ANALISA KECACATAN KEMASAN PRODUK PACKAGING
FRUIT TEA GENGGAM DENGAN MENGGUNAKAN
METODE FAULT TREE ANALYSIS
DI PT. SINAR SOSRO GRESIK
SKRIPSI
OLEH :
RUDY PRIYAMBODO NPM 0632010096
JURUSAN TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS PEMBANGUNAN NASIONAL “VETERAN“
JAWA TIMUR
KATA PENGANTAR
Segala puja dan puji syukur penulis panjatkan kehadirat Allah SWT, yang telah melimpahkan rahmat, hidayah dan InayahNya, sehingga penulis dapat
menyelesaikan skripsi dengan judul “Analisa kecacatan kemasan produk packaging fruit tea genggam dengan menggunakan metode fault tree analysis di PT. SINAR SOSRO GRESIK”. Skripsi ini sebagai salah satu syarat untuk menempuh gelar sarjana Teknik Program studi S-1 jurusan Teknik Industri, Fakultas Teknologi Industri Universitas Pembangunan Nasional “Veteran” Jawa Timur.
Dalam penelitian skripsi ini, penulis mendapat bimbingan, saran dan dorongan dari berbagai pihak. Oleh karena itu pada kesempatan ini penulis ingin mengucapkan terima kasih yang sebesarnya kepada:
1. Bapak Dr. Ir. Teguh Sudarto, MP. Selaku Rektor Universitas Pembangunan Nasional “Veteran” Jawa Timur.
2. Bapak Ir. Sutiyono, MT. Selaku Dekan Fakultas Teknologi Industri Universitas Pembangunan Nasional “Veteran” Jawa Timur.
3. Bapak Dr. Ir. Minto Waluyo, MM. Selaku Ketua Jurusan Teknologi Industri
4. Bapak Ir. Joumil A SZS, MT. Selaku Dosen Pembimbing I yang sudah memberikan bimbingan dan selalu memberi saran kepada penulis
5. Bapak Drs. Sartin, MPD. Selaku Dosen Pembimbing II yang sudah memberikan bimbingan dan selalu memberi saran kepada penulis
6. Bapak jainuri Selaku manajer personalia PT. Sinar sosro.
8. Kedua kakak – kakak aku yang teah memberikan saran dan motivasi dalam proses pengerjaan laporan ini.
9. Sayang aku Yuliana yang selalu memberikan suport dan motivasi. 10. Teman – teman seperjuangan aku yang selalu memberikan informasi. 11. Semua pihak yang telah membantu terselesainya skripsi ini, yang tak
dapat penulis sebutkan semua disini
Akhirnya tiada kata lain yang menjadi harapan, kecuali kritik serta saran yang bersifat membangun demi kesempurnaan skripsi ini. Harapan peulis semoga skripsi ini dapat menjadikan referensi bagi pembacanya, dapat bermanfaat serta menambah wawasan bagi kita semua.
Surabaya, 30 November 2011
DAFTAR ISI
LEMBAR PENGESAHAN
DAFTAR ISI
DAFTAR GAMBAR
DAFTAR TABEL
DAFTAR LAMPIRAN
BAB I : PENDAHULUAN 1
1.1 Latar Belakang ... ...1
1.2 Perumusan Masalah... ...2
1.3 Batasan Masalah...3
1.4 Tujuan Penelitian... ...3
1.5 Asumsi – Asumsi... ...4
1.6 Manfaat Penelitian... ...4
1.7 Sistematika Penulisan………. ...5
BAB II : TINJAUAN PUSTAKA 7
2.1 Konsep Dan Definisi Kualitas...7
2.1.1 Pengendalian Kualitas……….... ...9
2.1.2 Tujuan Pengendalian Kualitas………... ...10
2.1.3 Manfaat Pengendalian Kualitas………. ...11
2.1.4 Ruang Lingkup Kegiatan Pengendalian Kualitas……..12
2.1.5. Alat Pengendalian Kualitas………...13
2.2 Fault Tree Analysis (FTA)………..20
2.2.2 Prinsip Fault Tree Analysis………24
2.2.3 Konstruksi Pohon Kesalahan………..25
2.2.4 Tahapan Fault Tree Analisis………...26
2.2.5 Cut Set Method………...26
2.2.5.1 Langkah Pembentukan Cut Set………..29
2.2.6 Cut Set Quantitative………...31
2.3 Fruit Tea………...32
2.3.1 Sejarah Fruit Tea………... …32
2.3.2 Bahan Baku ………..33
2.3.3 Jenis Mesin yang Digunakan………34
2.3.4 Proses Produksi Fruit Tea ………35
2.4 Peneliti Terdahulu...36
BAB III : METODOLOGI PENELITIAN 42
3.1 Tempat dan Waktu Penelitian……….42
3.2 Identifikasi dan Devinisi Operasional Variabel………..42
3.2.1 Identivikasi Variabel……….42
3.3 Metode Pengumpulan Data………44
3.4 Pengolahan Data ………45
3.5 Langkah – Langkah Pemecahan Masalah………...49
BAB IV : HASIL DAN PEMBAHASAN 54
4.1 Pengumpulan Data...54
4.1.2 Identifikasi Kesesuaian Produk Berdasarkan Data
Kecacatan Produk Oleh Pengawas produksi...55
4.1.3 Identifikasi Peristiwa Puncak (Top Event) Kecacatan...63
4.1.4 Identifikasi Akar Penyebab (Basic Event) Fruit Tea Per Proses Produksi...72
4.1.5 Kebutuhan Perbaikan Untuk Peningkatan Produk Berdasarkan Kelemahan...75
4.2 Pengolahan Data...77
4.2.1 Bentuk Seal Kemasan Bocor...77
4.2.2 Kemasan Penyok...84
4.2.3 Tanpa Strow / Sedotan...91
4.2.4 Penyambungan Paper...97
4.2.5 Flep Seal tidak Merekat...103
4.3 Pembahasan...109
BAB V : KESIMPULAN DAN SARAN 116
5.1 Kesimpulan...116
5.2 Saran...118
DAFTAR PUSTAKA
ABSTRACT
Analysis of Factors Contributing to Disability
Products Fruit Tea With Method Fault Tree Analysis (FTA)
At PT. Sosro ray Gresik
PT.SINAR Sosro Gresik is a company engaged in the manufacturing industry with the resulting product is Fruit Tea. To produce high quality products of PT. Gresik Sosro rays do quality control with the initial step of identifying product defects in order to reduce processing errors to a minimum.
The problems faced by PT. Gresik Sosro rays so that the company can survive in the increasingly fierce business competition between the other products they produce are not always perfect or not free of defects (defect free).
and companies must be able to provide assurance to consumers that the product produced is a quality product. For it is necessary to create an absolute control on the product is implemented as a guarantee to consumers that the products sold kepasaran have the quality or good quality so that the management quality of companies oriented to continuously seek to improve the quality of the dramatic failure of zero (zero defect).
The purpose of the study was to answer the fundamental issues that have been presented above, ie knowing that a product defect existing at the PT. Gresik Sosro rays and determine the factors that cause disability products.
By using the method of Fault Tree Analysis (FTA), to determine the problem and propose improvements for the prevention and reduce the potential causes of product defects.
From the analysis shows that the types of defects that have the potential to be held analyzer that is, the type of disability Flep Seal No glue probability is 0.222 or 22.2% where the roots - the root cause is that the settings of the machine operator is not quite right, trobel machinery and raw material quality is less good. Leaking Seal Packaging probability 0.1963 or 19.63%. Where the roots - the root cause is a lack of skilled operators, setting the engine is less precise, less heat adhesive roll and roll wear. Packaging dent probability 0.131 or 13.1%. The cause is a Sliding roll tilt, the position is less precise cuter, torn paper and less scrupulous operators. Grafting Paper probability 0.048 or 4.8%. Root cause is a lack of precision positioning cuter, cuter blunt, torn paper and less scrupulous operators., And to Without Stow / Straws, the probability is 0.0077 or 0.77%. Root cause is the operator less scrupulous, operators are less responsive to engine speed settings, the temperature of the engine nozzle is too hot glue and glue the engine nozzle clogged. Proposed improvements to the company based Correction Action performed on the type of defect that has more than 10% probability that the type of disability Nepkin Peaper not Precision, Leaking Seal Packaging, Logo Less Precision Position.
ABSTRAKSI
Analisis Faktor-Faktor Penyebab Kecacatan
Produk Fruit Tea Dengan Metode Fault Tree Analysis (FTA) Di PT. Sinar Sosro Gresik
PT.Sinar Sosro Gresik merupakan suatu perusahaan yang bergerak di bidang industri manufaktur dengan produk yang dihasilkan adalah Fruit Tea. Untuk menghasilkan produk berkualitas tinggi PT. Sinar Sosro Gresik melakukan pengendalian kualitas dengan langkah awal berupa pengidentifikasian kecacatan produk agar dapat mengurangi kesalahan proses seminimal mungkin.
Adapun masalah yang dihadapi oleh PT. Sinar Sosro Gresik agar perusahaan mampu bertahan hidup dalam kompetisi bisnis yang semakin ketat antara lain produk yang mereka produksi selalu tidak sempurna atau tidak bebas cacat (defect free).
serta perusahaan harus mampu memberikan jaminan kepada konsumen bahwa produk yang dihasilkan adalah produk yang berkualitas. Untuk itu perlu diciptakan pengawasan pada produk mutlak diimplementasikan sebagai jaminan pada konsumen bahwa produk yang dijual kepasaran memiliki mutu atau kualitas yang baik sehingga manajemen kualitas dari perusahaan berorientasi untuk terus menerus berupaya meningkatkan kualitas dramatik menuju kegagalan nol (zero defect).
Tujuan dari dari penelitian ini adalah untuk menjawab pokok permasalahan yang telah disampaikan di atas, yaitu mengetahui cacat produk yang ada di PT. Sinar Sosro Gresik dan menentukan faktor-faktor penyebab kecacatan produk.
