PRARANCANGAN PABRIK PENTAERYTHRITOL [C(CH2OH)4] DARI ASETALDEHIDA (CH3CHO), FORMALDEHIDA (HCHO) DAN SODIUM
HIDROKSIDA (NaOH) DENGAN PROSES UEHAMA KAPASITAS 50.000 TON/TAHUN
(Perancangan Reaktor (RE-201))
( Skripsi )
Oleh : ANDI MULIA
JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK UNIVERSITAS LAMPUNG
BANDAR LAMPUNG 2016
ABSTRAK
PRARANCANGAN PABRIK PENTAERYTHRITOL DARI FORMALDEHIDA, ASETALDEHIDA DAN SODIUM HIDROKSIDA
DENGAN PROSES UEHAMA KAPASITAS 50.000 TON/TAHUN
(Perancangan Reaktor (RE-201)) Oleh
ANDI MULIA
Pabrik pentaerythritol [C(CH2OH)4] ini berbahan baku formaldehida (HCHO),
asetaldehida (CH3CHO) dan sodium hidroksida (NaOH), yang rencanaya akan
didirikan di Kawasan Industri Cikande, Kabupaten Serang, Jawa Barat. Pabrik ini berdiri dengan mempertimbangkan ketersediaan bahan baku, sarana transportasi yang memadai, tenaga kerja, perizinan dan kondisi sosial masyarakat sekitar. Pabrik ini direncanakan dapat memproduksi kristal pentaerythritol [C(CH2OH)4]
sebanyak 50.000 ton/tahun, dengan waktu operasi selama 24 jam/hari serta 330 hari/tahun. Banyaknya bahan baku yang digunakan adalah formaldehida sebanyak 22.513,634 kg/jam, asetaldehida sebanyak 2.227,471 dan sodium hidroksida sebanyak 3.538,543 kg/jam.
Penyediaan kebutuhan utilitas pabrik pentaerythritol ini berupa unit penyedia dan pengolahan air, unit penyedia steam dan unit penyedia udara instrumen.
Jumlah karyawan sebanyak 171 orang dengan bentuk perusahaan adalah Perseroan Terbatas (PT) dengan struktur organisasi jenis line dan staff.
Dari analisis ekonomi, maka diperoleh hasil sebagai berikut :
Fixed Capital Investment (FCI) = Rp. 283.274.997.151,-
Working Capital Investment (WCI) = Rp. 49.989.705.380,-
Total Capital Investment (TCI) = Rp. 333.264.702.531 ,-
Break Even Point (BEP) = 52,7%
Shut Down Point (SDP) = 26,3%
Pay Out Time after Taxes (POT)a = 2,59 tahun
Return on Investment after Taxes (ROI)a = 61%
Interest Rate Return (IRR) = 15%
Berdasarkan beberapa paparan di atas, maka pendirian pabrik potassium karbonat ini layak untuk dikaji lebih lanjut, karena merupakan pabrik yang menguntungkan dari sisi ekonomi dan mempunyai prospek yang relatif cukup baik.
ABSTRACT
PRADESIGN OF PENTAERYTHRITOL PLANT
FROM FORMALDEHYDE, ACETALDEHYDE AND SODIUM HYDROXIDE WITH UEHAMA PROCESS
CAPACITY 50.000 TONS/YEAR (Reactor Design (RE-201))
By ANDI MULIA
Pentaerythritol [C(CH2OH)4] plant produced by reacting formaldehyde
(HCHO), acetaldehyde (CH3CHO) and sodium hydroxide (NaOH), is planned to
be located in Cikande Industrial Area, Serang, West Java Province. The plant is established by considering availability of raw materials, transportation facilities, readily available labor and environmental conditions.
This Plant is planned to production pentaerythritol crystal with production capacity is 50.000 tons/year, with operating time of 24 hours/day and 330 working days in a year. The raw materials used in this plant are much 22.513,634 kg/hours of Formaldehyde, 2.227,471 kg/hours of Acetaldehyde and Sodium
Hyrdoxide as 3.538,543 kg/hours.
Provision of utility plant needs a treatment system and water supply, steam supply systems and instrument air supply systems.
Labor needed in this plant as many as 171 people with a business entity form Limited Liability Company (PT) with line and staff organizational structure.
From the economic analysis is obtained :
Fixed Capital Investment (FCI) = Rp. 283.274.997.151,-
Working Capital Investment (WCI) = Rp. 49.989.705.380,-
Total Capital Investment (TCI) = Rp. 333.264.702.531 ,-
Break Even Point (BEP) = 52,7%
Shut Down Point (SDP) = 26,3%
Pay Out Time after Taxes (POT)a = 2,59 tahun
Return on Investment after Taxes (ROI)a = 61%
Interest Rate Return (IRR) = 15%
By considering above the summary, it is proper establishment of potassium carbonate plant for studied further, because the plant is profitable and has good prospects future.
PRARANCANGAN PABRIK PENTAERYTHRITOL [C(CH2OH)4] DARI FORMALDEHIDA (HCHO), ASETALDEHIDA (CH3CHO) DAN SODIUM
HIDROKSIDA (NaOH) DENGAN PROSES UEHAMA KAPASITAS 50.000 TON/TAHUN
(Perancangan Reaktor (RE-201))
Oleh : ANDI MULIA
( Skripsi )
Sebagai salah satu syarat untuk mencapai gelar Sarjana Teknik
Pada
Jurusan Teknik Kimia
Fakultas Teknik Universitas Lampung
JURUSAN TEKNIK KIMIA
FAKULTAS TEKNIK UNIVERSITAS LAMPUNG BANDAR LAMPUNG
Motto Dan Persembahan
”Sesungguhnya bersama kesulitan ada kemudahan, maka
apabila engkau telah selesai (dari sesuatu urusan) tetaplah
bekerja keras untuk urusan yang lain”
(Qs. Al-Insyirah : 6-7)
”Mencari ilmu itu adalah wajib bagi setiap muslim laki laki –
laki maupun muslim perempuan”
(HR: Ibnu Abdul Barr)
“Barang siapa bertakwa kepada Allah maka dia akan
menjadikan jalan keluar baginya, dan memberinya
rezeki dari jalan yang tidak ia sangka, dan barang siapa
yang bertawakal kepada Allah maka cukuplah baginya,
Sesungguhnya Allah melaksanakan kehendak-Nya, Dia
telah menjadikan untuk setiap sesuatu kadarnya”
(Qs. Ath-Thalaq: 2-3)
”Sesungguhnya keadaan-Nya apabila Dia menghendaki
sesuatu hanyalah berkata kepadanya : Jadilah! Maka
terjadilah ia.”
