9
LANDASAN TEORI
2.1 Pengertian Kualitas
Kata ”kualitas” sering kita dengar sebagai pernyataan seberapa “baik” suatu produk atau suatu pelayanan. Pada beberapa perusahaan manufaktur seperti PT. PUTRABANGUN RUBBERINDO, kualitas dapat diindikasikan sebagai suatu produk yang memenuhi beberapa karakteristik fisik yang telah ditentukan.
Menurut kamus webster, kualitas dikatakan sebagai sesuatu hal yang membuat sesuatu hal sebagai hal tersebut; elemen karakteristik; suatu dasar; derajat keunggulan sesuatu hal; atau keunggulan.
ANSI/ASQ (American Society of Quality) mencatat definisi kualitas sebagai suatu totalitas dari fitur dan karakteristik dari suatu produk atau servis yang bergantung pada kemampuannya untuk memenuhi kebutuhan yang ada.
David Garvin, seorang ahli di bidang kualitas membedakan kualitas menjadi lima definisi sebagai berikut:
a. Definisi transcendent (kualitas relatif)
Kualitas adalah sesuatu yang secara umum telah diakui. Berhubungan dengan perbandingan fitur dan karakteristik produk.
b. Definisi berbasiskan produk
Kualitas adalah ketepatan dan keterukuran variabel. Perbedaan dalam kualitas mencerminkan perbedaan kuantitas beberapa atribut produk. c. Definisi berbasiskan pengguna
Kesesuaian terhadap kegunaan yang diinginkan oleh pengguna. d. Definisi berbasiskan produsen
Kesesuaian terhadap spesifikasi yang diinginkan oleh produsen. Misalnya kandungan bahan baku yang digunakan, lama penggunaan mesin, dan lain-lain.
e. Definisi berbasiskan nilai
Definisi kualitas dikaitkan dengan biaya dan harga. Suatu produk dikatakan berkualitas jika produk tersebut menyediakan kinerja tertentu pada tingkat harga yang dapat diterima atau sesuai dengan biaya yang dikeluarkan.
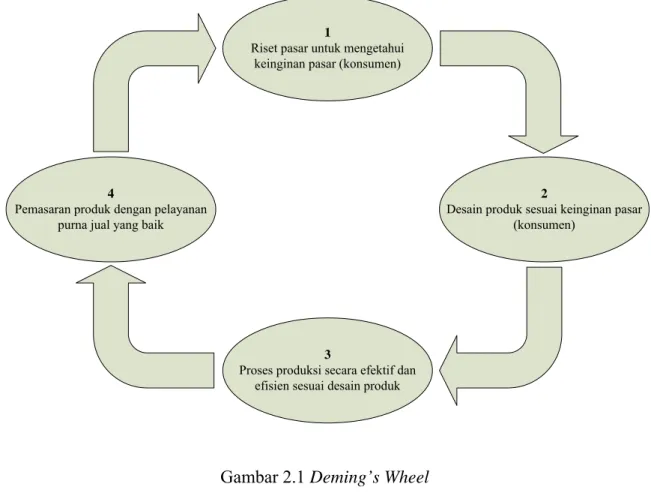
Menurut Vincent Gaspersz (1997,p1-2), definisi kualitas dalam konteks pembahasan tentang statistik pengendali proses dikatakan sebagai konsistensi peningkatan atau perbaikan dan penurunan variasi karakteristik dari suatu produk yang dihasilkan, agar memenuhi kebutuhan yang telah dispesifikasikan, guna meningkatkan kepuasan pelanggan internal maupun eksternal. Dengan demikian kualitas dalam konteks statistik pengendali proses adalah bagaimana baiknya suatu output (barang atau jasa) itu memenuhi spesifikasi dan toleransi yang ditetapkan oleh bagian desain dari suatu perusahaan. Spesifikasi dan toleransi yang diterapkan oleh bagian desain produk yang disebut sebagai kualitas desain (quality of design) harus berorientasi kepada kebutuhan atau keinginan konsumen atau orientasi pasar. Hal ini dimaksudkan agar sesuai dengan konsep proses industri modern yang diciptakan oleh Dr. William Edwards Deming, seorang guru manajemen kualitas dari Amerika Serikat, yaitu Roda Deming (Deming’s Wheel). Konsep Roda Deming (Deming’s Wheel) terdiri dari empat
komponen yang terus berputar, yaitu: 1) Riset pasar; 2) Desain produk; 3) Proses produksi; 4) Proses pemasaran.
1
Riset pasar untuk mengetahui keinginan pasar (konsumen)
2
Desain produk sesuai keinginan pasar (konsumen)
3
Proses produksi secara efektif dan efisien sesuai desain produk
4
Pemasaran produk dengan pelayanan purna jual yang baik
Gambar 2.1 Deming’s Wheel
Namun dari berbagai definisi di atas, menyatakan secara sederhana bahwa kualitas adalah memenuhi kebutuhan dan standar dari pelanggan. Kemampuan untuk memenuhi kebutuhan dan standar pelanggan amat vital, kemampuan suatu perusahaan untuk kompetitif dalam kualitas tidak hanya bertujuan untuk meningkatkan profit dari perusahaan, tetapi juga krusial untuk kelanjutan masa depan dari perusahaan tersebut pada bisnis yang ditekuni.
