BAB I
PENDAHULUANLatar Belakang
Pesatnya perkembangan dunia industri manufaktur pada masa kini menuntut perusahaan untuk memiliki daya saing tinggi, baik dari segi kualitas maupun kuantitas produk yang dihasilkannya, sehingga segala jenis kegiatan proses produksi yang sebelumnya menggunakan manusia (manual) telah menjadi otomatis dengan menggunakan teknologi otomasi (Astian, 2015).
PT. Karyamitra Budisentosa merupakan sebuah perusahaan eksportir yang berlokasi di Pasuruan, Jawa Timur dan bergerak di bidang manufaktur sandang, dengan memproduksi sepatu berbahan dasar kulit (Kemenperin, 2016).
Dalam rangka pemenuhan kebutuhan ekspor sepatu kulit, dibutuhkan produk dengan kualitas yang dapat bersaing dengan produk negara lain (PT.Karyamitra Budisentosa, 2016). Kualitas sendiri adalah keseluruhan fitur dan karakteristik produk atau jasa yang mampu memuaskan kebutuhan yang tampak ataupun samar (Render dan Herizer, 2009).
Pada proses manufaktur yang berlangsung di PT.Karyamitra Budisentosa, samak kulit sebagai bahan baku mayor menjadi salah satu komponen utama yang menentukan kualitas sepatu sebagai produk akhir perusahaan. Tingginya tingkat korelasi antara kualitas produk akhir dengan kualitas samak kulit sebagai bahan utama dikuatkan dengan eksistensi Quality Control of Incoming Leather (QCIL) Department pada PT. Karyamitra Budisentosa (PT.Karyamitra Budisentosa, 2016).
Dari hasil pengamatan langsung oleh peneliti di lapangan, diketahui bahwa proses inspeksi oleh Departemen QCIL dilakukan secara manual oleh 18 orang operator yang terbagi rata pada sembilan workstation inspeksi. Proses inspeksi juga melibatkan kegiatan administratif, dimana operator melakukan pencatatan/ dokumentasi mengenai informasi dari setiap kulit yang telah diperiksa. Informasi yang dicatat diantaranya adalah informasi mengenai jenis cacat yang muncul pada
kulit, beserta hasil akhir proses inspeksi yaitu kategori kualitas kulit berdasarkan perbandingan persentase luas area kulit yang cacat dengan yang tidak pada setiap lembarnya. Gambar I.1 memperlihatkan proses inspeksi kulit di Departemen QCIL yang masih dilakukan secara manual.
Gambar I.1 Proses Inspeksi Kulit Existing
Hasil dari proses inspeksi adalah klasifikasi kualitas kulit dengan standar yang didokumentasikan oleh perusahaan, permukaan samak kulit dibagi menjadi tiga kategori kualitas, yang dinilai berdasarkan persentase permukaan kulit yang tidak cacat (memiliki cutting value). Tabel I.1 menunjukkan ketiga kategori kualitas permukaan kulit tersebut.
Tabel I.1 Klasifikasi Kualitas Permukaan Kulit (PT. Karyamitra Budisentosa, 2016)
Kategori Kualitas Kulit A = B C TR
Persentase Area Potong
(Cutting Value) > 90% > 65% > 40%
Ketiga kategori yang telah dideskripsikan diatas merupakan persentase area permukaan kulit tanpa cacat yang kemudian didistribusikan kepada Cutting Department sesuai dengan kualitasnya. Menurut standar Departemen (QCIL)
PT.Karyamitra Budisentosa, kriteria atau jenis cacat permukaan tersebut dibagi menjadi delapan jenis cacat yang diperoleh dan dianalisa dari hasil pendekatan langsung dengan operator inspeksi dan pihak lain yang terkait dengan kualitas samak kulit. Kedelapan kriteria cacat pada penelitian ini merupakan cacat visual yang dapat dideteksi secara manual, tidak termasuk cacat yang ada di dalam serat kulit dan tidak terlihat pada permukaan. Kedelapan jenis cacat tersebut adalah jenis cacat pada kulit yang biasa disebabkan faktor lingkungan pertumbuhan ternak penghasil kulit, dengan jenis cacat tersebut adalah cacat pori, cacat gembos (loose), cacat kutu, cacat urat, cacat mata ikan, cacat galar, cacat mill besar dan cacat kerut.
