1 BAB I
PENDAHULUAN 1.1 Latar Belakang Kerja Praktek
Diera globalisasi ini, perkembangan dunia ilmu pengetahuan dunia ilmu dan teknologi begitu pesatnya dan dunia usaha dituntut untuk memenuhi segala kebutuhan masyarakat.Untuk dapat mengimbangi perkembangan yang terjadi begitu pesat dan juga memenuhi semua kebutuhan tersebut perusahaan harus memperhatikan peranan tenaga kerja yang memiliki produktivitas yang tinggi demi memenuhi kebutuhan masyarakat. Oleh sebab itu berkaitan dengan kebutuhan tenaga kerja yang berkualitas lembaga pendidikan tinggi sebagai tempat pengembangan ilmu pengetahuan menganggap bahwa dalam mencari,menambah dan mengembangkan ilmu dan pengetahuan bukan berasal dari kampus saja tetapi bisa melalui program-program pembelajaran langsung pada organisasi atau perusahaan-perusahaan.
Kerja Praktek merupakan suatu bentuk kegiatan yang dilaksanakan dalam rangka merelevankan antara kurikulum perkuliahan dengan penerapannya didunia kerja, di mana mahasiswa dapat terjun langsung melihat, mempelajari, mengidentifikasi dan menangani masalah-masalah yang dihadapi dengan menerapkan konsep ilmu yang telah dipelajari diperkuliahan. Kegiatan ini akan membuka wawasan berpikir tentang permasalahan-permasalahan yang timbul di Industri dan cara mengatasinya. Dalam pelaksanaan praktek kerja lapangan,praktikan memilih PT.Krama Yudha Ratu Motor sebagai tempat melakukan kegiatan tersebut. PT.Krama Yudha Ratu Motor, adalah perusahaan yang patut dibangggakan,khususnya untuk jenis perusahaan assembling otomotif dalam negeri. Alasan praktikan memilih PT. Krama Yudha Ratu Motor ini sebagai tempat untuk melakukan praktek kerja lapangan dikarenakan praktikan tertarik atas tugas,kedudukan,fungsi, serta kegiatan-kegiatan yang dilakukan PT. Krama Yudha Ratu Motor tersebut.
1.2 Tujuan Kerja Praktek
Kerja praktek di PT. Krama Yudha Ratu Motor dilakukan untuk memenuhi salah satu persyaratan kurikulum pada Jurusan S1 Teknik Elektro STT - PLN yang bertujuan untuk :
Memberikan pengalaman dan pengetahuan bagi mahasiswa mengenai seluk beluk bidang ketenagalistrikan secara langsung.
Membandingkan ilmu yang telah didapat dikuliah dengan aplikasi yang ada dilingkungan PT. Krama Yudha Ratu Motor
2 1.3 Ruang Lingkup Kerja Praktek
Ruang lingkup penulisan kerja praktek ini mencakup metode kontrol pada motrain yang ada pada proses pengaturan pengangkatan body mobil untuk ke proses selanjutnya. Dengan maksud tercapainya kehandalan sistem yang baik. Dengan tujuan mempermudah proses assembling
1.4 Metode Penulisan
Untuk menyusun laporan kerja praktek di PT.Krama Yudha Ratu Motor, penulis
menggunakan metode sebagai berikut : Metode Observasi langsung
Pengamatan secara langsung melihat tentang segala kegiatan yang dilaksanakan di PT.Krama Yudha Ratu Motor, sehingga didapat data yang sifatnya lebih obyektif.
Metode Wawancara
Melakukan Tanya jawab langsung dengan semua karyawan yang berkaitan dengan penyusunan laporan ini.
Metode Kepustakaan
Mempelajari dan membahas system serta perlatan – peralatan yang digunakan di PT.Krama Yudha Ratu Motor, dengan cara mengumpulkan data buku – buku literatir dan diktat – diktat yang ada kaitannya.
1.5 Sistematika Penulisan
Untuk menghasilkan suatu bentuk penulisan yang sistematis dalam mengutarakan permasalahan dan memmudahkan dalam penyusunannya, maka perlu dibuat suatu sistematika penulisan
Susunan penulisan Laporan kerja praktek ini terdiri dari :
BAB I : PENDAHULUAN
Bab ini berisi penjelasan umum mengenai kontrol khususnya bagian painting di, PT.Krama Yudha Ratu Motor, maksud dan tujuan kerja praktek, metode penelitian, rung lingkup dan sistematika penulisan.
3
BAB II :Bab in berisi tentang Profil PT.Krama Yudha Ratu Motor dan susunan organisasi.
BAB III : Pembahasan mengenai ruang lingkup laporan kerja
praktek adalah Penggunaan PLC (Programmable Logic Control) di bagian maintenance painting serta metode maintenance yang dilakukan.
BAB IV : Kegiatan kerja praktek. BAB V : PENUTUP
Bab ini berisi kesimpulan dan saran yang dapat diambil setelah melaksanakan kerja praktek di PT. Krama Yudha Ratu Motor.
4
BAB II
TINJAUAN UMUM PT. Krama Yudha Ratu Motor
2.1 Sejarah PT. Krama Yudha Ratu Motor
Pada tahun 1970 PT. Krama Yudha didirikan di jakarta. Kemudian perusahaan ini menjadi induk dari beberapa perusahaan dibidang produksi kendaraan bermotor bermerek mitshubishi. PT. Krama Yudha ini memiliki sebagian besar saham-saham pada perusahaan kendaraan bermotor bermerek Mitshubishi antara lain
1. PT. Krama Yudha Ratu Motor (PT.KRM) yang merupakan pabrik perakitan kendaraan bermotor Mitshubishi jenis niaga, dan menjadi obyek studi ini.
2. PT Mitshubishi Krama Yudha Motor & Manufacturing (PT.MKM) merupakan pabrik pembuatan komponen dan suku cadang kendaraan bermotor bermerek Mitshubishi yang di rakit di dalam negeri.
3. PT.Krama Yudha Tiga Berlian Motors (PT.KTB) yang bertindak sebagai importir dan distributor tunggal kendaraan bermotor bermerek Mitshubishi.
4. PT.Krama Yudha Surabaya Mojopahit Motors (PT.KSMM) adalah pabrik perakitan kendaraan bermotor jenis niaga , yakni jenis Colt diesel FE 101 dan Colt diesel FE 114 pada taun 1983 tempat perakitan ini di tutup.
5. PT. Krama Yudha Kesuma Motors (PT.KKM) merupakan pabrik perakitan kendaraan sedan atau penumpang, dan sedang Galant II type 1800 salon, sedan Lancer type 1440 salon, F 1400 Hatch Back, pada bulan april 2004 tempat ini di tutup.
6. PT.Colt Engine Menufacturing (PT.CEM) merupakan pabrik mesin untuk kendaraan Mitshubishi dan pada tahun 1985 PT ini menjadi PT MKM II.
PT. Krama Yudha Ratu Motor (PT.KRM) merupakan suatu usaha pabrik perakitan kendaraan bermotor niaga, merek Mitshubishi yang didirikan di Jakarta pada tanggal 1 Juni 1793 dan mendapat kepercayaan langsung dari pabrik pemiliknya di Jepang, dengan status PMDN (Penanaman Modal Dalam Negeri).
5 Pendiri PT. Krama Yudha Ratu Motor (PT.KRM) ini sejalan dengan rencana dan anjuran pemerintah agar supaya kebutuhan kendaraan bermotor dapat sepenuhnya di produksi di dalam negeri.