2.2 Pengertian Proses
Proses adalah suatu transformasi dari sekumpulan input yang dapat berupa material, aksi, metoda ataupun operasi-operasi untuk menghasilkan output yang diinginkan. Setiap proses akan dianalisa dengan memeriksa input dan output suatu proses, hal ini akan membantu dalam meningkatkan kualitas. Output dari suatu proses akan dikirim pada pelanggan, dalam hal ini sangat jelas bahwa untuk bisa mengirimkan suatu produk yang memenuhi kebutuhan pelanggan amat diperlukan untuk bisa mendefinisikan, memonitor dan mengontrol suatu proses input dengan baik. Sebuah proses dalam kaitannya dengan kualitas adalah suatu upaya perbaikan terus-menerus (continuous improvement) dan tiada habisnya. Proses produksi berada pada tahap ketiga pada Roda Deming, yang berarti suatu proses produksi akan terus dievaluasi dan dikembangan bersamaan dengan sederetan tahapan Roda Deming lainnya untuk menjaga dan meningkatkan kualitas suatu produk.
2.3 Pengertian Pengendalian
Pengendalian (control) adalah memonitor semua proses produksi dan mengusahakan agar output dari suatu proses berada di dalam kontrol atau berada pada kondisi tertentu dalam kaitannya sebagai produk yang berkualitas. Hal ini mengacu pada performa dari suatu proses dan timbal balik yang dibutuhkan untuk melakukan aksi koreksi jika ada output dari proses yang “tidak biasanya” atau di luar kontrol. Di dalam kontrol atau proses berjalan secara normal (tidak ada keragaman secara signifikan) berarti output dari proses dapat diprediksikan, hal ini berarti kualitas dari output suatu proses dapat diprediksikan. Sebaliknya, apabila output berada di luar kontrol, maka dapat dikatakan output dari suatu proses tidak dapat diterka. Oleh sebab itu, ada kontrol
ini harus menyakinkan bahwa proses memperoleh input yang benar dan sesuai, jika tidak maka perlu diambil suatu tindakan penyesuaian.
2.4 Statistik Pengendalian Proses (SPP)
Statistik Pengendalian Proses (SPP) atau Statistic process control (SPC) adalah suatu terminologi yang mulai digunakan sejak tahun 1970-an untuk menjabarkan penggunaan teknik-teknik statistika (statistical techniques) dalam memantau dan meningkatkan performansi proses menghasilkan produk berkualitas. Pada tahun 1950-an hingga tahun 1960-an digunakan terminologi statistic quality control (SQC) yang memiliki pengertian yang sama dengan SPP.
Konsep dasar dari statistik pengendalian proses adalah untuk memperbandingkan “apa yang dimaksud dengan proses normal” yang berdasarkan pada kumpulan data dari periode operasi normal, dengan “apa yang terjadi sekarang ini” yang berdasarkan pada sampel data dari operasi yang sedang berlangsung.
Data yang dikumpulkan dari operasi pada kondisi normal digunakan untuk menyusun peta kontrol (control chart) dan batasan kontrol (control limit). Control chart dan control limit itu sendiri disusun berdasarkan teori statistik yang relevan atau berkaitan dengan data yang dimasukkan. Control limit dirancang sedemikian sehingga jika operasi yang sedang berlangsung tidak terlalu berbeda dengan operasi normal, maka statistik yang dihitung dari data yang sedang berlangsung berada didalam control limit. Sebaliknya, jika operasi yang sedang berlangsung menunjukkan perbedaan yang mencolok dengan operasi normal, maka statistik yang dihitung dari data yang sedang
berlangsung akan berada diluar control limit. Kondisi seperti ini dikatakan sebagai kondisi diluar kontrol (out of control condition).
Dalam teori statistic process control, kondisi diluar kontrol biasanya disebabkan oleh sebab-sebab yang telah diketahui dengan tidak diketahui pasti (random cause) seperti emosi pekerja pabrik, atau bisa juga dikarenakan oleh sebab khusus (special
cause) seperti misalnya perubahan bahan baku yang dilakukan secara mendadak,
degradasi atau penyalahgunaan mesin, penggantian operator mesin, perubahan musim dan lain-lain. Jika kondisi diluar kendali ini terjadi, maka biasanya proses produksi akan dihentikan untuk mencegah adanya produk yang tidak sesuai dengan kualitas yang seharusnya, lalu pihak terkait akan melakukan penyelidikan untuk mencari tahu apa penyebab kondisi ini bisa terjadi lalu dan menghilangkan penyebab itu. Sehingga dengan demikian maka kualitas produk yang dihasilkan akan terjaga.
2.4.1 Statistik Pengendalian Proses Multivariat
Statistik Pengendalian Proses (SPP) berdasarkan jumlah variabelnya dibedakan menjadi dua macam, yaitu univariate statistical process control (statistik pengendali proses univariat), dimana hanya ada satu variabel yang berpengaruh terhadap proses; dan multivariate statistical process control (statistik pengendali proses multivariat) yang melibatkan lebih dari satu variabel yang memiliki pengaruh terhadap proses.
