112
ANALISIS POSTUR KERJA MENGGUNAKAN METODE QUICK EXPOSURE CHECK (QEC) SEBAGAI DASAR KAJIAN PERANCANGAN
ALAT BANTU DI PT. ASIA FORESTAMA RAYA
Zayyinul Hayati Zen1*, Faradila Ananda Yul2, Dedi Dermawan3, Hendra Harianto4
1,2,3,4)Teknik Industri, Fakultas Teknik, Universitas Muhammadiyah Riau Jl. Tuanku Tambusai Ujung, Pekanbaru, Riau
*E-mail : [email protected]
Abstrak
PT Asia Forestama Raya adalah perusahaan yang bergerak di bidang manufaktur yang menghasilkan kayu lapis (plywood). Secara umum aliran produksi terdiri dari rotary, dryer, glue spreader, cold press, hot press, sander dan packing. Saat ini kegiatan produksi di PT Asia Forestama Raya masih menggunakan tenaga manusia, hal ini beresiko besar menyebabkan cidera yang dapat mempengaruhi kinerja dari operator. Keluhan muskuloskeletal disorder paling sering terjadi pada operator, hal ini disebabkan oleh postur kerja yang kurang baik, oleh karena itu dilakukan studi untuk menganalisa dan mengevaluasi postur kerja untuk meminimalkan cidera pada operator perlu dilakukan. Penelitian dilakukan dengan menggunakan metode Quick Exposure Check (QEC), perbaikan postur kerja dilakukan dengan memberikan alat bantu dalam kegiatan proses produksi, adapun tahapan perancangan yang dilakukan terdiri dari penyusuna konsep perancangan, pengumpulan data antropometri dan penentuan spesifikasi rancangan alat bantu. Hasil akhir penelitan ini yaitu rancangan alat bantu untuk elemen kerja memasukkan bahan, guna menurunkan level resiko cidera yang akan dialami operator. Alat bantu ini dibuat berdasarkan nilai exposure tertinggi yang terjadi pada elemen kerja memasukkan bahan dengan nilai 83,52%, sehingga perlu dilakukan tindakan perbaikan sekarang juga.
Kata kunci: Musculoskeletal Disorders, Postur Kerja, QEC
1. PENDAHULUAN
Fleksibilitas gerakan merupakan alasan mengapa digunakannya tenaga manusia dalam melakukan proses produksi, terutama untuk kegiatan penanganan material secara manual (Manual
Material Handling/MMH). Akan tetapi aktivitas MMH ini beresiko besar sebagai penyebab cidera
pada tulang belakang, karena kinerja dan hasil kerja yang baik sangat dipengaruhi oleh tingkat kenyamanan operator. Kenyamanan tersebut akan memacu performa kerja operator sehingga aktivitas kerja operator akan tercapai. Hal tersebut dapat dipengaruhi kondisi lingkungan dan alat kerja. Jika landasan kerja terlalu tinggi maka pekerja akan mengangkat bahu untuk menyesuaikan dengan ketinggian landasan kerja, sehingga menyebabkan sakit pada bahu dan leher. Sebaliknya bila landasan terlalu rendah maka tulang belakang akan membungkuk sehingga menyebabkan kenyerian pada bagian belakang (backache) (Tarwaka, Sudiajeng dan Bakri, 2004).
Postur kerja merupakan titik penentu dalam menganalisa keefektifan dalam suatu pekerjaan. Posisi postur kerja yang salah sering kali mengakibatkan ketidaknyamanan hingga berujung kepada cidera pada salah satu anggota tubuh pekerja, seperti postur kerja yang tidak alami misalnya disaat melakukan pekerjaan dengan berdiri secara terus menerus, berjongkok, membungkuk dan mengangkat. Hal ini dapat menimbulkan penyakit akibat kerja hingga kepada kecelakan yang mengakibatkan cacat ataupun kematian.