Dengan menggunakan metode Fault Tree Analysis (FTA), untuk mengetahui permasalahan tersebut serta memberikan usulan perbaikan untuk melakukan pencegahan dan mengurangi potensi penyebab kecacatan produk.
Dari hasil analisis menunjukan bahwa jenis cacat yang berpotensi untuk diadakan analisa yaitu, jenis kecacatan Flep Seal Tidak Merekat probabilitasnya 0,222 atau 22,2 % dimana akar – akar penyebabnya adalah operator yang melakukan seting mesin kurang tepat, mesin trobel dan kualitas bahan baku kurang bagus. Seal
Kemasan Bocor probabilitasnya 0,1963 atau 19,63 %.dimana akar – akar penyebabnya adalah operator kurang terampil, setting mesin kurang tepat, roll perekat kurang panas dan roll aus. Kemasan Penyok probabilitasnya 0,131 atau 13,1 %.penyebabnya adalah Sliding roll miring, posisi cuter kurang presisi, paper robek
dan operator kurang teliti. Penyambungan Paper probabilitasnya 0,048 atau 4,8 %.akar penyebabnya adalah posisi cuter kurang presisi, cuter tumpul, paper robek dan operator kurang teliti., dan untuk Tanpa Stow / Sedotan, probabilitasnya 0,0077 atau 0,77 %.akar penyebabnya adalah operator kurang teliti, operator kurang tanggap pada pengaturan speed mesin, suhu nosel mesin glue terlalu panas dan nosel mesin glue buntu. Usulan perbaikan untuk perusahaan berdasarkan Correction Action dilakukan pada jenis cacat yang memiliki probabilitas lebih dari 10 % yaitu pada jenis kecacatan Nepkin Peaper tidak Presisi, Seal Kemasan Bocor, Posisi Logo Kurang
Presisi.
BAB I
PENDAHULUAN
1.1 Latar Belakang
Sebagian besar industri manufaktur di Indonesia agar dalam bertahan hidup dalam kompetisi bisnis yang semakin ketat antara lain produk yang mereka produksi harus bebas dari cacat serta perusahaan harus mampu memberikan jaminan kepada konsumen bahwa produk yang dihasilkan adalah produk yang berkualitas. Untuk itu perlu diciptakan pengawasan pada produk mutlak diimplementasikan sebagai jaminan pada konsumen bahwa produk yang dilemparkan ke pasaran memiliki mutu atau kualitas yang baik sehingga manajemen kualitas dari perusahaan berorientasi untuk terus menerus berupaya meningkatkan kualitas secara dramatik menuju kegagalan yang minimal.
PT. Sinar Sosro merupakan perusahaan yang memproduksi minuman teh dalam kemasan diantaranya produksinya adalah Fruit Tea (FTG), dan Teh Kotak,. PT. Sinar Sosro merupakan perusahaan yang memproduksi barang dalam jumlah besar ( Mass Production ). Selain itu perusahaan ini juga memproduksi barang sesuai dengan permintaan / pesanan dari pemesan. Dalam penelitian ini produk yang diamati adalah produk Fruit Tea genggam, produk ini diamati karena produk tersebut dipesan dalam jumlah yang banyak sehingga dalam pembuatannya dilakukan secara continue ( hampir setiap hari dibuat / diproduksi).
kenyataannya sekarang ini, fruit tea dalam proses produksinya sering terjadi kecacatan yang cukup banyak. Jenis kecacatannya juga bervariasi mulai dari: seal kemasan kurang melekat ( kemasan bocor ), kemasan penyok, tanpa stow / sedotan, penyambungan paper, flep seal tidak merekat. Salah satu penyebab terjadinya jenis–jenis cacat ini disebabkan oleh kaliber mesin yang rusak atau setting mesin kurang tepat dengan tingkat kecacatan antara 1 % - 3 % dalam satu bulan.
Untuk itu, penelitian Tugas Akhir ini akan mengadopsi sebuah metode
Fault Tree Analysis (FTA). Fault Tree Analysis adalah suatu teknik analisa desain
keandalan (reliability) suatu desain sistem yang bermula atas dasar kesadaran terhadap efek kegagalan sistem yang bermula atas dasar kesadaran terhadap efek kegagalan system, yang disebut juga ‘Top Event’. Metode ini dapat digunakan untuk menganalisa berbagai penyebab kesalahan yang akan dipresentasikan oleh sebuah pohon kecacatan (fault tree) serta menghitung probabilitas terjadinya top event yang diperoleh dari prediksi keandalan peristiwa serta metode cut and tie set untuk mengevaluasi probabilitas kesalahan dalam sistem produksi.
1.2 Perumusan Masalah
Berdasarkan latar belakang diatas maka permasalahan yang dibahas dalam penelitian ini adalah sebagai berikut:
“Faktor – faktor apa saja yang menyebabkan kecacatan produk dengan menggunakan metode Fault Tree Analysis (FTA) ? “
1.3 Batasan Masalah
Adapun batasan-batasan yang dipergunakan dalam penelitian ini adalah sebagai berikut :
1. Identifikasi potensial kecacatan produk berdasarkan data kecacatan produk kemasan yang dicatat oleh bagian Quality Control PT. Sinar Sosro.
2. Analisa biaya tentang kerugian yang timbul akibat cacat tidak dibahas dalam penelitian ini.
3. Penelitian ini hanya sebatas untuk mengetahui probabilitas terjadinya top
event cacat produk kemasa fruit tea dan memberikan usulan perbaikan kepada
perusahaan tanpa diadakan implementasi lebih lanjut.
1.4 Tujuan Penelitian
Tujuan dari penelitian ini adalah untuk menjawab pokok permasalahan yang telah disampaikan di atas, yaitu dapat disebutkan sebagai berikut :
2. Mengetahui tingkat kecacatan pada produksi kemasan Fruit Tea Genggam di PT. Sinar Sosro.
1.5 Asumsi – Asumsi
Mengingat permasalahan yang terkait dalam kualitas produk ini cukup
kompleks, maka untuk menyederhanakan diperlukan asumsi–asumsi sebagai berikut :
1. Dalam proses produksi produk yang diamati berada pada kondisi normal dan berjalan dengan baik pada saat pengambilan data untuk penelitian ini.
2. Teknik sampling yang ditetapkan, telah memenuhi syarat dari bagian Quality
Control PT. Sinar Sosro.
3. Bahan baku produksi telah lolos uji kualitas dari bagian Quality Control PT. Sinar Sosro.
1.6 Manfaat Penelitian
Adapun manfaat yang dapat diperoleh dari penelitian ini adalah sebagai berikut:
1. Bagi penulis
Dapat menambah pengetahuan dan pengalaman dengan menerapkan penggunaan metode Fault Tree Analysis (FTA) dalam permasalahan defect (cacat) yang ada di dalam proses produksi suatu perusahaan.
2. Bagi Perusahaan
Dengan adanya penerapan metode Fault Tree Analysis (FTA), diharapakan pihak perusahaan dapat mengurangi jumlah defect (cacat) produk yang dialami selama ini, serta dapat menggunakan metode ini sebagai alat bagi perusahaan untuk melakukan perbaikan berkesinambungan terhadap produk yang dihasilkan sebagai bukti konsistensi perusahaan dalam penerapan standard mutu produk untuk memuaskan keinginan konsumen.
3 Bagi Universitas
Memberikan referensi tambahan dan perbendaharaan perpustakaan agar berguna di dalam mengembangkan ilmu pengetahuan dan juga berguna sebagai pembanding bagi mahasiswa dimasa yang akan datang.
1.7 Sistematika Penulisan
Adapun sistematika penulisan laporan penelitian ialah sebagai berikut : BAB I : PENDAHULUAN
Bab ini berisi tentang latar belakang masalah sehingga dapat diketahui mengapa penulis mengambil judul tersebut, batasan masalah untuk membatasi masalah agar terfokus pada masalah yang diteliti, rumusan masalah, tujuan penelitian, asumsi–asumsi yang digunakan penulis dalam menyusun penelitian, manfaat dari penelitian baik untuk penulis, perusahaan maupun universitas, dan sistematika penulisannya.
BAB II : TINJAUAN PUSTAKA
digunakan yaitu Fault Tree Analysis (FTA) untuk mengatasi permasalahan yang ada didalam perusahaan serta referensi dari penelitian terdahulu yang menggunakan metode FTA.
BAB III : METODE PENELITIAN
Bab ini berisi tentang langkah-langkah yang diperlukan untuk pengambilan data, pengolahan data, waktu dan lokasi, variabel-variabel, metode serta penyelesaian masalah yang ada.
BAB IV : HASIL ANALISA DAN PEMBAHASAN
Bab ini membahas tentang pengumpulan data, pengolahan data serta pembahasan yang didapat dari perusahaan dan hasil penelitian setelah dilakukan analisa.
BAB V : KESIMPULAN DAN SARAN
Bab ini membahas kesimpulan dari penelitian dan saran terhadap permasalahan yang ada .
BAB II
TINJAUAN PUSTAKA
2.1. Konsep Dan Definisi Kualitas
Proses kelahiran produk dimulai ketika desainer menerima informasi yang diinginkan, diperlukan dan diharapkan oleh konsumen dan menterjemahkannya ke dalam bentuk spesifikasi produk yang mencakup gambar, dimensi, toleransi, material, proses, perkakas dan alat bantu. Operator menggunakan informasi dari desainer untuk membuat produk atau mengerjakannya pada proses permesinan. Dalam usaha memuaskan konsumen, produk yang dipesan harus tiba dalam jumlah, waktu, tempat dan memberikan fungsi yang tepat untuk satu periode waktu dan harga yang sesuai.