Perbedaan jumlah variabel tentu memiliki pengaruh terhadap perhitungan statistik yang harus dijalankan, dimana SPP univariat lebih mudah dilakukan karena hanya melibatkan satu variabel, tetapi pada kenyataannya, pada dunia industri jumlah variabel yang berpengaruh terhadap suatu proses produksi terdapat lebih dari satu variabel. Karena itulah, SPP multivariat lebih banyak digunakan.
2.4.2 Statistik Pengendalian Proses (SPP) sebagai Model Pencegahan
Salah satu masalah utama pada perusahaan manufaktur sekarang ini adalah masih ada perusahaan manufaktur menggunakan model quality control yang masih sederhana dengan menemukan produk yang cacat setelah semua proses produksi selesai. Hal ini disebut juga sebagai detection model atau model deteksi. Sayangnya, walau sistem ini tetap dapat memonitor kualitas produk dengan baik, namun sistem ini tidak efisien dan memiliki biaya operasional yang cukup tinggi.
Model deteksi bergantung pada sekumpulan pemeriksa yang menguji produk pada hasil akhir dari keseluruhan proses produksi untuk menangkap apakah ada produk yang cacat (defect) atau tidak. Metode pengendali kualitas seperti ini tidak efisien, tidak ekonomis dan tidak dapat diandalkan. Hal ini tidak dapat disangkal, mengingat banyaknya jumlah uang, waktu, dan material produksi yang dapat dihabiskan untuk memonitor dan mengevaluasi suatu produk yang cacat atau yang tidak memenuhi standar kualitas.
Model deteksi dikatakan tidak ekonomis dan tidak efisien karena untuk mengetahui apakah suatu produk dapat dikategorikan cacat atau tidak penguji perlu menunggu semua proses produksi selesai dan menghasilkan suatu produk. Hal ini akan menyebabkan peningkatan biaya operasional dan waktu yang terbuang sia-sia apabila ada produk yang cacat, karena produk tersebut mungkin saja sudah cacat pada proses awal, sehingga pada proses kedua hingga proses akhir dapat dikatakan suatu proses yang sia-sia dan menghambur-hamburkan waktu serta material produksi. Proses yang sia-sia ini akan menambah biaya operasional yang tidak perlu dan dapat membuat waktu pengiriman (delivery) menjadi terlambat. Oleh karena itu, model deteksi ini tidak dapat diandalkan.
Untuk mengatasi permasalahan tersebut, perusahaan manufaktur dapat menggunakan Statistik Pengendalian Proses (SPP) karena SPP lebih mengarah ke
prevention model atau model pencegahan, yang dapat menggantikan model deteksi.
Statistik digunakan untuk memonitor, mengevaluasi dan meningkatkan tiap-tiap proses produksi secara sistematis, sehingga produksi dari material yang dibawah standar kualitas akan dicegah sedini mungkin.
Pada dasarnya, model pencegahan dengan SPP akan mengurangi atau bahkan meniadakan pemborosan yang harus disebabkan oleh model deteksi. Jika cacat pada produk sudah ditemukan pada awal proses produksi, maka tindakan dapat segera diambil untuk memperbaiki proses sehingga cacat produk dapat diperbaiki pada proses berikutnya. Model ini memantau proses sehingga penyesuaian yang dibutuhkan dapat segera dilakukan sebelum produk tersebut menjadi produk yang cacat atau sebelum kualitas produk tersebut menurun lebih jauh lagi.
Statistik pengendali proses (SPP) telah menjadi inti dari peningkatan kualitas dan juga pemeliharaan kualitas. Proses analisis mengarah kepada tindakan yang sesuai untuk meraih dan memelihara suatu kondisi kontrol statistik dan untuk mengurangi keragaman pada proses. Seperti yang telah dibahas sebelumnya, bahwa tantangan terbesar dalam meraih kualitas yang baik adalah bagaimana menekan tingkat keragaman pada titik yang serendah mungkin. Konsep utama SPP adalah mencegah dengan cara mendeteksi adanya masalah sejak awal. Untuk setiap aplikasi statistik, seperti peta kontrol (control chart) atau histogram, ada suatu bentuk atau pola yang diharapkan, dan saat bentuk atau pola sebenarnya ternyata berbeda dengan yang diharapkan, maka dapat disimpulkan bahwa ada suatu masalah dalam proses tersebut. Masalah yang paling potensial harus diselidiki dan diselesaikan. Jadi, SPP itu sendiri tidak akan meningkatkan kualitas, hanya tindakan
yang paling tepat yang dapat menanggapi hasil analisis statistik SPP yang dapat meningkatkan dan/atau memelihara kualitas.
2.4.3 Manfaat dari Statistik Pengendalian Proses (SPP)
Dalam implementasinya pada proses produksi, Statistik Pengendalian Proses (SPP) memiliki beberapa manfaat utama, yaitu:
• Mempertahankan konsistensi suatu produk dan layanan yang akan memenuhi spesifikasi produksi, standar dan kebutuhan pembeli. Mengurangi keragaman output produksi dan membawa output produksi ke suatu tingkatan yang sesuai dengan spesifikasi sehingga output proses akan memenuhi desain kualitas yang diharapkan. Konsistensi mengarah kepada proses yang dapat diprediksi, yang dapat menguntungkan perusahaan dengan membantu manajemen untuk memenuhi target kualitas dan kuantitas.
