P
ENGONTROLANK
UALITASP
ADAP
ROSESP
ENGEMASANS
EMEN(P
ACKAGING) PT. S
EMENG
RESIK(P
ERSERO) T
BK, D
IT
UBANB
ERBASISM
ETODES
IXS
IGMADisusun oleh:
Eko Oktiningrum Suhartono NRP 1309 030 034
Dosen Pembimbing
Dr. Muhammad Mashuri, MT
Statistika ITS – Surabaya, 13 Juni 2012
PENDAHULUAN
TINJAUAN PUSTAKA
METODELOGI
ANALISIS DAN PEMBAHASAN
KESIMPULAN
OUTLINE
Statistika ITS – Surabaya, 13 Juni 2012
Statistika ITS – Surabaya, 13 Juni 2012
1
Statistika ITS – Surabaya, 13 Juni 2012 2
Apakah proses pengemasan sudah terkendali dengan menggunakan diagram kontrol p multivariat?
Bagaimana kapabilitas proses dan berapa nilai DPMO?
Faktor-faktor yang mempengaruhi kualitas proses
Permasalahan
Statistika ITS – Surabaya, 13 Juni 2012 3
Mengetahui analisis proses pengemasan menggunakan diagram kontrol p multivariat
Menganalisa kapabilitas proses dan menghitung nilai DPMO
Mengamati faktor-faktor yang mempengaruhi kualitas proses
Tujuan
Statistika ITS – Surabaya, 13 Juni 2012 4
Pelaksanaan penelitian di PT. Semen Gresik (Persero), Tbk memberikan manfaat bagi perusahaan yaitu memberikan informasi melalui ilmu statistik dan manajemen dalam meningkatkan kualitas produksi dan bahan masukan perusahaan dalam mengambil keputusan yang tepat dalam menangani masalah tersebut.
Manfaat
Statistika ITS – Surabaya, 13 Juni 2012 5
Permasalahan dalam penelitian ini dibatasi oleh kecacatan produk pada proses pengemasan kantong semen PPC berat kantong 40kg dan 50kg di proyek Tuban 1 dan 2 selama bulan Desember 2011. Metode Six Sigma dibatasi dengan model DMAIC tanpa improve. Pada perhitungan kapabilitas menggunakan diagram kontrol p univariat dikarenakan belum ditemukan rumus kapabilitas diagram kontrol p multivariat.
Batasan Masalah
6 Statistika ITS – Surabaya, 13 Juni 2012
PENDAHULUAN TINJAUAN PUSTAKA
METODELOGI
ANALISIS DAN PEMBAHASAN
KESIMPULAN
OUTLINE
Statistika ITS – Surabaya, 13 Juni 2012
Statistika ITS – Surabaya, 13 Juni 2012
7
Six Sigma
merupakan suatu sistem yang komprehensif dan fleksibel untuk mencapai, memberi dukungan dan memaksimalkan proses usaha, yang berfokus pada pemahaman akan kebutuhan pelanggan dengan menggunakan fakta, data, dan analisis statistik serta terus menerus memperhatikan pengaturan, perbaikan dan mengkaji ulang proses usahaSix Sigma
8 Statistika ITS – Surabaya, 13 Juni 2012
Dalam
Six Sigma
ada siklus 5 fase DMAIC (Define, Measure, Analyze, Improve
danControl
) yaitu proses peningkatan terus menerus menuju targetsix sigma
. DMAIC merupakan suatu prosesclosed–loop
yang menghilangkan langkah-langkah proses yang tidak produktif, sering berfokus pada pengukuran baru dan menerapkan teknologi untuk peningkatan kualitas menuju targetsix sigma.
Six Sigma
9 Statistika ITS – Surabaya, 13 Juni 2012
True 6-Sigma Process(Normal Distribustion Centered)
Spec Limit Percent DPMO
± 1 SIGMA 68,27 317300
± 2 SIGMA 95,45 45500
± 3 SIGMA 99,73 2700
± 4 SIGMA 99,9937 63
± 5 SIGMA 99,999943 0,57
± 6 SIGMA 99,999999 0,002
Motorola Company's 6-Sigma Process(Normal Distribution Shifted 1,5σ
Spec Limit Percent DPMO
± 1 SIGMA 30,23 697700
± 2 SIGMA 69,13 308700
± 3 SIGMA 93,32 66810
± 4 SIGMA 99,379 6210
± 5 SIGMA 99,9767 233
± 6 SIGMA 99,99966 3,4
10 Statistika ITS – Surabaya, 13 Juni 2012
Pengendalian proses statistik merupakan penerapan metode-metode statistik untuk pengukuran dan analisis variasi proses. Keberhasilan dalam pengendalian proses statistik sangat dipengaruhi oleh tiga faktor, yakni sistem pengukuran, sistem pelatihan yang tepat, dan komitmen manajemen. Alasan utama mengadakan pengendalian proses statistik adalah untuk dapat mencapai kepuasan pelanggan (Dorothea W. A, 2003: 66).