(QS. Yasiin : 82)
Sebuah Karya
Kupersembahkan dengan sepenuh hati untuk :
Allah SWT, berkat Rahmat dan Ridho-Nya aku dapat
menyelesaikan karyaku ini
Kedua Orang Tuaku sebagai pengganti atas pengorbanan yang
sudah tak terhitung jumlahnya, terima kasih atas do’a, kasih
sayang dan pengorbanannya selama ini
Adik dan Keluarga Besarku, terima kasih atas do’a, bantuan
dan dukungannya selama ini
Sahabat-Sahabatku, Terima kasih telah menjadi bagian
hidupku selama ini. Semua cerita hidup ini, akan ku ingat dan
simpan selamanya. Semoga suatu saat nanti kita bersua
kembali dengan kisah - kisah kesuksesan kita
Civitas Akademika Jurusan Teknik Kimia Universitas
Lampung, Terima kasih atas semua ilmu yang telah diberikan,
semoga senantiasa berevolusi untuk menghasilkan produk –
produk akademisi yang lebih baik serta ditunjang dengan
RIWAYAT HIDUP
Penulis dilahirkan di Jakarta – DKI Jakarta, tanggal 29 Mei 1991, sebagai putra pertama dari 2 bersaudara.
Penulis menyelesaikan pendidikan Dasar di SD Negeri 06 Pagi, Jakarta Barat pada tahun 2003, Sekolah Menengah Pertama Negeri 111 Jakarta Barat pada tahun 2006, dan Sekolah Menengah Atas Negeri 112 Jakarta Barat pada tahun 2009.
Pada bulan Juli tahun 2009, penulis terdaftar sebagai Mahasiswa Jurusan Teknik Kimia Fakultas Teknik Universitas Lampung melalui jalur Seleksi Nasional Masuk Perguruan Tinggi Negeri (SNMPTN).
Pada bulan Januari tahun 2013, penulis melaksanakan Kerja Praktek di PT Semen Baturaja, Sumatera Selatan dengan Tugas Khusus yaitu “Evaluasi Kinerja Vertical
Roller Mill (VRM)”.
Pada tahun tahun 2013, penulis juga melakukan penelitian dengan judul “Transesterifikasi Minyak Kelapa Menggunakan Katalis cordierite Mesopori pada
Batch Reactor (Tinjauan Pengaruh Berat CTAB pada Sintesis cordierite)”.
Selama menjalani masa perkuliahan, penulis juga pernah menjadi Anggota Badan Koordinasi Kegiatan Mahasiswa Teknik Kimia Indonesia (BKKMTKI) (periode 2011-2013), dan Kepala Depertemen Hubungan Luar Himpunan Mahasiswa Teknik Kimia/HIMATEMIA Fakultas Teknik Universitas Lampung (periode 2011/2012).
SANWACANA
Puji syukur penulis panjatkan kehadirat Allah SWT yang telah memberikan banyak kenimatan dan segalanya yang mebuat penulis dapat menyelesaikan tugas akhir yang berjudul “Prarancangan Pabrik Pentaerythritol dari Formaldehida, Asetaldehida dan Sodium Hidroksida dengan Proses Uehama kapasitas 50.000 ton/tahun” dengan baik.
Tugas akhir ini disusun dalam rangka memenuhi salah satu persyaratan untuk memperoleh derajat ke sarjanaan (Strata-1) di Jurusan Teknik Kimia Fakultas Teknik Universitas Lampung.
Penyusunan tugas akhir ini tidak lepas dari bantuan dan dukungan moral maupun spiritual dari berbagai pihak. Oleh karena itu penulis mengucapkan terima kasih kepada :
1. Bapak Ir. Azhar, M.T., sebagai Ketua Jurusan Teknik Kimia yang telah memberikan bantuan untuk kelancaran proses belajar selama di kampus. 2. Bapak Edwin Azwar, S.T., PgD., M.T.A., Ph.D sebagai dosen Pembimbing
I, atas segala ilmu, kesabaran, saran, dan kritiknya dalam pengerjaan tugas akhir ini.
3. Ibu Sri Ismiyati D., S.T., M.Eng., sebagai Dosen Pembimbing II, atas segala ilmu, kesabaran, saran, dan kritiknya dalam pengerjaan tugas akhir ini.
4. Bapak Muhammad Hanif., S.T., M.T., sebagai dosen Pembimbing Akademik yang telah banyak memberikan do’a, nasihat serta sarannya, demi kelancaran perkuliahan penulis.
5. Seluruh Dosen dan Staf Teknik Kimia yang telah banyak memberikan ilmu yang sangat bermanfaat dan membantu kelancaran dalam pengerjaan.
6. Kedua orang tua dan adikku tersayang yang telah memberikan nasehat, doa, semangat, serta dukungan baik moril maupun materil selama ini.
7. Juni Kartika Permatasari, S.T., sebagai partner Tugas Akhir, yang telah menjadi teman diskusi, teman berbagi kesulitan pengerjaan, dan selalu berbagi semangat untuk menyelesaikan tugas akhir ini.
8. Sahabat – sahabat terbaik saya, Donny, Ardi, Barik, Sandi dan Ahdan, yang telah menjadi tempat bercerita dan berbagi semangat dalam menyelesaikan tugas akhir ini.
