PENGOPTIMALAN PROSES BALANCING PADA BLADE
INDUCED DRAFT (ID) FAN
(Studi Kasus ID Fan Pabrik Indarung V PT Semen Padang) Fajra Ahmed
Jurusan Teknik Mesin, Fakultas Teknologi Industri Universitas Bung Hatta
E-mail : [email protected]
ABSTRACT
In the prevalent industrial machines with rotary motion (rotating machinery). Each of the machines rotating movement will always experience vibration. ID fan is one example of a rotating machine movement. Vibration is always associated with unbalance. ID fan serves to suck the hot air from the cooler grid is then compressed to heat the raw material mix before entering into high kitchen (kiln). Because the air is sucked by the ID fan mixes with the common attachment material (coating) on the fan impeller ID. The impact of the resulting unbalance attachment and high vibration on the impeller bearing. This study aimed to find a way to manually balance the weight determination which does not require the operation of the equipment so that the risk of error correction mass (mass trial) to ensure the equipment is very small and the method used can be applied in any balancing process. The method used in this study is the method of balancing Static and Dynamic balancing. Based on the results of research conducted on balancing the ID fan speed measurement data obtained in the form of graphs and time waveform measurements were performed radial direction (horizontal and vertical) and the axial direction. Initial vibration on the fan ID is 6.91 mm / s in the direction of the horizontal bearing 2. After static balancing method and followed the method of dynamic balancing of vibration can be reduced to 2.60 mm / s. From these data the vibrations can be categorized into normal vibrations in accordance with ISO 10816-3 (Mobius Institute. 2005) is in Zone B (Unrestricted Long Term Operation). After balancing the balancer weight gain (mass) on each impeller are obtained center of gravity closer to the point of rotation. Key Word : ID Fan, Vibration, Balancing.
I. Pendahuluan A. Latar Belakang
Proses balancing biasanya dilakukan dengan metoda insitu balancing namun metoda ini cukup berbahaya pada saat start
up karena penambahan berat (massa) pada
awal proses balancing merupakan massa percobaan yang berpotensi meningkatkan gaya unbalance. Dengan meningkatnya gaya
unbalance akan meningkatkan amplitudo
vibrasi. ID fan beroperasi diatas kecepatan
kritis sehingga gaya unbalance tersebut akan mengakibatkan resonansi saat kecepatan fan berada pada kecepatan kritis (proses start
up). Oleh karena itu penambahan berat
penyeimbang secara manual diperlukan agar amplitudo vibrasi sebelum balancing tidak terlalu tinggi sehingga resonansi yang mungkin terjadi saat proses insitu balancing tidak membahayakan. Dengan demikian perlu dilakukan penelitian untuk
Pengoptimalan proses balancing pada blade ID Fan secara manual.
B. Tujuan Penelitian
Berdasarkan atas perumusan masalah yang telah dijelaskan di atas, maka tujuan dari penelitian ini adalah :
1. Menemukan cara penentuan berat penyeimbang secara manual yang tidak memerlukan pengoperasian peralatan sehingga resiko kesalahan massa koreksi (trial mass) terhadap peralatan sangat kecil.
2. Memastikan metoda yang digunakan mampu mengoptimalkan proses
balancing pada blade ID fan.
3. Memastikan metoda pengoptimalan yang digunakan dapat diterapkan dalam setiap proses balancing.
C. Manfaat Penelitian
Penelitian ini diharapkan menghasilkan sebuah metode yang dapat digunakan untuk mencegah terjadinya kegagalan pada sentrifugal fan yang diakibatkan oleh kasus yang sama. Selain itu hasil penelitian ini dapat dimanfaatkan untuk mengembangkan sistem perawatan prediktif.
D. Batasan Masalah
Penelitian ini dibatasi hanya pada pengukuran data vibrasi dan dilanjutkan dengan proses balance ID Fan melalui metoda static dan dynamic balancing.
II. Teori Dasar
A. Pengertian Getaran
Getaran adalah gerakan bolak-balik dalam suatu interval waktu tertentu. Getaran berhubungan dengan gerak osilasi benda dan gaya yang berhubungan dengan gerak tersebut. Semua benda yang mempunyai massa dan elastisitas mampu bergetar. Jadi kebanyakan mesin dan struktur rekayasa (engineering) mengalami getaran sampai derajat tertentu dan rancangannya biasanya memerlukan pertimbangan sifat osilasinya.