• Meminimalisasi biaya produksi. Hal ini bisa terwujud karena Statistik Pengendalian Proses (SPP) pada implementasinya memonitor kualitas produk dari semua proses, dari proses awal hingga akhir, bukan hanya dari hasil akhir dari produksi, sehingga biaya-biaya produksi yang disebabkan karena produk yang cacat karena proses yang tidak termonitor dapat ditekan serendah mungkin dan menghasilkan suatu produk yang sudah terjamin kualitasnya dari satu proses ke proses lainnya.
• Memudahkan pihak manajemen dan operator Quality Control (QC) untuk mengambil keputusan dalam kaitannya dengan menjaga dan peningkatan
kualitas suatu produk karena proses produksi yang termonitor dengan baik oleh SPP.
Implementasi SPP ini dapat lebih baik lagi apabila pihak manajemen dan operator Quality Control (QC) memiliki alat bantu (tools) yang baik seperti SPP yang sudah terkomputerisasi. Dengan alat bantu ini akan semakin mempermudah, mempercepat dan mengefisienkan pekerjaan pihak manajemen dan operator Quality
Control (QC) karena dengan alat bantu ini semua perhitungan sudah terkomputerisasi
dan dapat memberikan informasi yang mudah dicerna dalam bentuk grafik, sehingga dapat memberikan waktu lebih pada pihak manajemen dan operator Quality Control (QC) untuk memikirkan strategi-strategi atau keputusan-keputusan terutama dalam hal evaluasi dan peningkatan proses produksi.
2.4.4 Control Charts sebagai bagian dari Statistik Pengendalian Proses (SPP)
Pada prakteknya SPP bisa dilakukan dengan 7 metode, yaitu dengan menggunakan histogram, cause and effects diagram, check sheets, pareto diagram,
defect concentration diagrams, scatter diagram, dan control charts. Pada kali ini yang
akan kita bahas adalah control charts.
Control chart adalah suatu grafik yang digunakan untuk mengamati kualitas
secara rutin. Berdasarkan jumlah variabel yang diteliti dan dikontrol, control chart terbagi menjadi dua macam, yaitu univariate control chart dimana variabel yang diteliti dan dikontrol hanya satu saja; dan multivariate control chart untuk variabel yang diteliti lebih dari satu.
Tetapi karena pada prakteknya ada banyak variabel yang mempengaruhi kualitas proses maka multivariate control chart lebih banyak digunakan. Pada awalnya
multivariate control chart sulit diaplikasikan karena melibatkan
perhitungan-perhitungan yang rumit dan juga menggunakan matriks yang biasanya sulit dimengerti. Tetapi dengan adanya perkembangan teknologi komputasi, maka multivariate control
chart dapat dilakukan dengan mudah dan dapat membantu pihak perusahaan untuk
mengendalikan proses untuk menghasilkan produk yang memiliki kualitas yang terjaga. Salah satu bentuk dari multivariate control chart dan yang penulis pakai dalam penulisan skripsi ini adalah T2
Shewhart Chart.
2.4.4.1 Penggunaan Control Chart
Pada dasarnya semua setiap proses produksi pasti memiliki keragaman, namun pihak manajemen maupun operator Quality Control (QC) harus mampu memonitor dan mengendalikan proses dengan cara meminimalkan keragaman yang terjadi pada tiap-tiap proses produksi. Control Chart (peta kontrol) dapat merupakan alat bantu yang ampuh dalam memonitor dan mengendalikan proses, apabila penggunaannya dipahami secara benar. Pada dasarnya peta kontrol digunakan untuk:
a. Menentukan apakah suatu proses berada dalam kendali (control) secara statistika. Dengan demikian peta-peta kontrol digunakan mengetahui apakah suatu keadaan terkendali secara statistika atau tidak, dimana apabila semua nilai rata-rata dan range atau kisaran dari sub-sub kelompok (subgroup) contoh (sample) berada dalam limit-limit kendali (control limit) maka kondisi ini dapat dikatakan tidak ada keragaman secara signifikan.
b. Memantau proses terus menerus sepanjang waktu agar proses produksi tetap stabil secara statistika dan hanya mengandung keragaman yang terjadi karena
c. Menentukan kemampuan proses (process capability). Setelah proses berada dalam kendali statistika, batas-batas dari keragaman proses dapat ditentukan.