Definisi kualitas menurut Ross adalah kepuasan konsumen terhadap produk yang dibelinya. Berdasarkan pengertian dasar tentang kualitas diatas, tampak bahwa kualitas selalu berfokus pada pelanggan. Dengan demikian produk – produk desain, diproduksi untuk memenuhi keinginan pelanggan, dapat dimanfaatkan dengan baik, serta diproduksi (dihasilkan) dengan cara yang baik dan benar. (Ariani W. Dorothea, 2003, hal 8-9)
perbaikan nilai yang secara sederhana meliputi semua pekerjaan atau kegiatan pada semua organisasi atau perusahaan yang terdiri dari berbagai proses kegiatan dalam organisasi tersebut. ( Dorothea Wahyu, 2002 : 17 )
Keunggulan sebuah produk tergantung pada elemen-elemen yang hadir dalam produk tersebut mulai dari fitur, manfaat, harga, hingga kemasannya. Seluruh elemen tersebut saling melengkapi demi menciptakan suatu produk yang superior. Jika terdapat kekurangan pada satu elemen saja, maka produk tentunya menjadi kurang memuaskan bagi konsumen. Kemasan, atau packaging adalah salah satu elemen yang mempengaruhi keputusan pembelian produk.
2.1.1. Pengendalian Kualitas
Tiap produk mempunyai sejumlah unsur yang bersama-sama menggambarkan kecocokan penggunaannya. Parameter – parameter ini biasanya dinamakan ciri – ciri kualitas . Ciri – ciri kualitas ada beberapa jenis:
1. Fisik : panjang, voltage, kekentalan. 2. Indera : rasa, penampilan, warna.
3. Orientasi : waktu, keandalan ( dapatnya dipercaya ), dapatnya dipelihara, dapat dirawat.
Pengendalian kualitas adalah aktivitas keteknikan dan manajemen, yang dengan aktivitas itu kita ukur ciri –ciri kualitas produk, membandingkannya dengan spesifikasi atau persyaratan dan mengambil tindakan penyehatan yang sesuai apabila ada perbedaan antara penampilan yang sebenarnya dan yang standart.
Kegiatan pengendalian kualitas pada dasarnya merupakan kumpulan – kumpulan aktivitas untuk mencapai kondisi yang memuaskan keinginan konsumen yang dilaksanakan mulai saat produk dirancang, diproses sampai seleksi didistribusikan ke konsumen. Kegiatan pengendalian kualitas antara lain akan meliputi hal – hal berikut :
1. Perencanaan kualitas pada saat merancang produk dan proses pembuatannya.
2. Pengendalian dalam penggunaan berbagai sumber material yang dipakai dalam proses produksi.
4. Membandingkan performans yang dihasilkan dengan standart yang berlaku.
5. Analisa tindakan koreksi dalam kaitannya dengan cacat – cacat yang dijumpai pada produk yang dihasilkan.
2.1.2. Tujuan Pengendalian Kualitas
Tujuan pengendalian kualitas adalah untuk memberikan jaminan kualitas yang sebaik – baiknya kepada konsumen sehingga didapatkan kepercayaan dari konsumen. Secara terperinci dapat dikatakan bahwa tujuan dari pengendalian kualitas adalah :
1. Agar barang atau produk hasil produksi dapat mencapai standart mutu yang telah ditetapkan.
2. Mengusahakan agar biaya desain dari produk dan proses dengan menggunakan mutu produksi tertentu dapat menjadi sekecil mungkin. 3. Mengusahakan agar biaya inspeksi dapat ditekan seminimum
mungkin.
4. Mengusahakan agar biaya produksi dapat menjadi serendah mungkin. Tujuan pokok pengendalian mutu statistik adalah menyelidiki dengan cepat terjadinya sebab – sebab terduga sedemikian sehingga tindakan pembetulan dapat dilakukan secara dini.
1. Meningkatkan produktivitas
Dengan adanya pengendalian kualitas maka mengurangi buangan sehingga produktivitas bertambah.
2. Pencegahan Cacat Lebih Besar
Dengan adanya pengendalian kualitas maka pengendalian proses akan terpelihara dengan konsisten.
3. Mencegah penyesuaian proses yang tidak perlu pengendalian kualitas, Dapat membedakan antara gangguan dasar dan variasi terduga.
4. Memberikan Informasi Tentang Proses
Dengan adanya pengendalian kualitas maka informasi tentang perubahan proses dan parameter yang penting dapat diketahui.
2.1.3. Manfaat Pengendalian Kualitas
Pengatuaran pengendalian kualitas dalam suatu perusahaan merupakan bagian yang sangat penting dalam menunjang kelangsungan suatu perusahaan. Manfaat yang dapat diperoleh dalam manajemen pengendalian kualitas adalah
1. Menambah tingkat efisiensi dan produktivitas kerja.
2. Mengurangi kehilangan – kehilangan dalam proses kerja yang dilakukan seperti mengurangi atau menghilangkan waktu yang tidak reprodukitif.
3. Menekan biaya dan save money
5. Menambah reliabilitas produk yang dihasilkan.
6. Meperbaiki moral pekerja tetap tinggi.
7. Mengurangi klaim pelanggan.
8. Berorientasi pada kebutuhan konsumen.
2.1.4. Ruang Lingkup Pengendalian Kualitas
Ada 3 jenis kualitas dalam operasi bisnis manufacturing, yaitu : 1. Kualitas Design
Adalah derajat dimana kategori suatu produk akan mampu memberikan kepada konsumen dua atau lebih produk meskipun memiliki fungsi yang sama bisa memberikan darajat kepuasan yang berbeda karena adanya perbedaan kualitas dalam rancangan
2. Kualitas Kesesuaian
Berhubungan dengan spesifikasi dan standarisasi produk dan kriteria standar kerja yang telah disepakati.Secara umum kualitas kesesuaian mencakup 3 macam bentuk pengendalian, yaitu:
a. Pencegahan Cacat
Mencegah kerusakan atau cacat sebelum benar-benar terjadi. b. Pencegahan
c. Analisa dan Tindakan Korektif
Menganalisa kesalahan yang terjadi dan melakukan koreksi terhadap penyimpangan tersebut, kegiatan ini merupakan tanggung jawab bagian pengawas produksi.
3. Kualitas Penampilan
Perbaikan dari kualitas design dan kualitas kesesuaian akan dapat meningkatkan penampilan produk. Jika kualitas design rendah terhadap kekurangan penyesuaian dalam spesifikasi, maka akan mempengaruhi penampilan secara keseluruhan.
2.1.5. Alat Pengendalian Kualitas
Menurut Vincent Gaspersz, 2001 ada beberapa perangkat yang digunakan dalam pengendalian kualitas, yaitu:
1. Lembar Periksa
Lembar periksa adalah suatu formulir dimana item-item yang akan diperiksa telah dicetak dalam formulir itu, dengan maksud agar data dapat dikumpulkan secara mudah dan ringkas. Penggunaan lembar periksa bertujuan untuk:
b. Mengumpulkan data tentang jenis masalah yang sering terjadi.Dalam kaitan ini, lembar periksa akan membantu memilah - milah data kedalam kategori yang berbeda seperi penyebab-penyebab, masalah-masalah dan lain-lain.
c. Menyusun data secara otomatis, sehingga data itu dapat dipergunakan dengan mudah.
d. Memisahkan antara opini dan fakta. Kita sering berpikir bahwa kita mengetahui sesuatu masalah atau menganggap bahwa sesuatu penyebab itu merupakan hal yang paling penting dalam kaitan ini lembar periksa akan membantu membuktikan opini kita itu apakah benar atau salah.
Pada dasarnya lembar periksa dapat dibuat dengan menggunakan enam langkah utama, sebagai berikut:
a. Menjelaskan tentang tujuan pengumpulan data. Adakah baik untuk memulai mengumpulkan data (apakah dengan menggunakan lembar periksa atau bukan) dengan mengajukan beberapa pertanyaan yang berkaitan dengan hal-hal berikut:
Apa yang menjadi masalah utama?
Mengapa data harus dikumpulkan?
Siapa yang akan menggunakan informasi yang sedang
Siapa yang akan mengumpulkan data?
b. Identifikasi apa variabel atau atribut karakteristik kualitas yang sedang diukur? Berkaitan dengan hal ini kita dapat mengikuti langkah-langkah spesifik, sebagai berikut:
Memulai memberikan judul dari lembar periksa itu. Pemberian
judul harus tegas dan memberitahukan kepada orang tentang apa yang sedang dikaji.
Menuliskan hal - hal spesifik yang akan diukur pada lembar
periksa itu. Sebagai missal, apabila kita sedang mengukur keluhan pelanggan, maka kategori yang mungkin dipertimbangkan adalah penyerahan terlambat, karyawan tidak sopan, tagihan tidak benar, penyerahan tidak sesuai pesanan, dan lain-lain.
c. Menentukan waktu atau tempat pengukuran. Dalam kaitan ini kita perlu memutuskan apakah ingin mengumpulkan informasi berdasarkan waktu (per menit, per jam, per hari, per minggu, per bulan dan lain-lain), berdasarkan tempat atau berdasarkan tempat dan waktu (banyaknya kejadian per departemen per hari, banyaknya produk cacat per shift per minggu, dan lain-lain).
0 5 10 15 20 25 30
Gumpil Pecah Retak Kait Rusak
Jenis Cacat
Jum
lah C
acat
e. Menjumlahkan data yang telah dikumpulkan itu. Dalam hal ini harus menjumlahkan banyaknya kejadian untuk setiap kategori yang sedang diukur.
Memutuskan untuk mengambil tindakan peningkatan atas penyebab masalah yang sedang terjadi itu. Perlu diingat bahwa setiap tindakan peningkatan harus diambil bedasarkan fakta dan bukan hanya berdasarkan opini. Apabila ada hal-hal yang masih meragukan berkaitan dengan fakta yang ditemukan dalam pengumpulan data maka perlu dilakukan verifikasi atas data yang telah dikumpulkan.