PT Asia Forestama Raya merupakan perusahaan manufaktur yang terletak di jalan terminal lama no 75 pekanbaru. Perusahaan ini adalah perusahaan yang memproduksi kayu lapis (plywood) secara umum aliran produksi terdiri dari rotary, dryer, glue spreader,cold press,hot press, sander dan packing. PT Asia Forestama Raya memproduksi berbagai jenis plywood mulai dari ukuran 2,7 x 1220 x 2440 hingga 11,5 x 1220 x 2440. Rata-rata hasil produksi yang dihasilkan yaitu berkisar antara 334.000 pcs atau sekitar 3.464 m³ dalam sehari yang nantinya akan di pasarkan dalam dan luar negri. Namun tidak semua kegiatan produksi dilakukan dengan menggunakan mesin, sebagian kegiatan dilakukan secara manual dengan cara mengangkat dan mendorong bahan kedalam
conveyor mesin dan setiap kegiatan dilakukan dalam kondisi berdiri selama ± 12 jam dalam satu harinya.
113
Berdasarkan penelitian terdahulu, keluhan pada sistem MSDs (Musculoskeletal Disorders) paling sering terjadi pada pekerja. Hal ini diakibatkan penggunaan postur kerja yang tidak baik (NIOSH,2012). Oleh karena itu studi untuk menganalisa dan mengevaluasi postur kerja untuk meminimalkan cidera otot pada tulang belakang pekerja perlu dilakukan, khususnya yang berhubungan dengan kekuatan dan ketahanan tubuh manusian dalam melakukan pekerjaan. Hal ini lazim terjadi pada pekerja yang melakukan gerakan yang sama dan dilakukan secara terus menerus. Pada survey awal yang dilakukan didapat bahwa adanya keluhan MSDs yang dirasakan oleh operator saat bekerja. Berawal dari permasalahan tersebut maka perlu dilakukan identifikasi dan evaluasi terhadap postur kerja yang tidak aman bagi tubuh manusia dan mengetahui pengaruh antar sikap dan postur kerja terhadap tempat kerja. Salah satu metode yang dapat digunakan untuk menganalisa kesalahan postur kerja yang terjadi ialah dengan metode QEC (The Quick Exposure
Check) yaitu metode yang digunakan untuk penilaian terhadap resiko kerja terkait dengan
gangguan otot MSDs.
Tujuan dari penelitian ini antara lain : mengidentifikasi keluhan MSDs (musculoskeletal
disorder) yang dialami operator, menentukan nilai serta mendapatkan score dan level resiko
postur kerja actual pada stasiun sander, dan merancang alat bantu yang ergonomis pada stasiun
sander. Semoga penelitian ini bermanfaat bagi mahasiswa sebagai sarana implementasi teori yang
telah didapat selama perkuliahan dan menerapkannya di dunia usaha/industri. Dan juga bagi perusahaan sebagai masukan dalam perbaikan postur kerja yang beresiko menyebabkan rasa nyeri ataupun cidera pada pekerja.
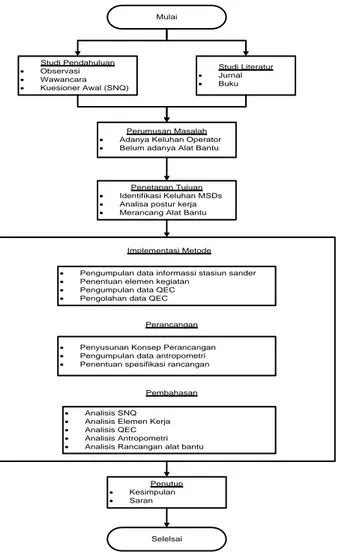
2. METODOLOGI Mulai Studi Pendahuluan · Observasi · Wawancara · Kuesioner Awal (SNQ) Studi Literatur · Jurnal · Buku Perumusan Masalah
· Adanya Keluhan Operator
· Belum adanya Alat Bantu
Penetapan Tujuan
· Identifikasi Keluhan MSDs
· Analisa postur kerja
· Merancang Alat Bantu
· Pengumpulan data informassi stasiun sander
· Penentuan elemen kegiatan
· Pengumpulan data QEC
· Pengolahan data QEC Implementasi Metode
Perancangan
· Penyusunan Konsep Perancangan
· Pengumpulan data antropometri
· Penentuan spesifikasi rancangan
Pembahasan
· Analisis SNQ
· Analisis Elemen Kerja
· Analisis QEC
· Analisis Antropometri
· Analisis Rancangan alat bantu
Penutup
· Kesimpulan
· Saran
Selelsai
114 3. HASIL DAN PEMBAHASAN
3.1 Identifikasi Awal
Identifikasi awal dilakukan selama bulan april – agustus 2016 dengan maksud untuk mengetahui permasalahan yang sedang di hadapi oleh sebuah sistem, identifikasi dilakukan dengan cara melakukan observasi secara langsung, wawancara dan pendokumentasian berupa gambar.