B. Karakteristik Getaran
Kondisi suatu mesin dan masalah-masalah mekanik yang terjadi dapat diketahui dengan mengukur karakteristik getaran pada mesin tersebut. Karakteristik- karakteristik getaran yang penting antara lain adalah :
1. Frekuensi Getaran
Gerakan periodik atau getaran selalu berhubungan dengan frekuensi yang menyatakan banyaknya gerakan bolak-balik (satu siklus penuh) tiap satuan waktu. Hubungan antara frekuensi dan periode suatu getaran dapat dinyatakan dengan rumus sederhana: frekuensi = 1/periode. (Practical Machinery
Vibration Analysis dan Predictive
Maintenance, Scheffer Cornelius
Girdhar Paresh. 2004 ). Frekuensi dari getaran tersebut biasanya dinyatakan sebagai jumlah siklus getaran yang
terjadi tiap menit (CPM = Cycles per
minute). Sebagai contoh sebuah mesin
bergetar 60 kali (siklus : dalam 1 menit maka frekuensi getaran mesin tersebut adalah 60 CPM. Frekuensi bisa juga dinyatakan dalam CPS (cycles per
second) atau Hertz dan putaran
dinyatakan dalam revolution per minute (RPM).
2. Perpindahan Getaran ( Vibration Displacement )
Jarak yang ditempuh dari suatu puncak ke puncak yang lain disebut perpindahan dari puncak ke puncak (peak to peak displacement). Perpindahan tersebut pada umumnya dinyatakan dalam satuan mikron (μm) atau mils.
1 μm 0.001 mm 1 mils 0.001 inch
3. Kecepatan Getaran ( Vibration Velocity ) Karena getaran merupakan suatu gerakan, maka getaran tersebut pasti mempunyai kecepatan.
Kecepatan getaran biasanya dalam satuan mm/det (peak). Karena kecepatan selalu berubah secara sinusoida, maka seringkali digunakan pula satuan mm/sec (rms), nilai peak = 1,414 x nilai rms. Kadang-kadang digunakan juga satuan inch/sec (peak) atau inch/sec (rms) 1 inch = 25,4 mm
4. Percepatan Getaran ( Acceleration ) Karakteristik getaran lain dan juga penting adalah percepatan. Secara teknis
percepatan adalah laju perubahan dari kecepatan. Percepatan getaran pada umumnya dinyatakan dalam, satuan “g’s’ peak, dimana satu “g” adalah percepatan yang disebabkan oleh gaya gravitasi pada permukaan bumi.
C. Unbalance (Ketidakseimbangan Massa Berputar)
Gaya getar dan sesaat dapat diminimalkan dengan menyeimbangkan sedemikian rupa sehingga resultants gaya inersia dan momen inersia yang terjadi sama dengan nol. Proses meminimalkan atau menghilangkan gaya dinamik ini disebut sebagai penyeimbangan dinamik. Masalah-masalah yang sering menyebabkan getaran pada suatu mesin antara lain : ketidakseimbangan (unbalance) elemen rotasi, ketidaklurusan (mis-alignment) pada kopling dan bearing, eksentritas (Eccentricity), cacat pada bantalan, antifriksi (faulty antifriction bearing), kerusakan pada bantalan sleeve (sleeve bearing), kelonggaran mekanik (mechanical looseness), buruknya sabuk penggerak (faulty drive belt),
kerusakan roda gigi (gear problem), masalah listrik (electrical problem), resonansi (resonance), gaya aerodinamika (aerodynamic and hydraulic forces), gaya
reciprocating (reciprocating forces) dan
gesekan.