9. Saudara – saudari seperjuangan “Chindo Brother” yaitu : mu’arif, aulizar, fatrin, okta, innes, tiya, dilla, adek, ari, dayat, tauhid, alief, garnis, chandra, echa, nia, tia, dwi, chimut, sika, wildan, omen, fahmi, fais, yang telah memberikan dukungan, motivasi dan canda tawa, semoga kita selalu sukses dan tetap semangat.
10. Saudara – saudari seperjuangan “tekim 09” yang telah memberikan dukungan, motivasi, semoga kita sukses selalu.
11. Dian Anggitasari, yang telah menjadi tempat keluh kesah, tempat membangkitkan semangat dalam menyelesaikan tugas akhir ini.
12. Adik - adik dan kakak - kakak tingkat di Jurusan Teknik Kimia, yang banyak memberikan warna-warni selama baerada di kampus.
13. Semua pihak yang telah banyak membantu dalam penyelesaian tugas akhir ini.
Akhir kata penulis berharap Laporan Tugas Akhir ini dapat bermanfaat bagi banyak pihak. Terima kasih.
Bandar Lampung, 1 April 2016
Penulis
xv
DAFTAR ISI
Halaman
DAFTAR ISI ... xv
DAFTAR TABEL ... xvii
DAFTAR GAMBAR ... xxii
I. PENDAHULUAN A. Latar Belakang ... 1
B. Kapasitas Perancangan ... 3
C. Kegunaan Produk ... 6
D. Lokasi Pabrik ... 6
II. PEMILIHAN PROSES DAN URAIAN PROSES A. Tinjauan Proses ... 10
B. Pemilihan Proses ... 15
C. Uraian Proses ... 52
III. SPESIFIKASI BAHAN BAKU DAN PRODUK A. Bahan Baku ... 57
B. Spesifikasi Produk ... 58
IV. NERACA MASSA DAN ENERGI A. Neraca Massa ... 62
B. Neraca Energi ... 66
V. SPESIFIKASI ALAT A. Peralatan Proses ... 71
B. Peralatan Utilitas ... 89
VI. UTILITAS DAN PENGOLAHAN LIMBAH A. Kebutuhan Air ... 115
xvi
B. Sistem Penyediaan Steam ... 129
C. Unit Penyedia Udara Instrumen ... 130
D. Unit Pembangkit Tenaga Lisrik ... 131
E. Unit Pengadaan Bahan Bakar ... 131
F. Laboratorium... 132
G. Pengolahan Limbah ... 138
VII. LOKASI DAN TATA LETAK PABRIK A. Lokasi Pabrik ... 145
B. Tata Letak Pabrik ... 149
C. Estimasi Area Pabrik ... 152
VIII. SISTEM MANAJEMEN DAN ORGANISASI PERUSAHAAN A. Bentuk Perusahaan ... 156
B. Struktur Organisasi Perusahaan ... 159
C. Tugas dan Wewenang ... 163
D. Status Karyawan dan Sistem Penggajian ... 170
E. Pembagian Jam Kerja Karyawan ... 171
F. Penggolongan Jabatan dan Jumlah Karyawan ... 174
G. Kesejahteraan Karyawan ... 178
IX. INVESTASI DAN EVALUASI EKONOMI A. Investasi ... 183
B. Evaluasi Ekonomi ... 186
X. SIMPULAN DAN SARAN A. Simpulan ... 190
B. Saran ... 190
DAFTAR PUSTAKA LAMPIRAN
DAFTAR TABEL
Halaman
Table 1.1. Data Import Pentaerythritol Indonesia ... 3
Tabel 1.2. Produsen Pentaerythritol di Beberapa Negara ... 5
Tabel 2.1. Harga Bahan Baku dan Produk Proses Uehama ... 15
Tabel 2.2. Mol Bahan Baku dan Produk Proses Uehama Reaksi 1 ... 17
Tabel 2.3. Mol Bahan Baku dan Produk Proses Uehama Reaksi 2 ... 20
Tabel 2.4. Mol Bahan Baku dan Produk Proses Uehama Reaksi 3 ... 22
Tabel 2.5. Mol Bahan Baku dan Produk Proses Uehama Reaksi 4 ... 24
Tabel 2.6. Mol Bahan Baku dan Produk Proses Uehama Reaksi 5 ... 26
Tabel 2.7. Harga Bahan Baku dan Produk Proses Lluis Eek ... 28
Tabel 2.8. Mol Bahan Baku dan Produk Proses Lluis Eek Reaksi 1 ... 30
Tabel 2.9. Mol Bahan Baku dan Produk Proses Lluis Eek Reaksi 2 ... 32
Tabel 2.10. Mol Bahan Baku dan Produk Proses Lluis Eek Reaksi 3 ... 35
Tabel 2.11. Mol Bahan Baku dan Produk Proses Lluis Eek Reaksi 4 ... 37
Tabel 2.12. Mol Bahan Baku dan Produk Proses Lluis Eek Reaksi 5 ... 39
Tabel 2.13. Nilai ΔH°f dan ΔG°f Komponen Proses Uehama ... 42
Tabel 2.14. Nilai Konstanta Kapasitas Panas Proses Uehama Reaksi 1 ... 43
Tabel 2.15. Nilai Konstanta Kapasitas Panas Proses Uehama Reaksi 2 ... 45
Tabel 2.16. Nilai Konstanta Kapasitas Panas Proses Uehama Reaksi 3 ... 47
Tabel 2.17. Nilai Konstanta Kapasitas Panas Proses Uehama Reaksi 4 ... 49
Tabel 2.18. Nilai Konstanta Kapasitas Panas Proses Uehama Reaksi 5 ... 50
Tabel 2.19. Perbandingan Proses Pembuatan Pentaerythritol ... 52
Tabel 4.1. Neraca Massa di Reactor (RE-201) ... 63
Tabel 4.2. Neraca Massa di Vaporizer (VP-201) ... 63