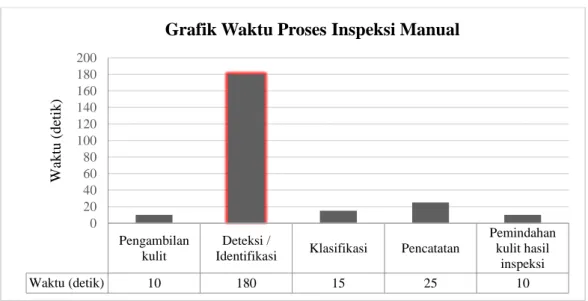
Aadpun rangkaian proses inspeksi pada Departemen QCIL memerlukan waktu selama rata-rata 240 detik untuk melakukan inspeksi pada satu lembar kulit dengan luas rata-rata per lembar sebesar 10 squarefeet. Proses inspeksi secara manual melibatkan aktivitas-aktivitas yang dijabarkan pada Gambar I.2.
Gambar I.2 Waktu Proses Inspeksi
Dari Gambar I.2 dapat dilihat bahwa aktivitas deteksi/ identifikasi kulit memerlukan waktu 180 detik, memiliki selisih 165 detik dari rata-rata waktu aktivitas yang lain. Deteksi/ identifikasi kulit tersebut adalah kegiatan yang dilakukan oleh operator inspeksi untuk mencari dan menemukan proporsi dan jumlah cacat yang ada pada permukaan kulit. Tingginya waktu yang diperlukan untuk melakukan aktivitas deteksi/ identifikasi tersebut menjadi perhatian
Pengambilan kulit
Deteksi /
Identifikasi Klasifikasi Pencatatan
Pemindahan kulit hasil inspeksi Waktu (detik) 10 180 15 25 10 0 20 40 60 80 100 120 140 160 180 200 W ak tu ( d etik )
dikarenakan proses inspeksi yang ada dilakukan secara menyeluruh terhadap setiap lembar kulit yang diterima, dengan jumlah lembar kulit yang diperiksa setiap bulannya adalah sebanyak 60000 lembar kulit (Departemen QCIL, 2016). Data pemeriksaan kulit Departemen QCIL bulan Januari 2016 yang diperoleh dan digunakan pada penelitian ini memperlihatkan bahwa sebanyak 54393 lembar dari berbagai jenis kulit diterima untuk diinspeksi, sebagaimana dirangkum dan diperlihatkan pada Gambar I.3.
Gambar I.3 Jumlah Kedatangan Kulit Pada Bulan Januari 2016 (PT. Karyamitra Budisentosa, 2016)
Gambar I.3 menunjukkan bahwa kulit dengan jenis Nappa sebagai varian jenis kulit terbanyak (29917 lembar atau 55% dari total kulit yang diterima) yang kemudian dijadikan sebagai objek pada penelitian ini.
Berdasarkan data yang disebutkan diatas, banyaknya jumlah kulit yang perlu diinspeksi secara menyeluruh dengan dimensi cacat yang relatif kecil dan beragam, menjadi beban kerja yang cukup berat bagi 18 orang operator inspeksi pada Departemen QCIL. Dari hasil pengamatan langsung yang dilakukan di Departemen QCIL, keseluruhan aktivitas dalam proses inspeksi termasuk kegiatan administratif yang ada, masih menggunakan cara manual, sehinggga menyebabkan kelelahan dan kejenuhan karena pengujian dilakukan secara berulang.