3.2 Data Kualitatif
Data kualitatif elemen kerja yang ada di stasiun sander di dapat dengan cara melakukan wawancara langsung dengan 2 operator sander, dari hasil wawancara di dapat bahwa kegiatan produksi menghasilkan rata-rata 1.500 pcs plywood perharinya. Adapun rincian kegiatan pada stasiun sander dapat dilihat pada tabel di bawah ini:
Tabel 1. Atribut kegiatan Manual Material Handling
No Atribut Manual Material Handling Kondisi
Awal Satuan
1 Jumlah operator pada stasiun sander 2 Orang
2 Beban angkat plywood per pcs 22 Kg/pcs
3 rata-rata memasukkan bahan dalam sehari 1500 Pcs/hari
4 rata-rata mendorong bahan dalam sehari 15 Lot
5 rata-rata menarik alas dalam sehari 15 Pcs
6 Beban alas bahan 35 Kg/pcs
Sumber: Dokumentasi Penelitian, 2017
3.2.1 Penentuan Elemen Kegiatan
Stasiun sander menjadi perioritas utama dalam perbaikan postur kerja, hal ini ditentukan dari hasil studi pendahuluan awal yaitu dengan menyebarkan kuesioner SNQ. Berdasarkan kuesioner SNQ didapat bahwa stasiun sander merupakan stasiun yang memiliki keluhan rasa sakit tertinggi dari enam stasiun lainnya, dengan total keluhan 57.
Gambar 1 Elemen kegiatan pada stasiun sander
a). Memasukkan bahan. b) menarik alas bahan. c ) mendorong bahan Sumber: Dokumentasi Penelitan, 2017
3.2.2 Pengumpulan Data Kuesioner QEC
Pengumpulan data yang dilakukan untuk mengetahui keluhan MSDs yang di alami operator sewaktu bekerja yaitu dengan menyebarkan kuesioner QEC, kuessioner QEC terdiri dari dua buah kuesioner yang berbeda yaitu kuesioner pengamat dan kuesioner operator. Kuesioner pengamat berguna untuk menilai postur kerja yang terbentuk sewaktu operator sedang bekerja, sedangkan kuesioner operator berfungsi untuk mengetahui keluhan rasa sakit seperti apa saja yang dialami operator sewaktu bekerja
115 Tabel 2. Rekapitulasi jawaban kuesioner pengamat
Stasiun Kerja Punggung Bahu/Lengan
Pergelangan Tangan Leher 1 2 1 2 1 2 Sander Memasukkan bahan A3 B5 C2 D3 E1 F3 G3 Menarik alas A2 B3 C1 D1 E2 F1 G2 Mendorong bahan A2 B3 C1 D1 E1 F1 G1
Sumber: Pengolahan Data, 2017
Tabel 3. Rekapitulasi jawaban Kuesioner operator
Stasiun Kerja Pertanyaan
H I J K L M N O
Sander
Memasukkan bahan H3 I3 J3 K2 L1 M3 N3 O2
Menarik alas H4 I1 J3 K2 L1 M1 N2 O2
Mendorong bahan H4 I1 J3 K1 L1 M1 N3 O2
Sumber: Pengolahan Data, 2017
3.2.3 Pengolahan Data Kuesioner QEC
Setiap jawaban kuesioner berdasarkan masing-masing elemen kerja selanjutnya akan dihitung nilai exposure score pada 4 bagian tubuh dari operator, yaitu bagian punggung, bahu/lengan, pergelangan tangan dan leher.