Suatu poros dapat mengalami unbalance, yang disebabkan oleh sifat bahan yang tidak
homogeny (lubang/void yang terjadi pada
saat pembuatan poros), Eksentrisitas poros, penambahan alur dan pasak pada poros, serta distorsi yang dapat berupa retakan (crack), bekas pengelasan atau perubahan bentuk pada poros. Unbalance ini menyebabkan distribusi massa yang tidak seragam disepanjang poros atau lebih dikenal sebagai
massa unbalance. Jika suatu poros disebut
dalam keseimbangan statik maka akan tetap dalam posisi sudut tanpa berputar (yaitu hanya gaya getar akan menjadi nol). Jika suatu poros disebut dalam keseimbangan dinamik, yang dapat diputar pada kecepatan apapun tanpa terjadi getaran (yaitu baik memaksa getar dan saat akan menjadi nol). Jika poros dalam keseimbangan dinamik maka secara otomatis berada dalam keseimbangan statis, tetapi sebaliknya belum tentu benar.
Prosedur perawatan untuk mengurangi
unbalance pada mesin disebut balancing. Balancing terdiri dari prosedur pengukuran
getaran dan menambahkan atau mengurangi beban untuk mengatur (adjust) distribusi
massa. Tujuan balancing adalah
menyeimbangkan mesin putar, yang pada akhirnya akan mengurangi getaran.
D. Metoda Balancing
Tujuan balancing adalah menyeimbangkan mesin putar yang pada akhirnya akan mengurangi getaran. Getaran
yang rendah (low vibration) pada mesin akan:
a. Mengurangi kebisingan.
b. Menyebabkan bantalan lebih awet dipakai.
c. Mengurangi kelelahan (fatigue) pada struktur rangka mesin.
d. Mengurangi kelelahan dan stress pada operator mesin.
e. Menaikkan efisiensi mesin.
f. Mengurangi biaya perawatan mesin. Metode balancing yang sering dilakukan didalam laboratorium adalah single-plane
balancing dan two-plane balancing. Tiap
metode ini menggunakan beban uji (trial
weight) dan pengukuran beda phase.
Balancing biasanya dilakukan untuk putaran
poros tertentu. Untuk poros kaku, balancing yang dilakukan dibawah putaran kritis I (bending) dapat efektif untuk setiap putaran poros. Sedangkan untuk poros flexible yakni poros dengan perbandingan panjang terhadap diameter poros yang besar, maka balancing hanya akan efektif pada putaran poros yang tertentu saat dilakukan balancing. Balancing yang dilakukan dekat dengan putaran kritis kebanyakan dihindari. Meskipun balancing yang dilakukan jauh dari putaran kritis akan menghasilkan respon getaran yang kecil sehingga lebih sulit diukur, akan tetapi ketika
balancing dilakukan dekat dengan putaran
kritis akan menghasilkan respon getaran yang besar sehingga lebih mudah diukur, namun dengan perubahan putaran sedikit saja dapat
mempengaruhi pembacaan amplitudo dan
phase.
Pada proses balancing yang dilakukan mendekati putaran kritis sistem akan sering muncul ’harmonik’, yaitu ketika sistem diputar mendekati putaran kritis akan terjadi getaran yang besar, akibatnya sistem berperilaku sebagai sistem tak linier sehingga respon yang terjadi tidak lagi sinusoidal. Hal ini berarti selain frekuensi dasarnya, akan muncul frekuensi-frekuensi lain yang lebih tinggi.
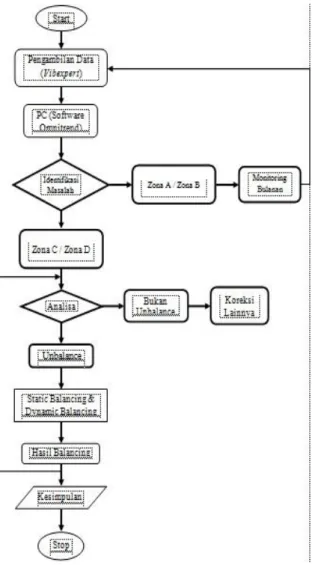
III. Metodologi Penelitian A. Diagram Alur Penelitian
Gambar 1. Diagram alir Metodologi Penelitian
B. Perangkat Penelitian
1. Spesifikasi Teknis ID Fan dan Motor Listrik
Gambar 2. Impeller sebelum dipasangkan Spesifikasi motor listrik dan ID fan yang digunakan dalam penelitian adalah :
Power motor penggerak : AC 2900 KW Rpm : 990 rpm Pressure : 695 mmAg Capacity :12720 M3/min Blade : 10 pcs Impeller Radius : 1.285 mm Impeller weight : 11.000 kg Unbalance allowance : 464065,9 g*mm Balancing method Dynamic dan static Correction method : removed / added
2. Jenis Bearing ID Fan 5J1T01
Pada penelitian ini jenis Bearing yang digunakan pada ID Fan 5J1T01 adalah : Bearing B1 : SKF 22332 CC/W33 Bearing B2 : SKF 22332 CC/C5W33 Housing bearing B1 : SOFN 332 BF Housing bearing B2 : SOFN 332 BL
Gambar 3. Housing bearing dan bearing 3. Sensor Percepatan
Sensor percepatan dipilih karena memiliki massa yang relatif kecil sehingga tidak mempengaruhi karakteristik dinamik sistem ketika dilakukan pengujian. Acceleration juga memiliki kemampuan yang baik untuk mendeteksi sinyal geteran dengan frekuensi tinggi dan menengah. Selain itu acceleration memiliki bentuk yang kecil dan ringkas sehingga memudahkan dalam pemasangan baik ketika melakukan pengukuran arah vertikal maupun arah horizontal.