2.4.4.2 T2 Shewhart Chart
Pada tahun 1924, Walter. A. Shewhart di Bell Telephone Laboratories menciptakan suatu grafik kontrol statistika. Untuk mengontrol variabel-variabel penting pada proses produksi. Grafik ini diperkirakan cikal bakal dari permulaan statistik proses kontrol. Ini adalah salah satu metode pertama quality assurance yang diperkenalkan pada industri modern yang ada saat ini. Grafik kontrol ini dirancang berdasarkan teori statistik yang relevan. Grafik kontrol ini dirancang agar output dari proses operasional saat ini tidak banyak berbeda dengan output dari proses operasional normal. Statistik ini menghitung apakah output dari proses operasional saat ini berada didalam limit kontrol atau tidak. Apabila output dari operasional saat ini berbeda jauh dengan pada saat operasional normal, maka hasil tersebut dikatakan “out-of-control” atau keluar dari limit kontrol. Pada teori statistik proses kontrol, hal ini dapat disebabkan oleh sebab khusus (special causes) maupun tidak khusus (random causes). Sebab-sebab khusus dapat berupa pergantian musim yang menyebabkan perlunya penyesuaian mesin karena pengaruh suhu. Apabila terjadi sebab khusus biasanya proses produksi dihentikan dan melakukan suatu investegasi untuk menyelidiki apa yang menyebabkan hal tersebut terjadi dan melakukan penyesuaian proses. Sedangkan sebab tak khusus, hal ini bisa berupa operator yang kelelahan, atau hal hal yang bisa dikatakan tidak sengaja dan tidak perlu penyesuaian proses. Apabila hal ini terjadi maka cukup mencari penyebab dan menekankan agar proses produksi berjalan dengan teliti.
Gambar 2.4.4.2 T2 Shewhart Chart
2.5 T2 Hotelling
Kita tidak bisa memungkiri bahwa kebanyakan data yang kita temui biasanya merupakan data multivariat. Hotelling pada tahun 1947 memperkenalkan suatu statistik yang secara unik menggambarkan observasi multivariat. Statistik ini kemudian dinamakan sebagai T2
Hotelling. T2 Hotelling merupakan suatu skalar yang
mengkombinasikan informasi dari dispersi dan mean dari beberapa variabel, dapat pula dikatakan sebagai counterpart dari statistik t-Student. Karena komputasi T2
Hotelling
cukup sulit dan memerlukan pengetahuan di bidang aljabar matriks, maka penerimaan peta kontrol multivariat oleh dunia industri pada waktu itu masih lambat. Tetapi dimasa sekarang ini, dengan adanya komputer modern, maka perhitungan yang sulit dapat dipermudah dan peta kontrol multivariat sudah mulai diperhatikan oleh dunia industri.
Secara umum, untuk menghitung nilai T2, kita menggunakan rumus sebagai berikut:
[
−μ)] [
′ −μ)]
= − k k k x S x T2 1 Dimana: k x = Nilai observasiμˆ = Estimasi nilai mean atau rata-rata dari observasi
1 −
S = Nilai invers dari matriks varians-kovarians
Dengan mengasumsikan normalitas multivariat, maka kita bisa mendapatkan sebaran probabilitas dari T2
Hotelling sebagai berikut:
(
xk)
S(
xk)
{
p(
n)(
n) (
n n p)
}
F(pn p)T2 = −μˆ ′ −1 −μˆ ~ +1 −1 / − , −
(pn p)
F , − mewakili distribusi F dengan derajat kebebasan p untuk numerator yang
didapat dari jumlah perlakuan dan n-p untuk denominator, dimana n adalah banyak sampel yang digunakan.
2.5.1 T2 Hotelling Untuk Pengamatan Subgrup (Subgroup Averages) Pada aplikasi nyata dari T2
Hotelling pada multivariate process control, adalah
jika data multivariate diambil dalam bentuk subgrup dan menggunakan dua fase perhitungan. Pada fase 1, kita mengumpulkan informasi dari sejumlah subgrup yang didapat dari hasil produksi yang berjalan pada saat operasional normal dan menghitung limit kontrol berdasarkan data yang telah kita ambil. Pada fase 1 ini, kita memeriksa data dari setiap subgrup. Apabila subgrup tersebut keluar dari kontrol limit, kita harus menghapus data subgrup tersebut dan menghitung ulang kembali. Pada akhirnya kita
dapat menghimpun sekumpulan data subgrup yang berada di dalam kontrol limit dan dapat digunakan sebagai data acuan. Pada fase 2, kita menggunakan hasil perhitungan fase 1 yang sudah berada dalam kontrol limit sebagai perbandingan dengan data dari produksi saat ini, kita akan mengamati dari subgrup ke subgrup dari data produksi saat ini, apakah data tersebut ada yang yang berada di luar kontrol limit atau tidak berdasarkan hasil perhitungan fase 1. Di luar kontrol limit berarti ada keragaman yang signifikan antara data produksi normal dengan data produksi saat ini, hal ini berarti ada kemungkinan penurunan kualitas dan harus dilakukan pengecekan pada setiap proses produksi.
Berikut ini adalah detil proses pembuatan peta kontrol dengan menggunakan dua fase untuk data multivariat subgrup.
2.5.1.1 Fase I: Persiapan referensi sampel
Pada fase I, diasumsikan bahwa terdapat k pengamatan multivariate. Setiap subgrup memiliki n data. Semua data ini dikumpulkan pada operasi produksi normal. Kita gunakan data ini untuk menyiapkan referensi sampel.