Tabel 4.3. Neraca Massa di Separator (SP-201) ... 64
Tabel 4.4. Neraca Massa di Crystallizer (CR-301) ... 64
Tabel 4.5. Neraca Massa di Centrifuge (CF-301) ... 65
Tabel 4.6. Neraca Massa di Rotary Dryer (RD-301) ... 65
Tabel 4.7. Neraca Energi di Preheater (HE-101) ... 66 xvii
Tabel 4.8. Neraca Energi di Preheater (HE-102) ... 66
Tabel 4.9. Neraca Energi di Preheater (HE-103) ... 67
Tabel 4.10. Neraca Energi di Reactor (RE-201) ... 67
Tabel 4.11. Neraca Energi di Vaporizer (VP-201) ... 68
Tabel 4.12. Neraca Energi di Separator (SP-201) ... 68
Tabel 4.13. Neraca Energi di Condenser (CD-201) ... 68
Tabel 4.14. Neraca Energi di Crystallizer (CR-301) ... 69
Tabel 4.15. Neraca Energi di Centrifuge (CF-301) ... 69
Tabel 4.16. Neraca Energi di Air Preheater (HE-301) ... 70
Tabel 4.17. Neraca Energi di Rotary Dryer (RD-301) ... 70
Tabel 5.1. Spesifikasi Storage Tank (ST-101) ... 71
Tabel 5.2. Spesifikasi Storage Tank (ST-102) ... 72
Tabel 5.3. Spesifikasi Storage Tank (ST-103) ... 73
Tabel 5.4. Spesifikasi Heater (HE-101) ... 74
Tabel 5.5. Spesifikasi Heater (HE-102) ... 75
Tabel 5.6. Spesifikasi Heater (HE-103) ... 76
Tabel 5.7. Spesifikasi Reactor (RE-201) ... 77
Tabel 5.8. Spesifikasi Vaporizer (VP-201) ... 78
Tabel 5.9. Spesifikasi Separator (SP-201) ... 79
Tabel 5.10. Spesifikasi Crystallizer (CR-301) ... 80
Tabel 5.11. Spesifikasi Centrifuge (CF-301) ... 81
Tabel 5.12. Spesifikasi Rotary Dryer (RD-301) ... 81
Tabel 5.13. Spesifikasi Air Preheater (HE-301) ... 82
Tabel 5.14. Spesifikasi Screw Conveyor (SC-201) ... 82
Tabel 5.15. Spesifikasi Blower (BL-301) ... 83
Tabel 5.16. Spesifikasi Fan (F-301) ... 83
Tabel 5.17. Spesifikasi Bin (BN-301) ... 84
Tabel 5.18. Spesifikasi Screw Conveyor (SC-301) ... 84
Tabel 5.19. Spesifikasi Bucket Elevator (BE-301) ... 85
Tabel 5.20. Spesifikasi Belt Conveyor (BC-401) ... 85
Tabel 5.21. Spesifikasi Gudang Penyimpanan (GD-401) ... 85
Tabel 5.22. Spesifikasi Pompa Proses (PP-101) ... 86 xviii
Tabel 5.23. Spesifikasi Pompa Proses (PP-102) ... 86
Tabel 5.24. Spesifikasi Pompa Proses (PP-103) ... 87
Tabel 5.25. Spesifikasi Pompa Proses (PP-201) ... 87
Tabel 5.26. Spesifikasi Pompa Proses (PP-202) ... 88
Tabel 5.27. Spesifikasi Pompa Proses (PP-203) ... 88
Tabel 5.28. Spesifikasi Pompa Proses (PP-301) ... 89
Tabel 5.29. Spesifikasi Bak Sedimentasi (BS-501) ... 89
Tabel 5.30. Spesifikasi Tangki Alum (ST-501) ... 90
Tabel 5.31. Spesifikasi Tangki Klorin (ST-502) ... 90
Tabel 5.32. Spesifikasi Tangki Soda Kaustik (ST-503) ... 91
Tabel 5.33. Spesifikasi Klarifier (CL-501) ... 92
Tabel 5.34. Spesifikasi Sand Filter (SF-501) ... 92
Tabel 5.35. Spesifikasi Tangki Air Filter (FWT-501) ... 93
Tabel 5.36. Spesfikasi Tangki Penyimpanan Air Domestik (DOWT-501) ... 93
Tabel 5.37. Spesifikasi Hot Basin (HB-501) ... 94
Tabel 5.38. Spesifikasi Tangki Asam Sulfat (ST-504) ... 95
Tabel 5.39. Spesifikasi Tangki Inhibitor (ST-505) ... 95
Tabel 5.40. Spesifikasi Tangki Dispersant (ST-506) ... 96
Tabel 5.41. Spesifikasi Cooling Tower (CT-501) ... 97
Tabel 5.42. Spesifikasi Cold Basin (CB-501) ... 97
Tabel 5.43. Spesifikasi Tangki Air Kondensat (SCT-501) ... 98
Tabel 5.44. Spesifikasi Cation Exchanger (CE-501) ... 98
Tabel 5.45. Spesifikasi Anion Exchanger (AE-501) ... 99
Tabel 5.46. Spesifikasi Tangki Hidrazin (ST-507) ... 99
Tabel 5.47. Spesifikasi Daerator (DA-501) ... 100
Tabel 5.48. Spesifikasi Pompa Utilitas 1 (PP-501) ... 101
Tabel 5.49. Spesifikasi Pompa Utilitas 2 (PP-502) ... 101
Tabel 5.50. Spesifikasi Pompa Utilitas 3 (PP-503) ... 102
Tabel 5.51. Spesifikasi Pompa Utilitas 4 (PP-504) ... 102
Tabel 5.52. Spesifikasi Pompa Utilitas 5 (PP-505) ... 103
Tabel 5.53. Spesifikasi Pompa Utilitas 6 (PP-506) ... 103
Tabel 5.54. Spesifikasi Pompa Utilitas 7 (PP-507) ... 104 xix
Tabel 5.55. Spesifikasi Pompa Utilitas 8 (PP-508) ... 104
Tabel 5.56. Spesifikasi Pompa Utilitas 9 (PP-509) ... 105