Pada bulan Januari 1975 PT. Krama Yudha Ratu Motor (PT.KRM) mulai merakit, memulai menghasilkan produksi komersial, dengan mempergunakan peralatan dan tempat yang cukup baik.
Dalam tahun tersebut perusahaan ini menghasilkan kendaaraan bermotor jenis niaga sejumlah 7882 unit, yang tediri dari :
Kendaraan niaga tipe T120 pick up sebanyak 1368 unit. Kendaraan niaga tipe T210 CN sebanyak 968 unit. Kendaraan niaga tipe 200 CU sebanyak 1566 unit. Kendaraan niaga tipe T210 FZ sebanyak 1992 unit. Kendaraan niaga tipe 633 E sebanyak 1988 unit.
Dan saat ini seiring berkembangnya industri kendaraan bermotor, PT.KRM telah memproduksi jenis – jenis kendaraan yaitu :
1. CJM (Car Joint Mitsubishi)
CJM atau dikenal dengan merek dagang T120ss mulai diproduksi oleh PT Krama Yudha Ratu Motor pada tahun 1998. T120ss sebenarnya sebelumnya sudah diedarkan di pasar Indonesia pada tahun 1983, namun yang memproduksi adalah PT Krama Yudha Kesuma Motor (KKM). KKM memproduksi T120ss hingga tahun 1996, namun kemudian produksi T120ss dipindahkan ke KRM karena Mitsubishi Motor Corporation (MMC), selaku penanam modal terbesar, memutuskan untuk menutup KKM akibat produksinya yang tidak menguntungkan. Dalam keberjalanannya memproduksi T120ss Mitsubishi Corporation bekerja sama dengan Suzuki Corporation. Karena kerja sama inilah, T120ss berganti nama menjadi CJM (Car Joint Mitsubishi) untuk produksi Mitsubishi dan CJS (Car Joint Suzuki) untuk produksi Suzuki. Bentuk kerja sama kedua perusahaan otomotif ini adalah dalam hal pengadaan komponen-komponen penyusun mobil. Jadi produksi komponen mobil T120ss sebagian dilakukan oleh Mitsubishi, dalam hal ini adalah PT Mitsubishi Krama Yudha Manufacturer (MKM), dan sebagian lagi oleh Suzuki. CJM memiliki 4 varian, yaitu flat bed, standard pick up, mini bus, dan three way.
6 Gambar 2.1 T120SS (CJM).
2. TD ( Truck Diesel )
TD mulai diproduksi oleh PT Krama Yudha Ratu Motor sejak tahun 1975. Namun pertama kali dikeluarkan tidak disebut sebagai TD, namun 200/210. Seiring berjalannya waktu model T-200/210 mengalami perbaikan dan peningkatan baik dalam bentuk model ataupun mesin yang digunakan. TD lebih dikenal dengan sebutan “Kepala Kuning”. Di Jepang, model TD memiliki nama “Canter”, sedangkan di Indonesia diberi nama New Colt Diesel. TD terdiri dari 8 varian, yaitu TQ, TR, TS, TU, TV, TW, TX, TZ
Gambar 2.2 T120SS (CJM).
3. SL
SL memiliki nama populer L300, yaitu sebuah kendaraan niaga yang bak belakangnya terbuka. L300 mulai diproduksi oleh PT Krama Yudha Ratu Motor pada tahun 1981. Sejak pertama kali diluncurkan oleh Mitsubishi Motor Corporation pada tahun 1975, SL atau L300 tidak pernah mengalami perubahan model.. SL terdiri dari 3 varian. MMC mengeluarkan nama “Delica” untuk L300. Pada bulan April tahun 2010, diproduksi tipe SLI, yaitu produk hasil kerja sama antara Mitsubishi dengan Isuzu. Body yang digunakan sama dengan tipe SL, namun mesinnya menggunakan mesin Isuzu.
7 Gambar 2.3. L300 (SL)
4. FUSO
Fuso mulai diproduksi oleh PT Krama Yudha Ratu Motor pada tahun 1975. Namun 2 tahun berikutnya, produksi FUSO oleh KRM terhenti selama 10 tahun. KRM kembali memproduksi FUSO pada tahun 1987. FUSO dibagi menjadi 2 tipe, yaitu FM dan FN. FN memiliki bentuk yang lebih besar dari FM, dikenal dengan nama tronton. FM memiliki 10 roda sedangkan FN memiliki hanya 6 roda. FUSO memiliki 6 varian.
Gambar 2.4. Truk Fuso (FN). [1]
PT. KRM ini dibangun di atas tanah seluas 143.035 m2 dengan luas bangunan pabrik 20.360 m2 serta bangunan tambahan 6.600 m2. Total tenaga kerja yang ada sebanyak 1213 orang, yang terbagi atas tenaga kerja yang terlibat langsung dalam proses produksi berjumlah 993 tenaga kerja. Kemudian tenaga kerja yang tidak terlibat langsung dengan proses produksi dan tenaga kerja umum berjumlah 220 orang tenaga kerja. Lokasi pabrik terletak di jalan raya Bekasi Km.21-22 Rawa Terate Cakung, Jakarta. Sedangkan waktu kerja di PT.KRM menggunakan system kerja dua shift (pagi dan malam) yaitu 8 jam kerja setiap shiftnya. Apabila terjadi over time massa (OM) yang dapat dilakukan pada hari sabtu, sedangkan untuk hari minggu libur kerja.
8 Gambar 2.5 PT.Krama Yudha Ratu Motor (secara peta/map)
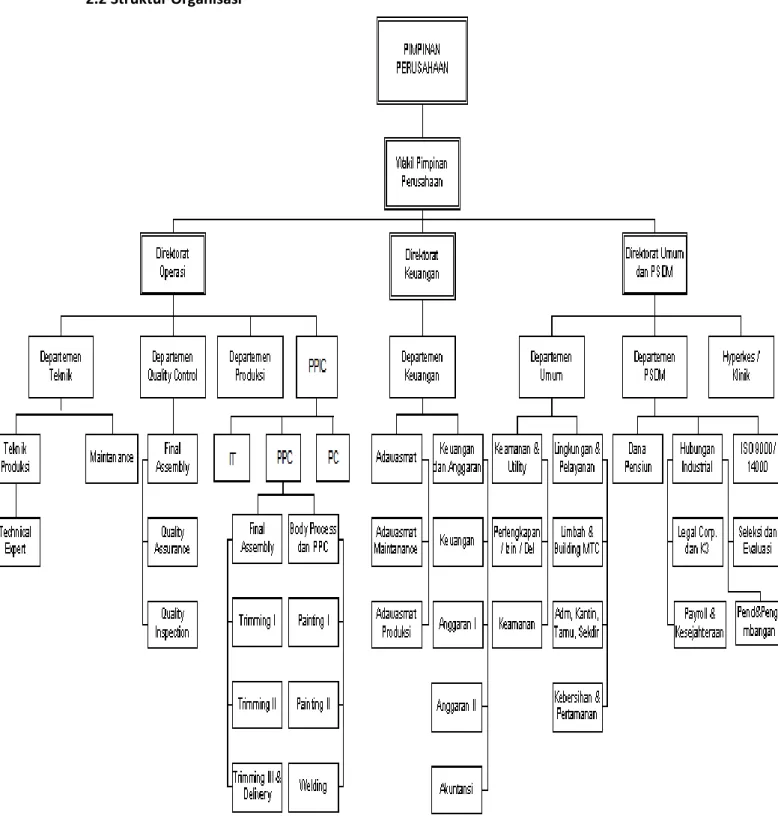
9 2.2 Struktur Organisasi
10 BAB III
LANDASAN TEORI
3.1 Motrain Sistem
Motrain adalah suatu alat pengangkut, yang mana prinsip kerjanya hampir sama dengan prinsip kerja conveyor. Motrain memindahkan barang/ benda,yang umumya berbobot berat sehingga sukar untuk dilakukan oleh manusia. Motrain ini terdiri dari :
1. Perangkat keras terdir atas berikut ini
Motor AC yang berfungsi sebagai penggerak tuas penggangkut dari satu kedudukan kedudukan lain.