Fase 1 mengandung beberapa langkah berikut (Montgomery, 1991, p256): Langkah 1. Untuk setiap subgrup i = 1, ..., k, hitung
Rata-rata subgrup Y(i) untuk i = 1, ..., k
Rata-rata dari rata-rata subgrup =
∑
k= i i Y k Y 1 ) ( 1 Matriks kovarian () 1 1 k i i Y S k S =∑
=) ( ) ( () 1 () 2 ) ( n Y Y S Y Y TMi = i − T Y i − − ) ( ) ( () () 1 () () 1 2 ) ( i i j Y T i i j n j D Y Y S Y Y T i = − − − =
∑
Dimana (i) jY adalah data multivariat ke-j pada subgrup ke-i, j = 1, ..., n; i = 1, ..., k.
Langkah 3. Untuk setiap subgrup i = 1, ..., k, bandingkan
2 ) (i M T dengan , , 1 1 − − + + − − + − − = F pkn k p p k kn p np kp knp UCL α 2 ) ( i D T dengan UCL=χα2,(n−1)p Jika ternyata 2 ) (i M
T > UCL dan/atau TD2( i)> UCL, maka subgrup ke-i
keluar kontrol limit dan tidak boleh dipakai sebagai bagian dari referensi sampel.
Langkah 4. Hapus data yang keluar kontrol limit tersebut dan hitung ulang Y dan SY dengan menggunakan data subgrup yang berada di dalam kontrol.
2.5.1.2 Fase II: Proses kontrol untuk data pengamatan baru
Pada fase 1, kita mulai dengan k subgrup, dan besar sampel dari setiap subgrup adalah n. Hal ini juga sama pada fase 2, namun kontrol limit fase 2 berbeda dengan fase 1, hal ini karena data fase 2 kembali dihitung dengan independen dan tidak berkaitan dengan data fase 1. Pada fase 2, kita menghitung setiap subgrup baru dengan rumus sebagai berikut (Montgomery, 1991, p257):
) ( ) ( ( ) 1 ( ) 2 ) ( n X Y S X Y T Y new T new M new = − − −
Dimana X(new) adalah vektor rata-rata dari pengamatan pada subgrup baru.
Kontrol limit untuk 2
) ( new M T adalah 1 , , 1 ) 1 )( 1 ( + − − + − − − − = F pkn k p p k kn n k p UCL α Jika 2 ) ( new M T > , , 1 1 ) 1 )( 1 ( + − − + − − − − p k kn p F p k kn n k p α
Maka subgrup baru ini di luar kontrol limit. Ini berarti rata-rata data subgrup baru memiliki perbedaan yang signifikan dari rata-rata referensi sampel atau dapat dikatakan juga bahwa data subgrup baru ini menunjukan bahwa adanya keragaman yang berarti pada data produksi operasional saat ini, hal ini mungkin akan mengakibatkan penurunan kualitas atau produk yang cacat. Namun perhitungan pada fase 2 tidak hanya seperti itu, kita juga menghitung
) ( ) ( 1 ( ) ( ) 1 ) ( ) ( 2 ) ( new new j Y n j T new new j D X X S X X T new = − − − =
∑
Dimana. (new) jX adalah data multivariat ke-j pada subgrup baru, j = 1, ..., n. Kontrol limit untuk 2
) ( new D T adalah 2 ) 1 ( ,n p UCL=χα − Jika 2 ) ( new D T > χα2,(n−1)p
Maka subgrup baru ini keluar kontrol limit yang berarti variasi di dalam subgrup itu sendiri terlalu signifikan. Hal ini juga menunjukan bahwa adanya keragaman yang
berarti pada data produksi operasional saat ini, hal ini mungkin akan mengakibatkan penurunan kualitas atau produk yang cacat.
2.6 Rekayasa Piranti Lunak
Menurut Pressman(p19, 1997), piranti lunak telah menjadi elemen kunci dari evolusi computer-based-system dan computer product. Selama lebih dari empat dekade terakhir, piranti lunak telah berkembang dari sebuah pemecahan berorientasi permasalahan dan alat analisis informasi menjadi sebuah industri sendiri. Namun kebiasaan pemrogram awal dan sejarah telah dengan sendirinya menciptakan sekumpulan masalah yang hingga kini masih ada. Piranti lunak telah menjadi faktor pembatas dalam evolusi computer-based system. Berangkat dari itulah dikembangkan sebuah metode yang menyediakan framework untuk membangun piranti lunak dengan kualitas yang lebih tinggi.
Rekayasa piranti lunak (Software Engineering) berdasarkan Pressman (1997, p23) adalah studi pendekatan untuk pengaplikasian secara sistematis, pendekatan terstrukur untuk pengembangan, operasi, dan pemeliharaan dari sebuah piranti lunak.
Menurut Fritz Bauer (Pressman, 2001, p19), rekayasa piranti lunak adalah penetapan dan pemakaian prinsip-prinsip rekayasa dengan tujuan mendapatkan piranti lunak yang ekonomis, terpercaya, dan bekerja efisien pada mesin yang sebenarnya (komputer).
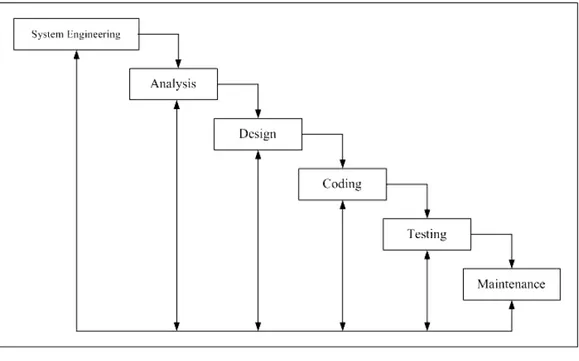
Model yang digunakan oleh penulis dalam rekayasa piranti lunak adalah Model Sekuensial Linier yang sering juga disebut sebagai ”siklus kehidupan klasik”, ”model air terjun” atau “waterfall model”.