11 Statistika ITS – Surabaya, 13 Juni 2012
Penaksir parameter tak bias dari pj sebagai berikut.
, dengan i = 1,2, …, m dan j = 0, 1 dan 2 BKA =
Garis tengah = BKB =
Keterangan :
dj = vektor pembobot
pj = proporsi dari ketidaksesuaian item pada karakteristik cacat
12 Statistika ITS – Surabaya, 13 Juni 2012
Diagram kontrol p adalah peta yang digunakan untuk melihat proses proses pemeriksaan pada proporsi cacat dengan ukuran sampel yang sama atau berbeda dan berdistribusi Binomial (Montgomery, 2005).
BKA : p + 3
BKB : p - 3
13
Statistika ITS – Surabaya, 13 Juni 2012
Suatu proses dikatakan kapabel bila yang pertama proses terkendali, memenuhi batas spesifikasi serta presisi dan akurasi proses tinggi (Grant & Leavenworth, 1999)
Presisi : Akurasi :
Dimana :
= Indeks potensial proses = Indeks performance proses
Jika suatu proses mempunyai nilai P% (min [Pp ; Ppk]) > 1, maka batas spesifikasi yang ditentukan perusahaan terletak diluar toleransi alami atau proses dikatakan kapabel dengan tingkat akurasi dan tingkat presisi tinggi
14 Statistika ITS – Surabaya, 13 Juni 2012
Diagram pareto berbentuk histogram frekuensi
ketidaksesuaian
(cacat) berdasarkan penyebab
ketidaksesuaian dan diurutkan mulai dari frekuensi paling besar sampai paling kecil (Montgomery, 2005).
15 Statistika ITS – Surabaya, 13 Juni 2012
Jenis Cacat
Frekuensi
Diagram sebab-akibat dipergunakan untuk menunjukkan faktor-faktor penyebab (sebab) dan karekteristik kualitas (akibat) yang disebabkan oleh faktor-faktor penyebab itu. Diagram sebab-akibat ini sering juga disebut sebagai diagram tulang ikan (fishbone diagram) karena bentuknya seperti kerangka tulang ikan (Farnum, 1994) atau diagram Ishikawa (Ishikawa’s diagram).
16 Statistika ITS – Surabaya, 13 Juni 2012
17 Statistika ITS – Surabaya, 13 Juni 2012
A1
A2
A4
A5
A7 BF
SCREEW CONVEYOR REJECT
AIR SLIDE
A8 A3
A6
BF
A9
PT. Semen Gresik (Persero) Tbk.
merupakan perusahaan yang bergerak di bidang industri semen. Diresmikan di Gresik pada tanggal 7 agustus 1957 oleh Presiden RI pertama dengan kapasitas terpasang 250.000 ton semen per tahun. Pada tanggal 8 Juli 1991 Semen Gresik tercatat di Bursa Efek Jakarta dan Bursa Efek Surabaya serta merupakan BUMN pertama yang go public dengan menjual 40 juta lembar saham kepada masyarakat.
Komposisi pemegang sahamnya adalah
Negara RI 73% dan masyarakat 27%. 18
Statistika ITS – Surabaya, 13 Juni 2012
PENDAHULUAN TINJAUAN PUSTAKA
METODELOGI
ANALISIS DAN PEMBAHASAN
KESIMPULAN
OUTLINE
Statistika ITS – Surabaya, 13 Juni 2012
Statistika ITS – Surabaya, 13 Juni 2012
19
Sumber data yang digunakan adalah data sekunder yang diperoleh dari bagian packer PT. Semen Gresik (Persero) Tbk di Tuban.
Data yang digunakan adalah proporsi kecacatan pada bulan Desember 2011 yang merupakan data Release Packer Bag kantong semen PPC Tuban 1 dan 2.
Sumber Data
20 Statistika ITS – Surabaya, 13 Juni 2012
Variabel penelitian yang diamati adalah proporsi kecacatan proses pengemasan kantong semen PPC 40kg.