Motor DC yang berfungsi sebagai supply daya pada box panel manual ditiap motrain. Rel baja sebagai lintasan motrain.
Box panel PLC yang berfungsi sebagai tempat kedudukan hardware dari PLC.
Sensor posisi/kedudukan dan juga sensor pengontrol dimensi dari kedudukan motrain.
Tuas baja motrain yang berfungsi sebagai penjepit dan memindahkan benda dari satu posisi ke posisi lain.
Iron chain yang berfungsi menaikkan/menurunkan tuas baja motrain.
2. Perangkat lunak.
Komputer yang berfungsi sebagai penginput data yang diinginkan dan juga sebagai pemantau output/kinerja motrain.
Motrain pada umumnya memiliki lintasan yang saling berhubungan satu sama lain, bekerja secara simultan dan close loop/lintasan tertutup. Hal ini dimaksudkan agar kinerja motrain dapat dioptimalkan maksimal dan mudah dalam kegiatan maintenance.
Pada laporan kerja praktek ini penulis membatasi materi hanya pada prinsip kerja PLC yang digunakan pada motrain yang digunakan di PT Krama Yudha Ratu Motor. Motrain yang digunakan di PT Krama Yudha Ratu Motor merupakan produk dari pabrikan Nakanishi Metal Work,Corp (NKC). Sebuah perusahaan industri alat berat dan juga transportasi terkemuka asal Jepang. NKC menghasilkan berbagai produk berkualitas tinggi sebagai jawaban atas permintaan industry/konsumen yang terus meningkat dari hari ke hari. Dengan menggunakan akurasi hingga
11 + /-0.1mm, kecepatan variabel yang mampu melebihi 360m/min dan pemrograman yang fleksibel, sistem Motrain dapat memaksimalkan potensi dari setiap lini produksi baru.
NKC memproduksi dua varian motrain yaitu : 1. Overhead Motrain System
Desain sistem Spesifikasi :
Kecepatan maksimum lebih dari 360m/min. Kecepatan kisaran 1 : 50 Accelerated velocity 1.08G dan Accelerated kecepatan 1.08G
Sistem tata letak sederhana dan tidak membutuhkan ruang yang besar untuk pengoperasiannya.
Reliable and proven equipment that is flexible enough to meet almost any production requirement. Peralatan handal dan terbukti yang cukup fleksibel untuk memenuhi hampir semua persyaratan produksi.
Gambar 3.1 Overhead Motrain System
2. Floor Motrain System Spesifikasi desain sistem:
Kecepatan maksimum lebih dari 360m/min, Kecepatankisaran 1 : 50 dan Percepatan 1.08G
Sederhana, desain rapi memungkinkan akses maksimum ke produk.
12 Gambar 3.2 Floor Motrain System
Motrain di kontrol dengan menggunakan PLC yang cukup kompleks, umumnya di lengkapi dengan manual teks book yang berfungsi memudahkan user jika sewaktu-waktu terjadi trouble pada motrain. Relay , timer,counter dan perangkat hardware lainnya yang digunakan sebagai pendukung kinerja dari produk-produk NKC umumnya menggunakan produk Omron,Co.
13
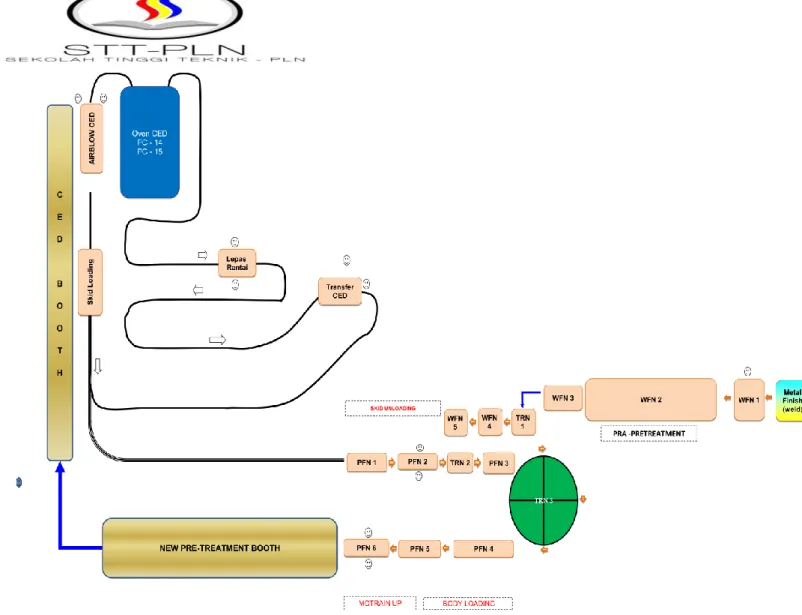
Gambar 3.2 Lay out dari alur rel motrain di PT.Krama yudha Ratu Motor
Sistem multi-produk dan kemudian ke sistem manufaktur yang fleksibel yang dapat menangani berbagai jenis dan jumlah produk, mengkonversi sistem produksi untuk mengakomodasi kebutuhan masyarakat yang beragam, sistem manufaktur fleksibel sekarang metamorphosing ke sistem manufaktur komputer terpadu. Upgrade sistem produksi adalah proses yang berkelanjutan dalam meningkatkan efisiensi pengembangan desain, penjualan, dan distribusi. Sistem manufaktur Intelligent adalah langkah berikutnya. Membuat produk NKC menjadi kenyataan. Hal ini memerlukan sistem conveyor presisi tinggi dan interface akurat kompleks antara robot dan peralatan mesin. NKC sistem Motrain memiliki keahlian dan teknologi canggih sebagaimana dengan conveyors rantai. Dengan penentuan posisi begitu tepat hingga dapat diatur dengan akurasi ± 0.1mm, berkecepatan tinggi dan kecepatan konveyor variabel dengan kecepatan akurat diprogram, ketepatan Motrain sistem konveyor akan menjadi tolak ukur pada kehandalan suatu alat.Motrain memiliki semua yang diperlukan untuk membangun sistem produksi yang lebih besar di lini industry.
14 Gambar 3.3 box panel PLC,pengontrol conveyer
Sistem NKC Motrain adalah array tak berujung aluminium menarik rel simpang siur hamparan luas dari suatu pabrik, efeknya mengingatkan instalasi pada bangunan kantor modern. Yang mana ketika lingkungan kerja merupakan faktor penting dalam nilai estetika, cahaya, dan tata letak yang elegan dengan sistem Motrain adalah nilai lebih dari produk NKC. NKC menggunakan khusus aluminium ringan dengan ketahanan superior untuk rel. Bahan yang kuat, dan desain melebihi standar keamanan industri, untuk sebuah sistem yang sangat handal.
15 3.2 ULASAN PLC
Dalam melaksanakan kegiatan produksinya PT. KRM dilengkapi dengan penggunaan sistem PLC dan sistem telekomunikasi, yang berfungsi sebagai sarana/alat yang membantu mempermudah operator dalam memonitor, menjalankan mesin produksi, dan meningkatkan efisiensi.