Seluruh dari elemen kerja yang telah dihitung kemudian direkap, untuk mengetahui nilai Exposure Score dan tindakan prioritas dalam dilakukannya perbaikan postur kerja guna mengurangi cidera otot sewaktu bekerja.
Tabel 4. Rekapitulasi Exposure Score
Anggota Tubuh Yang Diamati
Nilai Exposure Score Memasukkan
Bahan Menarik Alas Mendorong Bahan
OP 1 OP 2 OP 1 OP 2 OP 1 OP 2
Punggung 42 42 30 30 30 30
Bahu/Lengan 46 46 28 28 28 28
Pergelngan Tangan 42 36 26 20 22 16
Leher 20 20 10 10 4 4
Total Exposure Score 150 144 94 88 84 78
Rata-rata 147 91 81
Sumber: Pengolahan Data, 2017
Tabel 5. Action Level QEC
Sumber: Pengolahan Data, 2017
Elemen Kerja
X X
Max
Exposure
Level Tindakan
Memasukkan Bahan 147 176 83.52% Tindakan sekarang juga
Menarik Alas 91 176 51.70% Tindakan dalam waktu dekat
116 3.3 Tahap Perancangan
Pada tahap ini, perancangan dilakukan untuk memperbaiki postur kerja dan mengurangi beban kerja yang dialami oleh operator sewaktu bekerja. Perhitungan persentil dilakukan untuk menentukan ukuran desain alat bantu pada elemen kerja memasukkan bahan yang ada pada stasiun sander.
3.3.1 Penyusunan Konsep Perancangan
Penyusunan konsep perancangan dilakukan berdasarkan keluhan yang dirasakan operator dan data antropometri dari operator itu sendiri. Keluhan yang dirasakan operator di dapat dengan wawancara secara langsung. Data antropometri yang digunakan merupakan data antropometri Indonesia, hal ini dilakukan untuk menghindari ketidaksesuain alat bantu yang telah dirancang apabila adanya pertukaran operator.
1. Kebutuhan Perancangan
Data yang didapat yaitu berasal dari keluhan dan kebutuhan operator dalam kenyamanan sewaktu bekerja dan hal tersebut diperkuat oleh hasil wawancara secara langsung terkait rasa nyeri maupun cidera yang dialami operator. Berikut adalah hubungan sebab akibat cidera yang dialami operator:
Tabel 6. Hubungan sebab akibat cidera
No Keluhan Penyebab
1 Rasa sakit pada pinggang, punggung dan leher saat memasukkan bahan
Posisi tubuh yang terlalu membungkuk dan leher yang tidak simetris dengan tubuh yang disebabkan oleh memasukkan bahan
2 Nyeri pada pergelangan tangan dan telapak tangan
Posisi pergelangan tangan yang tidak simetris dengan tubuh yang disebabkan oleh mendorong bahan ke dalam mesin
3 Pekerjaan memasukan bahan tidak dapat dilakukan seorang diri
Karena beban dari bahan berkisar antara 20- 25 kg
Sumber: Pengolahan Data, 2017
2. Spesifikasi Kinerja
Tahap ini bertujuan untuk membuat spesifikasi alat bantu yang akurat berdasarkan keluhan dan keinginan dari operator.
