. Pada proses pengerjaan proyek akhir ini menggunakan Las listrik untuk membuat rangka dan spot welding untuk membuat cover.
commit to user
Gambar 2.7 jenis sambungan las
Keterangan:
a. Sambungan las sudut dalam b. Sambungan las sudut luar c. Sambungan las tumpang d. Sambungan las T
Biasanya sebelum dilalukan pengelasan busur listrik benda kerja dibuat kampuh atau alur las seperti pada gambar 2.8 dibawah ini.
Gambar 2.8 bentuk alur / kampuh las
Keterangan:
a. sambungan langsung / tanpa kampuh
b. sambungan V tunggal
c. sambungan U tunggal
d. sambungan V ganda
commit to user
Perhitungan dalam perencanaan las.
Panjang las minimum dalam proses pengelasan (l)
P = 1.414 s x l x ...(2.1)
dimana :
l = panjang pengelasan (mm) P = beban yang bekerja (N) s = Tebal plat (mm)
= tegangan geser ( )
Menghitung Tebal las dari bentuk pengelasan yang dipakai seperti pada gambar 2.11 ini.
Gambar 2.9 bentuk pengelasan rangka
Dari gambar diatas maka dapat diuraikan pusat titik beratnya
x = ...(2.2)
y =
...(2.3)
maka,
commit to user
r2= ...(2.5)
cos = ...(2.6)
keterangan:
l = lebar plat (mm) b = tebal plat (mm)
= jarak beban dengan pusat titik berat (mm) = jarak beban dengan pusat titik berat (mm) = sudut maksimum pengelasan
Menghitung momen inersianya (J )
J = t ...(2.7)
Keterangan:
J = momen inersia (mm4)
t = tebal lasan (mm)
Menghitung gaya geser ( )
= ...(2.8)
Dimana
A = t . l + t . b ...(2.9)
Dan
commit to user
Keterangan :
= gaya geser normal / tegak lurus ke arah gravitasi ( N/mm2) = gaya geser tegak lurus ke arah G / sesuai momen akibat dari
pembebananya ( N/mm2) P = gaya yang membebani ( N ) A = throat area ( mm )
e = jarak gaya dengan pusat titik berat G ( mm ) r2=radius las (mm)
Resultan untuk tegangan geser maksimal
= ...(2.11)
2.3 Sambungan Baut
Sambungan baut adalah sambungan yang menggunakan kontruksi ulir untuk mengikat dua atau lebih komponen permesinan. Sambungan baut merupakan jenis dari sambungan semi permanent (dapat dibongkar pasang). Sambungan baut terdiri dari 2 (dua) bagian, yakni Baut (Bolt), yakni yang memiliki ulir di bagian luar dan Mur (Nut) , yakni yang memiliki ulir di bagian dalam.
Ukuran dalam ulir biasanya disertakan dengan huruf (M) kemudian diikuti dengan diamter dan kisaranya. Sebagai contoh M10 x 1,5 artinya ulir dengan diameter luar 10 dan kisar jarak ulir = 1,5 mm.
Perhitungan dalam perencanaan sambungan ulir antara lain menentukan besarnya diameter.
Menghitung diameter dari gaya gesernya.
commit to user
dimana :
dc = diameter baut (mm)
F = gaya yang bekerja (N)
= tegangan geser material ( N/mm2) = safety factor
2.4 Bantalan
Bantalan adalah elemen mesin yang menumpu poros berbeban, sehingga putaran atau gerakan bolak-baliknya dapat berlangsung secara halus, aman dan panjang umur. Bantalan harus cukup kokoh untuk memungkinkan poros serta elemen mesin lainnya bekerja dengan baik. Jika bantalan tidak berfungsi dengan baik maka prestasi seluruh sistem akan menurun atau tidak dapat bekerja secara semestinya. Jadi bantalan dalam permesinan dapat disamakan peranannya dengan pondasi pada gedung.
Bantalan yang dipakai adalah bantakan jenis gelinding. Pada bantalan ini terjadi gesekan gelinding antara bagian yang berputar dengan bagian yang diam melalui elemen gelinding seperti bola (peluru), rol atau rol jarum, dan rol bulat.
Adapun analisa terhadap bantalan dihitung dari beban ekuivalennya yaitu gabungan beban radial (WR) dan beban aksial (WT). Besarnya beban ekivalen
yang diterima bantalan dapat dihitung dengan persamaan.
We = (XR . V . WR + YT . WT ) KS ...……. (2.13)
Keterangan :
We = beban ekuivalen
XR = Faktor Beban radial
V = Faktor putaran = 1.0 untuk cincin dalam yang berputar = 1.5 untuk cincin luar yang berputar WR = Beban radial
WT = Beban aksial
YT = Faktor beban aksial
Ks = Faktor keamanan = 1.0 untuk beban yang merata
commit to user
= 2.0 untuk beban kejut menengah =2.5 untuk beban kejut berat
Gambar 2.10 Jenis bantalan gelinding
2.5 Mesin Bor
Mesin bor adalah suatu jenis mesin gerakanya memutarkan alat pemotong yang arah pemakanan mata bor hanya pada sumbu mesin tersebut (pengerjaan pelubangan). Sedangkan Pengeboran adalah operasi menghasilkan lubang berbentuk bulat dalam lembaran-kerja dengan menggunakan pemotong berputar yang disebut bor dan memiliki fungsi untuk Membuat lubang, Membuat lobang bertingkat, membesarkan lobang, Chamfer dan pekerjaan lainya.
a. Mata Pemotong
commit to user
Tabel 2.1 sudut mata bor
Besar sudut Bahan 500-800 Kuningan, Perunggu
1180 Baja, Besi Tuang, Baja Lunak, Baja Tuang
1400 Baja Keras
Sumber: http://doddi_y.staff.gunadarma.ac.id/Download/files/27224/Mesin+Bor.pdf
b. Kecepatan pemotongan
Kecepatan potong ditentukan dalam satuan panjang yang dihitung berdasarkan putaran mesin per menit. Atau secara defenitif dapat dikatakan bahwa kecepatan potong adalah panjangnya bram yang terpotong per satuan waktu. Setiap jenis logam mempunyai harga kecepatan potong tertentu dan berbeda-beda. Dalam pengeboran putaran mesin perlu disesuaikan dengan kecepatan potong logam.