Kata PLC merupakan dari singkatan dari Programmable Logic Control, Programmable adalah dapat diprogram (software based), Logic adalah Bekerja berdasar logika yang dibuat dan Control adalah Pengendali (otak) dari sistem otomatis
Jadi pengetian PLC adalah pengendali yang dapat diprogram, hal ini bertujuan untuk membantu mendapatkan system pengoperasian optimum sesuai dengan berbagai kenyataan kekurangan – kekurangan maupun segala kelebihan yang terdapat pada suatu system.
Programmable Logic Controllers (PLC) diciptakan untuk menggantikan kontrol dengan relay konvensional dengan peralatan solid state, tetapi peningkatan lingkup fungsi didapatkan pada banyak aplikasi yang lebih kompleks. Karena stuktur PLC didasarkan pada struktur yang sama seperti struktur yang dipakai pada arsitek computer, maka PLC tidak hanya mampu melakukan tugas pensaklaran relai, tetapi juga aplikasi lain misalnya pencacahan, penghitungan, perbandingan, dan pemprosesan dari sinyal analogi.
Beberapa keuntungan PLC disbanding relai konvesional adalah : Pengkabelan pada sistem berkurang sampai 80% Konsumsi daya jauh lebih hemat.
Perubahan logika kontrol sangat mudah, cukup dengan melakukan pemrograman ulang (secara software).
Komponen sistem seperti relay dan timer berkurang cukup banyak pada sistem dengan PLC.
PLC mempunyai self diagnostic function yang memudahkan troubleshooting pada PLC.
Jauh lebih cepat karena PLC berbasis mikroprosesor (dalam kisaran miliseconds). Pada sistem dengan I/O yang banyak dan kompleks, penggunaan PLC lebih hemat dibanding penggunaan relay.
Keandalan (reliability)PLC lebih tinggi dari pada relay mekanis
Dokumentasi sistem dengan PLC jauh lebih mudah, karena ladder diagram dapat dicetak dengan mudah.
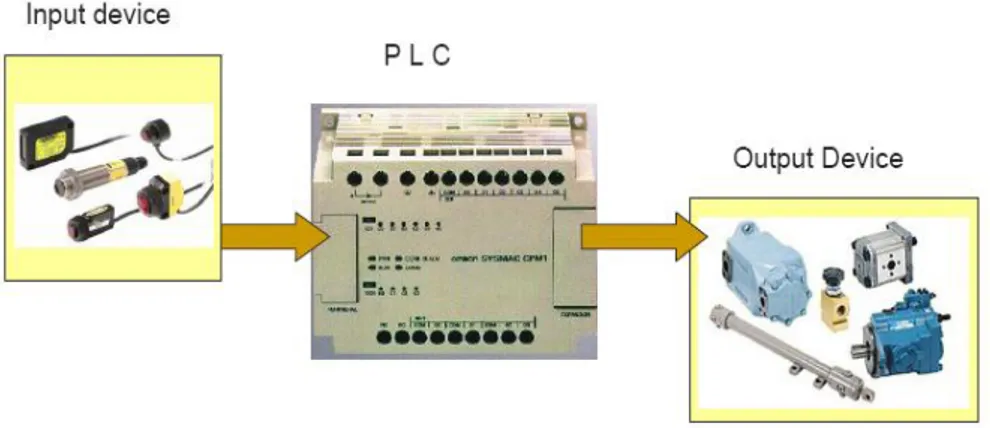
16 Pada PLC terdapat 2 jenis input yaitu : PLC Input/Output device. Secara umum, cara kerja sistem yang dikendalikan PLC cukup sederhana.
1. PLC mendapatkan sinyal input dari input device
2. Akibatnya PLC mengerjakan logika program yang ada di dalamnya 3. PLC memberikan sinyal output pada output device
Untuk memperjelas, pada gambar 3.5 dapat dilihat diagram hubungan PLC dan input/output device.
Gambar 3.5 Diagram hubungan PLC dan input/output device
Penjelasan dari gambar 3.5, sebagai berikut
PLC Input device : benda fisik yang memicu eksekusi logika/program pada PLC. Contoh saklar dan sensor.
PLC Output device : benda fisik yang diaktifkan oleh PLC sebagai hasil eksekusi program. Contohnya ialah motor DC, motor AC, solenoid dan lain – lain.
Disini penting untuk memahami istilah “diskrit” dan “analog”. Karena keduanya menentukan sinyal yang akan diterima atau dihasilkan oleh peralatan. Discrete input device menghasilkan sinyal 0 dan 1, sedang analog input device menghasilkan sinyal dengan range tertentu (0, 1, 2, 3, 4, dan seterusnya). Demikian juga discrete output device diaktifkan sinyal 0 dan 1, sedang analog output device dapat diaktifkan oleh sinyal dengan range tertentu (0, 1, 2, 3, 4, dan seterusnya).
Pada PLC dikenal dengan adanya Scan Time (Waktu Scan) . Scan time adalah proses pembacaan dari input, mengeksekusi program dan memperbaharui output yang disebut scanning. Waktu scan umumnya konstan dan proses sekuensial dari pembacaan staus input, mengevaluasi logika kontrol dan memperbaharui output. Spesifikasi waktu scan menunjukkan seberapa cepat kontroller dapat bereaksi terhadap input. Waktu scan tergantung pada panjang
17 program. Penggunaan subsistem remote I/O juga menaikkan waktu scan karena harus mentransfer I/Oleh update ke subsistem remote. Monitoring dari kontrol program menambah waktu overhead dari scan karena CPU harus mengirim status dari coil dan contact ke peralatan peripheral.
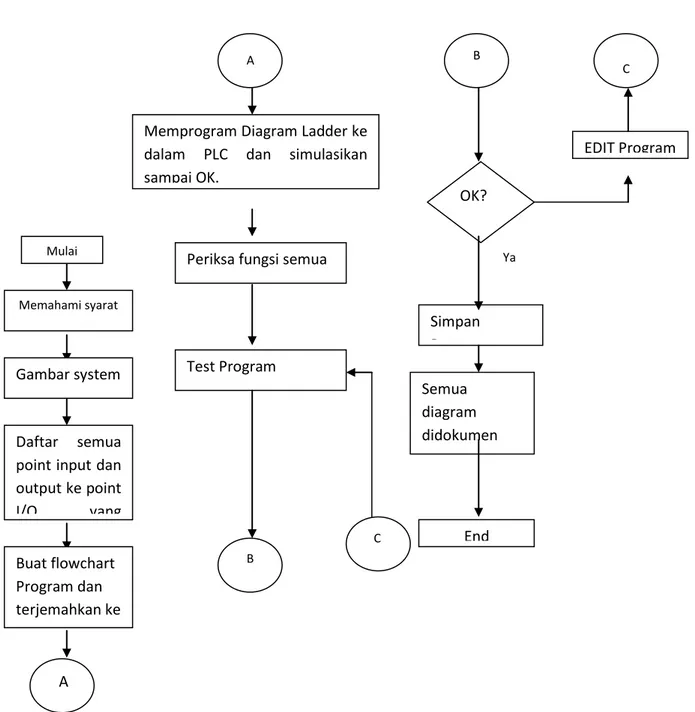
Gambar 3.6 Pendekatan Sistematik Disain Programmable Controlier
C B
A
Memprogram Diagram Ladder ke dalam PLC dan simulasikan sampai OK.
EDIT Program
OK?
OK?