Tabel 5.57. Spesifikasi Pompa Utilitas 10 (PP-510) ... 105
Tabel 5.58. Spesifikasi Pompa Utilitas 11 (PP-511) ... 106
Tabel 5.59. Spesifikasi Pompa Utilitas 12 (PP-512) ... 106
Tabel 5.60. Spesifikasi Pompa Utilitas 13 (PP-513) ... 107
Tabel 5.61. Spesifikasi Pompa Utilitas 14 (PP-514) ... 107
Tabel 5.62. Spesifikasi Pompa Utilitas 15 (PP-515) ... 108
Tabel 5.63. Spesifikasi Pompa Utilitas 16 (PP-516) ... 108
Tabel 5.64. Spesifikasi Pompa Utilitas 17 (PP-517) ... 109
Tabel 5.65. Spesifikasi Pompa Utilitas 18 (PP-518) ... 109
Tabel 5.66. Spesifikasi Pompa Utilitas 19 (PP-519) ... 110
Tabel 5.67. Spesifikasi Pompa Utilitas 20 (PP-520) ... 110
Tabel 5.68. Spesifikasi Boiler (BO-501) ... 111
Tabel 5.69. Spesifikasi Blower Steam (BS-501) ... 111
Tabel 5.70. Spesifikasi Air Compressor (AC-601) ... 111
Tabel 5.71. Spesifikasi Air Filter (AF-601) ... 112
Tabel 5.72. Spesifikasi Air Dryer (AD-601) ... 112
Tabel 5.73. Spesfikasi Gas Turbine Generator (GTG-701) ... 113
Tabel 5.74. Spesifikasi Diesel Turbine Generator (DTG-701) ... 113
Tabel 5.75. Spesifikasi Tangki Penyimpanan IFO (ST-701) ... 114
Tabel 6.1. Kebutuhan Air untuk Air Pendingin ... 118
Tabel 6.2. Kebutuhan Air untuk Air Umpan Boiler ... 121
Tabel 6.3. Tingkatan Kebutuhan Informasi dan Sistem Pengendalian ... 138
Tabel 6.4. Pengendalian Variabel Utama Proses ... 139
Tabel 6.5. Syarat-syarat Kualitas (Baku Mutu) Air Limbah ... 144
Tabel 7.1. Perincian Luas Area Pabrik Pentaerythritol ... 153
Tabel 8.1. Jadwal Kerja Masing – Masing Regu ... 173
Tabel 8.2. Perincian Tingkat Pendidikan ... 174
Tabel 8.3. Jumlah Operator Berdasarkan Jenis Alat ... 176
Tabel 8.4. Jumlah Karyawan Berdasarkan Jabatan ... 177
Tabel 9.1. Fixed Capital Investment ... 184
Tabel 9.2. Manufacturing Cost ... 185
Tabel 9.3. General Expenses ... 186
Tabel 9.4. Hasil Analisa Kelayakan Ekonomi ... 189
DAFTAR GAMBAR
Halaman
Gambar 1.1. Grafik Import Pentaerythritol pada Tahun 2010-2014 ... 4
Gambar 1.2. Lokasi Prarancangan Pabrik Pentaerythritol ... 7
Gambar 7.1. Peta Provinsi Banten ... 154
Gambar 7.2. Prakiraan Lokasi Pendirian Pabrik Pentaeryhtritol ... 154
Gambar 7.3. Tata Letak Pabrik dan Fasilitas Pendukung ... 155
Gambar 7.4. Tata Letak Unit Proses ... 156
Gambar 8.1. Struktur Organisasi Perusahaan ... 162
Gambar 9.1. Analisa Ekonomi Pabrik Pentaerythritol ... 188
1
BAB I PENDAHULUAN
A. Latar Belakang
Sebagai negara yang sedang berkembang, bangsa Indonesia memiliki kewajiban untuk melaksanakan pembangunan disegala bidang. Salah satunya adalah pembangunan di sektor ekonomi, yang sedang digiatkan oleh pemerintah untuk mencapai kemandirian perekonomian nasional. Untuk mencapai tujuan ini pemerintah menitik beratkan pada pembangunan di sektor industri. Pembangunan industri ditujukan untuk memperkokoh struktur ekonomi nasional dengan keterkaitan yang kuat dan saling mendukung antar sektor, meningkatkan daya tahan perekonomian nasional, memperluas lapangan kerja dan kesempatan usaha sekaligus mendorong berkembangnya kegiatan berbagai sektor pembangunan lainnya.
Salah satu industri kimia yang mempunyai kegunaan yang penting dan peluang yang besar di masa mendatang adalah Pentaerythritol atau tetramethylolmethane [C(CH2OH)4]. Pentaerythritol mulai diproduksi secara komersial pada tahun 1930,
di mana beberapa perusahaan di Amerika serikat memproduksi pentaerythritol untuk digunakan pada pembuatan PETN (pentaerythritol tetranitate atau
Prarancangan Pabrik Pentaerythritol dari Asetaldehida dan Formaldehida dengan Proses Uehama Kapasitas 50.000 Ton/tahun
2
C5H8N4O12). Selama perang dunia kedua produk PETN cukup berkembang,
namun sekarang sebagian besar produksi pentaerythritol digunakan untuk bahan baku alkyd resin. Sementara sektor lain yang menggunakan pentaerythritol sebagai bahan bakunya yaitu industri polyester, polyether, sebagai plastisizer, bahan pelumas buatan, resin pentene, sintetic dry oil, farmasi, insektisida, dan industri cat.