2. Histogram
Histogram adalah alat yang digunakan untuk menunjukkan variasi data pengukuran dan variasi setiap proses. Berbeda dengan pareto chart yang penyusunanya menurut urutan yang memiliki proporsi terbesar ke kiri hingga proporsi terkecil, histogram ini penyusunannya tidak menggunakan urutan apapun. Contoh histogram dapat dilihat pada gambar 2.1
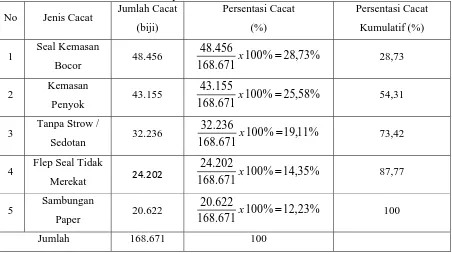
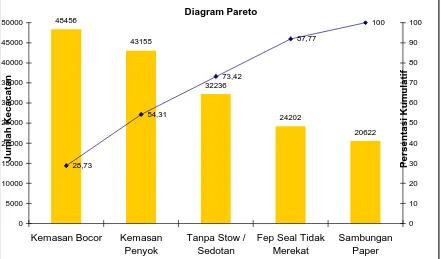
3. Diagram Pareto
Diagram pareto dalah grafik batang yang menunjukkan masalah berdasarkan urutan banyaknya kejadian. Masalah yang paling banyak terjadi ditunjukkan oleh grafik batang pertama yang tertinggi serta ditempatkan pada sisi paling kiri dan seterusnya sampai masalah yang paling sedikit terjadi ditunjukkan oleh grafik batang terakhir yang terendan serta ditempatkan pada sisi paling kanan.
Pada dasarnya diagram pareto dapat dipergunakan sebagai alat interpretasi untuk :
a. Menentukan frekuensi relatif dan urutan pentingnya masalah – masalah atau penyebab dari masalah yang ada.
b. Memfokuskan perhatian pada isu – isu kritis dan penting melalui membuat rangking terhadap masalah – masalah atau penyebab – penyebab dari masalah itu dalam bentuk yang signifikan.
Gambar 2.2 berikut merupakan contoh penggunaan diagram pareto.
Gambar 2.2 Pareto Diagram
Adapun rumus yang digunakan dalam diagram pareto ini adalah :
Presentasi Cacat (%) = x100%
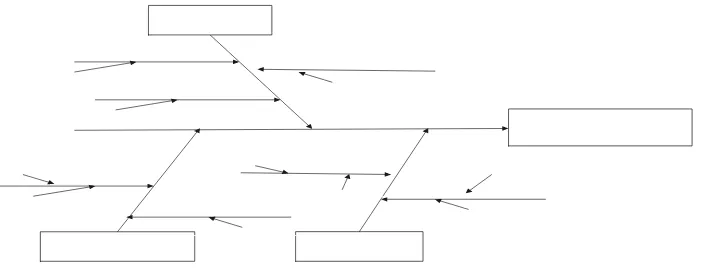
4. Diagram Sebab Akibat / Diagram Tulang Ikan (fishbone)
Diagram sebab akibat adalah diagram yang menunjukkan hubungan antara sebab dan akibat. Berkaitan dengan pengendalian proses statistical, diagram sebab akibat dipergunakan untuk menunjukkan faktor – faktor penyebab (sebab) dan karakteristik kualitas (akibat) yang disebabkan oleh faktor – faktor penyebab itu. Diagram sebab-akibat ini juga sering disebut sebagai diagram tulang ikan (fishbone diagram) karena bentuknya seperti kerangka tulang ikan.
Pada dasarnya diagram sebab-akibat dapat dipergunakan untuk kebutuhan – kebutuhan sebagai berikut :
a. Membantu mengidentifikasi akar penyebab dari suatu masalah.
ju
Percent 39.1 30.4 24.6
b. Membantu membangkitkan ide – ide untuk solusi suatu masalah. c. Membantu dalam penyelidikan atau pencarian fakta lebih lanjut.
Untuk mengetahui faktor – faktor penyebab dari suatu masalah yang sedang dikaji kita dapat mengembangkan pertanyaan – pertanyaan berikut:
Apa penyebab itu ?
Mengapa kondisi atau penyebab itu terjadi ?
Bertanya “mengapa” beberapa kali (konsep five whys)
sampai ditemukan penyebab yang cukup spesifik untuk diambil tindakan peningkatan. Penyebab – penyebab spesifik itu yang dimasukkan atau dicatat ke dalam diagram
sebab-akibat seperti pada gambar 2.3
Gambar 2.3 Contoh Diagram Tulang Ikan (sebab – akibat)
jenis cacat
Manusia
Lingkungan kerja Material
2.2.Fault Tree Analysis (FTA)
Analysis, fault tree : analisis pohon kegagalan : merupakan teknik
analisis deduktif yang diawali dengan hipotesis adanya peristiwa kegagalan yang selanjutnya secara sistematik menimbulkan peristiwa atau kombinasi peristiwa yang bisa menyebabkan terjadinya kegagalan. (A-Z Indexs, www.batan.go.id)
Fault Tree Analysis adalah suatu teknik analisa desain keandalan (reliability) suatu desain sistem yang bermula atas dasar kesadaran terhadap efek kegagalan sistem yang bermula atas dasar kesadaran terhadap efek kegagalan system, yang disebut juga ‘Top Event’. Dalam analisa ini dijelaskan bagaimana
Fault Tree Analysis (FTA) lebih menekankan pada “top – down approach” yaitu
karena analisa ini barawal dari sistem top level dan meneruskannya ke bawah. Titik awal analisa ini adalah pengidentifikasian mode kegagalan pada top level suatu sistem.
Selain menunjukkan hubungan logika antar peristiwa sehingga menyebabkan top event terjadi, FTA ini juga digunakan untuk mengkuantifikasi probabilitas top event. Probabilitas gagal diperoleh dari prediksi nilai reliability terhadap peristiwa kegagalan. Perlu diperhatikan disini bahwa FTA yang berbeda harus dibangun untuk setiap Top Event yang disebabkan oleh pola kegagalan atau hubungan logika antar peristiwa kegagalan yang berbeda.
Deddy Crismianto (Jurnal : 2006), menyebutkan bahwa Fault Tree
Analysis merupakan suatu metode visual yang melakukan analisis atas cacat
memperlihatkan cacat produk itu secara praktis. Pohon cacat atau kegagalan mutu lebih lanjut akan merekomendasikan jalan keluar alternatif untuk memperbaiki atau mengatasi cacat atau tuna mutu yang terjadi atas produk.
Dengan sifatnya yang demikian, maka fault tree dimaksud sekaligus memperlihatkan pola anlisis sebab-akibat ketunamutuan seperti yang dijumpai pada diagram tulang ikan (fishbone diagram). Karena fault tree memperlihatkan pula sebab-akibat dari ketunamutuan produk, maka fault tree disebut sebagai
Failure Mode and Effects Analysis (FMEA). Berhubung karena analisis
menyajikan pula dampak dari cacat yang terjadi atas produk serta rekomendasi jalan keluar alternatif untuk mengatasi cacat yang bersangkutan, maka fault tree analysis dapat pula dipakai sebagai alat kendali proses untuk menghindari ketunamutuan produk (product failure).
Fault tree sebagai metode analisis ketunamutuan, juga dapat dipakai sebagai alat pengendali proses produksi untuk mencapai spesifikasi mutu yang diharapkan oleh konsumen pada umumnya.
Untuk menerapkan model, terlebih dahulu harus dilakukan studi atas dua hal, yaitu :
1. Spesifikasi mutu yang disyaratkan oleh konsumen.
2. Tipe ketunamutuan yang mungkin ada atas produk yang dihasilkan.
2.2.1 Konsep Dasar Fault Tree Analysis
Beberapa konsep dasar yang perlu diketahui dan dipahami untuk dapat menganalisa kejadian melalui diagram pohon kesalahan (Fault Tree Analysis) : 1. Peristiwa Utama Yang Tidak Diinginkan (Top Event)
Pusat fault Tree Analysis disebut peristiwa yang tidak diinginkan. Peristiwa ini mendatangakan peristiwa puncak dari pohon dan analisa ditunjukkan pada pendapatan semua penyebab–penyebabnya. Sering peristiwa ini adalah suatu bencana, tetapi itu bisa menjadi suatu kegagalan sistem atau ketidakmampuan pabrik (aspek ekonomi).
Untuk membuat analisa lebih mudah, peristiwa yang tidak diinginkaan harus didefinisikan dengan tepat. Sesungguhnya jika kejadian ini terlalu umum maka analisa akan berhenti untuk dijalankan, sebaliknya jika kejadian terlalu spesifik analisa dapat menemukan kegagalan utama pada elemen dasar sistem, oleh karena itu resiko awal direkomendasikan untuk menemukan kejadian yang tidak diinginkan. Peristiwa ini terkadang telah dikarakteristikkan sesuai macam misi–misi sistem.
2. Presentasi Gerbang Logika
Gambar 2.4 Contoh AND Gate
Sumber : (P.L. Clemens :2002)
3. Pengkelasan Kegagalan (penyebab kegagalan)
Kegagalan bisa dipecah menjadi dua kelas sesuai dengan penyebabnya (P.L.Clemens ; 2002) yaitu :
a. Kegagalan Atau Penyebab Primer
Kegagalan elemen penyebab terjadinya peristiwa yang tidak diinginkan atau Top Event.
b. Kegagalan Atau Penyebab Sekunder
Kegagalan penyebab terjadinya kegagalan primer yang akan dianalisa lebih lanjut menjadi peristiwa paling dasar penyebab peristiwa yang tidak diinginkan.
(P.L.Clemens ; 2002) 4. Peristiwa Dasar
Peristiwa dasar dalam pohon kesalahan, sebagai berikut :
a. Kejadian yang mana tidak dibutuhkan untuk dikembangkan. Kejadian ini cukup baik untuk menggambarkan dan mengetahui sejauh mana ketidakgunaan batas asal kejadian.
b. Kejadian tidak bisa dipertimbangkan secara mendasar tapi kejadian asal tidak akan dikembangkan. Dalam kasus ini batas sistem dipelajari mencangkup ketika teridentifikasi.
c. Kejadian tidak dapat digambarkan atau dipandang sebagai dasar dan penyebab kejadian itu belum dikembangkan tetapi akan segera dikembangkan. Analisa mempertimbangkan, kemudian ia secara temporer menjangkau batas dalam mempelajari dan bahwa sebagaimana data kurang memadai untuk contoh penyebab kejadian ini akan diketahui kemudian.