JUMLAH KULIT (LEMBAR)
NAPPA 29917 FULL GRAIN 5438 SUEDE 13599 PATENT 5439 NAPPA FULL GRAIN SUEDE PATENT 0 5000 10000 15000 20000 25000 30000 35000 Ju m la h Ku lit (L em b ar)
Pernyataan tersebut diperkuat dengan adanya data ketidaksesuaian (data leak out) hasil inspeksi bulan Januari 2015 pada inspeksi kulit dengan jenis Nappa sebagaimana telah disebutkan jenis tersebut menjadi objek dalam penelitian ini. Data ketidaksesuaian tersebut merepresentasikan jumlah leak out hasil inspeksi Departemen QCIL yang dilaporkan oleh Departemen Cutting. Data leak out inspeksi kulit dengan jenis Nappa pada penelitian ini diperoleh dari Departemen QCIL dan diperlihatkan pada Gambar I.4.
Gambar I.4 Data Ketidaksesuaian (leak out) Hasil Inspeksi Januari 2016 (PT. Karyamitra Budisentosa, 2016)
Dari total 29917 lembar kulit yang diinspeksi, sebanyak 10471 lembar kulit perlu dikembalikan oleh Cutting Department untuk inspeksi lebih lanjut dikarenakan ketidaksesuaian pada penentuan kualitas kulit. Kesesuaian dalam penentuan kualitas kulit diperlukan karena Cutting Department dibagi menjadi divisi-divisi dengan alat dan artikel pemotongan yang dikelompokkan berdasarkan area potong minimal pada kulit untuk kemudian dapat memenuhi bagian-bagian pada sepatu yang akan di-assembly pada departemen berikutnya.
Tingkat leak out yang terjadi pada Departemen QCIL di bulan Januari 2016 bukan merupakan suatu kebetulan, pernyataan tersebut diperkuat dari data yang diperoleh pada bulan Juli 2015, dengan kondisi lingkungan kerja yang sama, jumlah, dan identitas operator yang sama sebagaimana yang terjadi pada bulan
0 5000 10000 15000 20000 TR1 C A = B Kate g o ri K u alitas Ku lit TR1 C A = B
Tidak Sesuai (Lembar) 3141 7180 149
Sesuai (Lembar) 7329 10770 1346
Januari 2016. Total kedatangan samak kulit pada bulan Juli 2015 sebanyak 25757 lembar, yang komposisinya juga didominasi oleh kulit jenis Nappa sebesar 45% atau sebanyak 11591 lembar kulit, memberikan nilai tingkat leak out inspeksi pada kulit jenis Nappa yang relatif tinggi, sebagaimana yang terjadi di bulan Januari 2016. Data leak out pada bulan Juli 2015 diperlihatkan pada Gambar I.5.
Gambar I.5 Data Ketidaksesuaian (leak out) Hasil Inspeksi Juli 2015 (PT. Karyamitra Budisentosa, 2016)
Dari total 24055 lembar kulit yang diinspeksi, sebanyak 9092 lembar samak kulit atau sekitar 38% dari total inspeksi dikembalikan oleh Cutting Department. Dari dua data leak out yang disajikan diatas pada bulan Januari 2016 dan bulan Juli 2015, dapat diambil kesimpulan bahwa tingkat akurasi pada Departemen QCIL masih dibawah 40%. Selain kedua data tersebut, kesimpulan tersebut diperkuat oleh pernyataan lisan yang diperoleh dari staf administratif pada Departemen QCIL.
Munculnya permasalahan ketidaksesuaian hasil inspeksi disebabkan oleh karena proses deteksi/ identifikasi cacat pada permukaan kulit yang dilakukan secara manual dan penentuan kelas kualitas yang masih bersifat subjektif, yang rentan akan faktor human error. Banyak cacat pada permukaan kulit yang yang tidak terdeteksi oleh operator, sehingga mempengaruhi tingginya tingkat error pada
0 5000 10000 15000 20000 TR1 C A = B Kate g o ri K u alitas Ku lit TR1 C A = B
Tidak Sesuai (Lembar) 3199 5773 121
Sesuai (Lembar) 5219 8660 1082
penentuan kualitas akhir samak kulit. Diketahui jumlah jenis cacat dominan pada kulit yang dikembalikan oleh Cutting Department pada bulan Januari 2016 karena tidak sesuai diperlihatkan pada Gambar I.6 dengan persentase terbesar adalah cacat kutu yaitu 60%.