Identifikasi Variabel
21 Statistika ITS – Surabaya, 13 Juni 2012
Atas
• 40,4 kg Bawah
• 39,6 kg
SPESIFIKASI
Atas
• 50,5 kg Bawah
• 49,5 kg
Pengambilan data menggunakan Packing Machine yang mana sudah otomatis terproduksi setiap harinya sesuai dengan pemintaan konsumen. Sampel yang digunakan adalah inspeksi 100% pada bulan Desember 2011 serta besarnya subgrup pada Tuban 1 dan 2 berdasarkan data release masing-masing sebesar 225900 dan 147770
Pengambilan Sampel
22 Statistika ITS – Surabaya, 13 Juni 2012
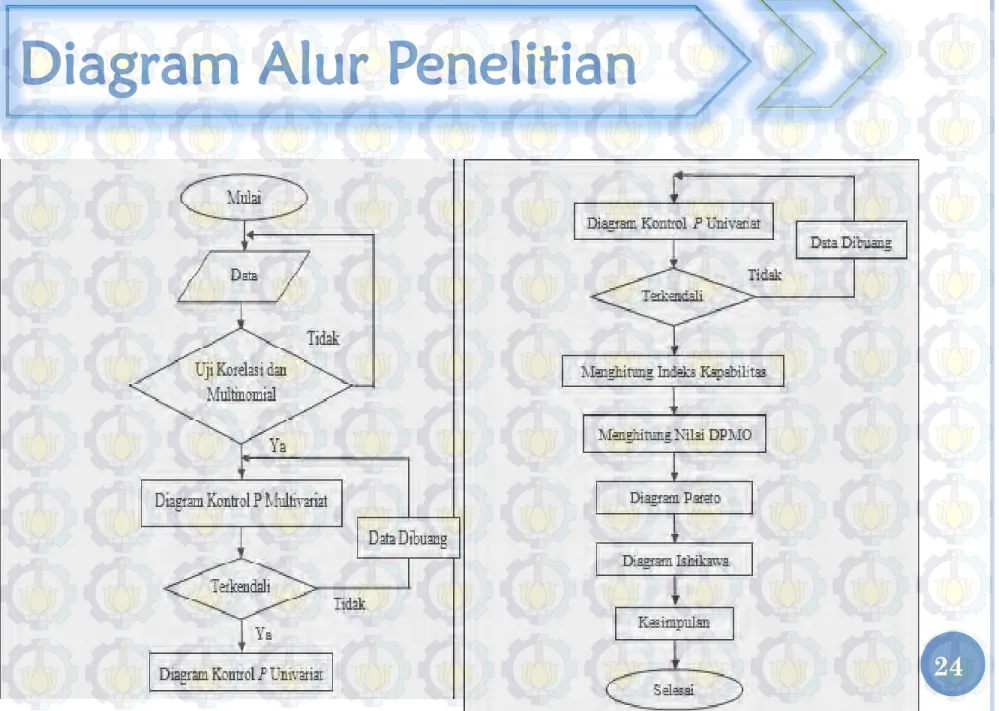
Tahap DEFINE
Mengamati proses pengemasan
Merumuskan masalah
Menetapkan tujuan
Tahap MEASURE
Mengumpulkan data ”laporan release dan pecah” bulan Desember 2011
Menganalisis data ”laporan release dan pecah” bulan Desember 2011
Menghitung indeks kapabilitas dan nilai DPMO