2.2.2 Prinsip Fault Tree
Prinsip Fault Tree dapat menuntun dalam melakukan analisa, yaitu:
1. Mengidentifikasi berbagai kemungkinan kejadian kombinasi mengarahkan pada kegiatan yang tidak diinginkan.
2. Menghadirkan grafik kombinasi seperti struktur.
Ini penting untuk memberi gambaran diantara beberapa bidang pohon kesalahan yang mana antar hubungan tertutup praktis.
pelaksanaan dengan objek kedua, penyebab kesalahan dipresentasikan oleh sebuah pohon.
Pohon kesalahan berisi urutan tingkat kejadian yang dihubungkan dalam beberapa cara yang mana kejadian lainnya pada tingkat urutan dari kejadian pada tingkat bawah baru ditentukan macam operator logika (gate atau gerbang), kejadian-kejadian itu adalah kecacatan umum dihubungkan untuk menyeimbangkan kegagalan, kesalahan manusia, kekurangan perangkat lunak dan lain–lain seperti kejadian yang tidak diinginkan.
Proses deduktif dilanjutkan peristiwa sampai dasar diidentifikasi. Peristiwa itu tidak berhubungan satu dengan lainnya dan kemungkinan kejadiannya diketahui.
Telah disebutkan bahwa tentu saja pohon kesalahan bukan suatu model dari semua kegagalan seperti terjadi dalam sistem. Pada kenyataan, itu adalah suatu model logika interaksi antara peristiwa–peristiwa penuntun menuju pada kejadian yang tidak diinginkan.
2.2.3 Kontruksi Pohon Kesalahan
mengijinkan penganalisa menentukan mode yang perlu dari kerusakan komponen. Informasi ini dapat diperoleh dari pengalaman atau dari spesifikasi teknik komponen.
Pada beberapa analisa batasan system menjadi sangat berarti, dimana kondisi batas dari sistem harus ditentukan. Kondisi–kondisi batas ini seharusnya tidak dibingungkan dengan batasan fisik dari sistem. Kondisi–kondisi batas sistem mendefinisikan situasi yang digambarkan oleh Fault Tree.
Kejadian puncak adalah kondisi batas sistem yang paling penting yang didefinisikan sebagai kerusakan sistem utama. Untuk beberapa sistem yang ada. Banyak kemungkinan bagi kejadian puncak tetap ada sehingga pilihan tepat dari kejadian puncak kadang kala adalah suatu tugas yang sulit. Pada umumnya, kejadian puncak harus dipilih berdasarkan criteria sebagai berikut:
1. Sebagai suatu kejadian yang terjadinya harus mempunyai sebuah definisi tertentu dan kemungkinan dari keterjadiannya dapat dikuantitaskan dan
2. Sebagai suatu kejadian yang dapat lebih jauh dipilah untuk menemukan penyebabnya.
2.2.4 Tahapan Fault Tree Analysis
Menurut Thomas Pyzdex (2002), Fault Tree mempunyai beberapa tahap umum untuk mencapai hasil analisa yang optimal hingga ke akar-aakar penyebabnya, yaitu :
1. Tentukan kejadian paling atas, kadang–kadang disebut kejadian utama. Ini adalah kondisi kegagalan dibawah studi.
3. Periksa sistem untuk mengerti bagaimana berbagai elemen berhubung pada satu dengan lainnya dan untuk kejadian paling atas.
4. Buat pohon kesalahan, mulai pada kejadian paling atas dan bekerja ke arah bawah.
5. Analisis pohon kesalahan untuk mengidentifikasi cara dalam menghilangkan kejadian yang mengarah kepada kegagalan.
6. Persiapkan rencana tindakan perbaikan untuk mencegah kegagalan dan rencana kemungkinan berkenaan dengan kegagalan saat mereka terjadi. Fault tree Analysis merupakan pendekatan dari atas ke bawah yang menyediakan perwakilan grafik kejadian yang mungkin mengarah pada kegagalan. Beberapa simbol digunakan dalam pembuatan pohon kesalahan ditunjukkan dalam tabel 2.1.
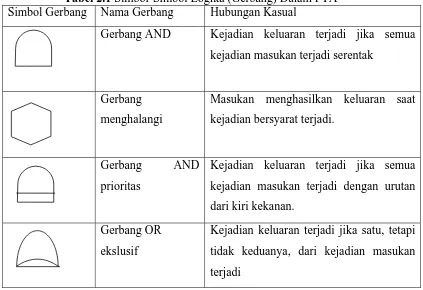
Tabel 2.1 Simbol-Simbol Logika (Gerbang) Dalam FTA
Simbol Gerbang Nama Gerbang Hubungan Kasual
Gerbang AND Kejadian keluaran terjadi jika semua kejadian masukan terjadi serentak
Gerbang menghalangi
Masukan menghasilkan keluaran saat kejadian bersyarat terjadi.
Gerbang AND
prioritas
Kejadian keluaran terjadi jika semua kejadian masukan terjadi dengan urutan dari kiri kekanan.
Gerbang OR
ekslusif
n inputs
Gerbang m-diluar-n (gerbang voting atau sampel)
Kejadian keluaran terjadi jika m-diluar-n kejadian masukan terjadi.
Sumber: Thomas Pyzdex, 2002 hal 513
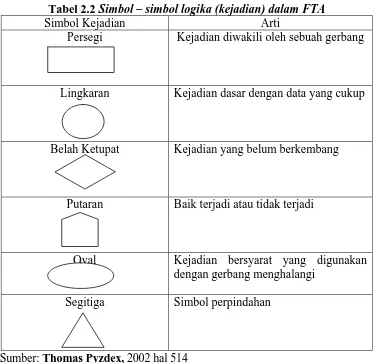
Tabel diatas menunjukkan simbol gerbang dalam Fault Tree. Selain itu juga terdapat simbol kejadian seperti tabel 2.2
Tabel 2.2 Simbol – simbol logika (kejadian) dalam FTA
Simbol Kejadian Arti
Persegi Kejadian diwakili oleh sebuah gerbang
Lingkaran Kejadian dasar dengan data yang cukup
Belah Ketupat Kejadian yang belum berkembang
Putaran Baik terjadi atau tidak terjadi
Oval Kejadian bersyarat yang digunakan dengan gerbang menghalangi
Segitiga Simbol perpindahan
Sumber: Thomas Pyzdex, 2002 hal 514
2.2.5 Cut Set Method
Cut Set menurut P.L. Clemens, 2002 adalah kombinasi pembentuk pohon kesalahan yang mana bila semua terjadi akan menyebabkan peristiwa puncak terjadi. Cut set digunakan untuk mengevaluasi diagram pohon kesalahan dan
diperoleh dengan menggambarkan garis melalui blok dalam sistem untuk menunjukkan jumlah minimum blok gagal yang menyebabkan seluruh sistem gagal. Sebagai contoh bisa dilihat dari gambar 2.5.
Gambar 2.5 Contoh Struktur Cut Set (P.L. Clemens : 2002)
Peristiwa A, B, dan C membentuk menjadi peristiwa T. peristiwa A,B dan C disebut sebagai cut set. Namun bukan kombinasi peristiwa terkecil yang menyebabkan peristiwa puncak. Untuk mengetahuinya diperlukan minimal cut set. Minimal cut set ini adalah kombinasi peristiwa yang paling kecil yang membawa ke peristiwa yang tidak diinginkan. Jika satu dari peristiwa–peristiwa daalam minimal cut set tidak terjaadi, maka peristiwa puncak atau peristiwa yang tidak diinginkan tidak akan terjadi. Dengan kata lain minimal cut set merupakan akar penyebab yang paling terkecil yang berpotensial menyebabkan kecacatan (peristiwa puncak).
T
C E
Suatu pohon kesalahan berisi batasan minimal cut set, yaitu :
1. Pertama, minimal cut set menunjukkan kegagalan tunggal memproduksi peristiwa yang tidak diinginkan (top event).
2. Kedua, minimal cut set menunjukkan kegagalan ganda yang mana jika kejadian terjadi secara simultan atau bersamaan dan menyebabkan peristiwa tidak diinginkan.
2.2.5.1 Langkah Pembentukan Cut Set
Beberapa langkah membentuk cut set menurut P.L. Clemens, 2002, yaitu : 1. Mengabaikan semua unsur–unsur pohon kecuali pembentuk atau dasar. 2. Permulaan dengan seketika dibawah peristiwa puncak, menugaskan masing–
masing gerbang dan pembentuk atau penyebab dasar.
3. Kelanjutan menurut langkah dari peristiwa puncak mengarah ke bawah membangun matrik menggunakan nomor dan huruf. Huruf ini mewakili gerbang peristiwa puncak menjadi masukan matrik awal. Sebagai kontruksi maju :
a. Menggantikan nomor untuk masing–masing gerbang AND dengan nomor untuk semua gerbang yang disebut masukan. Secara horizontal dalam matrik baris.
4. Hasil matrik akhir, hanya menghasilkan angka–angka mewakili pembentuk. Masing–masing bariss dari matrik ini adalah cut set Boolean. Dengan pemeriksaan, menghaapuskan baris manapun yang berisi semua unsur–unsur yang ditemukan dalam baris lebih sedikit. Juga menghapuskan unsur–unsur berlebihaan didalam baris dan baris yang menyalin baris lain. Baris yang sisa adalah minimal cut set.