Tabel 7. Spesifikasi Perancangan
No Kriteria Spesifikasi
1 Sesuai dengan Antropometri indonesia · Panjang bahu-genggaman tangan
· Lebar tangan
2 Ringan dan nyaman saat digunakan Terbuat dari jenis polymer (Teflon) 3 Memudahkan pekerjaan sewaktu
memasukan bahan
Dapat di adjust sesuai dengan antropometri operator
4 Mempercepat proses memasukan bahan Penambahan roda pada alat bantu
Sumber: Pengolahan Data, 2017
3.3.2 Pengumpulan Data Antropometri
Berdasarkan spesifikasi perancangan pada penyusunan konsep sebelumnya maka data antropometri yang digunakan yaitu data antropometri Indonesia, hal ini dilakukan untuk dapat menghindari ketidaksesuain alat bantu yang dirancang, apabila terjadi pertukaran operator nantinya. berikut adalah data antropometri indonesia berdasarkan spesifikasi tubuh yang telah ditentukan:
117 Tabel 8. Data Antropometri
Keterangan 5Th 50Th 95Th
Panjang rentang Tangan kedepan 66.66 68.31 69.95
Lebar Tangan 11.09 12.74 14.38
Sumber: Studi Literatur, 2017
3.3.3 Penentuan Spesifikasi Rancangan
Tahapan ini berfungsi sebagai langkah untuk memilih bahan dan membuat alat bantu sesuai dengan spesifikasi yang telah ditentukan, tahapan ini terdiri dari 3 tahapan untuk dapat menyelesaikan alat bantu yang ingin dirancang.
1. Perhitungan Dimensi
Perhitungan dimensi dilakukan untuk menetapkan ukuran alat bantu yang akan dibuat sesuai dengan perhitungan persentil yang telah dilakukan sebelumnya. Perhitungan dimensi sendiri terdiri dari:
a) Perhitungan dimensi panjang alat bantu
Data antropometri yang digunakan untuk menentukan panjang dari alat bantu yang akan dirancang adalah data antropometri panjang bahu-genggaman tangan kedepan dengan menggunakan persentil ke-50, panjang alat bantu yang akan dirancang juga dapat di adjust sesuai dengan kebutuhan dan dapat memenuhi kebutuhan dari setiap jangkauan dari operator nantinya.
b) Perhitungan dimensi lebar pegangan alat bantu
Dimensi lebar yang digunakan untuk merancang alat bantu yang akan dirancang yaitu dengan menggunakan data antropometri lebar tangan dengan menggunakan persentil 95, penggunaan persentil 95 ditujukan untuk kenyamanan penggunaan operator yang memilki lebar tangan yang lebih besar
2. Penentuan Komponen
Penentuan komponen alat bantu yang akan dirancang disesuaikan dengan data keluhan dan keinginan dari operator, yaitu alat bantu yang nyaman saat digunakan dan tidak memiliki beban yang terlalu berat agar memudahkan dalam pengguanaanya. Setelah dilakukan studi literature terkait bahan yan akan digunakan maka ditentukan bahan berjenis polimer (Teflon), bahan ini dipilih karena memiliki massa jenis 2,2 gr/cm³ yang lebih ringan dari besi yang memiliki massa jenis 7,87 gr/cm³. selain itu teflon juga memiliki sifat yang dibutuhkan seperti:
a) Kekuatan (strength) dan ketangguhan terhadap gesekan. b) Memilki resistivitas yang tinggi terhadap arus listrik.
c) Kekerasan (thougness).
Pada alat bantu ini juga dberikan tambahan roda pada kedua sisi alat bantu, yang berguna untuk memudahkan mobilitas dari alat bantu yang akan dipergunakan untuk memasukkan bahan. Untuk memberikan rasa nyaman saat digunakan, pada alat bantu ini juga diberikan pegangan berjenis karet.