Tahap ANALYZE
Membuat diagram kontrol p multivariat
Membuat diagram kontrol p univariat
Tahap CONTROL
Membuat diagram kontrol perbaikan apabila out of control
Membuat diagram pareto
Mengidentifikasi penyebab pecahnya kantong semen
Membuat diagram sebab akibat
Memberikan usulan perbaikan/desain ulang
23
Diagram Alur Penelitian
24 Statistika ITS – Surabaya, 13 Juni 2012
PENDAHULUAN TINJAUAN PUSTAKA
METODELOGI
ANALISIS DAN PEMBAHASAN
KESIMPULAN
OUTLINE
Statistika ITS – Surabaya, 13 Juni 2012
Statistika ITS – Surabaya, 13 Juni 2012
25
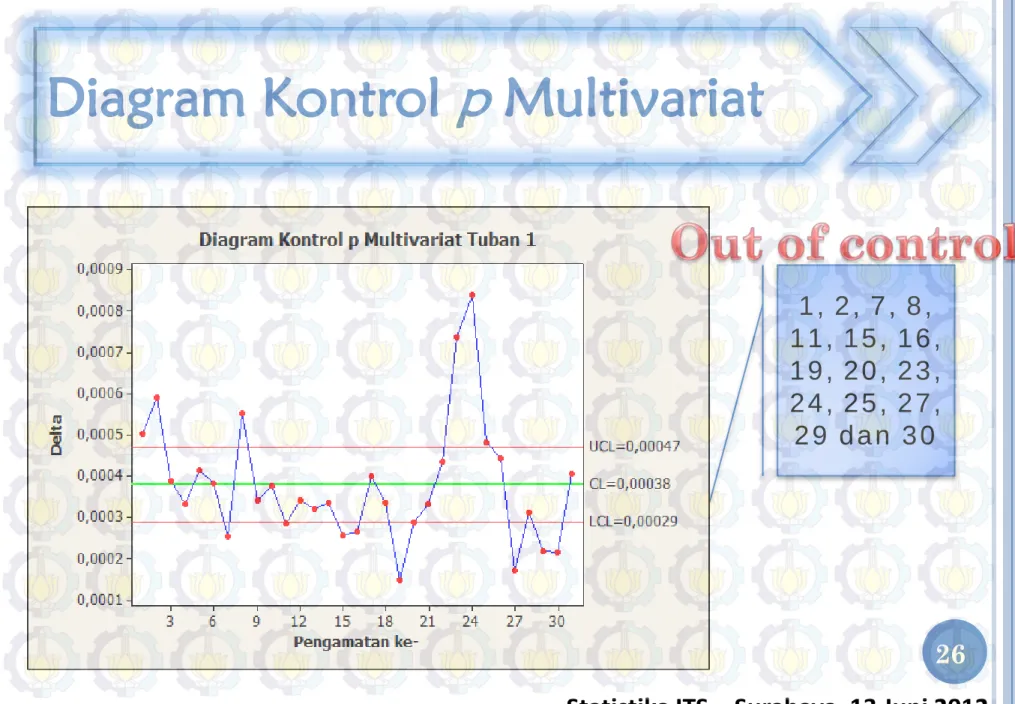
Diagram Kontrol p Multivariat
26 Statistika ITS – Surabaya, 13 Juni 2012
1, 2, 7, 8, 11, 15, 16, 19, 20, 23, 24, 25, 27, 29 dan 30
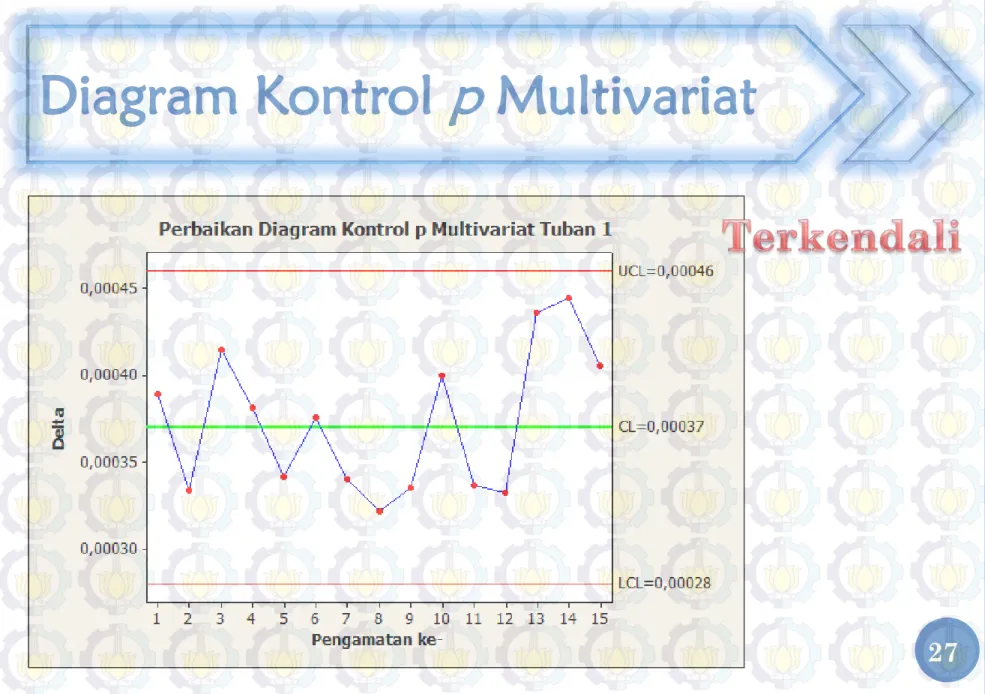
Diagram Kontrol p Multivariat