Sekuensial linier mengusulkan sebuah pendekatan kepada perkembangan piranti lunak yang sistematik dan sekuensial yang mulai pada tingkat dan kemajuan sistem pada seluruh analisis, desain, kode, pengujian, dan pemeliharaan. Menurut Pressman (2001, p28), siklus model sekuensial linier melingkupi aktivitas-aktivitas sebagai berikut:
a. Rekayasa dan permodelan sistem informasi (System Engineering)
Karena piranti lunak selalu merupakan bagian dari sebuah sistem yang lebih besar, kerja dimulai dengan membangun sebuah syaraf dari semua elemen sistem dan mengalokasikan beberapa subset dari kebutuhan ke piranti lunak tersebut. Pandangan sistem ini penting ketika piranti lunak harus berhubungan dengan elemen-elemen yang lain seperti piranti lunak lain, manusia, dan database.
b. Analisis kebutuhan piranti lunak (Analysis)
Proses pengumpulan kebutuhan diintensifkan dan difokuskan, khususnya pada piranti lunak. Untuk memahami sifat program yang dibangun, perekayasa piranti lunak harus memahami domain informasi, tingkah laku, unjuk kerja dan antarmuka yang diperlukan. Kebutuhan baik untuk sistem maupun piranti lunak didokumentasikan dan dilihat lagi dengan pelanggan atau orang yang membutuhkan sistem.
c. Desain (Design)
Desain piranti lunak sebenarnya adalah proses multi langkah yang berfokus pada empat atribut sebuah program yang berbeda; struktur data, arsitektur piranti lunak, representasi tampilan, dan detail prosedur. Proses desain menerjemahkan syarat atau kebutuhan ke dalam sebuah representasi piranti lunak yang dapat diperkirakan untuk kualitas sebelum pengkodean atau proses coding dimulai.
Sebagaimana persyaratan, desain didokumentasikan dan menjadi bagian dari konfigurasi piranti lunak.
d. Pengkodean (Coding)
Desain harus diterjemahkan ke dalam bentuk bahasa yang bisa dibaca oleh mesin. Langkah pembuatan kode melakukan langkah ini. Jika desain dilakukan secara lengkap, pembuatan kode dapat diselesaikan secara mekanis.
e. Pengujian (Testing)
Setelah kode dibuat, pengujian program dimulai. Proses pengujian berfokus pada logika internal piranti lunak, memastikan bahwa semua pernyataan sudah diuji, dan pada eksternal fungsional yaitu mengarahkan pengujian untuk menemukan kesalahan-kesalahan dan memastikan bahwa input yang dibatasi akan memberikan hasil aktual yang sesuai dengan hasil yang dibutuhkan.
f. Pemeliharaan (Maintenance)
Piranti lunak akan mengalami perubahan setelah diberikan kepada pelanggan. Perubahan akan terjadi karena kesalahan-kesalahan tertentu, karena piranti lunak harus disesuaikan untuk mengakomodasikan perubahan-perubahan di dalam lingkungan eksternalnya. Pemeliharaan piranti lunak mengaplikasikan setiap fase program sebelumnya dan tidak membuat yang baru lagi.
Gambar 2.6 Waterfall Model
2.7 Unified Modelling Language (UML)
Unified Modelling Language (UML) adalah notasi yang lengkap untuk membuat
visualisasi model suatu sistem. Sistem berisi informasi dan fungsi tetapi secara normal digunakan untuk memodelkan sistem komputer. Sebagaimana halnya bahasa permodelan, UML mengijinkan deskripsi dari sistem dibuat dengan mendetail pada setiap level abstraksi. Notasi tersebut akan mendefinisikan sistem dengan arsitektur berorientasi objek.
UML adalah sintaks umum untuk membuat model logika dari suatu sistem, dan digunakan untuk menggambarkan sistem agar dapat dipahami selama fase analisis dan desain. Sintaks yang didesain bersifat independen dari bahasa target, proses piranti lunak atau tools, tapi cukup umum dan fleksibel karena dapat diatur sesuai dengan kebutuhan, dengan menggunakan definisi perluasan, mengakomodasi hampir semua bahasa. Sintaks yang didefinisikan mudah dipahami, dan diaplikasikan ke dalam proyek, dan mudah
didefinisikan. Ini memerlukan definisi himpunan sistematik yang sesuai untuk proses arsitektur atau piranti lunak.
2.7.1 Keuntungan UML
Beberapa keuntungan dalam menggunakan UML antara lain:
1. Sebagai bahasa permodelan yang general-purpose, difokuskan pada pokok himpunan konsep yang dapat dipakai bersama, dan menggunakan pengetahuan bersama dengan mekanisme perluasan.
2. Sebagai bahasa permodelan yang mudah diaplikasikan, dapat diaplikasikan untuk berbagai tipe sistem (software dan non-software), domain (bisnis melawan software), dan metode atau proses.