Pertimbangan utama yang melatarbelakangi berdirinya pabrik pentaerythritol di Indonesia pada dasarnya sama dengan investasi – investasi di sektor lain, yaitu untuk melakukan usaha yang secara sosial ekonomi cukup menguntungkan baik itu di pihak penanam modal, pelaku usaha, pemerintah dan peningkatan perekonomian negara. Pentaerythritol dimasa mendatang memiliki prospek yang baik, dalam pengertian memiliki potensi pasar, mudah diperoleh bahan baku, ketersediaan teknologi yang dibutuhkan, dan juga terdapatnya sumber daya manusia, maka dapat diperkirakan dapat diperoleh keuntungan dengan didirikannya pabrik ini.
Pentaerythritol merupakan bahan intermediet yang dibutuhkan di Indonesia. Hingga saat ini Indonesia masih mengimpor pentaerythritol dalam jumlah yang cukup besar. Di Indonesia belum ada pabrik yang memproduksi pentaerythritol, walaupun sebagian besar bahan bakunya sudah diproduksi di dalam negeri. Dengan adanya pendirian pabrik pentaerythritol diharapkan akan menimbulkan dampak yang sangat positif bagi pertumbuhan perindustrian, khususnya industri kimia Indonesia. Pabrik yang akan didirikan juga merupakan pabrik pertama di
Prarancangan Pabrik Pentaerythritol dari Asetaldehida dan Formaldehida dengan Proses Uehama Kapasitas 50.000 Ton/tahun
3
Indonesia, dengan demikian akan terjadi alih teknologi di mana bangsa Indonesia dikenalkan dengan teknologi baru yaitu pembuatan pentaerythritol.
B. Kapasitas Perancangan
Jumlah impor Pentaerythritol di Indonesia terus meningkat dalam beberapa tahun ini dan diperkirakan akan terus meningkat dikarenakan semakin berkembangnya kebutuhan Pentaerythritol. Data statistik yang diperoleh dari BPS mengenai jumlah import Pentaerythritol dapat dilihat pada table 1.1 berikut :
Tabel 1.1. Data Import Pentaerythritol Indonesia
Tahun Kapasitas (Ton) 2010 20391.017 2011 23257.796 2012 25803.739 2013 27530.894 2014 33719.421
Sumber : Badan Pusat Statistik, 2010-2014
Dari Tabel 1.1 terlihat bahwa kebutuhan Pentaerythritol cukup tinggi. Hal ini disebabkan di Indonesia belum terdapat pabrik Pentaerythritol sehingga untuk memenuhi kebutuhan Pentaerythritol diperoleh dari import.
Konsumsi Pentaeryhtritol di Indonesia diperkirakan akan terus meningkat. Proyeksi pertumbuhan tersebut didasari semakin membaiknya perekonomian nasional dan peningkatan daya beli masyarakat, serta pertambahan jumlah penduduk. Peningkatan konsumsi Pentaerythritol didasarkan atas perkembangan industri pemakainya yang mengalami perkembangan cukup pesat. Di samping masih tingginya minat investasi pada sektor industri, industri pemakai yang ada
Prarancangan Pabrik Pentaerythritol dari Asetaldehida dan Formaldehida dengan Proses Uehama Kapasitas 50.000 Ton/tahun
4
juga aktif melakukan perluasan pabrik. Sehingga dengan pendirian pabrik ini diharapkan kebutuhan Pentaerythritol dalam industri di Indonesia dapat terpenuhi.
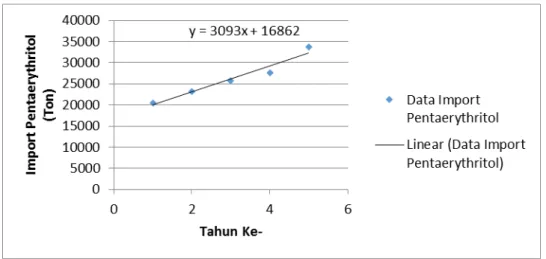
Prediksi kapasitas pabrik diambil berdasarkan data statistik yang diperoleh dari Badan Pusat Statistik (BPS) perihal data import Pentaerythritol di Indonesia. Peningkatan import Pentaerythritol dari tahun ke tahun dapat dilihat pada grafik berikut.
Gambar 1.1 Grafik Import Pentaerythritol pada tahun 2010-2014
Untuk menghitung kebutuhan impor Pentaerythritol tahun berikutnya maka menggunakan persamaan garis lurus :
y = ax + b
Keterangan : y = kebutuhan impor Pentaerythritol, ton/tahun x = tahun ke- i
b = intercept
a = gradient garis miring
Diperoleh persamaan garis lurus y = 3093x + 16862 (ton/tahun)
Prarancangan Pabrik Pentaerythritol dari Asetaldehida dan Formaldehida dengan Proses Uehama Kapasitas 50.000 Ton/tahun
5
Dari persamaan di atas diketahui bahwa kebutuhan impor Pentaerythritol di Indonesia pada tahun 2020 atau tahun ke-11 adalah :
y = (3093 x 11) + 16862 y = 50.885 ton/tahun
Berdasarkan data kebutuhan tersebut, maka besarnya kapasitas pabrik Pentaerythritol yang direncanakan sebesar 50.000 ton/tahun.
Kapasitas pabrik Pentaerythritol yang pernah berdiri adalah 5000-34.020 ton/tahun, seperti terlihat pada tabel 1.2. berikut :
Tabel 1.2. Produsen Pentaeryhtritol di beberapa negara
No. Produsen Negara Kapasitas
(ton/tahun)
1. Celanese Amerika 34.020
2. Hercules Powder, Co. Ltd. Amerika 21.772 3. Perstorp Polyols Ohio 20.886 4. Oryx Petrochemical Qatar 5.000
Data statistik yang diperoleh dari Badan Pusat Statistik (BPS) menunjukkan bahwa di Indonesia hingga saat ini belum ada pabrik Pentaerythritol, sehingga untuk memenuhi kebutuhan Pentaerythritol selama ini masih mengimport dari negara-negara seperti Amerika Serikat, Jepang, Taiwan, Cina dan beberapa negara lainnya.