Gambar 4. Accelerometer Tranduser Sumber : Mobius Institute. 2005 Gambar diatas adalah diagram sederhana dari tipe accelerometer dengan sebuah penguat didalamnya. Apabila tranduser ini ditempelkan pada bagian mesin yang bergetar, maka getaran mekanis tersebut diteruskan melalui Case insulator ke bahan piezoeletric, sehingga bahan tersebut mengalami tekanan sebanding dengan getarannya.
4. Vibration Analyzer
Alat ini mempunyai kemampuan untuk mengukur amplitudo dan frekuensi getaran yang akan dianalisa. Karena biasanya sebuah mesin mempunyai lebih dari satu frekuensi getaran yang ditimbulkan, frekuensi getaran yang timbul tersebut akan sesuai dengan kerusakan yang terjadi pada mesin tersebut. Alat ini biasanya dilengkapi dengan meter untuk membaca amplitudo getaran yang biasanya juga menyediakan beberapa pilihan skala. Alat ini juga memberikan informasi mengenai data spektrum dari getaran yang terjadi, yaitu
data amplitudo terhadap frekuensinya, data ini sangat berguna untuk analisa kerusakan suatu mesin. Dalam pengoperasiannya vibration analyzer ini membutuhkan seorang operator yang mengerti mengenai analisa vibrasi.
Gambar 5. Vibration analyzer (vibexpert I) Sumber : Mobius Institute. 2005 5. Personal Komputer
Personal Komputer digunakan untuk menampilkan data sekaligus menganalisanya. Program bantu yang digunakan adalah sebagai berikut :
a. Omnitrend
Untuk program bantu mengumpulkan dan trending data serta menampilkan hasil rekaman data untuk selanjutnya dilakukan analisa getaran.
b. Auto Cad
Untuk menggambar desain mesin.
c. Microsoft Word
Untuk mengetikkan hasil analisa dan tugas akhir.
6. Prosedur Balancing
Proses balancing ini dilakukan untuk dapat menentukan berat penyeimbang
secara manual tidak memerlukan pengoperasian peralatan sehingga resiko kesalahan trial mass terhadap peralatan sangat kecil. Balancing dilakukan dengan dua metode :
a. Static balancing adalah balancing dengan cara manual (pengurangan atau penambahan massa pada
impeller). Pengurangan massa
balance dilakukan dengan cara
membersihkan bagian impeller yang mengalami berat berlebih atau penambahan massa dilakukan dengan cara menambahkan massa pada lawannya untuk mengurangi
massa yang tidak seimbang pada fan.
b. Single plane balancing merupakan proses balancing dengan cara menghitung berat dari trial mass dan melakukan pengetesan dengan cara mengoperasikan peralatan sehingga hasil lebih akurat.
IV. Pembahasan dan Analisa A. Teknik Pengukuran
Teknik pengukuran merupakan hal yang sangat penting diperhatikan karena berhubungan dengan keabsahan data dan
safety dalam melakukan pengukuran.
Kesalahan dalam melakukan pengukuran akan menyebabkan kesalahan dalam menganalisa data dan akan berlanjut dengan kesalahan tindakan perbaikan.