Tabel 2.2 harga kecepatan potong mata bor HSS
Bahan Kecepatan potong (m/menit)
Alumunium Campuran 60 – 100
Kuningan Campuran 30 – 100
Perunggu Tegangan Tinggi 25 – 30
Besi Tuang Lunak 30 – 50
Besi Tuang Menengah 25 – 30
Besi Tuang Keras 10 – 20
Tembaga 20 – 30
Baja Karbon Rendah 30 – 50
Baja Karbon Sedang 20 – 30
Baja Karbon Tinggi 15 – 30
Baja Perkakas 10 – 30
Baja Campuran 15 – 25
commit to user
Berikut perhitungan kecepatan untuk proses pengeboran
V = x d x n... (2.14)
Dimana:
V = keliling bibir potong mata bor d = Diameter mata bor
n = putaran mata bor per menit
c. Pemakanan pengeboran
Pemakanan adalah jarak perpindahan mata potong bor ke dalam lobang/benda kerja dalam satu kali putaran mata bor. Besarnya pemakanan dalam pengeboran dipilih berdasarkan jarak pergeseran mata bor dalam satu putaran, sesuai dengan yang diinginkan. Pemakanan juga tergantung pada bahan yang akan dibor, kualitas lubang yang dibuat, kekuatan mesin yang ditentukan berdasarkan diameter mata bor.
Tabel 2.3 besarnya pemakanan berdasarkan diameter mata bor
Diameter Mata
Bor (mm)
Besarnya Pemakanan Dalam Satu
Kali Putaran (mm)
- 3 0.025 – 0.050
3 – 6 0.050 – 0.100
6 – 12 0.100 – 0.175
12 – 25 0.175 – 0.375
25 – dst 0.375 – 0.675
Sumber: http://doddi_y.staff.gunadarma.ac.id/Download/files/27224/Mesin+Bor.pdf
2.6 Mesin Frais
commit to user
Gambar 2.11 pemakanan mesin frais Sumber: http://ml.scribd.com
Menentukan Kecepatan potong mesin frais :
V = ...( 2.15)
Maka
n =
...(2.16)
Dimana:
v = kecepatan (mm/min)
d = diamter pisau / end mill (mm) n = putaran mesin (rpm)
2.7 Sabuk
Pada alat penghancur limbah popok dan pembalut ini menggunakan sabuk untuk mentransmisikan daya dari motor ke poros pisau penghancur. Sabuk yang dipakai adalah jenis v-belt tipe A dengan panjang 60 inchi (nomor sabuk A60). Maka gaya-gaya yang bekerja pada sabuk dapat dihitung menggunakan rumus sebagai berikut.
Sudut kontak ( )
commit to user
maka,
= ( 180 - 2 ) rad ...(2.18)
Tarikan sisi kencang dan sisi kendor ( T1 dan T2 )
2.3 log (
) =
...(2.19)Keterangan:
= sudut kontak untuk transmisi sabuk terbuka ( derajat ) r1 = diameter puli motor (mm)
r2= diameter puli pisau penghancur (mm)
= sudut kontak (derajat)
= koefisien gesek untuk puli berbahan alumunium adalah 0,3 = sudut alur puli, untuk tipe A 2 = 32 , maka = 16
=
Tarikan sisi kencang (kg)commit to user BAB III
PERENCANAAN DAN GAMBAR
3.1 Skema dan prinsip kerja alat
Gambar 3.1 Alat penghancur limbah pembalut dan popok.
Prinsip kerja dari Alat penghancur limbah pembalut dan popok ini adalah menggunakan tenaga motor bakar 5.5 Hp. Daya dari motor ini ditransmisikan dengan pulley dan sabuk. Putaran mesin direduksi dengan perbandingan pulley 1:2 dan dihubungkan oleh sabuk dengan diameter / panjang 60 inchi.
Material pembalut yang sudah dibersihkan dengan zat kimia dan sudah dikeringkan dimasukkan melalui corong masukan yang kemudian diteruskan untuk dihancurkan melaui pisau pemotong yang mana pada poros antara sela sela pisau potongnya terdapat sisir penahan yang berfungsi sebagai penahan pembalut agar dapat tersayat oleh pisau potong sehingga pembalut menjadi hancur.
Potongan pembalut yang sudah hancur turun kebawah keluar dari antara sela-sela sisir penahan untuk diteruskan ke corong keluaran.
commit to user 3.2 Diagram Alir Proses Perancangan konstruksi
Proses perancangan konstruksi alat penhancur limbah popok dan pembalut
ini seperti terlihat pada diagram dibawah:
[image:30.595.217.415.212.558.2]commit to user 3.3 Perencanaan konstruksi
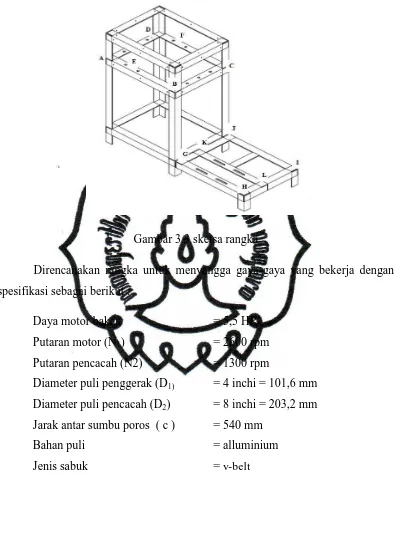
Gambar 3.3 sketsa rangka
Direncanakan rangka untuk menyangga gaya-gaya yang bekerja dengan spesifikasi sebagai berikut :
Daya motor bakar = 5,5 HP Putaran motor (N1) = 2600 rpm
Putaran pencacah (N2) = 1300 rpm
Diameter puli penggerak (D1) = 4 inchi = 101,6 mm
Diameter puli pencacah (D2) = 8 inchi = 203,2 mm
commit to user
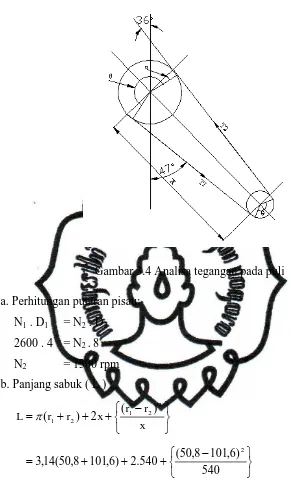
Gambar 3.4 Analisa tegangan pada puli
a. Perhitungan putaran pisau: N1 . D1 = N2 . D2
2600 . 4 = N2 .8
N2 = 1300 rpm
b. Panjang sabuk ( L ) :
þ ý ü î í ì -+ + + = x r r x r r L 2 2 1 2 1 ) ( 2 ) ( p þ ý ü î í ì -+ + + = 540 ) 6 , 101 8 , 50 ( 540 . 2 ) 6 , 101 8 , 50 ( 14 , 3 2
= 478,54 + 1080 + 4,6 = 1563,1 mm = 61 inchi
Jadi standar sabuk yang dipakai adalah sabuk jenis “ V “ tipe “A – 61 “ dengan panjang 1563 mm.