Prarancangan Pabrik Pentaerythritol dari Asetaldehida dan Formaldehida dengan Proses Uehama Kapasitas 50.000 Ton/tahun
6
C. Kegunaan Produk
Produk Pentaerythritol atau tetramethylolmethane [C(CH2OH)4] telah digunakan
dalam industri diantaranya :
1. Pentaerythritol mulai diproduksi secara komersial pada tahun 1930, di mana beberapa perusahaan di Amerika serikat memproduksi pentaerythritol untuk digunakan pada pembuatan PETN (pentaerythritol tetranitate atau C5H8N4O12), namun sekarang sebagian besar produksi pentaerythritol
digunakan untuk bahan baku alkyd resin.
2. Sebagai bahan baku pada industri polyester, polyeter, sebagai plastisizer, bahan pelumas buatan, resin pentene, sintetic dry oil, farmasi, insektisida dan industri cat.
D. Lokasi Pabrik
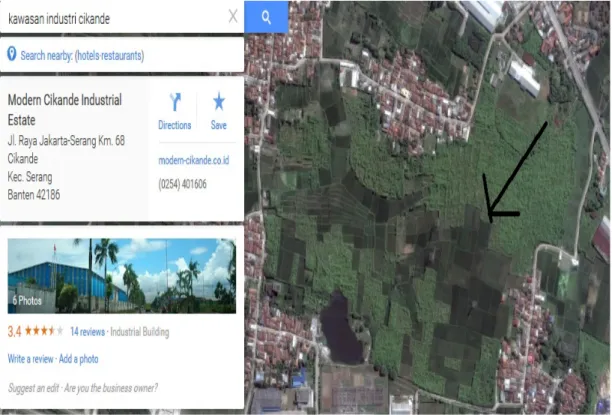
Penentuan lokasi pabrik sangat penting pada suatu perancangan karena akan berpengaruh secara langsung terhadap kelangsungan hidup pabrik. Banyak faktor yang menjadi pertimbangan dalam menentukan lokasi pabrik. Faktor ini dapat dibagi menjadi faktor primer dan faktor sekunder. Faktor primer terdiri dari sumber bahan baku, daerah pemasaran dan transportasi. Faktor sekunder terdiri dari utilitas seperti persediaan air dan sumber tenaga listrik, kemudahan ketersediaan tenaga kerja, iklim, komunitas masyarakat, keadaan tanah dan lain-lain. Berdasarkan faktor-faktor tersebut maka pabrik yang akan didirikan berlokasi di Kawasan Industri Cikande, Serang - Banten dengan pertimbangan sebagai berikut :
Prarancangan Pabrik Pentaerythritol dari Asetaldehida dan Formaldehida dengan Proses Uehama Kapasitas 50.000 Ton/tahun
7
Gambar 1.2. Lokasi Prarancangan Pabrik Pentaerythritol (Sumber : https://maps.google.com. 2015)
1. Faktor Primer
• Sumber Bahan Baku
Lokasi pabrik dekat dengan produsen bahan baku seperti formaldehid dan natrium hidroksida. Formaldehid diperoleh dari PT Dover Chemical dan natrium hidroksida dari PT Sulfindo Adiusaha yang berlokasi di Serang. Sedangkan asam formiat diperoleh dari PT Sintas Kurama Perdana di Cikampek dan Asetaldehid dibeli dengan mengimpor dari luar negeri. • Daerah Pemasaran
Lokasi pabrik dekat dengan daerah pemasaran produk. Konsumen terbesar pentaerythritol adalah industri alkyd resin yang sebagian besar berlokasi di Jakarta dan Tangerang. Di Jakarta terdapat Pabrik Eternal Buana Chemical, dan di Tangerang terdapat PT Pardic Jaya Chemicals, PT
Prarancangan Pabrik Pentaerythritol dari Asetaldehida dan Formaldehida dengan Proses Uehama Kapasitas 50.000 Ton/tahun
8
Indonesia Kasai Perkasa, dan PT Warna Agung. Sedangkan untuk konsumen Pentaerythritol lainnya pada umummnya berlokasi di pulau Jawa sehingga dalam pemasarannya mudah.
• Transportasi
Jalur transportasi baik darat maupun laut yang berperan dalam pendistribusian bahan baku maupun produk cukup memadai, untuk transportasi darat tersedia jalan raya yang menghubungkan ke daerah-daerah lain yang berpotensi untuk menunjang jalannya proses produksi dan pemasaran, seperti jalan tol Merak-Jakarta. Transportasi laut dapat melalui pelabuhan Merak. Pada tahun 2008 pelabuhan peti kemas
Bojanegara, Serang, yang akan menjadi pelabuhan peti kemas terbesar di Indonesia rencananya akan selesai, sehingga kemungkinan transportasi laut dialihkan dari Merak ke pelabuhan tersebut.
2. Faktor Sekunder Pemilihan Lokasi Pabrik • Penyediaan Utilitas
Untuk menjalankan proses produksi pabrik diperlukan sarana pendukung sebagai pembangkit tenaga listrik dan air. Untuk kebutuhan air, lokasi pabrik ini dilalui oleh sungai Ciujung sebagai sumbernya. Sedangkan untuk listrik dapat disuplai dari PLN dan Generator.
• Tenaga Kerja
Kebutuhan tenaga kerja dapat diperoleh dari daerah Serang dan sekitarnya. • Kawasan Industri
Penempatan pabrik di kawasan industri sesuai Keputusan Presiden No. 41 Tahun 1996 tentang kawasan idustri. Didalamnya disebutkan
Prarancangan Pabrik Pentaerythritol dari Asetaldehida dan Formaldehida dengan Proses Uehama Kapasitas 50.000 Ton/tahun
9
pembangunan di kawasan industri merupakan syarat untuk melakukan pembangunan dan kegiatan produksi (pasal 15 ayat 2).
• Komunitas
Masyarakat di sekitar lokasi perlu juga diperhatikan karena pada beberapa jenis industri masyarakat ini dapat dijadikan pegawai yang prospektif, dan akan mempengaruhi tingkat keamanan yang merupakan salah satu hal penting yang perlu dijadikan pertimbangan. Cikande merupakan kawasan industri sehingga masyarakat sekitar sudah terbiasa dengan keadaan tersebut.