Pengukuran getaran pada suatu mesin secara normal diambil pada bearing dari mesin tersebut. Tranduser sebaiknya harus ditempatkan sedekat mungkin dengan
bearing mesin karena melalui bearing
tersebut gaya getaran dari mesin ditransmisikan. Gerakan bearing adalah merupakan hasil reaksi gaya dari mesin tersebut.
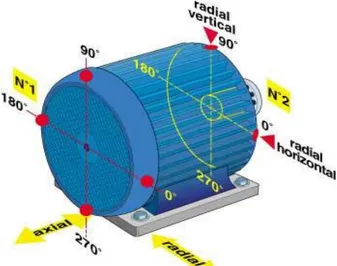
Disamping karakteristik getaran seperti : Amplitudo, frekuensi dan phase, ada
karakteristik lain dari getaran yang juga mempunyai arti yang sangat penting yaitu arah dari gerakan getaran, hingga perlu bagi kita untuk mengukur getaran dari berbagai arah. Pengalaman menunjukkan bahwa ada tiga arah pengukuran yang sangat penting yaitu horizontal, vertikal, dan axial. Arah horizontal dan vertikal bearing disebut dengan arah radial. Arah pengukuran ini biasanya didasarkan pada posisi sumbu tranduser terhadap sumbu putaran dari shaft mesin. Arah ini juga sangat penting artinya dalam analisa suatu getaran.
Langkah awal pengukuran vibrasi pada mesin-mesin industri pada umumnya adalah melakukan pengukuran “overall” yaitu pengukuran yang tidak difilter pada daerah frekuensi tertentu. Tujuannya adalah memperoleh gambaran kondisi mesin secara umum. Data vibrasi diambil menggunakan
vibXpert dan akan di upload ke software omnitrend pada PC. Pengambilan dilapangan
dilakukan dengan meletakkan sensor
accelometer 6.142 pada posisi V, H, A bearing dengan ilustrasi sebagai berikut :
Gambar 6. Layout posisi peletakan sensor pada bearing fan 5J1T01
Sumber : Mobius Institute. 2005
Gambar 7. Posisi peletakan sensor pada
bearing fan 5J1T01
Pada pengambilan data vibrasi secara umum kita melakukan pengukuran pada tiga posisi yaitu :
a. Arah Vertikal
Pengambilan data dilakukan pada posisi tegak lurus terhadap sumbu putar.
Horizontal
Vertikal
b. Arah Horizontal
Pengambilan data dilakukan pada posisi mendatar (sudut 900) terhadap sumbu putar.
c. Arah Axial
Pengambilan data dilakukan pada posisi searah (sejajar) terhadap sumbu putar.
Gambar 8. Pengambilan data vibrasi arah
axial bearing fan 5J1T01
Dalam membicarakan getaran kita harus mengetahui batasan – batasan level getaran yang menunjukkan kondisi suatu mesin, apakah mesin tersebut masih baik (layak beroperasi) ataukah mesin tersebut sudah mengalami suatu masalah sehingga memerlukan perbaikan. Dalam sub bab ini disajikan beberapa macam standar mengenai batasan-batasan level getaran yang umum digunakan.
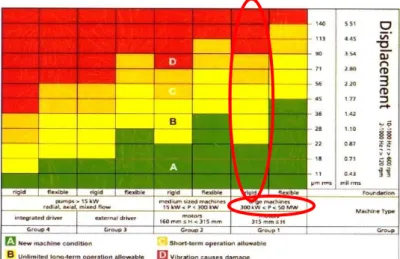
Untuk ID Fan 5J1T01 kita mengacu pada ISO 1086-3 (Vibration training quick
reference, Mobius Institute. 2005) dengan 300 kW < Power < 50 MW dan pondasi rigid, karena power dari ID Fan ini diatas 300 kW dengan pondasi rigid / kaku (tanpa peredam karet).