c. Kecepatan linear sabuk :
60 . .Dp n V =p =
60 2600 . 1 , 0 . 14 , 3
= 13,6 m / s
d. Sudut kontak :
Sin α = r1 r2
c -540 6 , 101 8 , 50
commit to user
θ = ( 180 – 2. α ) . 180
p
= ( 180 – 2 . 5,4 ) . 3,14
180 = 2,95 rad e. Tarikan sisi kencang dan sisi kendor ( T1 dan T2 ) sabuk:
2,31 . log 1 2
T
T = μ . θ
2,31 . log 1 2
T
T = 0,3 . 2,95
log 1 2
T
T = 2,31 88 , 0
T1 = 2,4 . T2
Maka,
P = ( T1 – T2 ) . V
3401 = (2,4 T2 - T2 ) . 13,6
1,4 T2 = 250
T2 = 178 N
Maka, T1 = 2,4 . T2
= 2,4 . 178 = 427 N
[image:33.595.123.441.112.623.2]3.3.1 Perhitungan Beban Pada Poros Pisau Penghancur.
Gambar 3.5 Analisa uraian gaya pada puli
a. Perhitungan uraian gaya yang bekerja: - Gaya berat dari pemotong :
commit to user
= 1,5kg + 10,5kg = 12kg F2 = massa total . gaya gravitasi
= 12kg . 10m/s2 = 120 N
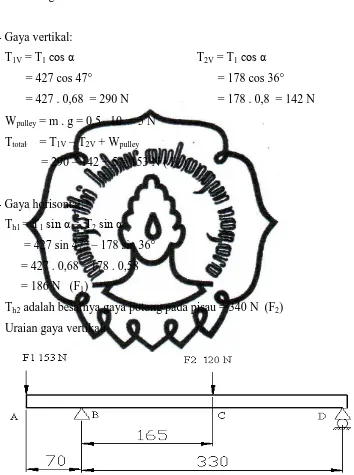
- Gaya vertikal: T1V = T1cos α
= 427 cos 47°
= 427 . 0,68 = 290 N
T2V = T1cos α
= 178 cos 36° = 178 . 0,8 = 142 N Wpulley = m . g = 0,5 . 10 = 5 N
Ttotal = T1V – T2V + Wpulley
= 290 – 142 + 5 = 153 N ( F1 )
- Gaya horisontal:
Th1 = T1sin α – T2sin α
= 427 sin 47° – 178 sin 36° = 427 . 0,68 – 178 . 0,58 = 186 N (F1)
Th2 adalah besarnya gaya potong pada pisau = 340 N (F2)
[image:34.595.149.503.138.613.2]Uraian gaya vertikal:
Gambar 3.6 Uraian gaya vertikal
Kesetimbangan gaya luar:
∑ MB = 0
− F1.70 + F2 165 – RD . 330 = 0
commit to user
− 10710 + 19800 − RD. 330 = 0 9090 – RD . 330 = 0
RD = 330 9090
= 27,5 N
∑ MD = 0
− F2. 165 + RB . 330 – F1 . 400 = 0
− 120 . 165 + RB . 330 – 153 . 400 = 0
− 19800 + RB . 330 – 61200 = 0
− 81000 + RB . 330 = 0
RB = 330 81000
= 245,5 N
Gambar 3.7 Titik potongan pada gaya vertikal
Kesetimbangan gaya dalam: a. potongan x-x kiri:
Gambar 3.8 Reaksi gaya dalam potongan x-x kiri vertikal
commit to user
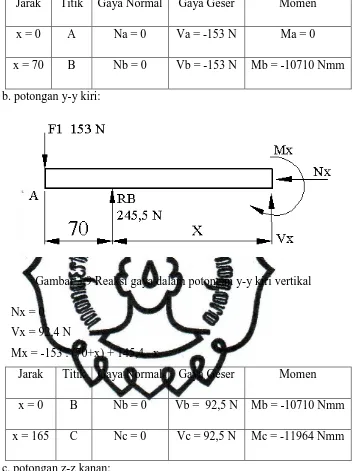
Jarak Titik Gaya Normal Gaya Geser Momen
x = 0 A Na = 0 Va = -153 N Ma = 0
x = 70 B Nb = 0 Vb = -153 N Mb = -10710 Nmm
[image:36.595.152.508.90.561.2]b. potongan y-y kiri:
Gambar 3.9 Reaksi gaya dalam potongan y-y kiri vertikal
Nx = 0 Vx = 92,4 N
Mx = -153 . (70+x) + 145,4 . x
Jarak Titik Gaya Normal Gaya Geser Momen
x = 0 B Nb = 0 Vb = 92,5 N Mb = -10710 Nmm
x = 165 C Nc = 0 Vc = 92,5 N Mc = -11964 Nmm
c. potongan z-z kanan:
commit to user
Nx = 0 Vx = -27,5N Mx = 27,5 . x
Jarak Titik Gaya Normal Gaya Geser Momen
x = 0 D Nd = 0 Vd = -27,5 N Md = 0
x = 165 C Nc = 0 Vc = -27,5 N Mc = 4537,5Nmm
Diagram:
Gambar 3.11 Diagram NFD, SFD dan BMD gaya vertikal
Uraian gaya horizontal:
commit to user
Kesetimbangan gaya luar:
∑ MB = 0
− F1.70 + F2 165 – RD . 330 = 0
− 186 . 70 + 340 . 165 – RD . 330 = 0
− 13020 + 56100 − RD. 330 = 0 43080 – RD . 330 = 0
RD = 330 43080
= 130,5 N
∑ MD = 0
− F2. 165 + RB . 330 – F1 . 400 = 0
− 340 . 165 + RB . 330 – 186 . 400 = 0
− 56100 + RB . 330 – 74400 = 0
− 130500 + RB . 330 = 0
RB = 330 130500
= 395,5 N
Gambar 3.13 Titik potongan pada gaya horizontal
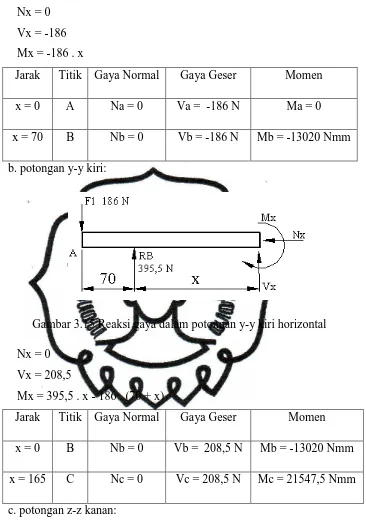