Prarancangan Pabrik Pentaerythritol dari Asetaldehida dan Formaldehida dengan Proses Uehama Kapasitas 50.000 Ton/tahun
BAB X
SIMPULAN DAN SARAN
A. Simpulan
Berdasarkan hasil analisis ekonomi yang telah dilakukan terhadap Prarancangan Pabrik Pentaerythritol dari Formaldehida, Asetaldehida dan Natirum Hidroksida dengan kapasitas 50.000 ton/tahun dapat diambil kesimpulan sebagai berikut:
1. Percent Return on Investment (ROI) setelah pajak sebesar 61%. 2. Pay Out Time (POT) setelah pajak 2,59 tahun.
3. Break Even Point (BEP) sebesar 52,7% dan Shut Down Point (SDP) sebesar 26,3%.
4. Interest Rate of Return (IRR) sebesar 15%, lebih besar dari suku bunga bank saat ini, sehingga investor akan lebih memilih untuk menanamkan modalnya ke pabrik ini daripada ke bank.
B. Saran
Berdasarkan pertimbangan hasil analisis ekonomi di atas, maka dapat diambil kesimpulan bahwa Prarancangan Pabrik Pentaerythritol dari Formaldehida, Asetaldehida dan Sodium Hidroksida dengan kapasitas 50.000 ton/tahun layak untuk dikaji lebih lanjut dari segi proses maupun ekonominya.
Prarancangan Pabrik Pentaerythritol dari Asetaldehida dan Formaldehida dengan Proses Uehama Kapasitas 50.000 Ton/tahun
DAFTAR PUSTAKA
Alibaba Group. 2015. Product Price. http://www.alibaba.com. Diakses pada 20 April 2015.
Anonim, 2015. Peta Provinsi Banten. https://www.google.co.id/maps,2015. Diakses pada 20 April 2015.
Anonim. 2015. Data Hidrologi, DAS Aliran Sungai Cidanau dan Ciujung. https://www.dsdap.bantenprov.go.id. Diakses pada 15 Desember 2015.
Bachus, L and Custodio, A. 2003. Know and Understand CentrifugaI Pumps. Bachus Company, Inc. Oxford: UK.
Badan Pusat Statistik. 2010-2014. Buletin Statistik Ekspor-Impor (Dinamis). www.bps.go.id diakses pada tanggal 5 Maret 2015.
Banchero, Julius T., and Walter L. Badger. 1988. Introduction to Chemical
Engineering. McGraw Hill : New York.
Brownell, Lloyd E., and Edwin H. Young. 1959. Process Equipment Design. John Wiley & Sons, Inc. : New York
Cheremisinoff, N.P. 2002. Handbook of Water and Wastewater Treatment
Technologies. Butterworth-Heinemann: USA.
Coulson J.M., and J. F. Richardson. 2005. Chemical Engineering 4th edition.
Butterworth-Heinemann : Washington.
Fogler.A.H.Scott, 1999, Elements of Chemical Reaction Engineering, Prentice Hall International Inc, New Jersey.
Geankoplis, Christie J. 1993. Transport Processes and Unit Operations 3rd edition.
Prentice Hall : New Jersey.
Handoko, Hani. 2010. Organisasi, Koordinasi, Wewenang, Delegasi dan Penyusunan
Personalia Organisasi. Gunadarma, Indonesia.
Himmeblau, David. 1996. Basic Principles and Calculation in Chemical
Engineering, Prentice Hall Inc, New Jersey.
Kern, Donald Q. 1965. Process Heat Transfer. Mcgraw-Hill Co. : New York.
Kirk.R.E.and Othmer.D.F. 1977. Encyclopedia of Chemical Technology 18th Edition.
John Wiley&Sons : New York, USA.
Lluis Eek. 1998. Process for the Preparation of Pentaerythritol. US Patent No. 5,741,956.
Ludwig, Ernest. 1997. Applied Process Design for Chemical and Petrochemical
Plants 3 rd edition. Gulf Publishing Company, Houston.
Matches. 2014. Equipment Cost. www.matche.com . Diakses pada 16 September 2015.
Mc Cabe, W.L. and Smith, J.C. 1985. Operasi Teknik Kimia. Erlangga: Jakarta.
Megyesy, E.F. 1997. Pressure Vessel Handbook 10th ed. Pressure Vessel Publishing Inc., USA.
Mullin, J.W. 2001. Crystallization4th edition. Reed Educational and Professional
Publishing Ltd. Oxford: London.
Nadhori. 2014. http://www.nadhori.blogspot.com. Diakses pada 15 Januari 2016.
Perry, Robert H., Don W. Green & James O. Maloney. 1999. Perry’s Chemical
Engineers’ Handbook 7th Edition. McGraw Hill Book Company : New York,
USA.
Powell, S. 1954. Water Conditioning for Industry, Ed. 1st. Mc Graw Hill Book Company : London.
Raju, 1995, Water Treatment Process, McGraw Hill International Book Company, New York
Smith, J.M., H.C. Van Ness, and M.M. Abbott. 2001. Chemical Engineering
Timmerhaus, Klaus D., Max S. Peters, and Ronald E. West. 1991. Plant Design an
Economic for Chemical Engineering 3th edition. McGraww-Hill Book Company:
New York.
Timmerhaus, Klaus D., Max S. Peters, and Ronald E. West. 2003. Plant Design and
Economics for Chemical Engineers 4th edition. McGraw-Hill : New York.
Uehama H., Hioki K., Onuki A., Hirokawa K., Shoji T. 1976. Process for Producing
Pentaeryhtritol. US Patent No. 3,968,176.
Ullmann’s., 2003. “Encyclopedia of Industrial Chemistry”,6th edition.
Walas, S.M., 1988, Chemical Process Equipment, 3rd ed., Butterworths series in chemical engineering, USA