3. Sebagai bahasa permodelan standar industri, bukan merupakan bahasa yang tertutup atau satu-satunya, tapi bersifat terbuka dan sepenuhnya dapat diperluas.
2.7.2 Komponen UML
UML memiliki dua tipe diagram, yaitu struktural dan behavioural. Diagram struktural menggambarkan bagian statik dari sistem, sementara diagram behavioural menggambarkan bagian dinamik dari sistem. Diagram behavioural diklasifikasikan lebih lanjut ke dalam diagram interaksi dan state diagram.
Diagram struktural dibedakan menjadi beberapa diagram seperti yang disebutkan dibawah ini, yaitu:
2. Object Diagram, adalah objek dan hubungan sebagai pencerminan dari
prototype.
3. Component Diagram, adalah komponen dan hubungan yang mengilustrasikan implementasi sistem.
4. Deployment Diagram, konfigurasi waktu kerja dari node dan objek yang memiliki node.
Diagram behavioural terdiri dari beberapa diagram seperti yang disebutkan dibawah ini, yaitu:
1. Use case Diagram. Diagram ini digunakan untuk mengorganisasikan use
case dan behaviour (sifat).
2. Sequence Diagram. Diagram ini menggambarkan waktu urutan message dan object lifeline.
3. Collaboration Diagram, menggambarkan waktu urutan message dan organisasi objek dalam interaksi.
4. Activity Diagram, menggambarkan arus kerja dari aktivitas, difokuskan pada operasi yang dilewatkan antar objek.
5. Statechart Diagram. Merupakan diagram yang menggambarkan life cycle dari objek sebagai perubahan dari satu state ke state lain, dibangkitkan oleh
Untuk perancangan ini, tipe UML yang penulis gunakan antara lain:
a. Use case Model
Model use case merupakan dialog antara actor dan sistem. Use case merepresentasikan fungsionalitas yang disediakan oleh sistem, berupa kemampuan apa yang akan disediakan oleh sistem untuk actor.
b. Sequence Diagram
Sequence diagram menunjukkan interaksi objek yang diatur dalam satuan
waktu. Sequence diagram menangkap objek dan class yang terlibat dalam skenario dan urut-urutan pesan yang ditukar diantara objek yang diperlukan untuk melakukan fungsionalitas skenario. Sequence diagram berasosiasi dengan use case selama proses pengembangan. Dalam UML, objek dalam
sequence diagram digambar dengan segi empat yang berisi nama objek yang
diberi garis bawah. Objek dapat diberi nama dengan tiga cara: nama objek, nama objek dan class, atau hanya nama class (anonymous object).
c. Activity Diagram
Activity diagram menggambarkan urutan aliran aktivitas suatu proses bisnis
atau komputasi. Diagram ini juga dapat digunakan untuk menggambarkan tindakan-tindakan yang akan dikerjakan ketika suatu operasi dijalankan dan hasil dari suatu tindakan.
Notasi atau simbol yang digunakan dalam activity diagram antara lain: • Titik hitam yang merupakan awal proses
• Segi empat bersudut tumpul yang menggambarkan tugas yang harus dilakukan
• Panah merupakan trigger atau pemicu aktivitas
• Garis datar berwarna hitam yang disebut sebagai sychronization bar, melukiskan aktivitas-aktivitas yang dapat berjalan paralel
• Wajik atau diamond yang merupakan aktivitas pengambilan keputusan • Bola hitam dalam lingkaran putih melambangkan akhir proses.
2.8 Database
Menurut Connolly (2002), database merupakan sekumpulan data yang berhubungan secara logical dan deskripsi dari data ini dirancang untuk memenuhi kebutuhan informasi dari suatu organisasi.
Metode yang digunakan untuk mengakses database dalam aplikasi ini adalah DBMS (Database Management System) dengan model RDBMS (Relational Database
Management System).
Menurut Connoly (2002), DBMS adalah sistem piranti lunak yang memungkinkan pengguna untuk mendefinisikan, membuat, memelihara, dan mengontrol akses ke dalam suatu database, dimana dengan kata lain, seluruh akses ke database harus melalui DBMS. Sementara RDBMS merupakan pengembangan dari DBMS yang menitik-beratkan kepada hubungan atau relasi di dalam database.
DBMS memiliki fitur Data Definition Language (DDL) dan Data Manipulation
Language (DML). DDL memberikan kemungkinan bagi pengguna untuk mendefiniskan database, sementara DML memberikan kemungkinan bagi pengguna untuk melakukan
DBMS menyediakan akses terkontrol kepada database, dengan keamanan, integritas, concurrency dan recovery control. DBMS juga menyediakan suatu mekanisme tampilan untuk memudahkan data yang akan digunakan oleh pengguna.
Beberapa keuntungan dalam menggunakan pendekatan database dengan DBMS atau RDBMS antara lain adalah pengendalian terhadap redundansi data (duplikasi data), konsistensi data, pembagian data, dan keamanan dan integritas yang lebih baik. Tetapi beberapa kerugian dari pendekatan ini antara lain adanya kompleksitas, biaya yang mahal, dan performansi yang berkurang.