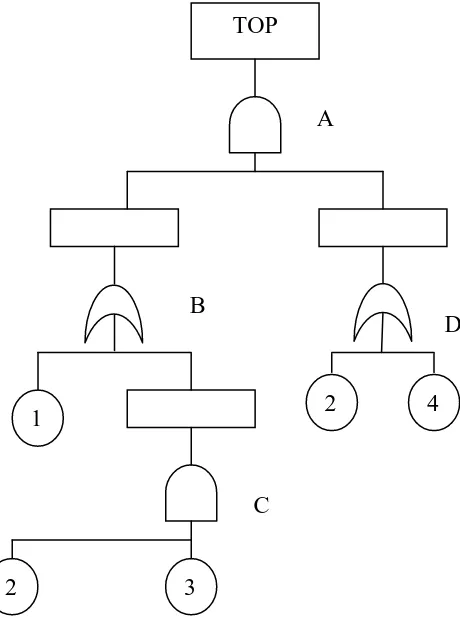
Pembentukan cut set dapat dilihat dengan jelas pada gambar 2.6.
Gambar 2.6 Contoh Pembentukan Cut Set
TOP
1
2 3
2 4
B
A
D
2.2.6 Cut Set Quantitative
Perhitungan dalam Fault Tree Analisis digunakan untuk mengetahui nilai probabilitas dari kejadian puncak yang terjadi. Untuk menghitung probabilitas hanya diperlukan jumlah seluruh proses yang sukses dan kegagalan proses, hal ini ditunjukkan dalam rumus berikut ini (P.L Clemens : 2002) :
Keterangan :
S = Sukses (produk/proses) PA= Probabilitas A
F = Kegagalan (failure) P
B= Probabilitas B PF = Probabilitas Kegagalan
Untuk selanjutnya akan dihitung probabilitas dalam masing–masing gerbang, yaitu :
1. Untuk gerbang OR, probabilitas masing–masing peristiwa atau masukannya mengalami penjumlahan dan pengurangan.
a. Untuk 2 masukan
PF = 1 – [(1 – PA)(1 – PB)]
PF = PA + PB - PAPB
b. Untuk lebih dari 2 masukan PF = PA + PB + PC
2. Untuk gerbang AND probabilitas masing–masing masukannya dikalikan. Dalam gerbang AND ini, untuk masukan sejumlah 2 atau lebih semua cara perhitungannya sama yaitu dikalikan.
satu top event yang terjadi dalam proses produksi baterai jenis R20 di PT. International Chemical Industry Plant II yaitu PE Seal miring pada proses pemasangan PE Seal dengan menggunakan mesin Seal Fitting.
Gambar 2.7 Contoh Perhitungan Fault Tree Analysis Keterangan :
A : Kemampuan mesin PE Seal inserting kurang optimal. Ao : Proses produksi baru berjalan.
A1 : Mesin trouble.
1 : Operator kurang teliti
2 : Operator kurang tanggap pada pelumasan oli 3 : Pusher pendorong PE Seal kurang maju.
1 2 3 4
Gambar 2.8 Contoh Hasil Akhir Matrik Minimal Cut Set
Matrik cut set tersebut selanjutnya akan dihitung probabilitasnya dengan menggunakan rumus sebagai berikut:
2 1
1 P xP
PK
5 4
2 P x P
PK
PF PK1PK22.3. FRUIT TEA
Dengan bertujuan untuk pengembangan produk, maka PT. SINAR SOSRO pada Tahun 1997 mengeluarkan produk minuman teh berbasis buah-buahan yaitu Fruit Tea Sosro dengan target segmen REMAJA. Produk ini cukup sukses dipasar sehingga pada tahun 2004 memperoleh Indonesia Best Brand Award sebagai Most Potential Brand In Non-Carbonated Drink Category.
Sejarah Fruit tea
hasil seduhan teh dengan cita rasa yang khas. Setelah acara tersebut selesai, sisa dari seduhan teh dimasukkan kedalam botol dan jirigen oleh para karyawan untuk dibawa pulang. Drs. Surjanto Sosrodjojo yang mengamati hal tersebut tertarik dan berpikir untuk membotolkan teh yang diseduh. Dari hal inilah berawal munculnya ide untuk membuat teh cair manis dalam kemasan botol. Dengan bertujuan untuk pengembangan produk, maka PT. SINAR SOSRO pada Tahun 1997 mengeluarkan produk minuman teh berbasis buah-buahan yaitu Fruit Tea Sosro dengan target segmen REMAJA.
2.3.2. Bahan Baku
Adapun bahan – bahan yang dibutuhkan untuk pembuatan Alcohol Swabs yaitu :
1. Teh
Bahan baku teh yang digunakan oleh PT. sinar Sosro Pabrik Gresik dalam proses produksi fruit tea adalah teh hitam. Teh hitam ini memiliki beberapa karakteristik yaitu memiliki warna kehitam-hitaman, memiliki aroma yang khas, rasa air seduhan kuat, tidak terdapat benda asing dan berbentuk serbuk dikarenakan pada saat fermentasi, lembaran daun teh dicacah kecil-kecil agar kerja enzim dapat lebih maksimal dalam memfermentasikan teh tersebut.
2. Air
sumur-sumur tersebut tidak bisa langsung digunakan untuk proses produksi. Air ini memerlukan pengolahan lebih lanjut yang meliputi water treatment I dan water treatment II. Penggunaan air ini, secara umum adalah untuk pembutan fruit tea dan untuk keperluan lain seperti pencucian botol PET dan kebutuhan dapur.
3. Gula
PT. Sinar Sosro Pabrik Gresik dalam memproduksi minuman berbasis teh ini menggunakan pemanis berupa gula rafinasi.Gula rafinasi merupakan gula yang mengalami proses pemutihan kembali. Penggunaanya sebagai pemanis minuman berbasis teh bertujuan agar proses produksi lebih efisien. Hal ini dikarenakan syrup gula yang berasal dari gula rafinasi memiliki tingkay kesadaan yang rendah sehingga tidak membutuhkan proses pelunakan syrup gula.
2.3.3. Jenis Mesin Yang Digunakan
Mesin yang digunakan adalah TETRA BRIK ASEPTIK dengan TYPE TBA/19 TWA 200 SLIM dan bagian – bagianya antara lain :
1. Rool paper
Alat yang berfungsi sebagai tempat untuk meletekkan roll peaper. 2. Strip aplikator
Alat yang berfungsi sebagai perekat / isolasi kemasan dengan menggunakan uap panas.
3. Chamber
4. Longitudinal seal
Alat yang berfungsi untuk membentuk paper. 6. Unit jow
Alat yang digunakan untuk memotong, melipat, dan mengelem kemasan.
7. Unit final folder
Alat yang digunakan untuk melipat flep siel ( kaki – kaki ). 8. Glue
Alat yang digunakan untuk merekatkan sedotan dengan menggunakan nosel glue.
2.3.4 Proses Produksi Fruit Tea
Adapun langkah-langkah dalam proses produksi Fruit Tea pada penelitian ini adalah sebagai berikut:
1. Mengatur pemasangan roll paper pada posisi yang ditentukan. 2. Menunggu suhu sampai panas sesuai dengan yang ditentukan.
3. Setelah semua siap dan suhu mencapai ketentuan baru mesin di jalankan.
4. Pertama peaper dijalankan dalam rool.
5. Kemudian paper disterilkan dengan menggunakan chamber. 6. Kemudian paper masuk dalam proses pembetukan.
8. kemudian melipat flep siel ( kaki - kaki ) dengan menggunakan uap panas.
9. kemudian tinggal pemasangan sedotan.
10. Kemudian produk jadi di transfer dengan conveor ketempat packing.
2.4 Penelitian Terdahulu
Berikut ini merupakan penelitian–penelitian sebelumnya yang digunakan sebagai acuan dalam penelitian ini.
1. Nour Ika Okvania ( 2007 )
Penelitian ini dilakukan di PT. Asian Profile Indosteel Surabaya yang mempunyai tujuan untuk mengetahui kecacatan produk besi beton polos yang di produksi oleh perusahaan tersebut yang dilihat dari segi probabilitas kecacatan produk besi beton polos dalam proses produksi di PT. Asian Profile Indosteel dengan menggunakan metode Fault Tree Anlysis
Berdasarkan langkah–langkah penyelesaian masalah dengan menggunakan metode FTA, peneliti dapat mengidentifikasikan faktor–faktor kecacatan produk dengan langkah–langkah sebagai berikut:
1. Pengidentifikasian akar penyebab terjadinya top event yang terjadi pada produk melalui sebab primer dan sebab sekunder secara brainstorming pada pihak karyawan masing–masing stasiun kerja dalam proses produksi. 2. Melakukan pengamatan terhadap berapa banyak akar penyebab yang
terjadi dalam proses produksi.
a. Penentuan Kecacatan
Menentukan kecacatan hingga ke akar – akar penyebabnya dengan menggambarkan ke dalam fault tree diagram beserta simbol – simbol
logika dari akar penyebab tersebut sampai menuju pada kejadian atau
kecacatan yang tidak diinginkan dan harus dihindari. b. Struktur Kecacatan
Fault Tree Diagram tersebut selanjutnya dievaluasi dengan
menggunakan Cut Set Method hingga didapatkan cacat yang lebih spesifik.
c. Perhitungan Probabilitas
Setelah dievaluasi, kemudian dihitung nilai probabilitasnya sehingga diketahui seberapa tingkat kecacatan yang terjadi dan pengaruhnya terhadap perusahaan ke depan.