[image:38.595.165.476.96.523.2]Kesetimbangan gaya dalam: a. potongan x-x kiri:
commit to user
Nx = 0 Vx = -186 Mx = -186 . x
Jarak Titik Gaya Normal Gaya Geser Momen
x = 0 A Na = 0 Va = -186 N Ma = 0
x = 70 B Nb = 0 Vb = -186 N Mb = -13020 Nmm
[image:39.595.146.512.80.609.2]b. potongan y-y kiri:
Gambar 3.15 Reaksi gaya dalam potongan y-y kiri horizontal
Nx = 0 Vx = 208,5
Mx = 395,5 . x - 186 . (70 + x)
Jarak Titik Gaya Normal Gaya Geser Momen
x = 0 B Nb = 0 Vb = 208,5 N Mb = -13020 Nmm
x = 165 C Nc = 0 Vc = 208,5 N Mc = 21547,5 Nmm
c. potongan z-z kanan:
commit to user
Nx = 0 Vx = -130,5 Mx = 130,5 . x
Jarak Titik Gaya Normal Gaya Geser Momen
x = 0 D Nd = 0 Vd = -130,5 N Md = 0
x = 165 C Nc = 0 Vc = -130,5 N Mc = 21547,5 Nmm
Diagram:
Gambar 3.17 Diagram NFD, SFD dan BMD gaya horizontal
Maka untuk menghitung gaya yang membebani pada rangka dimulai dari : - Beban di titik E = 395,5 N (di dapat dari RB)
- Beban di titik F = 130,5 N (di dapat dari RD)
3.3.2 Perencanaan rangka bagian atas
commit to user
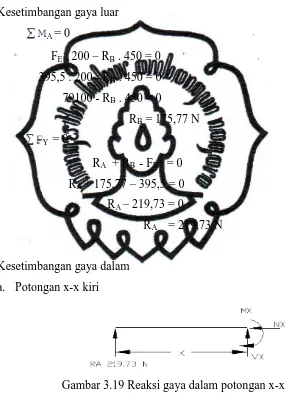
Gambar 3.18 gaya pada batang AEB
Kesetimbangan gaya luar
A = 0
FE . 200 – RB . 450 = 0
395,5 . 200 - RB . 450 = 0
79100 - RB . 450 = 0
RB = 175,77 N Y = 0
RA + RB - FE = 0
RA + 175,77 – 395,5 = 0
RA – 219,73 = 0
RA = 219,73 N
Kesetimbangan gaya dalam a. Potongan x-x kiri
Gambar 3.19 Reaksi gaya dalam potongan x-x kiri
Nx = 0
commit to user
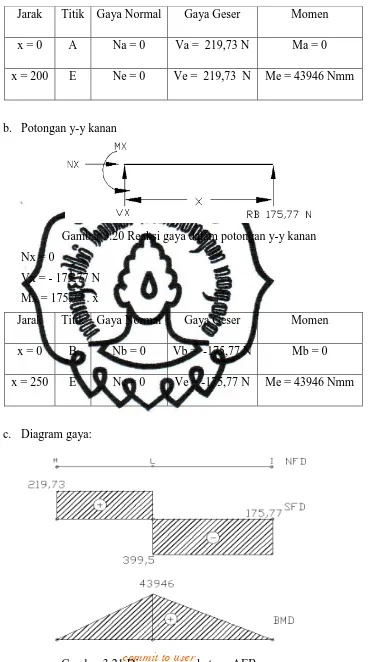
Jarak Titik Gaya Normal Gaya Geser Momen
x = 0 A Na = 0 Va = 219,73 N Ma = 0
x = 200 E Ne = 0 Ve = 219,73 N Me = 43946 Nmm
[image:42.595.153.523.79.741.2]b. Potongan y-y kanan
Gambar 3.20 Reaksi gaya dalam potongan y-y kanan Nx = 0
Vx = - 175,77 N Mx = 175,77 . x
Jarak Titik Gaya Normal Gaya Geser Momen
x = 0 B Nb = 0 Vb = -175,77 N Mb = 0
x = 250 E Ne = 0 Ve = -175,77 N Me = 43946 Nmm
c. Diagram gaya:
commit to user
2. Tegangan pada rangka
Rangka yang ingin dipakai berupa besi profil L St 37 dengan dimensi 40mm x 40mm x 4mm
a. Momen inersia ( I )
I = =
=
= 22939,2 mm4 b. Jarak titik berat
y = = =
y = 8,52 mm
c. Beban maksimum ( Mmax) = 43946 Nmm
d. Tegangan tarik maksimum (fmax) = 370 N/mm2
e. Faktor keamanan (Sf) = 4
f.Tegangan tarik ijin (fci) = = = 92,5 N/mm2
g. Tegangan tarik pada rangka (fc) = =
= 16,32 N/mm2
Jadi karena fci > fc maka pemilihan rangka dengan bahan profil L St 37
dengan dimensi 40mm x 40mm x 4mm aman untuk menahan beban.
3.3.3 Perencanaan Rangka Bagian Bawah
Direncanakan rangka bagian bawah untuk menyangga gaya-gaya yang bekerja dengan spesifikasi sebagai berikut:
-Berat motor penggerak : 16 kg
-Diameter puli motor : 4 inchi = 101,6 mm
-Daya motor : 5,5 Hp / 4100 watt dengan Putaran mesin : 2600 rpm -Jarak poros mesin ke poros pisau : 540 mm
commit to user
-Sudut kontak puli ( ) = 5,4 = 2,95 rad
[image:44.595.256.412.535.729.2]-Kecepatan linear sabuk ( v )= 13,6 m/s ( , , dan v di dapat dari perhitungan sabuk dan puli).
Gambar 3.22 konstruksi rangka a. Perhitungan gaya yang bekerja pada motor.