27 Statistika ITS – Surabaya, 13 Juni 2012
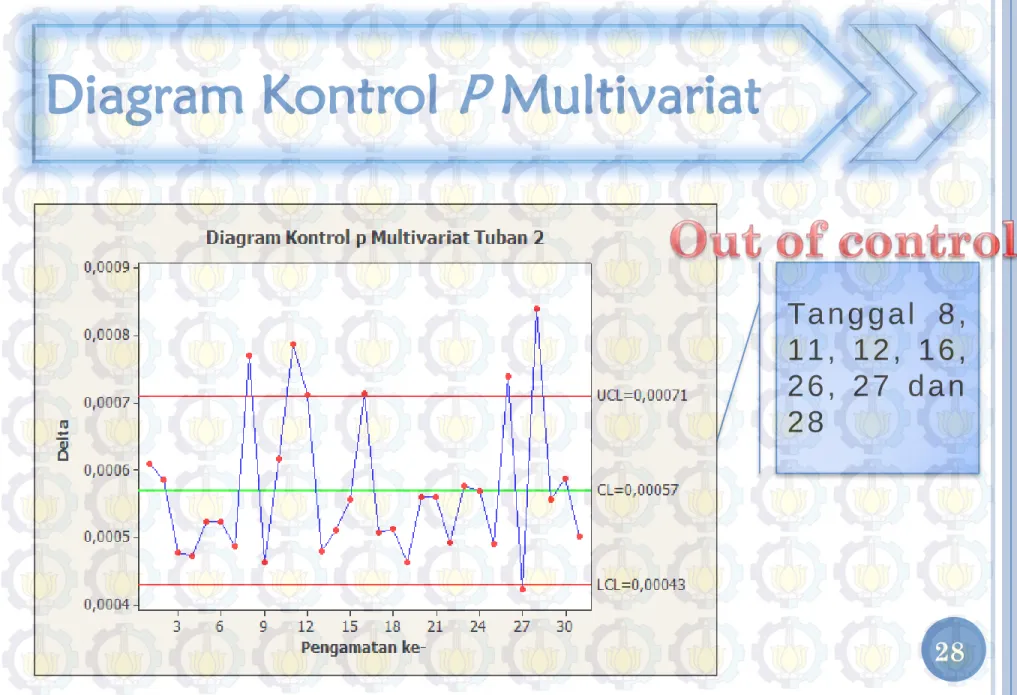
Diagram Kontrol P Multivariat
28 Statistika ITS – Surabaya, 13 Juni 2012
Tanggal 8, 11, 12, 16, 26, 27 dan 28
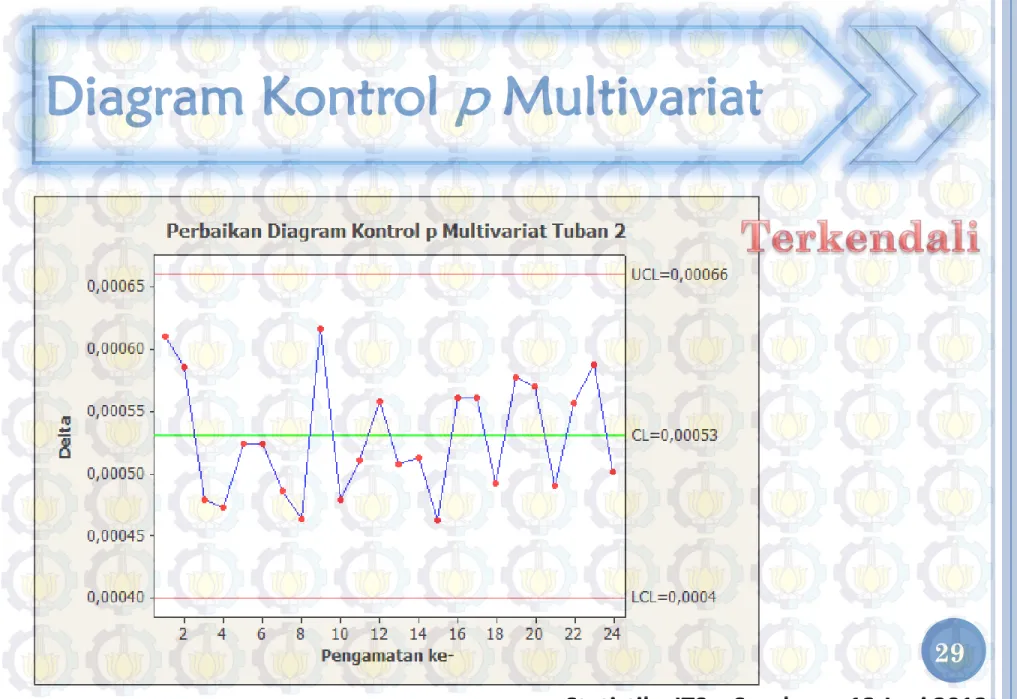
Diagram Kontrol p Multivariat
29 Statistika ITS – Surabaya, 13 Juni 2012
Presisi (1,17) Akurasi (1,27) Indeks
Kapabilitas (1,17)
30 Statistika ITS – Surabaya, 13 Juni 2012
Kapabilitas
Proses
Presisi (1,18) Akurasi (1,13) Indeks
Kapabilitas (1,13)
31 Statistika ITS – Surabaya, 13 Juni 2012
Kapabilitas
Proses
Presisi (1,11) Akurasi (1,05) Indeks
Kapabilitas (1,05)
32 Statistika ITS – Surabaya, 13 Juni 2012
Kapabilitas
Proses
Presisi (1,13) Akurasi (1,05) Indeks
Kapabilitas (1,05)
33 Statistika ITS – Surabaya, 13 Juni 2012
Kapabilitas
Proses