Gambar 9. Standar Vibrasi (displacement) ISO 1086-3
Sumber : Mobius Institute. 2005
Keterangan : Tanda dilingkari garis merah adalah acuan yang digunakan
Gambar 10. Standar Vibrasi (velocity) ISO 1086-3
B. Data Pengukuran Getaran Bearing Fan
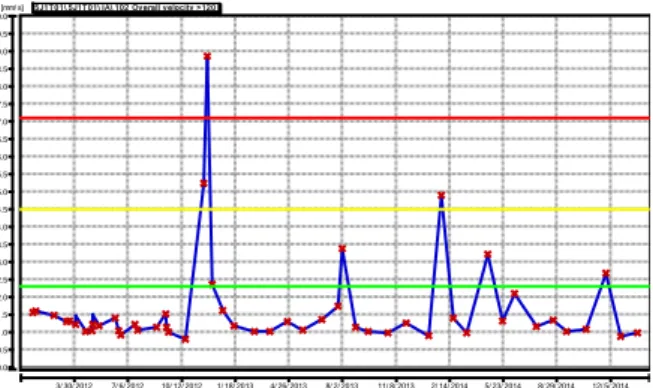
Pengukuran amplitudo vibrasi dibawah ini merupakan hasil pengukuran kecepatan (mm/s) yang dilakukan secara rutin setiap bulan dan dihubungkan menjadi sebuah grafik (tanggal pengukuran versus amplitudo) sehingga terbentuk sebuah trending vibrasi yang berguna untuk melihat kondisi peralatan secara umum. Amplitudo vibrasi yang berada pada zona C dan D menunjukkan adanya masalah pada peralatan dan harus dilakukan analisa lebih lanjut.
Gambar 11. Data pengukuran amplitudo vibrasi pada arah vertical bearing I
Gambar 12. Data pengukuran amplitudo vibrasi pada arah horizontal bearing I
Gambar 4.8 Data pengukuran amplitudo vibrasi pada arah axial bearing I
Gambar 13. Data pengukuran amplitudo vibrasi pada arah vertical bearing II
Gambar 14. Data pengukuran amplitudo vibrasi pada arah horizontal bearing II 3/ 30/ 2012 7/ 6/ 2012 10/ 12/ 2012 1/ 18/ 2013 4/ 26/ 2013 8/ 2/ 2013 11/ 8/ 2013 2/ 14/ 2014 5/ 23/ 2014 8/ 29/ 2014 12/ 5/ 2014 0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5 5.0 5.5 6.0 6.5 7.0 7.5 8.0
5J1T01\ 5J1T01\ IV\ 102 Ov erall v eloc ity >120
date v [mm/ s] 3/ 30/ 2012 7/ 6/ 2012 10/ 12/ 2012 1/ 18/ 2013 4/ 26/ 2013 8/ 2/ 2013 11/ 8/ 2013 2/ 14/ 2014 5/ 23/ 2014 8/ 29/ 2014 12/ 5/ 2014 0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5 5.0 5.5 6.0 6.5 7.0 7.5
8.0 5J1T01\ 5J1T01\ IH\ 102 Ov erall v eloc ity >120
date v [mm/ s] 3/ 30/ 2012 7/ 6/ 2012 10/ 12/ 2012 1/ 18/ 2013 4/ 26/ 2013 8/ 2/ 2013 11/ 8/ 2013 2/ 14/ 2014 5/ 23/ 2014 8/ 29/ 2014 12/ 5/ 2014 0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5 5.0 5.5 6.0 6.5 7.0 7.5 8.0 8.5 9.0 9.5
10.0 5J1T01\ 5J1T01\ IA\ 102 Ov erall v eloc ity >120
date v [mm/ s] 3/ 30/ 2012 7/ 6/ 2012 10/ 12/ 2012 1/ 18/ 2013 4/ 26/ 2013 8/ 2/ 2013 11/ 8/ 2013 2/ 14/ 2014 5/ 23/ 2014 8/ 29/ 2014 12/ 5/ 2014 0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5 5.0 5.5 6.0 6.5 7.0 7.5
8.0 5J1T01\ 5J1T01\ OV\ 102 Ov erall v eloc ity >120
date v [mm/ s] 3/ 30/ 2012 7/ 6/ 2012 10/ 12/ 2012 1/ 18/ 2013 4/ 26/ 2013 8/ 2/ 2013 11/ 8/ 2013 2/ 14/ 2014 5/ 23/ 2014 8/ 29/ 2014 12/ 5/ 2014 0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5 5.0 5.5 6.0 6.5 7.0 7.5
8.0 5J1T01\ 5J1T01\ OH\ 102 Ov erall v eloc ity >120
date
v [mm/ s] Acuan data
sebelum balancing
Gambar 15. Data pengukuran amplitudo vibrasi pada arah axial bearing II Dari data diatas dapat disimpulkan bahwa vibrasi pada arah horizontal selalu berfluktuatif mengindikasikan adanya
unbalance pada Fan.