Gambar I.6 Persentase Jumlah Jenis Cacat (PT. Karyamitra Budisentosa, 2016) Berangkat dari data yang menunjukkan bahwa tingginya jumlah cacat jenis kutu peneliti melakukan pencarian informasi lebih lanjut dengan melakukan pendekatan wawancara secara langsung kepada operator inspeksi PT. Karyamitra Budisentosa.
Dalam pengumpulan informasi mengenai deteksi cacat berdasarkan tingkat kesulitannya, digunakan tiga jenis cacat kulit dengan persentase terbanyak yang diambil dari data leak out inspeksi di bulan Januari 2016 yaitu cacat kulit dengan jenis kutu (60%), cacat kerut (8%), dan cacat mata ikan (9%) dengan hasil wawancara yang diperlihatkan pada Gambar I.7 dimana 17 dari 18 operator inspeksi menyebutkan bahwa cacat kutu merupakan cacat dengan tingkat kesulitan deteksi tertinggi, dibandingkan dengan cacat dengan persentase tertinggi lainnya yaitu cacat pori dan cacat kutu.
5% 6% 7%
60%
8% 3% 2% 9% CACAT DOMINAN Pori Gembos Urat Kutu Kerut Galar Mill Besar Mata IkanCacat kutu menjadi cacat dengan tingkat kesulitan deteksi tertinggi dikarenakan rendahnya kontras atau ciri titik cacat dibandingkan dengan latar belakang kulit dengan permukaan normal, serta dimensi cacatnya yang relatif kecil sehingga berdampak pula terhadap tingginya tingkat ketidaksesuaian hasil inspeksi.
Gambar I.7 Tingkat Kesulitan Deteksi Berdasarkan Jenis Cacat (PT. Karyamitra Budisentosa, 2016)
Dari Gambar I.7 dapat ditarik kesimpulan bahwa cacat kutu memiliki tingkat kesulitan tertinggi dalam proses deteksi cacat permukaan berdasarkan pendapat operator inspeksi yang diperoleh di lapangan.
Seperti halnya proses inspeksi visual pada produk-produk lain dengan dimensi kecacatan yang relatif kecil, menurut Kwak, dkk (2001), banyak kelemahan ditemukan dalam sistem inspeksi manual, seperti waktu yang lama, upah pekerja yang besar dan faktor human error dengan kecenderungan peningkatan frekuensi kelalaian dikarenakan fatigue yang berpengaruh terhadap kualitas produk akhir keseluruhan dan juga memperlambat proses produksi secara keseluruhan.
Mengacu pada rencana PT. Karyamitra Budisentosa untuk menjaga konsistensi kualitas pada pernyataan yang dikemukakan diatas, serta kelemahan-kelemahan yang ada pada proses inspeksi, PT. Karyamitra Budisentosa perlu melakukan penyesuaian dalam rangka menjaga kualitas produk dan memperkuat daya saing
SUSAH SEDANG MUDAH
KUTU 17 1 0 PORI 6 9 3 MATA IKAN 3 9 6 0 2 4 6 8 10 12 14 16 18 Ju m lah Op er ato r
dengan perusahaan-perusahaan lain yang sejenis, khususnya dengan perusahaan negara maju yang relatif unggul dalam bidang manufaktur.