Presisi (1,16) Akurasi (1,09) Indeks
Kapabilitas (1,09)
34 Statistika ITS – Surabaya, 13 Juni 2012
Kapabilitas
Proses
35 Statistika ITS – Surabaya, 13 Juni 2012
Kapabilitas
Proses
Presisi (1,08) Akurasi (1,01) Indeks
Kapabilitas (1,01)
36 Statistika ITS – Surabaya, 13 Juni 2012
Kapabilitas
Proses
Nilai DPMO
37 Statistika ITS – Surabaya, 13 Juni 2012
Proyek Jenis Cacat Nilai
Cp Sigma DPMO
Tuban 1
Pembuatan 1,17 3,50 22.750 Pengisian 1,13 3,40 28.717 Total 1,046 3,14 50.517
Tuban 2
Pembuatan 1,053 3,16 48.490 Pengisian 1,09 3,27 38.407 Total 1,01 3,03 63.065
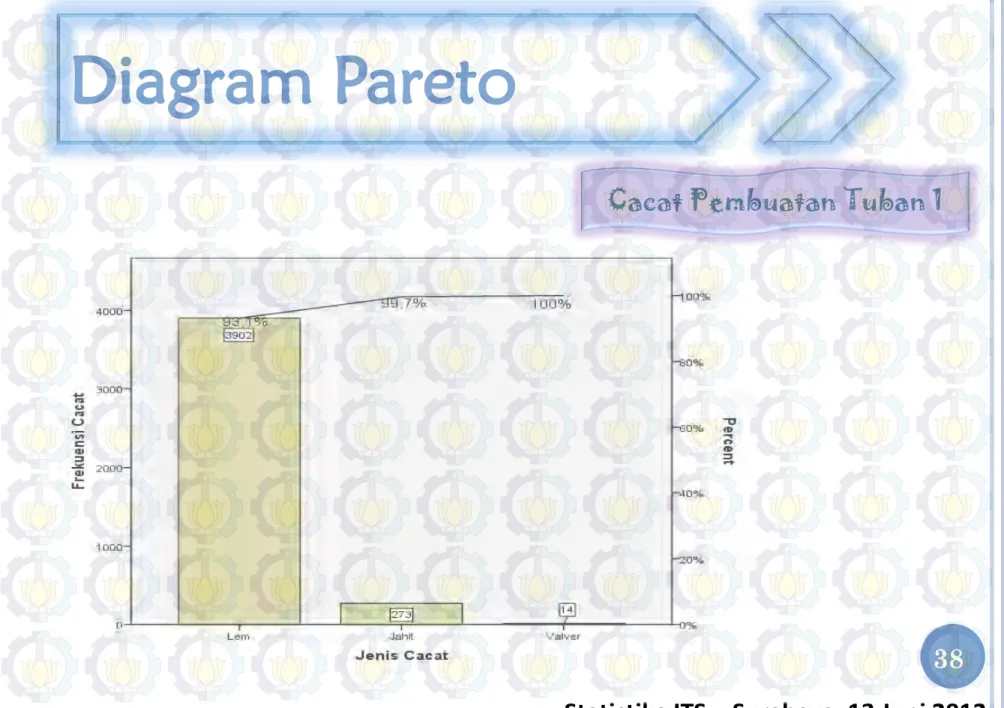
Diagram Pareto
38 Statistika ITS – Surabaya, 13 Juni 2012
Cacat Pembuatan Tuban 1
Diagram Pareto
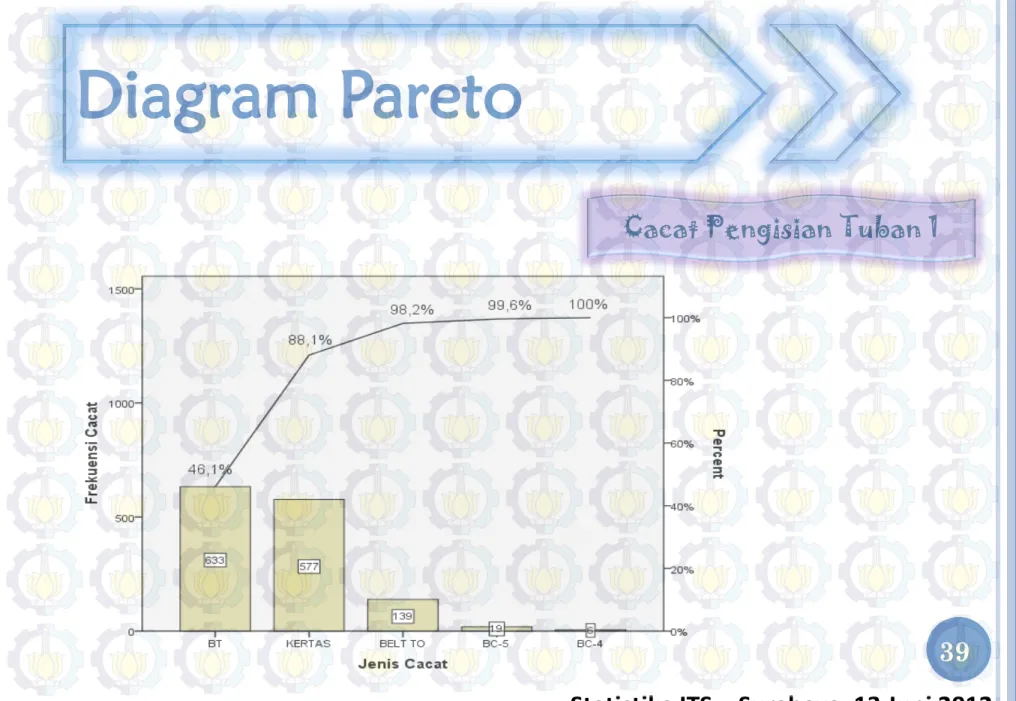
39 Statistika ITS – Surabaya, 13 Juni 2012
Cacat Pengisian Tuban 1