1. Torsi pada motor
Tp =
=
= 15,066 N.mTp = 15066 N.mm
2. Tarikan sisi kencang dan sisi kendor ( T1 dan T2 )
commit to user 2.3 log (
) =
2.3 log (
) =
2.3 log (
) =
3,21log (
) =
log (
) =
1,39(
) =
antilog1,39=
24,54T1 = 24,54 T2
Tp = ( T1 – T2 ) . v
15066= ( 24,54 T2 – T2 ) . 13,6 15066= 23,54 T2 x 13,6 15066= 320,144 T2
T2 = = 47,06 N
T1 = 24,54 x T2 = 24,54 x 47,06 = 1154,8 N
[image:45.595.169.433.80.499.2]3. Gaya pada puli motor
Gambar 3.24 Analisa uraian gaya pada puli
Gaya vertikal:
commit to user
T2V = T1sin α = 47,06 sin 36° = 47,06 . 0,58 = 27,29 N
Wpulley = m . g = 0,5 . 10 = 5 N
Ftotal = T1V – T2V + Wpulley
= 787,5 – 27,29 + 5 = 765,21 N
Gaya horisontal:
Fh = T1sin α – T2cos α = 1154,8 sin 47° – 47,06 cos 36°
= 1154,8 . 0,68 – 47,06 . 0,8 = 785,26 – 37,6 = 747,66 N 4. Gaya pada motor
Fmotor = = = 75,3 N
Ftotal = Fmotor + Wmotor = 75,3 + 160
= 235,3 N
Gaya yang terbesar dari gaya pada motor yaitu sebesar 765,21 N
[image:46.595.129.459.162.653.2]b. Reaksi gaya pada rangka bagian bawah
commit to user
1. Analisa gaya batang GH
Gambar 3.26 gaya yang bekerja pada batang GH
Kesetimbangan gaya luar
G = 0
FM . 210 – RH . 450 = 0
762,21 . 210 – RH . 450 = 0
159854,1 – RH . 450 = 0
RH = 355,23 N Y = 0
RG + RH - FM = 0
RG + 355,23 – 762,21 = 0
RG – 406,98 = 0
RG = 406,98 N
Gambar 3.27 Titik potongan gaya batang GH
commit to user
Gambar 3.28 Reaksi gaya dalam potongan x-x kiri Nx = 0
Vx = 406,98 N Mx = 406,98. x
Jarak Titik GayaNormal Gaya Geser Momen
x = 0 G Ng = 0 Vg = 406,98 N Mg = 0
x = 210 M Nm = 0 Vm = 406,98N Mm = 85465,8 Nmm
[image:48.595.157.536.236.505.2]b. Potongan y-y kanan
Gambar 3.29 Reaksi gaya dalam potongan y-y kanan Nx = 0
Vx = - 355,23 N Mx = 355,23. x
Jarak Titik Gaya Normal Gaya Geser Momen
x = 0 H Nh = 0 Vh = -355,23 N Mh = 0
commit to user
[image:49.595.129.525.88.556.2]c. Diagram gaya
Gambar 3.30 Diagram gaya batang GH
2. Analisa batang HLI /GKJ
Gambar 3.31 Gaya pada batang HLI
FL = 406,98 kg (karena batang GH = batang KL)
Kesetimbangan gaya luar
H = 0
FL . 115 – RI . 350 = 0
406,98 . 115 – RI. 350 = 0
46802,7 – RI. 350 = 0
commit to user Y = 0
RH + RI - FL = 0
RH+ 133,7 – 406,98 = 0
RH – 273,28 = 0
RH = 273,28 N
Gambar 3.32 Titik potongan gaya batang HLI
[image:50.595.159.496.83.523.2]Kesetimbangan gaya dalam a. Potongan x-x kiri
Gambar 3.33 Reaksi gaya dalam potongan x-x kiri Nx = 0
Vx = 273,28 N Mx = 273,28. x
Jarak Titik GayaNormal Gaya Geser Momen
x = 0 H Nh = 0 Vh = 273,28 N Mh = 0
commit to user
[image:51.595.155.539.216.680.2]b. Potongan y-y kanan
Gambar 3.34 Reaksi gaya dalam potongan y-y kanan Nx = 0
Vx = - 133,7 N Mx = 133,7. x
Jarak Titik Gaya Normal Gaya Geser Momen
x = 0 I Ni = 0 Vi = -133,7 N Mi = 0
x = 235 L Nl = 0 Vl = -133,7 N Ml = 31419,5 Nmm
c. Diagram gaya
Gambar 3.35 Diagram gaya batang HLI
3. Tegangan pada rangka
commit to user
- Dimensi rangka = 40 x 40 x 4 mm - Momen inersia ( I ) = 22939,2 mm4 - Jarak titik berat ( y ) = 8,52 mm
- Beban maksimum ( Mmax) = 85465,8 Nmm
- Tegangan tarik maksimum (fmax) = 370 N/mm2
- Faktor keamanan (Sf) = 4
- Tegangan tarik ijin (fci) = = = 92,5 N/mm2
- Tegangan tarik pada rangka (fc) = =
= 31,74 N/mm2
Jadi karena fci > fc maka pemilihan material rangka dengan bahan
profil L St 37 dengan dimensi 40mm x 40mm x 4mm aman untuk menahan beban.
3.4 Perencanaan pengelasan
Dari data perhitungan rangka bagian atas
- 374,8 N dengan jarak 200 mm ke titik A dan 250 mm ke titik B. - 134,2 N dengan jarak 250 mm ke titik C dan 200 mm ke titik D. Dari data perhitungan rangka bagian bawah
- 762,21 N dengan jarak 210 ke titik G dan 240 ke titik H. - 406,98 N dengan jarak 115 ke titik H dan 235 ke titik I. Tegangan tarik rangka = 370 N/mm2.
commit to user
Gambar 3.36 Bentuk pengelasan
Dari data hasil perhitungan diatas diambil beban terberat untuk dilakukan perhitungan yaitu pada titik M yaitu 762,21 N.
Data : b = 36 mm l = 40 mm e = 240 mm P = 762,21 N safety factor = 4
= = 92,5 kg/mm2
Menghitung tebal / lebar pengelasan :
Ø Mencari x dan y pada titik G
x =
=
= 10,52y =
=
= 8,52cos = = = 0,809
Ø Momen inersia
commit to user
= t
= 22939,2 t mm4
Ø Throat area
A = t . l + t . b = t .( l + b ) = t . ( 40 + 36 ) = 76 t
Ø Gaya geser langsung
= = =
N/mm2
= = =
N/mm2
Ø Resultan dari gaya geser maksimum
=
92,5
=
92,5
=
92,5
=
= = 1,02Maka s = 0,707 x t
= 0,707 x 1,02 = 0,72 mm
Jadi tebal pengelasannya sebesar 0,72 mm.