Pemanfaatan teknik pengolahan citra dapat diimplementasikan untuk membantu PT. Karyamitra Budisentosa dalam melakukan kontrol kualitas pada samak kulit. Menurut Wise dkk (1990) dalam Ikrar (2004) pemanfaatan citra dalam ilmu pengetahuan telah berlangsung sejak lama dan terus berkembang sampai saat ini. Sejumlah besar data yang menggambarkan sebuah objek dan komplek dapat direpresentasikan hanya dengan visualisasi data tersebut sebagai sebuah citra. Beberapa penelitian telah dilakukan untuk membantu proses inspeksi cacat pada kulit seperti contohnya pada penelitian yang dilakukan oleh Krastev dan Georgieva (2005) dengan Kwak dan Ventura (2000) yang menggunakan Computer Vision System dengan menggunakan Artificial Neural Network yang berperan sebagai Artificial Intelligence untuk mesin pembelajaran pada proses otomatisasi identifikasi cacat permukaan kulit, dimana pada penerapannya pendekatan dengan menggunakan mesin berbasis citra atau kamera digital dilakukan dalam rangka mendapatkan atau mengekstrasi cacat yang ada pada kulit.
Penggunaan Artificial Neural Network pada inspeksi visual telah lama dan berhasil dilakukan sebagaimana yang dikemukakan oleh Xie (2008), dikarenakan kemampuannya untuk melakukan pembelajaran relasi kompleks non-linier antara input dan output. Dari penelitian-penelitian yang telah dilakukan, rata-rata tingkat akurasi deteksi dan klasifikasi cacat pada objek dengan menggunakan pendekatan supervised classification tingkat akurasi dapat mencapai nilai diatas 90%.
Menurut Bhandari dan Deshpande (2008) kebutuhan akan kontrol kualitas dan pengujian performa merupakan bagian penting dalam prosedur produksi. Hal ini menunjukkan bahwa apabila penerapan otomatisasi inspeksi berbasis Computer Vision System di PT. Karyamitra Budisentosa diimplementasikan dengan tepat, PT. Karyamitra Budisentosa dapat meningkatkan produktifitas, dapat mengurangi jumlah tenaga kerja, dan meminimalisir defect yang diakibat oleh human error
sebagaimana kelebihan-kelebihan tersebut dikemukakan oleh Fauscette (2003) yang telah melakukan penelitian yang serupa pada perusahaan manufaktur lain. Dengan tingginya kebutuhan akan produk berkualitas tinggi dan semakin ketatnya persaingan antar industri serupa seiring perkembangan zaman dan teknologi, penelitian ini difokuskan terhadap masalah yang diangkat pada Departemen QCIL sebagai pihak yang bertanggungjawab terhadap kualitas bahan baku utama produk. Didukung oleh penelitian-penelitian terdahulu, penelitian ini akan menerapkan otomatisasi deteksi cacat pada permukaan kulit berbasis computer vision system dengan menggunakan Artificial Neural Network sebagai implementasi Artificial Intelligence yang dapat memberikan respon adaptif terhadap samak kulit yang menjadi objek dalam penelitian ini.
Identifikasi Masalah
Perumusan masalah yang akan diangkat sebagai bahan penelitian tugas akhir ini adalah sebagai berikut:
1. Bagaimana merancang Computer Vision System untuk deteksi cacat permukaan kulit visual pada permukaan samak kulit dengan menggunakan algoritma Artificial Neural Network?
2. Bagaimana merancang otomatisasi proses inspeksi terintegrasi yang dapat berfungsi sebagaimana alur proses inspeksi manual?
Tujuan Penelitian
Berdasarkan perumusan masalah di atas , maka dapat di tentukan tujuan penelitian tugas akhir ini adalah sebagai berikut:
1. Membuat rancangan Computer Vision System untuk deteksi cacat permukaan kulit visual pada permukaan sakmak kulit dengan menggunakan algoritma Artificial Neural Network.
2. Merancang sistem otomatisasi proses inspeksi terintegrasi yang dapat berfungsi sebagaimana alur proses inspeksi manual.
Batasan Masalah
Guna menjaga tidak meluasnya pembahasan dalam penelitian ini, maka ditentukan beberapa batasan yaitu:
1. Desain sistem merupakan miniatur dari sistem industri existing pada proses yang sama.
2. Cacat yang diidentifikasi adalah cacat dengan kategori cacat kutu. 3. Pembuatan komunikasi antara PLC dengan Matlab.
4. Dimensi lembar kulit yang digunakan pada rancangan sistem ini sebesar 13x17 cm2.
5. Jenis kulit yang digunakan pada penelitian ini.
6. Tidak membahas megenai layout tata letak mesin-mesin.
7. Tidak membahas spesifikasi hardware untuk diterapkan pada industri. 8. Tidak membahas kelayakan penerapan sistem rancangan pada industri.