Periksa fungsi semua Ya
Simpan Program Test Program dijalankan Semua diagram didokumen secara sistematik End B C A A Mulai Memahami syarat Gambar system umum Buat flowchart Program dan terjemahkan ke Diagram Ladder Daftar semua point input dan output ke point
I/O yang
bersangkutan dari PLC
18 3.2.1 Discrete input device
Switch adalah contoh dari input jenis ini. Toggle switch adalah jenis switch yang paling populer yang memberikan logika 0 atau 1 secara permanen.
Gambar 3.7 Toggle Switch
Sumber : Kilian, Christopher T, Modern Control Technology, (West Publishing Co : 1996)
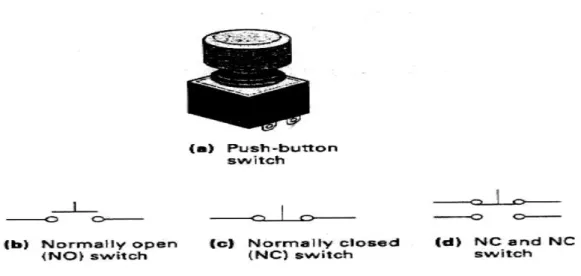
Jenis yang lain ialah push button yang memberikan logika 0 atau 1 selama penekanan saja (sementara).
Gambar 3.8 Push Button
Sumber : Kilian, Christopher T, Modern Control Technology, (West Publishing Co : 1996)
Sensor juga merupakan contoh dari input device. Sensor bisa bersifat diskrit maupun analog. Secara sederhana, sensor dapat didefinisikan sebagai alat untuk mengubah besaran fisik (kecepatan, posisi, tekanan, dll) menjadi besaran listrik (tegangan, arus, resistansi). Salah satu jenis sensor yang bersifat diskrit ialah limit switch. Umumnya limit switch digunakan untuk mengetahui ada tidaknya suatu obyek di lokasi tertentu. Limit switch akan aktif jika mendapatkan
19 sentuhan atau tekanan dari suatu benda fisik. Jenis sensor diskrit yang lain ialah photo sensor yang juga berfungsi untuk mengetahui ada tidaknya suatu obyek di lokasi tertentu. Umumnya photo sensor terdiri dari sumber cahaya dan pendeteksi cahaya.
3.2.2 Analog input device
Salah satu input device yang bersifat analog ialah Light Dependent Resistor (LDR) yang berfungsi untuk mengetahui intensitas cahaya. Resistansi LDR akan berubah – ubah seiring perubahan intensitas cahaya yang diterimanya. Contoh aplikasi LDR ialah untuk menyalakan lampu secara otomatis saat kondisi ruangan gelap.
Gambar 3.9 LDR
Sumber : Kilian, Christopher T, Modern Control Technology, (West Publishing Co : 1996)
3.2.3 Discrete Output Device
Contoh dari discrete output device ialah solenoid yang berfungsi untuk mengubah sinyal listrik menjadi gerakan mekanis linier. Contoh aplikasinya ialah sebagai pemukul pada sistem pensortiran barang. Berikut ini gambar solenoid dalam keadaan unenergized dan energized.
Gambar 3.10 Solenoid
Sumber : Kilian, Christopher T, Modern Control Technology, (West Publishing Co : 1996)
Meski demikian motor DC juga dapat berlaku sebagai analog output, jika kecepatannya diatur secara analog. Berikut ini driver untuk mengendalikan kecepatan motor DC yang terdiri dari Op Amp sebagai penguat tegangan dan transistor sebagai penguat arus.
20 3.3 Relay
Dalam dunia elektronika, relay dikenal sebagai komponen yang dapat mengimplementasikan logika switching. Sebelum tahun 70an, relay merupakan“otak” dari rangkaian pengendali. Baru setelah itu muncul PLC yang mulai menggantikan posisi relay. Relay yang paling sederhana ialah relay elektromekanis yang memberikan pergerakan mekanis saat mendapatkan energi listrik. Secara sederhana relay elektromekanis ini didefinisikan sebagai berikut :
Alat yang menggunakan gaya elektromagnetik untuk menutup (atau membuka) kontak saklar.
Saklar yang digerakkan (secara mekanis) oleh daya/energi listrik. Secara umum, relay digunakan untuk memenuhi fungsi – fungsi sebagai berikut
Remote control : dapat menyalakan atau mematikan alat dari jarak jauh
Penguatan daya : menguatkan arus atau tegangan. Contoh : starting relay pada mesin mobil
Pengatur logika kontrol suatu system
3.3.1 Prinsip Kerja dan Simbol
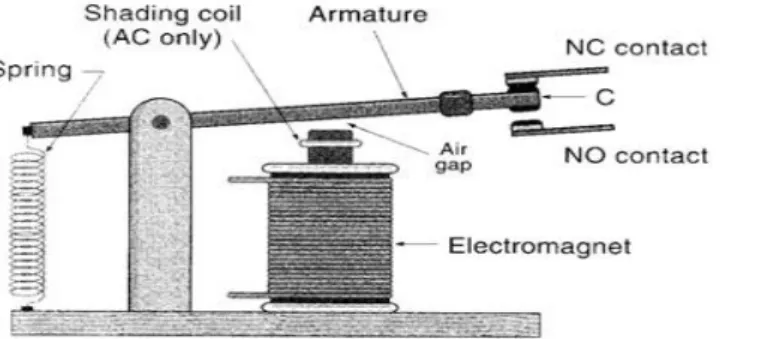
Relay terdiri dari coil dan contact. coil adalah gulungan kawat yang mendapat arus listrik, sedang contact adalah sejenis saklar yang pergerakannya tergantung dari ada tidaknya arus listrik di coil. Contact ada 2 jenis : Normally Open (kondisi awal sebelum diaktifkan open), dan Normally Closed (kondisi awal sebelum diaktifkan close).
Secara sederhana prinsip kerja dari relay adalah ketika Coil mendapat energy listrik (energized), akan timbul gaya elektromagnet yang akan menarik armature yang berpegas, dan contact akan menutup.
21 Selain berfungsi sebagai komponen elektronik, relay juga mempunyai fungsi sebagai pengendali sistem. Sehingga relay mempunyai 2 macam simbol yang digunakan pada
Rangkaian listrik (hardware) Program (software)
Gambar 3.12 Rangkaian dan simbol logika relay
Sumber : Kilian, Christopher T, Modern Control Technology, (West Publishing Co : 1996) Simbol selalu mewakili kondisi relay tidak dienergized.
22 Tabel 3.1 Salah satu Data sheet relay G2RS Omron
23 3.3.2 Jenis – jenis Relay
Seperti saklar, relay juga dibedakan berdasar pole dan throw yang dimilikinya. Pole adalah banyaknya contact yang dimiliki oleh relay dan Throw adalah banyaknya kondisi (state) yang mungkin dimiliki contact
Penggolongan relay berdasar jumlah pole dan throw adalah sebagai berikut SPST (Single Pole Single Throw)
DPST (Double Pole Single Throw) SPDT (Single Pole Double Throw) DPDT (Double Pole Double Throw) 3PDT (Three Pole Double Throw) 4PDT (Four Pole Double Throw)
Salah satu kegunaan utama relay dalam dunia industri ialah untuk implementasi logika kontrol dalam suatu sistem. Sebagai “bahasa pemrograman” digunakan konfigurasi yang disebut ladder diagram atau relay ladder logic. Beberapa petunjuk tentang relay ladder logic (ladder diagram) adalah
Diagram wiring yang khusus digunakan sebagai bahasa pemrograman untuk rangkaian kontrol relay dan switching.