3.5 Perencanaan Sambungan Baut
3.5.1 Dudukan motor penggerak
- Daya motor = 5,5 HP = 4100 w - Putaran mesin maksimal = 2600 rpm
- Tegangan sisi kencang yang menyebabkan geseran Wse = 1154,8 N
- Safety factor = 2
commit to user
Perhitungan Diameter :
Dihitung dari tegangan geser ijin materialnya.
W =
.
1154,8 =
.
1154,8 = 98,125
=
= = 3,43 à M4
Dari pabrikan motor penggerak, diameter lubang bautnya adalah M10.
3.5.2 Baut pada dudukan bantalan
- Beban (Wse) = 427 N (didapat dari tegangan sisi kencang yang
menyebabkan geseran)
- Material baut menggunakan St 42 dengan baut = 420 N/mm2 , baut = 250 N/mm2
- Safety factor = 2 Maka,
Diameter dihitung dari tegangan geser ijin materialnya.
W =
.
427 =
.
427 = 98,125
=
= = 2,1 à M 2,5
commit to user 3.6Perencanaan Bantalan
Direncanakan bantalan untuk poros pisau pemotong dengan data – data sebagai berikut :
- Reaksi gaya di titik A = 399,5 N - Reaksi gaya di titik B = 130,5 N
- Berat poros + pisau + ring = 12 kg = 120 N (data dari perhitungan poros)
Jadi beban radial ( WR ) maksimum berada pada titik A sebesar 399,5 N.
Diameter poros ( d ) 20 mm, maka nomor bantalan yang digunakan adalah 204 dengan data – data sebagai berikut:
- Lebar bantalan : 14 mm
- Diameter luar bantalan ( D ) : 47 mm - Kapasitas beban statis ( Co ) : 6550 N
- Kapasitas beban dinamis ( C ) : 10400 N
Beban radial ekuivalen ( We ) yaitu dengan menggunakan persamaan
Beban radial ekuivalen statis ( We )
- Faktor radial x dan y WA / Co = 120/6550 = 0,018
Maka dari tabel didapat x = 1 dan y = 2 - Faktor keamanan ( Ks ) = 1,0
- Beban aksial ( WA ) = 170 N
- Faktor rotasi ( v ) = 1 Maka,
We = (x . v . WR + y . WA ) . Ks
= ( 1 . 1 . 399,5 + 2 . 120 ) . 1,0 = 639,5 N
commit to user BAB IV
PEMBUATAN DAN PEMBAHASAN
4.1 Proses Pembuatan Poros Pisau Potong
4.1.1. Proses Pembubutan
[image:57.595.117.520.236.784.2]Porospisau potong terbuat dari baja karbonST58 denganf28mm dan panjangnya 420mm. Dalam pembubutan pahat yang digunakan adalah pahat TCT (Tungston Carbide Tipped tools).
Gambar 4.1 Gambar Poros Pisau Potong - Perhitungan pembuatan poros :
1) Dept of cut ( kedalaman pemotongan )
t1 =
2 25,2 -28 2 d -D
= = 1,4mm (roughing)
t2 =
2 25 -25,2 2 d -D
= = 0,1mm (finishing)
2) Kecepatan potong ( V ) a). Proses roughing
Feed motion ( s ) = interpolasi dari tabel turning cutting speeds. Jusz Herman &Eduard Scharcus. Westerman tables. 1996. Hal 95. 0.8 145
1.4 V 1.6 50
0,6 x (-95) = 0,8V – 145 x 0,8 -51 = 0,8V – 116 -0,8V = -116 + 51 -0,8V = -61
commit to user
V = 0,4
-61
= 76,25 m/min
n = d V.1000
p = 3,14.28 76,25.1000
= 966,17 rev/min
Maka putaran yang dipakai pada mesin bubut adalah 755 rpm. b). Proses finishing
Feed motion ( s ) = dari tabel turning cutting speeds. Jusz Herman &Eduard Scharcus. Westerman tables. 1996. Hal 95.
s = 0,1mm Þ V = 240m/min
n = d V.1000
p = 3,14.25,2 240.1000
= 3032,98 rev/min
Maka putaran yang dipakai pada mesin bubut adalah 2000 rpm. 3. Waktu pembubutan
Troughing =
s n i L = 755.1,4 420.1 = 1057 420
= 0,4 menit
Tfinishing =
s n i L = 2000.0,1 420.1 = 200 420
= 2,1 menit
Ttotal = Troughing + Tfinishing = 0,4 + 2,1 = 2,5 menit
4.1.2. Proses Milling
Poros yang telah dikerjakan diproses pembubutan kemudian dikerjakan lagi di mesin milling. Pengerjaan di mesin millingantara lain pembuatan slot untuk pasak pulley dan pembuatan slot untuk counter baut pengencang pada bearing. Untuk pembuatan slot untuk pasak pulley dibuat alur dengan lebar 5mm sepanjang 20mm dengan kedalaman alur 4mm. Sedangkan pembuatan slot untuk counter baut pengencang pada bearingdibuat alur dengan lebar 5mm sepanjang 10mm dengan kedalaman 3mm.
Poros ini mempunyai fungsi untuk penopang pisau potong dan ring penyekat antar pisau potong.
- Perhitungan pembuatan slot pasak pada poros :
commit to user
0,5mm sebanyak 1 kali pemakanan. Pengerjaan milling untuk pengefraisan secara vertikal dapat ditentukan menurut tabel “ Suggested cutting speed and feed” . (Jusz Herman &Eduard Scharcus. Westerman tables. 1996. Hal 110).Pada pembuatan slot, endmill yang digunakan adalah HSS.
a). Proses roughing
1) Kecepatan potong ( V )
n = a.b V.1000 = 4,5.5 1000 x 8 = 22,5 8000
= 355,6 rev/min
Maka putaran yang dipakai pada mesin milling adalah 310 rpm. 2) Panjang pemakanan
L = l + 2 d
+ 2 = 30 + 2 20
+ 2 = 42mm
3) Waktu pembuatan slot
Troughing =
s L.i =
20 42.1 =
20
42 = 2,1 menit
b). Proses finishing
1) Kecepatan potong ( V )
n = a.b V.1000 = 0,5.5 1000 x 8 = 2,5 8000
= 3200 rev/min
Maka putaran yang dipakai pada mesin milling adalah 2150 rpm. 2) Panjang pemakanan
L = l + 2 d
+ 2 = 30 + 2 20
+ 2 = 42mm
3) Waktu pembuatan slot
Tfinishing = =
s L.i = 18 42.1 18 42
= 2,3 menit
Maka Ttotal = Troughing + Tfinishing = 2,1 + 2,3 = 4,4 menit
4.2 Proses PembuatanRing Penyekat Antar Pisau
commit to user
Pada pembubutan pahat yang digunakan adalah TCT (Tungston Carbide Tipped tools).