Diagram Pareto
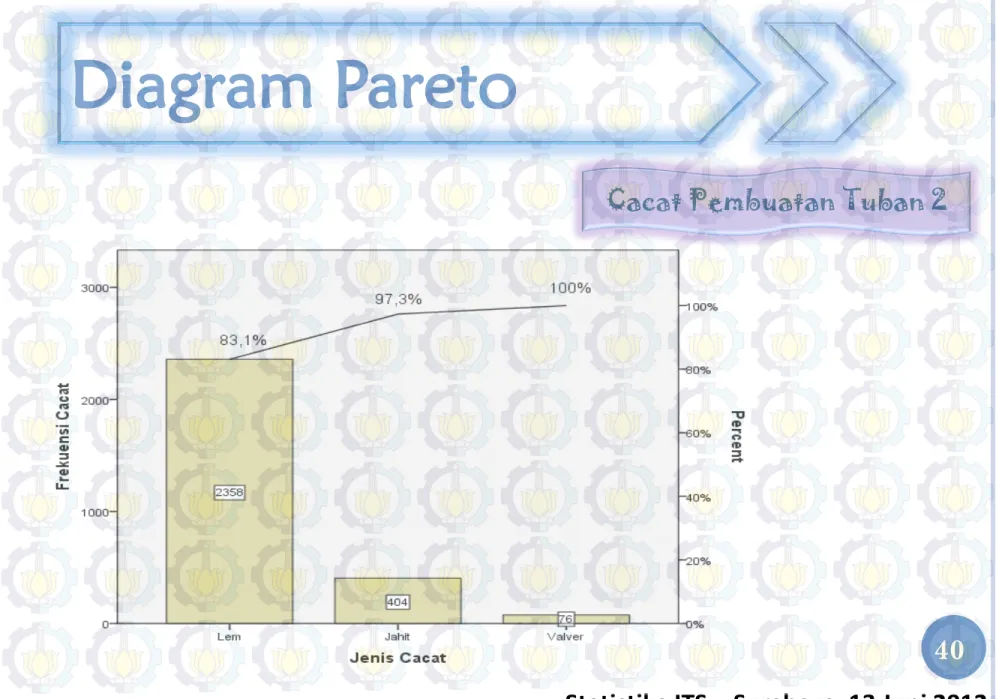
40 Statistika ITS – Surabaya, 13 Juni 2012
Cacat Pembuatan Tuban 2
Diagram Pareto
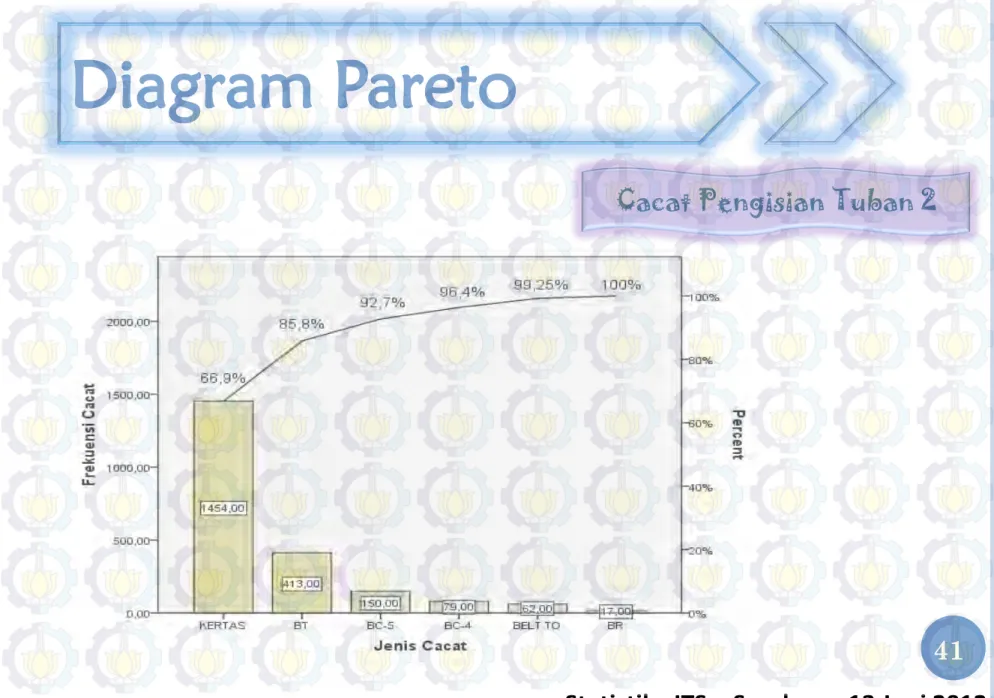
41 Statistika ITS – Surabaya, 13 Juni 2012
Cacat Pengisian Tuban 2
Diagram Ishikawa
42 Statistika ITS – Surabaya, 13 Juni 2012
PENDAHULUAN
TINJAUAN PUSTAKA
METODELOGI
ANALISIS DAN PEMBAHASAN
KESIMPULAN
OUTLINE
Statistika ITS – Surabaya, 13 Juni 2012
Statistika ITS – Surabaya, 13 Juni 2012
43
44
Pada diagram p multivariat, proses pengemasan kantong semen PPC Semen Gresik di Tuban proyek 1 maupun 2 masih belum terkendali. Hal tersebut, dikarenakan pada Tuban 1 dari 31 pengamatan terdapat 15 pengamatan yang di luar batas kendali. Sedangkan, pada Tuban 2 dari 31 pengamatan terdapat 7 pengamatan yang di luar kendali.