Tabel 1. Hasil pengukuran Bearing Fan 5J1T01 sebelum balancing
B1 B2
Vertikal 1.76 mm/s 2.41 mm/s
Horizontal 6.28 mm/s 6.91 mm/s
Aksial 4.90 mm/s 3.82 mm/s
Sumber : Data Pengukuran dengan
Vipexpert, 2014
Tabel 1 merupakan hasil pengukuran kecepatan vibrasi secara umum (sebelum dilakukan balancing). Data ini dibandingkan dengan ISO 10816-3 Standar Vibrasi untuk 5J1T01 (Vibration training quick reference, Mobius Institute. 2005) :
0 – 2.3 mm/s : Zona A (Peralatan beroperasi seperti baru)
2.3 – 4.5 mm/s : Zona B (Peralatan beroperasi tidak dapat diprediksi untuk waktu lama) 4.5 – 7.1 mm/s : Zona C
(Pengoperasian peralatan jangka panjang dibatasi)
> 7.1 mm/s : Zona D (Getaran menyebabkan kerusakan)
Dari data diatas terlihat amplitudo tertinggi (6.91 mm/s) pada arah horizontal bearing , vibrasi berdasarkan ISO 10816-3 (Vibration training quick reference, Mobius Institute. 2005) berada pada Zona C (Restricted Long Term Operation).
.
Gambar 16. Time waveform Bearing II Dari data rekaman sinyal waveform
bearing II terlihat adanya lonjakan amplitudo
percepatan vibrasi pada saat-saat tertentu yang menunjukkan adanya gaya impact yang diterima bearing.
Setelah dilakukan balancing dengan dua metoda yaitu static dan dynamic balancing maka didapatkan : 3/ 30/ 2012 7/ 6/ 2012 10/ 12/ 2012 1/ 18/ 2013 4/ 26/ 2013 8/ 2/ 2013 11/ 8/ 2013 2/ 14/ 2014 5/ 23/ 2014 8/ 29/ 2014 12/ 5/ 2014 0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5 5.0 5.5 6.0 6.5 7.0 7.5
8.0 5J1T01\ 5J1T01\ OA\ 102 Ov erall v eloc ity >120
date v [mm/ s] 0 10 20 30 40 50 60 70 80 90 100 110 120 -120 -110 -100 -90 -80 -70 -60 -50 -40 -30 -20 -10 0 10 20 30 40 50 60 70 80 90
100 5J1T 01\ 5J1T 01\ Outboard\ 214 VXP Bearing time signal >120 1/ 29/ 2014 10:20:38 AM
t [ms] a [m/ s²] RPM : 990 (16.50Hz) mm/s2 Impac t Beari ng
Tabel 2. Hasil pengukuran Bearing Fan 5J1T01 setelah balancing B1 B2 Vertikal 0.49 mm/s 1.01 mm/s Horizontal 1.65mm/s 2.60 mm/s Aksial 1.42 mm/s 0.83 mm/s
Tabel 2 merupakan hasil pengukuran kecepatan vibrasi secara umum (setelah dilakukan balancing). Data ini dibandingkan dengan ISO 10816-3 Standar Vibrasi untuk 5J1T01 (Vibration training quick reference, Mobius Institute. 2005) :
0 – 2.3 mm/s : Zona A (Newly
Commissione Machines)
2.3 – 4.5 mm/s : Zona B
(Unrestricted Long Term Operation) 4.5 – 7.1 mm/s : Zona C (Restricted
Long Term Operation)
> 7.1 mm/s : Zona D (Vibration
Causing Damage)
Dari data diatas terlihat amplitudo tertinggi (2.60 mm/s) pada arah horizontal
bearing, vibrasi normal dan berdasarkan ISO
10816-3 (Mobius Institute. 2005) berada pada Zona B (Unrestricted Long Term
Operation).