Proses pembuatannya :
a. Benda kerja dilubangi menggunakan centre drill.
b. Benda kerja dibor di mesin bubut dengan menggunakan mata borf20mm. c. Lubang yang telah dibor, dibubut dalam menggunakan pahat dalam hingga
f25mm.
d. Kemudian ring penyekat dibubut pada diameter luarnya menjadif105mm dengan menggunakan bantuan mandrel.
Ring ini mempunyai fungsi sebagai penyekat antar pisau potong. Ring ini disusun secara berselingan dengan pisau potong dalam proses penyusunannya.
- Perhitungan :
1) Dept of cut ( kedalaman pemotongan )
t1 =
2 d -D = = 2 108,4 -110 = 2 1,6
0,8mm (roughing)
t2 = =
2 d -D = 2 106,8 -108,4 = 2 1,6
0,8mm (roughing)
t3 =
2 d -D = = 2 105,2 -106,8 = 2 1,6
0,8mm (roughing)
t4 =
2 d -D = = 2 105 -105,2 = 2 0,2
0,1mm (finishing)
2) Kecepatan potong ( V ) a). Proses roughing
Feed motion ( s ) = dari tabel turning cutting speeds. Jusz Herman &Eduard Scharcus. Westerman tables. 1996. Hal 95.Pahat yang digunakan adalah pahat TCT (Tungston Carbide Tipped tools).
s = 0.8 Þ V = 145m/min
n = d V.1000
p = 3,14.110 145.1000
= 419,8 rev/min
commit to user
b). Proses finishing
Feed motion ( s ) = dari tabelturning cutting speeds. Jusz Herman &Eduard Scharcus. Westerman tables. 1996. Hal 95.Pahat yang digunakan adalah pahat TCT (Tungston Carbide Tipped tools).
s = 0.1mm Þ V = 240m/min
n = d V.1000
p = 3,14.105,5 240.1000
= 726,55 rev/min
Maka putaran yang dipakai pada mesin bubut adalah 460 rpm. 3. Waktu pembubutan 1 buah ring
Troughing=
n.s L.i
=
300.0,8 8.3
= 0,1 menit
Tfinishing =
n.s L.i
=
460.0,1 8.1
= 0,2 menit
T1 ring = Troughing + Tfinishing = 0,1 + 0,2 = 0,3 menit
[image:61.595.133.512.193.591.2]T21 ring= T1 ring .21 buah = 0,3 . 21 = 6,3 menit
Gambar 4.2 Gambar Ring Penyekat antar Pisau Potong
4.3 Proses Pembuatan Rangka
Rangka penopang dibuat dari besi siku dengan ukuran 4cm x 4cm x 4mm. Cara pembuatannya:
commit to user
c. Memotong besi siku dengan panjang 450mm sebanyak 2 buah. d. Memotong besi siku dengan panjang 100mm sebanyak 4 buah. e. Memotong besi siku dengan panjang 600mm sebanyak 4 buah.
[image:62.595.122.503.248.567.2]f. Menggabungkan besi siku tersebut sesuai dengan gambar kerja dengan proses pengelasan menggunakan las lisrik pada setiap sambungannya. Rangka ini berfungsi untuk menopang seluruh berat dari mesin. Dimensi dari rangka ini dibuat sedemikian rupa, disesuaikan dengan dimensi motor penggerak dan pisau potong.
Gambar 4.3 Gambar Rangka Mesin
4.4 Pembuatan Dudukan Motor Penggerak
commit to user
dengan rangka dikedua ujungnya, penggabungannya dilakukan dengan menggunakan las lisrik.
[image:63.595.166.493.230.496.2]Pembuatan dudukan ini berfungsi untuk menopang berat dari motor penggerak dan untuk mempermudah dalam penyettingan kencang kendornya v-belt dengan cara menggeser baut motor penggerak sesuai dengan slot yang telah dibuat.
Gambar 4.4 Gambar Dudukan Motor Penggerak
4.5 Proses Pembuatan Garpu Penahan
commit to user
menggunakan baut dan di setting supaya pisau potong tidak menggenai garpu penahan tersebut.
[image:64.595.114.507.228.505.2]Garpu penahan ini memiliki fungsi sebagai penahan pembalut yang dimasukkan dari corong input, agar pada waktu proses pencacahan pembalut tersebut tidak hanya lewat saja tetapi karena ada gaya potongnya maka pembalut tersebut tercabik-cabik dan hancur.
Gambar 4.5 Gambar Garpu Penahan
4.6 Proses PembuatanCover Rangka
commit to user
Fungsi dari cover ini adalah agar debu dari proses penghancuran pembalut tidak berterbangan kemana-mana. Cover ini juga menggambarkan penampilan dari mesin ini sehingga dibuat semenarik mungkin.
[image:65.595.117.506.150.547.2]Gambar 4.6 Gambar Cover Rangka Atas
Gambar 4.7 Gambar Cover Rangka Belakang
commit to user
Gambar 4.9 Gambar Cover Rangka Samping Kiri
4.7 Pembuatan Dudukan Poros Pisau Potong
Dudukan poros pisau potong dibuat dari plat siku dengan ukuran 4cm x 4cm x 4mm. Cara pembuatannya dengan memotong plat siku dengan panjang 330mm sebanyak 2 buah dan memotong plat siku dengan panjang 400mm sebanyak 2 buah. Pada kedua buah plat siku yang panjangnya 400mm dibor untuk tempat baut pada bearing, setiap plat siku dibor sebanyak 2 buah lubang sesuai dengan dudukan baut pada bearing house dengan menggunakan mata bor f10mm. Kemudian penggabungan antar plat dilakukan dengan proses pengelasan menggunakan las lisrik.
Pembuatan dudukan ini berfungsi sebagai penopang dari poros, pisau potong, dan bearing.
commit to user 4.8 Proses Pembuatan Saluran Input
Saluraninput dibuat dari plat dengan tebal 0,8mm. Cara pengerjaannya, plat dipotong menggunakan gunting plat dan dibagi menjadi empat bagian. Setelah digunting plat di bendingdibagian tepi-tepinya. Kemudian antar plat digabungkan menggunakan spot welding hingga membentuk sebuah corong. Saluran ini dibor dengan mata bor f4mm pada tiga tempat untuk tempat sekrup, kemudian corong dipasang pada rangka.