Hasil perhitungan indeks kapabilitas proses dan konversi nilai sigma ke DPMO menyimpulkan bahwa proyek Tuban 1 mempunyai nilai DPMO lebih kecil sebesar 50517 yaitu dapat dikatakan baik proses pengendaliannya daripada proyek Tuban 2 sebesar 63065. Artinya, proyek Tuban 1 setiap kali produksi meloloskan produk cacat sebanyak 50517 produk per sejuta. Nilai sigma sudah memenuhi standar rata-rata perusahaan di Indonesia yaitu sebesar 3-sigma.
45
Menurut diagram pareto, pada proses pembuatan Tuban 1 dan 2 yang perlu diamati dan diwaspai adalah lem. Karena bahan lem mempunyai kecacatan tertinggi sedangkan kecacatan paling kecil yaitu pada mesin valver. Selanjutnya pada proses pengisian jumlah cacat berfrekuensi tertinggi adalah mesin BT dan kertas. Akibat sebagian besar semua dijalankan oleh mesin, dengan keadaan mesin yang sudah aus, plat besi dan spot yang sudah tua serta valuer yang terlalu kecil sehingga semen tidak dapat masuk menyebabkan kecacatan ini lebih banyak. Valuer merupakan alat semprot untuk mengisi semen yang dimasukkan dalam sak semen. Di samping itu, mutu kertas yang jelek sehingga mengakibatkan banyak kertas yang sobek.
Perusahaan dapat membandingkan pengontrolan secara statistik khususnya dengan menggunakan diagram p multivariat karena hasil analisisnya lebih sensitif dalam pengontrolan kualitas yang telah dilakukan perusahaan. Perlu dilakukan pengamatan dan perbaikan terus-menerus agar proses six sigma bisa berjalan dengan baik. Pada penelitian selanjutnya sebaiknya dilakukan pengecekan per jam agar dapat dilakukan sampel agar subgrup tidak terlalu besar dan memungkinkan datanya saat dianalisis dalam keadaan stabil.
Saran
46 Statistika ITS – Surabaya, 13 Juni 2012
Bothe, D.R., 1997. Measuring Process Capability.McGraw-Hill : New York
Cozzucoli, P.C., 2009. Process Monitoring with Multivariate P Control Chart, Journal of Quality Statistic and Reliability,
Volume 2009.
Dorothea W. Ariani. 2003. Pengendalian Kualitas Statistik. Yogyakarta: Penerbit Andi.
Farnum, Nicholas R. 1994. Modern Statistical Quality Control and Improvment. Duxbury Press: Belmont, California
Gaspersz Vincent. 2001. Metode Analisis Untuk Peningkatan Kualitas, Penerbit PT Gramedia Pustaka Utama, Jakarta.
Gaspersz Vincent. 2001. Total Quality Management, Penerbit PT Gramedia Pustaka Utama, Jakarta.
Gaspersz, Vincent. 2007. Lean Six Sigma for Manufacturing and Service Industries, Penerbit PT. Gramedia Pustaka Utama, Jakarta.
Grant, E.L., dan Leavenworth, R.S., 1999. Statistical Quality Control 7th edition. McGraw-Hill : New York.
Mayananda Karina, 2012, Pengontrolan Kualitas Produk PT. IGLAS (Persero) Gresik Menggunakan Diagram P Multivariat. Laporan Tugas Akhir Jurusan Statistika ITS : Surabaya.
Montgomery, Dougles C. 2005. Introduction To Statistical Quality Control Fifth Edition. John Wiley & Sons, Inc : New York
Semen Gresik. 2011. Riwayat Semen Gresik. www.semengresik.com.
(diakses pada tanggal 03 Agustus 2011 pukul 16.48 WIB).
Supriyanto Harry, (2004), Proses Pembuatan Tow dengan Pendekatan Six Sigma, Jurusan Teknik Industri, Fakultas Teknik Industri, Institut Teknologi Sepuluh November, Surabaya, Vol.VIII, Oktober 2004, hal:317-326.
Wahyudi dan Khunaizah Siti, 2000. Analisis Pengendalian Kualitas Pada Proses Pengantongan Semen Di PT. Semen Gresik (Persero) Tbk. Kerja Praktek Jurusan Statistika ITS : Surabaya.