Dapat diketahui penyebab kecacatan yang terjadi dalam proses produksi adalah temperatur tidak stabil, mutu bahan bakar kurang baik, monitoring operator kurang, kemampuan mesin kurang maksimal, proses produksi baru berjalan, terjadi masalah saat produksi berjalan, setting mesin kurang presisi, mesin trobel, pemakaian kaliber roll sudah maksimal, pemasangan roll kurang tepat, desain kaliber roll tidak sesuai, mesin pinc roll kotor, mutu roll kurang baik, air
Berdasarkan perhitungan Fault Tree dan Cut Set didapatkan tingkat kecacatan sebagai berikut:
a. Besi beton bersirip atau nguping, probabilitas kecacatan per 180 menit awal proses produksi sebelum evaluasi 0.1708 dan sesudah evaluasi 0.1714.
b. Besi beton permukaan berlubang, probabilitas kecacatan per 180 menit awal proses produksi sebelum evaluasi 0.1133 dan sesudah evaluasi 0.1178.
c. Besi beton ukuran tidak sesuai, probabilitas kecacatan per 180 menit awal proses produksi sebelum evaluasi 0.0491 dan sesudah evaluasi 0.0773. Dari data diatas maka peristiwa (top event) yang mempunyai tingkat kecacatan tertinggi adalah peristiwa besi beton bersirip atau nguping dengan probabilitas 0.1714 per 180 menit awal proses produksi yang membuat terjadinya kecacatan pada saat proses produksi. Sehingga perlu diadakan correction action terhadap peristiwa tersebut yaitu setting mesin kurang presisi, operator terburu – buru, operator kurang terampil, mesin troubel dan kaliber mesin aus atau rusak.
( Nour Ika Okvania, 2007, ”Identifikasi Faktor – Faktor Kecacatan Produksi Besi Beton Dengan
Metode Fault Tree Analysis (FTA) di PT. Asian Profile Indosteel, Surabaya”, Tugas Akhir S–1
2. Deddy Chrismianto
Keamanan dan keselamatan pengoperasian kapal akan dapat terpenuhi jika sistem yang ada di dalam kapal dapat berfungsi sesuai dengan spesifikasi yang telah ditentukan. Sistem pelumas pada kapal adalah sangat penting untuk pelumasan bagian utama terutama motor induk kapal sebagai penggerak utama kapal.
Pada umunya di dalam kapal sering terjadi kegagalan pada sistem pelumas. Kegagalan ini disebabkan karena komponen-komponen yang terdapat pada sistem pelumas tidak dapat berfungsi dengan baik. Sehubungan dengan adanya kegagalan yang terjadi pada sistem pelumas tersebut maka perlu dilakukan analisa keandalan sehingga dapat mengidentifikasi bagaimana sistem mengalami kegagalan.
Tujuan analisa keandalan tersebut yaitu untuk mengidentifikasi mode kegagalan, penyebab dan dampak kegagalan komponen terhadap kondisi operasional sistem pelumas, komponen-komponen yang dapat menyebabkan kegagalan sistem pelumas, kontribusi kegagalan tiap-tiap komponen terhadap sistem pelumas dan keandalan dari komponen-komponen sistem pelumas.
Sebuah fault tree mengilustrasikan keadaan komponen–komponen sistem (basic event) dan hubungan antara basic event dan top event. Simbol grafis yang dipakai untuk menyatakan hubugan tersebut disebut gerbang logika. Dari diagram
fault tree ini dapat disusun cut set dan minimal cut set. Cut set yaitu serangkaian
kegagalan pada sistem. Untuk mencari minimal cut set digunakan Method for
obtaining cut sets (Mocus) yaitu sebuah algoritma yang dipakai untuk
mendapatkan minimal cut set dalam sebuah fault tree.
Hasil analisa kualitatif dengan menggunakan metode Fault Tree Analysis (FTA) menyimpulkan bahwa top event pada permasalahan ini adalah sistem pelumas tidak berfungsi atau gagal dengan sub sistem yang mengalami kegagalan adalah sebagai berikut:
1. Sistem pemompaan - Hand Pump 1
- Pompa Pelinciran: - LO Priming Pump
- Hand Pump II
- LO Pump
2. Sistem pertukaran kalor - Komponen Cooler
3. Sistem suplai minyak pelumas dan - LO Service Tank
4. Sistem penyaringan minyak pelumas - Komponen Filter
Sedangkan komponen yang yang termasuk second order yaitu Pompa pelinciran awal terdiri dari LO. Priming pump dan Hand pump II.
Sehingga dalam metode FTA ini ada dua prioritas penyebab kegagalan sistem. Jika diperhatikan, maka komponen-komponen yang termasuk dalam first order yaitu komponen yang mempunyai susunan seri. Pada komponen yang mempunyai susunan seri maka diperlukan satu komponen gagal agar sistem tersebut mengalami kegagalan.
Sedangkan komponen yang termasuk dalam second order yaitu komponen yang mempunyai susunan standby. Pada komponen yang mempunyai susunan stand by maka diperlukan dua komponen gagal agar sistem tersebut mengalami kegagalan. Untuk itu harus dilakukan perawatan dengan baik pada komponen yang termasuk dalam first order. Karena jika komponen itu gagal maka keseluruhan sistem pelumas akan gagal dalam menjalankan fungsinya.
(Deddy Chrismianto, “Aplikasi Fault Tree Analysis (FTA) Dalam Aanalisa Keandalan Sistem
Pelumas Motor Induk Kapal”, Staf Pengajar Program Studi S-1 Teknik Perkapalan FT-UNDIP
BAB III
METODE PENELITIAN
3.1 Tempat dan Waktu Penelitian
Penelitian tugas akhir ini dilakukan di PT. Sinar Sosro yang berlokasi di Jl. Raya Cangkir Km 21 Driyorejo-Gresik. Sedangkan penelitian ini dilaksanakan pada bulan Maret 2011 sampai dengan data yang diperlukan memenuhi.
3.2 Identifikasi dan Definisi Operasional Variabel
Variabel adalah segala sesuatu yang mempunyai variasi nilai yang terukur. Identifikasi variabel dari suatu penelitian diperlukan agar mendapatkan ketepatan penelitian, memperkecil kesalahan yang mungkin dapat terjadi dan untuk melakukan penelitian agar lebih terarah dan sistematis. Langkah ini merupakan bagian dari identifikasi faktor-faktor yang menyebabkan kecacatan produk
3.2.1 Identifikasi Variabel
Identifikasi variabel didapat dengan melakukan identifikasi proses produksi dengan menggunakan sampling kerja yang didapat dari data perusahaan. Variabel-variabel tersebut adalah sebagai berikut:
a. Variabel bebas
Yaitu akar-akar penyebab kecacatan yang meliputi : 1. Bahan baku
5. Sistem (Metode)
b. Variabel terikat
Yaitu peristiwa puncak (top event) dalam bentuk probabilitas kecacatan produk. Adapun kecacatan yang nyata dan sering terjadi pada proses produksi pada Fruit Tea ada lima macam kecacatan yaitu sebagai berikut:
1. Seal Kemasan Kurang Merekat ( Bocor )
Seal Kemasan Kurang Merekat ( Bocor ) adalah peaper depan dan belakang tidak melekat atau bocor, dikarenakan tekanan roll kurang keras atau suhu kurang panas dan juga bisa terlalu panas.
2. Kemasan penyok
Paper miring pada saat di rool berjalan sehingga paper menyangkut di crease sehingga menjadi penyok.
3. Tanpa stow / sedotan
Nosel mesin glue buntu di karenakan suhu kurang panas sehingga terjadi gumpalan pada isinya.
4. Penyambungan paper
Pada saat paper habis akan disambung dengan paper baru sehingga terjadi bentuk yang tidak sempurna pada kemasan.
5. Flep seal tidak merekat
3.3 Metode Pengumpulan Data
Dalam pengumpulan data selama penelitian, data yang dikumpulkan terbagi menjadi 2 (dua), yaitu:
1. Data Primer
Yaitu data yang didapat dari penelitian langsung dengan cara mangambil langsung dari sumber yang memberikan informasi, antara lain: jumlah kejadian kecacatan proses produksi, dll. Adapun metode yang digunakan adalah sebagai berikut:
a. Interview
Dengan cara melakukan interview kepada sumber secara langsung sehingga didapatkan informasi yang valid.
b. Observasi
Pengamatan langsung ke obyek yang diteliti sehingga dapat diketahui jalannya proses dengan jelas yang bertujuan untuk memecahkan masalah dalam penelitian.
2. Data Sekunder
Yaitu data yang didapatkan dengan jalan mengumpulkan dan mempelajari dokumen perusahaan.
Teknik-teknik yang digunakan dalam pengumpulan data selama penelitian, dilakukan dengan cara sebagai berikut:
a. Menganalisa penyebab terjadinya peristiwa (top event)
Tabel 3.1 Lembar Identifikasi Penyebab Kegagalan
Top Event Penyebab Primer Penyebab Sekunder
b. Melakukan sampling kerja pada 180 menit awal proses produksi.
Tabel 3.2 Lembar Sampling Produk
Akar
Keterangan : S : Produksi yang sukses
F : Produksi yang gagal atau cacat
3.4 Pengolahan Data
Metode yang digunakan dalam pengolahan data pada penelitian tugas akhir adalah metode FTA. Dimana Metode FTA ini dilakukan dengan cara menganalisa elemen–elemen penyebab kegagalan suatu sistem dengan menggunakan berbagai perangkat pembantu yang meliputi symbol–symbol logika.
Adapun langkah–langkah dalam pengolahan data pada studi kasus di PT. International Chemical Industry Plant II dengan menggunakan metode FTA adalah sebagai berikut:
top event (kejadian utama) dan penyebab sekunder yang mengakibatkan
terjadinya penyebab primer.
2. Menggambarkan akar-akar penyebab tersebut kedalam Fault Tree Diagram (pohon kesalahan) yang berisi symbol-simbol logika (gerbang) kejadian sehingga membentuk suatu keterkaitan satu sama lain.
3. Fault Tree Diagram akan membentuk kombinasi pohon kesalahan, sehingga
diperlukan cut set yang digunakan untuk mengevaluasi diagram tersebut. Hal ini diperoleh dengan menggambarkan garis melalui blok dalam sistem untuk menunjukkan jumlah minimum blok gagal yang menyebabkan seluruh sistem gagal.
4. Untuk mengetahui kombinasi peristiwa terkecil diperlukan minimal cut set.
Minimal cut set ini adalah kombinasi peristiwa yang paling kecil yang
membawa pada peristiwa yang paling tidak diinginkan atau akar penyebab yang paling terkecil yang berpotensial menyebabkan kecacatan (peristiwa puncak atau top event).