3. Pembuatan Rancangan
Rancangan alat bantu dibuat berdasarkan spesifikasi dari perancangan dimensi dan komponen yang telah ditentukan sebelumnnya, perancangan ini merupakan tahap akhir dari implementasi dari semua studi yang telah dilakukan sebelumnya. Berikut adalah spesifikasi dimensi alat bantu yang akan dbuat:
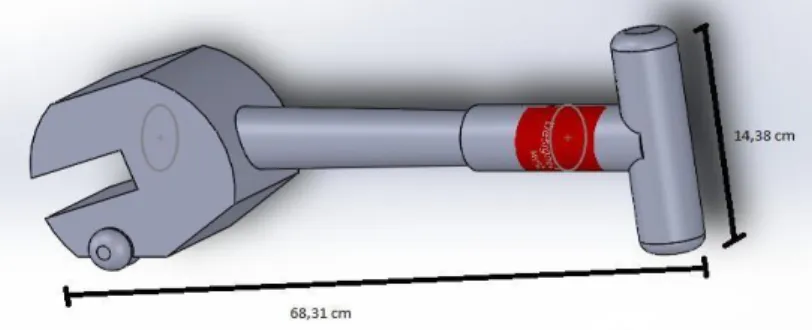
Tabel 9. Spesifikasi alat bantu
No Bagian Ukuran Bahan
1 Panjang alat bantu 68,31 cm Teflon
2 Lebar pegangan alat bantu 14,38 cm Karet sintetis
3 Roda-roda 6200 zz Bearing/klahar
118
Dari spesifikasi alat bantu yang telah ditentukan, maka selanjutnya dapat dibuat alat berupa design yang untuk dapat mengatasi keluhan yang terjadi pada stasiun sander. Berikut merupakan design alat yang akan dibuat:
Gambar 2 Desain ABRASI (Alat Bantu Pereda Rasa Nyeri) Sumber : Dokumentasi Penelitian, 2017
Alat bantu diatas dirancang dengan mengunakan bahan Teflon agar lebih mudah dalam penggunaanya karena memiliki bobot yang tidak terlalu berat, alat bantu ini juga dapat di adjust dan memiliki roda untuk memudahkan mobilitas dari alat bantu ini.
3.4 PEMBAHASAN 3.4.1 Analisis SNQ
Analisis SNQ ini dilakukan untuk mengetahui pada stasiun manakah cidera ataupun rasa sakit yang dialami operator sewaktu bekerja, dengan menyebarkan kuesioner ini dapat diketahui berapa besar rasa sakit yang alami operator sehingga dapat dilakukan analisa lebuh lanjut guna mengatasi permasalahan ini.
Dari hasil penyebaran kuesioner SNQ yang telah dilakukan maka didapat hasil berupa keluhan pada beberapa bagian tubuh operator. Keluhan rasa sakit terbesar diraskan pada stasiun sander dengan total skor 57, hal ini dikarenakan oleh pekerjaan yang masih dilakukan secara manual, jika hal ini dipertahankan maka akan dapat menimbulkan rasa sakit hingga kepada cidera pada bagian tubuh operator.
3.4.2 Analisis Elemen Kerja
Berawal dari keluhan data kuesioner SNQ maka dilakukan analisis lanjutan untuk mengetahui keluhan MSDs yang dialami operator, analisa yang dilakukan dengan melakukan wawancara, observasi dan pendokumentasian kegiatan produksi. Dari hasil analisa didapat 3 elemen kerja yang menjadi perioritas utama untuk diperbaki, 3 elemen kerja yang akan diamati yaitu kegiatan memasukkan bahan, menarik alas dan mendorong bahan.
3.4.3 Analisis QEC
Analisis lanjutan dengan mengunakan metode QEC berfungsi untuk mengetahui pada bagian tubuh yang mana operator mengalami keluhan rasa sakit terbesar dan setelah dilakukan penelitian kepada 3 elemen kegiatan yang ada pada stasiun sander dapat diketahui bahwa elemen kerja memasukan bahan memiliki nilai exposure level tertinggi, dengan nilai 83,52% kemudian elemen kerja menarik alas dengan nilai 51,70% dan terakhir elemen kerja mendorong bahan dengan nilai exposure level 46,02%. Elemen kerja memasukkan bahan menjadi prioritsa utama untuk diperbaiki karena memiliki nilai exposure level tertinggi.