LD Tidak menunjukkan rangkaian hardware, tapi alur berpikir. LD Bekerja berdasar aliran logika, bukan aliran tegangan/arus. Relay Ladder Logic terbagi menjadi 3 komponen :
1. Input : pemberi informasi 2. Logic : pengambil keputusan 3. Output : usaha yang dilakukan
3.4 PLC Hardware
Dari ukuran dan kemampuannya, PLC dapat dibagi menjadi beberapa jenis yakni 1. Tipe compact.
Ciri – ciri PLC tipe Compact adalah
Seluruh komponen (power supply, CPU, modul input – output, modul komunikasi) menjadi satu
24 Umumnya berukuran kecil (compact)
Mempunyai jumlah input/output relatif sedikit dan tidak dapat diexpand Tidak dapat ditambah modul – modul khusus
Gambar 3.14 PLC compact Micro Logix dari Allen Bradley Sumber : Allen Braley, PLC MicroLogix Catalogue
2. Tipe modular
Ciri – ciri PLC tipe modular adalah
Komponen – komponennya terpisah ke dalam modul – modul Berukuran besar
Memungkinkan untuk ekspansi jumlah input /output (sehingga jumlah lebih banyak) Memungkinkan penambahan modul – modul khusus
Gambar 3.15 PLC modular dari Omron Sumber : OMRON, Programmable Controllers, (OMRON : 2004)
25 3.5 Komponen – komponen PLC
PLC terbagi dalam beberapa komponen utama. Untuk memahaminya, pada gambar 3.25 menampilkan hubungan PLC dengan peralatan lain.
Gambar3.16 Hubungan PLC dengan peralatan lain
Dari gambar 3.25, PLC memiliki komponen yang terhubung dengan input device dan output device. PLC juga terhubung dengan PC untuk kebutuhan pemrograman (umumnya menggunakan RS 232 serial port).
Secara umum PLC terbagi dalam beberapa komponen berikut : 1. Power Supply
2. Processor 3. Memory
4. Input and Output Module 5. Programming Device
1. Power Supply
Power supply merupakan penyedia daya bagi PLC. Range tegangan yang dimilikinya bisa berupa tegangan AC (misal : 120/240 Vac) maupun tegangan DC (misal : 24 V DC). PLC juga memiliki power supply (24V DC) internal yang bisa digunakan untuk menyediakan daya bagi input/output devices PLC.
26 Ga
Gambar 3.17 Modul power supply dari Omron Sumber : OMRON, PLC Omron C200 HS
2. Processor (Central Processing Unit)
Processor ialah bagian PLC yang bertugas membaca dan mengeksekusi instruksi program. Processor mempunyai elemen kontrol yang disebut Arithmetic and Logic Unit (ALU), sehingga mampu mengerjakan operasi logika dan aritmetika.
Gambar 3.18 Modul processor dari Omron Sumber : OMRON, PLC Omron C200 HS
27 Tabel 3.2 Spesifikasi processor dari Omron
Sumber : OMRON, PLC Omron C200 HS
3. Memory
Memory ialah tempat penyimpanan data dalam PLC. Memori ini umumnya menjadi satu modul dengan processor/CPU. Jika berbentuk memori eksternal maka itu merupakan memori tambahan. Berikut ini contoh modul memori eksternal dari Omron.
28 Gambar 3.19 Modul memori eksternal dari Omron
Sumber : OMRON, PLC Omron C200 HS
Adapun “data” yang tersimpan di dalam memori sebagai berikut • Operating System PLC
• Status input – output, data memory • Program yang dibuat pengguna
Gambar 3.20 pengalamatan pada PC Penjelasan dari gambar 3.20, sebagai berikut :
• Operating System Memory
Berfungsi untuk menyimpan operating system PLC. Memori ini berupa ROM (Read Only Memory) sehingga tidak dapat dirubah oleh user.
29 Berfungsi untuk menyimpan status input-output tiap saat. Memori ini berupa RAM (Random Access Memory) sehingga dapat berubah sesuai kondisi input/output.
Status akan kembali ke kondisi awal jika PLC mati. • Program Memory
Berfungsi untuk menyimpan program pengguna. Jenis memori ini berupa RAM RAM dapat menggunakan battery backup untuk menyimpan program selama jangka waktu tertentu. Selain itu memori dapat berupa EEPROM (Electrically Erasable Programmble Read Only Memory), yaitu jenis ROM yang dapat deprogram dan dihapus oleh user.
Area memori PLC terdiri dari : • Register
Register berfungsi untuk menyimpan sekumpulan bit data, baik berupa : nibble (4 bit), byte (8 bit), maupun word (16 bit).
• Flag register
Flag register berfungsi untuk mengindikasikan perubahan kondisi (state)
input/output fisik. Flag register berupa satu bit data. CPU umumnya mempunyai internal flag untuk berbagai keperluan internal PLC.
• Auxiliary relays
Auxiliary relays ialah elemen memori 1 bit dalam RAM yang digunakan untuk manipulasi data dalam program. Auxiliary relays disebut juga relay yang imajiner, karena dapat menggantikan fungsi relay namun berbentuk program.
• Timer
Timer adalah pemberi penundaan waktu dalam suatu proses. Timer berasal dari built in clock oscillator dalam CPU. Timer umumnya memiliki alamat khusus. • Counter
Counter adalah komponen penghitung input pulsa yang diberikan input device. CPU memiliki counter internal. Counter ini umumnya memiliki alamat khusus .
4. Input - Output Module
30 Gambar 3.21 Hubungan input - output module dengan peralatan
Sumber : Kilian, Christopher T, Modern Control Technology, (West Publishing Co : 1996)
I/O module pada PLC compact umumnya sudah built-in di PLC. Sedang untuk PLC modular berupa modul I/O tersendiri yang terpisah dari CPU.
.
• Digital Input Module
Digital Input Module berfungsi untuk menghubungkan input diskrit fisik (switch, sensor) dengan PLC. Modul ini tersedia dalam tegangan DC dan AC (umumnya : 240
Vac, 120 Vac, 24 Vdc, dan 5 Vdc). Di dalamnya terdapat “optoisolator” untuk mencegah lonjakan tegangan tinggi masuk PLC (sebagai pengaman).
• Digital Output Module
Digital Output Module menghubungkan output diskrit fisik (lampu, relay, solenoid, motor) dengan PLC. Jenis – jenis Digital Output Module ialah :
• Triac output (output tegangan AC) • Transistor output (output tegangan DC) • Relay output (output tegangan AC/DC)
Berikut ini contoh spesifikasi transistor output module dari Omron. Di situ terdapat informasi tentang jumlah output dalam modul tersebut, arus dan tegangan output untuk mendapatkan logika 1, dan lain – lain.
31 Tabel 3.2 Spesifikasi processor dari Omron
Sumber : OMRON, PLC Omron C200HS output
• Analog input/output module
Selain modul input/output diskrit, terdapat juga modul input/output analog.