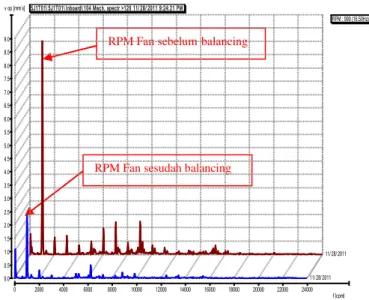
Berikut adalah perbandingan grafik vibrasi pada saat sesudah dan sebelum balancing.
Gambar 17. Spektrum Vibrasi Bearing B2
V. Kesimpulan dan Saran A. Kesimpulan
Dari hasil pengujian dan analisa terhadap pengoptimalan proses balancing pada blade ID fan pabrik indarung V PT semen padang, maka dapat disimpulkan sebagai berikut :
1. Melakukan balancing fan dengan metoda static balancing (penambahan plat pada blade 3 seberat 400 gr) dapat mengurangi gaya unbalance sebelum proses dynamic balancing (penambahan plat pada blade 10 seberat 100 gr, blade 2 seberat 200 gr,
blade 3 seberat 120 gr dan blade 4
seberat 460 gr). Hal ini dibuktikan dengan adanya permintaan penambahan pada blade yang sama saat proses dynamic balancing. 2. Pentingnya melakukan static
balancing untuk keselamatan
RPM Fan sesudah balancing RPM Fan sebelumbalancing
0 2000 4000 6000 8000 10000 12000 14000 16000 18000 20000 22000 24000 0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5 5.0 5.5 6.0 6.5 7.0 7.5 8.0 8.5 9.0
5J1T01\ 5J1T01\ Inboard\ 104 Mach. spectr >120 11/ 28/ 2011 9:24:21 PM
11/ 28/ 2011 11/ 28/ 2011
f [cpm] v op [mm/ s]
peralatan karena penentuan berat penyeimbang secara manual tidak memerlukan pengoperasian peralatan sehingga resiko kesalahan massa koreksi terhadap peralatan sangat kecil dan mempermudah proses single
plane balancing.
3. Setelah dilakukan balancing dengan penambahan berat penyeimbang (massa) pada masing-masing impeller maka didapatkan titik berat mendekati titik pusat putaran.
4. Dengan optimalnya proses balancing yang dilakukan maka dapat menghindari terjadinya kerusakan yang lebih besar pada peralatan.
B. Saran
1. Karena vibrasi yang fluktuatif pada ID Fan 5J1T01 maka sebaiknya dilakukan penambahan automatic balancing.
2. Untuk melakukan penelitian lebih mendalam tentang penambahan peralatan automatic balancing.
DAFTAR PUSTAKA
Chan Yefri. 2010. Diktat getaran mekanik.
Dari
https://yefrichan.files.wordpress.com/2010/0 5/diktat-getaran- ekanik1.pdf, 3 Mei 2014
Ebara Hamada Blower. 2006. General explanation. Penerbit Ebara Hamada Co. Ltd.
Jerman
Girdhar Paresh, Scheffer Cornelius. 2004. Practical Machinery Vibration Analysis and Predictive Maintenance. Penerbit Elsevier.
Philadelphia
ISBI. 2004. Balancing. Penerbit ISBI.
Jakarta
Karyasa, Tungga Bhimadi. 2010. Dasar-dasar getaran mekanis. Penerbit Andi.
Surabaya
Laboraturium Dinamika ITB. 2012.
Pengukuran pada poros rotasi. Penerbit ITB.
Bandung
Mobius Institute. 2005. Vibration training course book. Penerbit Mobius institute.
Jerman
Mobius Institute. 2005. Vibration training quick reference. Penerbit Mobius institute.
Jerman
Mobius Institute. 2005. Vibexpert I manual book. Penerbit Mobius institute. Jerman Shalahuddin, Arief. 2006. Introduction to
balancing. Dari https://
Arief,S.com/2006/09/Introduction-to-balancing.pdf, 15 September 2006
Taylor, James l. 2003. The Vibration Analysis Handbook. Penerbit Vibration
Consultans. New York
Technical Associates. 1997. Technical Associates Level II. Penerbit Technical