3.4.4 Analisis Antropometri
Alat bantu yang dirancang sesuai dengan data antropometri Indonesia , hal ini dilakukan untuk dapat mengatasi kesesuaian pengunaan alat bantu apabila terjadi pertukaran operator. Data yang digunakan untuk merancang alat bantu ini yaitu dengan mengunakan data antropometri panjang rentang tangan kedepan dengan mengunakan persentil 50 yaitu 68,31 cm dan data antropometri lebar tangan dengan mengunakan persentil 95 yaitu 14,38 cm. Alat bantu ini juga dirancang dengan bahan dasar teflon dan diberikan penambahan roda pada alat bantu untuk mempermudah mobilitas alat bantu itu sendiri.
119 3.4.5 Analisis Rancangan Alat Bantu
Alat bantu yang dirancang telah dapat menjawab keluhan dari operator, terkait dengan rasa sakit dan cidera yang dirasakan operator sewaktu bekerja. Postur kerja yang terlalu membungkuk disaat memasukkan bahan mengakibatkan rasa nyeri pada bagian punggung dan leher, oleh karena itu dengan adanya alat bantu ini pekerjaan dapat dilakukan tanpa membungkuk dan leher menengadah keatas.
4. KESIMPULAN
1. Berdasarkan pengolahan data, keluhan MSDs terbesar terjadi pada stasiun sander dengan elemen kerja memasukkan bahan, menarik alas dan mendorong bahan ke atas ex-lift. Hal ini terjadi dikarenakan oleh salahnya postur kerja karena belum adanya alat bantu yang digunakan.
2. Dari hasil pengolahan data dengan menggunakan kuesioner QEC didapat bahwa elemen kerja memasukkan bahan memiliki nilai exposure dengan besar 83,52% dan perlu tindakan sekarang juga, elemen kerja menarik alas dengan nilai exposure 51,70% dan terakhir elemen kerja mendorong bahan ke atas ex-lift dengan nilai exposure 46,02%. 3. Rancangan alat bantu memasukkan bahan (ABRASI) dengan dimensi panjang 68,31 cm
dengan menggunakan bahan polymer (teflon) dan lebar pegangan 14,38 cm dengan bahan karet sintetis dan penambahan roda-roda untuk memudahkan mobilitas ABRASI.
DAFTAR PUSTAKA
DHHS NIOSH Publication. MSDs and Workplace Factors: a Critical Review of Epidemiologic
Evidence for Work-related MSDs of the Neck. 1997
Humantech Inc. 1995. Humantech Applied Ergonomics Training Manual : prepared for procter
& Gamble Inc.,2nd edition. Berkeley valey, Australia. Levy, Washington State. Ergonomics Rule/Guideline. 2006
Li, Guangyan and Buckle, Peter. A Practical Method For The Assessment Of WorkRelated
Musculoskeletal Risks - Quick Exposure Check (QEC). Proceedings of The Human Factors
And Ergonomics Society 42nd Annual Meeting, 1998.
Suhardi, Analisis Postur Kerja Manual Material handling Menggunakan Metode OWAS.2008 Suma’mur PK. 1998, Higiene Perusahaan dan Kesehatan Kerja. Jakarta: CV.Haji Mas Agung.
Susihono, w. 2012 Perbaikan Postur Kerja dengan Pendekatan Metode RULA dan NIOSH di Bagian Produksi Mixer. Jurnal teknik industri. Universitas Sultan Ageng Tirtayasa.
Sutalaksana, I. Z. (1979), Teknik dan Tata Cara Kerja, Departemen Teknik Industri-ITB. Bandung.
Tarwaka, dkk. (2004). Ergonomi Untuk Keselamatan, Kesehatan Kerja Dan Produktivitas.UNIBA PRESS. Cetakan pertama. Surakarta.
Wignjoesoebroto, Sritomo; 2008. Studi Gerak dan Waktu, Edisi pertama, PT. Guna Widya, Jakarta.
Zayyinul hayati zen, perancangan alat material handling dengan menggunakan pendekatan biomekanika dan postur kerja pada bagian pengepakan pupuk. SNTT 2, pekanbaru. 2014.