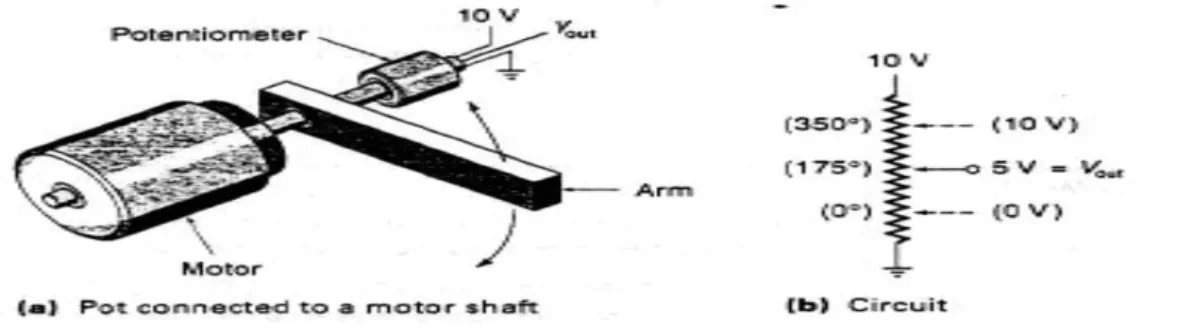
Modul input analog dapat menerima tegangan dan arus dengan level tertentu (misal 0 –10 V, 4 – 20 mA) dari input device analog (misal : sensor analog, potensiometer). Sedangkan modul output analog dapat memberikan tegangn dan arus dengan level tertentu (misal 0– 10 V, 4 – 20 mA) pada outpu device analog (misal : motor DC, motor AC, control valve).
5. Programming Device
Programming Device ialah alat untuk membuat atau mengedit program PLC. Pada
mulanya berupa hand held programmer Dengan perkembangan komputer yang cepat, dan disertai ukurannya yang semakin mengecil, maka PC atau laptop jauh lebih sering digunakan sekarang ini. PC terhubung dengan PLC melalui programming port (umumnya RS 232).
32 3.6 Pemilihan PLC
Dalam pemilihan PLC yang akan di gunakan seorang expert harus memehami terlebih dahulu akan kebutuhan system. Setelah memahami kebutuhan sistem, barulah dapat ditentukan tipe PLC seperti apa yang tepat.
Secara umum prinsip pemilihan PLC ialah : 1. Jumlah dan karakteristik input - output 2. Fitur hardware PLC
• Power supply, modul input/output, kemampuan untuk diekspansi dengan modul – modul lain, port komunikasi, dan lain – lain.
3. Fitur software PLC
• Kapasitas memori, kecepatan pemrosesan data, jumlah instruksi yang dapat digunakan, dan lain – lain.
Pada penggunaan PLC juga dikenal adanya scan time. Waktu scan tergantung pada panjang program. Penggunaan subsistem remote I/O juga menaikkan waktu scan karena harus mentransfer I/Oleh update ke subsistem remote. Monitoring dari kontrol program menambah waktu overhead dari scan karena CPU harus mengirim status dari coil dan contact ke peralatan peripheral. Scan Time (Waktu Scan) adalah proses pembacaan dari input, mengeksekusi program dan memperbaharui output yang disebut scanning. Waktu scan umumnya konstan dan proses sekuensial dari pembacaan staus input, mengevaluasi logika kontrol dan memperbaharui output. Spesifikasi waktu scan menunjukkan seberapa cepat kontroller dapat bereaksi terhadap input. Contoh wiring untuk PLC CPMI
Gambar ... Fungsi Memory Area pada PLC
1. IR Area (Internal Relay) : Sebagai bit area untuk I/O dan work area.
2. SR Area (Special Relay) : Bit ini berfungsi sebagai bit tertentu sp flag dan bit kontrol 3. TR Area (Temporary Relay) : Bit ini digunakan sebagai penyimpan sementara status
33 4. HR Area (Holding Relay) : Bit ini menyimpan data dan menahan status ON/OFF saat
daya dimatikan.
5. AR Area (Auxilary Relay) : Bit ini berfungsi tertentu seperti flag dan bit kontrol 6. LR Area (Link Relay) : Digunakana untuk data link 1:1 dengan PC lain.
7. Timer/Counter Area : Bit yang terpakai di timer tidak boleh sama terpakai oleh counter, dan jumlah yang sama untuk timer dan counter di setiap PLC.
8. DM Area (Data Memory) : DM read/write : data DM berfungsi hanya dalam word, dan nilai word ditahan selama daya mati. DM error Log: digunakan untuk simpan waktu kejadian dan kode error log tidak digunakan, DM read only: tidak dapat ditulis ulang dalam program, tetapi dapat diubah melalui peralatan peripheral, DM PC Setup : digunakan untuk menyimpan berbagai parameter dalam operasi kontrol pada PC.
34 9. Tabel 3.4 Data sheet dari contoh memory area
35 BAB IV
KEGIATAN SELAMA KERJA PRAKTEK DI PT. KRAMA YUDHA RATU MOTOR 1 FEBRUARI SAMPAI DENGAN 31 MARET 2011
Kegiatan PKL ini brelangsung selama 2 bulan. Selama 2 bulan kami mencatan kegiatan yang ada di PT Krama Yudha Ratu Motor per 1 minggu. Ada pun kegiatan nya sebagai berikut:
4.1 Minggu I (1 Februari 2011 s/d 5 Februari 2011)
Pada hari pertama ini kami diberikan pengarahan terlebih dahulu sebelum kelapangan mengenai K3 (keselamatan dan kesehatan kerja) dalam PT.Krama Yudha Ratu Motor, perlengkapan yang dibutuhkan selama berada dilokasi dalam PT.Krama Yudha Ratu Motor dan kegunaannya, peraturan yang wajib ditaati selama kerja praktek berlangsung dan apa saja yang harus dilakukan dalam situasi darurat.
Kami ditempatkan dibagian pemeliharaan control painting, Kami diperkenalkan oleh karyawan control painting dan pembimbing selama kami kerja praktek disana. Masuk kedalam Power House dan diberi penjelasan mengenai system kerja trafo,
jenis trafo yang digunakan di PT.Krama Yudha Ratu Motor.
4.2 Minggu II ( 7 Februari 2011 s/d 11 Februari 2011)
Diberi penjelasan oleh pembimbing mengenai prinsip kerja motrain, diagram alur rel motrain, dan beberapa trouble yang sering timbul pada motrain.
Di beri tugas mengamati kerja system control motrain agar tetap sesuai dengan ketentuan dan memberi tahu apabila ada gangguan.
Mengamati para karyawan bidang maintenance dalam mengatasi trouble pada motrain.
36 Gambar 4.1 sistem control motrain pada painting
4.3 Minggu III ( 14 Februari 20011 s/d 18 Februari 2011) Keruang pengontrolan Water Tank dionish.
Water Tank Dionish adalah sebuah tangki penampungan air murni. Air deionize adalah air yang telah melalui ionisasi sehingga air ini bersifat netral. Air dionish berfungsi untuk menghilangkan ion-ion yang ada pada benda kerja/ kabin.
Diberi penjelasan mengenai kegunaan dan proses water Tank Dionish hingga bisa sampai ke pretreatment.
37 Gambar 4.2 Lay out pengontrolan water tank dionish
4.4 Minggu IV ( 21` Februari 2011 s/d 25 Februari 2011)
Diberi penjelasan mengenai cara kerja ASM (automatic spray machine). ASM adalah suatu sistem pengecatan chasis/body dengan menggunakan sistem otomatis, yang mana pengontrolannya diatur menggunakan PLC.
Mengkalibrasi rutin control nozzle pada ASM untuk menghindari terjadinya pengecatan body yang tidak merata atau overthick.
Mengamati secara rutin kerja control nozzle, dilakukan dengan pemerikasaaan ketebalan cat pada chasis/body yang telah di cat. Hal ini sebagai indikator utilitas dari nozzle, biasanya nozzle mengalami proses pembersihan tiap 3 minggu.