5. Untuk menghitung probabilitas hanya diperlukan jumlah seluruh proses yang sukses dan kegagalan proses, hal ini ditunjukkan dalam rumus berikut ini:
) (S F
F PF
Keterangan :
S = Sukses (produk/proses) F = Kegagalan (failure) PF = Probabilitas Kegagalan
PA= Probabilitas A
P
Untuk selanjutnya akan dihitung probabilitas dalam masing–masing gerbang, yaitu : untuk gerbang OR, probabilitas masing–masing peristiwa atau masukannya mengalami penjumlahan dan pengurangan.
a. Untuk 2 masukan
PF = 1 – [(1 – PA)(1 – PB)]
PF = PA + PB - PAPB
b. Untuk lebih dari 2 masukan PF = PA + PB + PC
Untuk gerbang AND probabilitas masing–masing masukannya dikalikan. 6. Setelah semua diketahui maka akan didapatkan probabilitas peristiwa puncak
dan untuk langkah selanjutnya masing-masing probabilitas dievaluasi melalui matriks dalam minimal cut set.
Matriks cut set tersebut selanjutnya akan dihitung probabilitasnya dengan menggunakan rumus sebagai berikut:
P1 P2
P1 P3
P1 P4
P3 P4 P5 P6
P
PT
K PT merupakan probabilitas top event dan PK merupakan probabilitas cut set.
Untuk evaluasi perhitungannya ditunjukkan pada gambar 3.1 yang mana dari:
1 2 1 3 1 4
3 4 5 6
Gambar 3.1
Matrik cut set ini, selanjutnya akan dihitung probabilitasnya dengan menggunakan rumus berikut :
PF ≈Σ PK = (P1 x P2) + (P1 x P3) + (P1 x P4) + (P3 x P4 x P5 x P6)
Mulai 3.5 Langkah-langkah Pemecahan Masalah
Adapun langkah-langkah pemecahan masalah dapat dilihat pada gambar 3.2 berikut ini.
tidak Studi Literatur Studi Lapangan
Perumusan Masalah
Identifikasi Variabel
Tujuan Penelitian
Pengumpulan Data : - Data Spesifikasi Produk - Data Kecacatan Produk - Data Sampling Produk Cacat
Identifikasi Kecacatan Produk
(Top Event)
Identifikasi Penyebab Top Event : - Penyebab Primer
- Penyebab Sekunder
Selesai
Gambar 3.1 Langkah-Langkah Pemecahan Masalah
Penjelasan dari langkah-langkah pemecahan masalah dari gambar diatas adalah sebagai berikut :
1. Studi Literatur dan Studi Lapangan
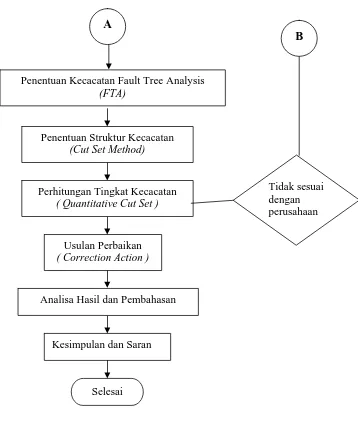
Dalam melakukan penelitian, penulis sebelumnya harus melakukan survey atau studi lapangan untuk mengetahui keadaan perusahaan yang
Penentuan Kecacatan Fault Tree Analysis
(FTA)
Penentuan Struktur Kecacatan
(Cut Set Method)
Perhitungan Tingkat Kecacatan
( Quantitative Cut Set )
Analisa Hasil dan Pembahasan Usulan Perbaikan
( Correction Action )
Kesimpulan dan Saran A
Tidak sesuai dengan perusahaan
sebenarnya dan mencari literatur yang akan digunakan sebagai acuan untuk menyelesaikan masalah yang terjadi pada perusahaan.
2. Perumusan Masalah
Selanjutnya melakukan suatu perumusan masalah sesuai dengan keadaan atau permasalahan yang ada pada perusahaan.
3. Identifikasi Variabel
Selanjutnya adalah menentukan identifikasi variabel yang terdiri dari variabel bebas dan variabel terikat. Identifikasi variabel yang mempengaruhi adalah sebagai berikut :
a. Variabel bebas: akar-akar penyebab kecacatan yang meliputi bahan baku, manusia, lingkungan dan sistem.
b. Variabel terikat: peristiwa puncak (top event) dalam bentuk probabilitas.
4. Tujuan Penelitian
Selanjutnya menentukan tujuan dari penelitian ini tentunya akan memberikan arah dalam pelaksanaannya. Adapun tujuannya adalah mengetahui cacat yang terjadi, menentukan faktor-faktor penyebabnya agar dapat dilakukan evaluasi dalam pengendalian kualitas produk.
5. Pengumpulan Data
a. Data kecacatan produk yang didapat dari data pengamatan yang dilakukan oleh bagian Quality Control.
b. Data kegagalan proses didapat dari data pengamatan yang dilakukan pada bagian produksi.
c. Data sampling produk cacat yang didapat dari pengamatan secara langsung mengenai tentang jenis dan jumlah akar penyebab kecacatan yang muncul pada 120 menit awal produksi berlangsung selama 12 hari.
6. Identifikasi Kecacatan Produk (Top Event)
Selanjutnya mengidentifikasi peristiwa-peristiwa atau kejadian-kejadian puncak kecacatan (Top Event) berdasarkan analisa data kecacatan produksi yang dicatat oleh bagian Quality Control.
7. Identifikasi Penyebab Top Event
Selanjutnya mengidentifikasi penyebab dan akar-akar penyebab terjadinya Top Event melalui penyebab primer dan penyebab sekunder. Hal ini dilakukan secara meyeluruh pada pihak karyawan yang melakukan operasi pada masing-masing stasiun kerja operasi.
8. Penentuan Kecacatan (Fault Tree Analysis)
9. Penentuan Struktur Kecacatan (Cut Set Method)
Selanjutnya fault tree diagram terbeut dievaluasi dengan menggunakan cut set method hingga didapatkan cacat yang lebih spesifik.
10. Perhitungan Tingkat Kecacatan (Quantitative Cut Set)
Setelah dievaluasi, kemudian penyebab kegagalan dihitung nilai probabilitasnya sehingga diketahui seberapa besar tingkat kecacatan yang terjadi dan pengaruhnya terhadap perusahaan untuk masa yang akan datang.
11. Analisa Hasil dan Pembahasan
Langkah selanjutnya adalah menganalisa semua data agar lebih sesuai dengan yang telah ditetapkan dan setelah data tersebut valid langkah selanjutnya akan dilakukan pembahasan.
12. Kesimpulan dan Saran
Dari semua yang telah didapat langkah selanjutnya yaitu memberikan saran-saran yang bermanfaat bagi perusahaan.
13. Selesai
BAB IV
HASIL DAN PEMBAHASAN
4.1. Pengumpulan Data
PT. Sinar Sosro merupakan perusahaan yang memproduksi minuman teh dalam kemasan diantaranya produksinya adalah Fruit Tea (FTG), dan Teh Kotak. Pengumpulan data penelitian yang dilakukan di PT. Sinar Sosro dengan jenis produk cacat yang diteliti adalah Fruit tea genggam. Pengumpulan data tersebut dilaksanakan mulai bulan maret 2011 sampai dengan data yang diperlukan dalam penelitian sudah terpenuhi.
PT. Sinar Sosro dalam berproduksi sejauh ini telah berupaya mengadakan perbaikan untuk mengurangi hasil produk yang cacat dalam proses produksi, namun belum pernah mengidentifikasi lebih jauh tentang penyebab terjadinya kecacatan dalam proses produksi. Output yang dihasilkan memiliki banyak ketidaksesuaian produk seperti yang diharapkan oleh konsumen.
4.1.1. Deskripsi Spesifikasi Produk
Gambar 4.1 Fruit Tea (FTG).
Spesifikasi Produk Fruit Tea :
1. Jenis : Fruit Tea (FTG) 2. Panjang (cm) : 16 cm
3. Lebar (cm) : 8 cm
4.1.2. Identifikasi Kesesuaian Produk Berdasarkan Data Kecacatan Produk Oleh
Pengawas Produksi
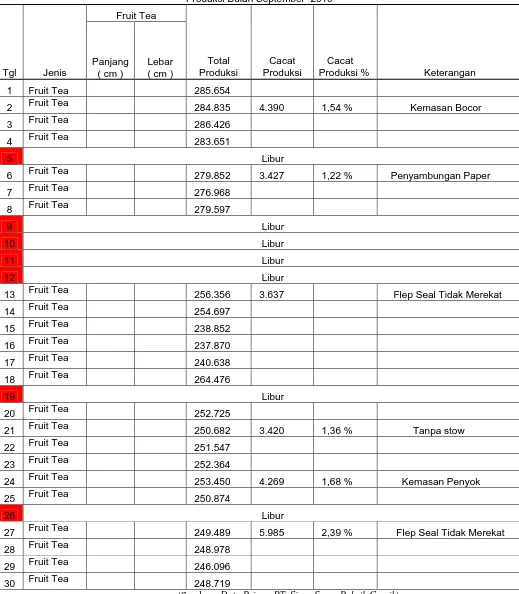
Tabel 4.1 Data Produksi dan Cacat Fruit Tea PT. Sinar Sosro Pabrik Gresik
Bulan September 2010 – Februari 2011
Produksi Bulan September 2010
Fruit Tea
Produksi % Keterangan
1 Fruit Tea 285.654
Produksi Bulan Oktober 2010
Produksi % Keterangan
1 Fruit Tea 246.869
Produksi Bulan Nopember 2010
Produksi % Keterangan
1 Fruit Tea 246.946 6.122 2,47 % Tanpa Strow
Produksi Bulan Desember 2010
Produksi % Keterangan
1 Fruit Tea 251.364
Produksi Bulan Januari 2011
Produksi % Keterangan
1 Libur
Produksi Bulan Februari 2011
Produksi % Keterangan
1 Fruit Tea 250.454