[image:67.595.118.510.228.687.2]Saluran ini berfungsi untuk input masuknya pembalut ke pisau potong. Sistem kerjanya yaitu menggunakan gaya gravitasiuntuk menggumpankan pembalut ke pisau potong.
commit to user 4.9 Proses Pembuatan Saluran Output
Prosotan ini dibuat dari plat dengan tebal 0,8mm. Cara pengerjaannya, plat dipotong menggunakan gunting plat dan dibagi menjadi tiga bagian, yaitu dua buah segitiga dan satu buah persegi panjang. Setelah digunting plat kemudian di bendingdibagian tepi-tepinya. Untuk menggabungkan antar plat digunakan spot weldingdan las listrik pada bagian yang sulit dilas spot. Saluran output ini kemudian dibor dengan mata bor f4mm pada lima tempat untuk tempat baut, saluran output dipasang pada cover rangka bawah dengan cara dibaut.
[image:68.595.123.514.240.739.2]Fungsi dari saluran ini adalah sebagai bak penampungan sementara dan sebagai output keluarnya pembalut setelah dicabik-cabik pisau potong. Sistem kerjanya yaitu menggunakan gaya gravitasiuntuk mengeluarkan pembalut yang telah dicabik-cabik oleh pisau potong.
commit to user 4.10 Modifikasi Pisau Potong
[image:69.595.117.511.106.491.2]Pisau potong ini mengadopsi dari pisau potong serkel yang diameter porosnya diperbesar menjadi f25mm.
Gambar 4.13 Gambar Pisau Potong
4.11 Proses Pembuatan Cover Pulley dan V-Belt
Cover ini dibuat dari plat besi dengan tebal 3mm, lebar profil 2cm sebagai rangka dan plat dengan tebal 0,8mm sebagai cover. Cara pengerjaannya, memotong plat besi sesuai dengan jarak dan diameter pulley, yaitu sepanjang 120cm sebanyak satu buah. Plat tersebut kemudian dibengkokkan sesuai dengan dimensi pulley dan diberi toleransi ukuran 2cm. Rangka tersebut digunakan untuk membuat jaring-jaring pada plat yang akan digunakan sebagai cover. Setelah ditandai plat cover dipotong sesuai dengan tanda yang telah dibuat tadi menggunakan gunting potong. Proses penggabungan antara rangka dengan cover dilakukan dengan proses pengelasan. Setelah itu membuat dudukan baut agar bisa dipasang pada rangka. Dudukan ini dibuat dari plat besi kemudian di las dengan rangka coversebanyak dua buah. Dudukan ini dibor dengan mata bor f8mm, kemudian dipasang dengan rangka mesin dengan menggunakan baut.
commit to user
Gambar 4.14 Gambar Cover Pulley dan V-Belt
4.12 Proses Pengecatan
commit to user
amplas halus supaya benar-benar halus sehingga pada waktu pengecatan juga akan didapatkan hasil yang memuaskan. Setelah di amplas benda di cuci kembali menggunakan air dan dijemur sampai kering. Setelah kering benda kemudian di cat, warna cat untuk cover berwarna putih dan warna cat untuk rangka berwarna biru.
Pengecatan ini berfungsi sebagai pelindung mesin dari korosi udara luar sehingga tidak mudah berkarat. Pengecatan ini juga untuk penampilan dari mesin ini sendiri, sehingga dibuat semenarik mungkin.
4.13 Proses Pengeboran dan Pengetapan Rangka untuk Tempat Sekrup
[image:71.595.121.508.248.588.2]Untuk mengencangkan cover dengan rangka maka pada rangka di bor. Proses pengeboran rangka ini menggunakan mata bor f3.5mm. Pengeboran rangka disesuaikan dengan lubang pada cover yang telah dibuat. Setelah itu lubang pada rangka di tap menggunakan tap M4 untuk tempat sekrup.
Gambar 4.15 Gambar Rangka yang Dibor
4.14 Proses Perakitan Mesin
Langkah dari proses perakitan mesin adalah sebagai berikut : a. Memasang baut M25 pada poros pisau potong.
commit to user
c. Memasang baut M25 sebagai pengencang ring penyekat dan pisau potong pada poros.
d. Memasang kedua buah bearing pada poros.
e. Memasang kedua buah bearing beserta poros pisau potong pada dudukan poros pisau potong dengan cara dibaut.
f. Mengencangkan baut counter pada kedua buah bearing.
g. Memasang garpu penahan pada dudukan pisau potong dan menyettingnya agar pisau potong tidak mengenai garpu penahan tersebut dengan cara dibaut.
h. Memasang saluranoutput dengan cara dibaut pada coverrangka bawah.
i. Memasang saluraninput dengan cara dibaut pada rangka.
j. Memasang pulley pada poros pisau potong, memasang pasak, dan mengencangkan baut counter pada pulley poros pisau potong.
k. Memasang motor penggerak pada dudukan motor penggerak dengan menggunakan baut.
l. Memasang pulley pada motor penggerak, memasang pasak, dan, mengencangkan baut counter pada pulley motor penggerak.
m. Memasang cover rangka samping dan belakang dengan cara di sekrup pada rangka.
n. Memasang cover bearing dengan cara dibaut dengan cover samping. o. Memasang cover tutup atas rangka dengan cara di sekrup pada
rangka.
p. Memasang cover rangka depan bersamaan dengan coversaluran output dengan cara di sekrup pada rangka.
q. Memasang v-belt pada pulley poros pisau potong. r. Menggeser motor penggerak pada sisi kendor. s. Memasang v-belt pada pulley motor penggerak.
t. Menggatur kekencangan dari v-belt dengan cara menggeser motor penggerak.
u. Mengencangkan baut pada dudukan motor penggerak.
commit to user
60 BAB V PENUTUP
5.1 Kesimpulan
Dari hasil pembuatan alat penghancur limbah popok dan pembalut, maka proyek akhir ini dapat diambil kesimpulan sebagai berikut :
a) Alat ini telah di buat untuk menghancurkan limbah popok dan pembalut yang telah dibersihkan dan dalam kondisi kering.
b) Material kontruksi yang digunakan pada alat ini adalah profil “L” ST.37 dengan dimensi 40×40×4 mm
c) Untuk system pemotongan menggunakan circular saw dengan diameter 6 inch mengaplikasikan dari pemotongan kayu.
d) Sumber penggerak utama yang digunakan pada alat ini adalah motor bensin 5,5 Hp.
5.2 Saran
Untuk memperlancar dalam proses pengerjaan proyek akhir maka :
a) Peralatan permesinan yang seharusnya lebih lengkap serta jumlah yang cukup untuk mempermudah dalam pengerjaan alat.