4.5 Minggu V ( 28 Februari s/d 4 Maret 2011)
Ke box panel pusat pengontrolan system kerja motrain dan diberi penjelasan mengenai control proses motrain.
Di tugasi mengamati monitor gangguan pada setiap proses kerja. Yang mana jika ada gangguan pada tiap sub-sistem motrain maka lampu indikator pada monitor box panel akan menyala dan alarm pun akan berbunyi. Para teknisi pun akan segera menuju ke tempat/sub-sistem motrain yang mengalami gangguan dan mengatasinya.pada pusat box panel, agar dapat mengetahui setiap
38 4.6 Minggu VI (7 Maret 2011 s/d 11 Maret 2011)
Keruang control CATIONIC ELECTROD DIPOSITION ( CED ), CED adalah Pelapisan cat primer ke body dengan menggunakan pengendapan arus listrik sistem katoda. Proses dimulai ketika Pigmen (F1) dan partikel Resin (F2) diberi muatan listrik di dalam larutan. Bila benda kerja direndam di dalam bak dan arus searah (320 V) dialirkan diantara benda kerja dan bak, maka partikel mulai bergerak ke ara obyek (gerakan ini disebut electrophoresis). Lama proses pelapisan sekitar 130 detik.
Mengamati proses CED, pencampuran cat, mengetahui perbandingan campuran cat dengan tinner, besar arus yang digunakan pada proses CED
Memantau kerja CED agar tetap sesuai dengan ketentuan
Gambar 4.3 Both CED
4.7 Minggu VII (14 Maret 2011 s/d 18 Maret 2011)
Melakukan pengamatan pada saat service rutin bulanan pada motrain. Melakukan pengamatan pada penggantian pump CED dan valve dionish.
39 Gambar 4.4 service bulanan pada motrain dan komponen-komponen pendukung
4.8 Minggu VIII (21 Maret 20011 s/d 25 Maret 2011) Mengamati lebih cara kerja motrain.
Mencari bahan untuk laporan kerja praktek Presentasi .
40 BAB V
PENUTUP 5.1 KESIMPULAN
1. PT Krama Yudha Ratu Motor sebgai salah satu perusahaan otomotif terkemuka di Indonesia memiliki peran yang sangat besar dalam meningkatkan produksi otomotif baik yang dikonsumsi domestic maupun nondomestic, menyerap tenaga kerja. Sehingga pada akhirnya meningkatkan laju perekonomian Indonesia menggunakan sistem PLC yang bertujuan untuk mempermudah kerja operator,menigkatkan produksi dan juga efisiensi.
2. Untuk mengatasi gangguan pada system PLC, perlu dilakukan skala prioritas yaitu terhadap jenis gangguan yang memberikan kontribusi terbesar terhadap seluruh angka gangguan agar efeknya cukup signifikan terhadap penurunan angka gangguan system PLC,khususnya bagian painting.
5.2 SARAN
1. Mengintegerasikan dan mensingkronkan semua box panel kedalam sebuah contol room, sehingga mempermudah dalam memonitor segala macam gangguan yang terjadi di lapangan.
2. Mengingat angka produksi yang dari hari ke hari terus meningakat,maka perlu di adakannya sebuah pembaharuan secara menyeluruh terhadap sistem kontrol,mesin-mesin,dan juga mekanisme produksi, sehingga tercapai angka produksi yang maksimal namun tetap efisien.
41
DAFTAR PUSTAKA
1. Beam , Walter R. Beam. 1990 System Engineering, Architecture and Design,
MCGraw-Hill Publishing Company, New york
2. Douglas V Hall,1986. Microprocesor and Interfacing, , MCGraw-Hill
Publishing Company, New york
3. Setiawan Fugar,2000. Programmable Logic Controler( PLC ), Gramedia. Jakarta 4. Bagian Painting. 2001. Manual Painting. Jakarta: PT. Krama Yudha Ratu Motor 5. Bagian Maintenance. 2001 Manual Book of Motrain. Jakarta: PT. Krama Yudha Ratu
Motor
6. ---Ensiklopedia Bebas--- http://www.wikipedia.com/ , Internet, Di unduh 2 Maret 2011
42
DAFTAR ISI
Lembar halaman judul i
Lembar Pengesahan Jurusan ii
Lembar Pengesahan Perusahaan iii
Kata Pengantar iv
Daftar Isi v
Daftar Gambar ix
Daftar Tabel x
Bab I Pendahuluan 1
1.1 Latar Belakang Kerja Praktek 1
1.2 Tujuan Kerja praktek 1
1.3 Ruang Lingkup 2
1.4 Metode Penulisan 2
1.5 Sistematika Penulisan 2
Bab II Tinjauan Umum Perusahaan 4
2.1 Sejarah PT. Krama Yudha Ratu Motor 4
2.2 Struktur Organisasi 9
BAB III PEMBAHASAN 10
3.1 Motrain Sistem 10
3.2 ULASAN PLC 16
3.2.1 Discrete input device 18
3.2.2 Analog input device 20
3.2.3 Discrete Output Device 20
3.3 Relay 21
3.3.1 Prinsip Kerja dan Simbol 21
3.3.2 Jenis – jenis Relay 24
43
3.5 Komponen – komponen PLC 26
3.6 Pemilihan PLC 33
BAB IV LAPORAN KEGIATAN SELAMA KERJA PRAKTEK 36
BAB V SIMPULAN 40
Daftar Pustaka 41
44
DAFTAR GAMBAR
Gambar 2.1 T120SS (CJM) 5
Gambar 2.1 T120SS (CJM). 6
Gambar 2.3. L300 (SL). 6
Gambar 2.4. Truk Fuso (FN) 7
Gambar 2.5 PT.Krama Yudha Ratu Motor (secara peta/map) 8 Gambar 2.6 PT.Krama Yudha Ratu Motor (secara hybrid) 8
Gambar 2.7 Struktur Organisasi PT.KRM 9
Gambar 3.1 Overhead Motrain System 11
Gambar 3.2 Lay out dari alur rel motrain di PT.Krama yudha Ratu Motor 13
Gambar 3.3 box panel PLC,pengontrol conveyer 14
Gambar 3.4 input-output box panel (NKC conveyer) 14
Gambar 3.5 Diagram hubungan PLC dan input/output device 16 Gambar 3.6 Pendekatan Sistematik Disain Programmable Controlier 17
Gambar 3.7 Toggle Switch 18
Gambar 3.8 Push Button 18
Gambar 3.9 LDR 19
Gambar 3.10 Solenoid 19
Gambar 3.11 Skema relay elektromekanik 20
Gambar 3.12 Rangkaian dan simbol logika relay 21
Gambar 3.13 bentuk fisik dari relay 21
Gambar 3.14 PLC compact Micro Logix dari Allen Bradley 24
Gambar 3.15 PLC modular dari Omron 24
Gambar 3.16 Hubungan PLC dengan peralatan lain 25
Gambar 3.17 Modul power supply dari Omron 26
Gambar 3.18 Modul processor dari Omron 26
Gambar 3.19 Modul memori eksternal dari Omron 28
Gambar 3.20 pengalamatan pada PC 28
Gambar 3.21 Hubungan input - output module dengan peralatan 30
Gambar 4.1 sistem control motrain pada painting 36
Gambar 4.2 Lay out pengontrolan water tank dionish 37
Gambar 4.3 Both CED 38
45
DAFTAR TABEL
Tabel 3.1 Salah satu Data sheet relay G2RS Omron 22
Tabel 3.2 Spesifikasi processor dari Omron 27
Tabel 3.2 Spesifikasi processor dari Omron 30