Manfaat Penelitian
Manfaat dalam penelitian ini meliputi:
1. Mereduksi beban kerja dan meminimalisir kerugian perusahaan akibat produksi bahan cacat yang disebabkan faktor human error.
2. Menciptakan sistem pengawasan dengan ketelitian yang relatif tinggi berbasis SCADA.
3. Mereduksi jumlah kebutuhan industri terhadap operator inspeksi, sehingga dapat dialokasikan untuk stasiun kerja lain yang diperlukan.
4. Mereduksi waktu proses.
Sistematika Penulisan
Penelitian ini diuraikan dengan sistematika penulisan sebagai berikut:
Bab I Pendahuluan
Pada bab ini berisi uraian mengenai latar belakang penelitian, perumusan masalah, tujuan penelitian, batasan penelitian, manfaat penelitian, dan sistematika penulisan.
Bab II Tinjauan Pustaka
Pada bab ini berisi literatur yang relevan dengan permasalahan yang diteliti dan dibahas pula hasil-hasil penelitian terdahulu. Studi literatur tentang teori yang digunakan dalam penelitian ini adalah sistem otomatisasi deteksi cacat pada samak kulit yang terdiri Programmable Logic Controller, Monitoring Interface sebagai
bagian dari Human Machine Interface, Artificial Neural Network dan pengolahan citra dengan menggunakan MATLAB.
Bab III Metode Penelitian
Pada bab ini dijelaskan langkah-langkah penelitian secara rinci meliputi tahap merumuskan masalah penelitian, merumuskan hipotesis, dan mengembangkan model penelitian, mengidentifikasi dan melakukan operasionalisasi variabel penelitian, menyusun kuesioner penelitian, merancang pengumpulan dan pengolahan data, melakukan uji instrumen dan merancang analisis pengolahan data
Bab IV Pengumpulan dan Pengolahan Data
Bab ini berisi tentang data-data yang diperlukan untuk merancang deteksi cacat pada permukaan kulit menggunakan tahapan yang diperlukan dalam MATLAB serta penerapan Artificial Neural Network yang berperang sebagai kecerdasan buatan pada proses deteksi, data yang diperlukan untuk merancang program pada Programmable Logic Controller, dan Monitoring Interface yang merupakan bagian dari Human Machine Interface (HMI). Selanjutnya data-data tersebut akan digunakan untuk merancang miniplant untuk kemudian dijadikan sebagai media simulasi dari program yang dirancang yaitu merancang konfigurasi dan sistem yang digunakan pada perancangan otomatisasi deteksi cacat pada kualitas samak kulit di PT. Karyamitra Budisentosa.
Bab V Analisis Sistem Hasil Rancangan
Bab ini berisi mengenai analisis dari hasil penelitian yang dilakukan yaitu perancangan otomatisasi deteksi cacat pada samak kulit. Pada bab ini masing-masing menjelaskan analisis hasil dari rancangan otomatisasi deteksi cacat pada samak kulit meliputi analisis hardware yang digunakan, pemrograman Programmable Logic Controller sebagai skenario dari proses inspeksi terotomatisasi, Monitoring Interface, Graphical User Interface deteksi cacat pada samak kulit dan analisis hasil deteksi cacat pada samak kulit berbasis computer vision dengan menerapkan Artificial Neural Network.
Bab VI Kesimpulan dan Saran
Bab ini berisi kesimpulan dari perancangan otomatisasi deteksi cacat pada kulit dengan menerapkan Artificial Neural Network di PT. Karyamitra Budisentosa serta rekomendasi saran yang berhubungan dengan rancangan otomatisasi yang telah dibuat.