ANALISA TERBENTUKNYA TEGANGAN SISA DAN ANALISA TERBENTUKNYA TEGANGAN SISA DAN
DEFORMASI PADA PENGELASAN PIPA BEDA JENIS DEFORMASI PADA PENGELASAN PIPA BEDA JENIS
MENGGUNAKAN METODE ELEMEN HINGGA MENGGUNAKAN METODE ELEMEN HINGGA
JURUSAN TEKNIK PERKAPALAN JURUSAN TEKNIK PERKAPALAN
FAKULTAS TEKNOLOGI KELAUTAN FAKULTAS TEKNOLOGI KELAUTAN
INSTITUT TEKNOLOGI SEPULUH NOPEMBER INSTITUT TEKNOLOGI SEPULUH NOPEMBER Disusun oleh :
Moh. Zaed Morna S Dosen Pembimbing : Ir. Budie Santosa, MT
Tugas Akhir
LATAR BELAKANG LATAR BELAKANG
Pengelasan pipa banyak digunakan pada bidang perkapalan, Pengelasan pipa banyak digunakan pada bidang perkapalan, offshore structure, boiler, pressure vessel, dan bidang konstruk offshore structure, boiler, pressure vessel, dan bidang konstruksi si lainnya.
lainnya.
PadaPada sistemsistem perpipaanperpipaan yang bekerjayang bekerja didi temperaturtemperatur tinggitinggi seringkali
seringkali diperlukandiperlukan penyambunganpenyambungan pipapipa--pipapipa yang yang mempunyaimempunyai perbedaan
perbedaan material propertismaterial propertis dandan sifatsifat fisiknya.fisiknya.
MasalahMasalah yang yang seringsering terjaditerjadi padapada pengelasanpengelasan adalahadalah timbulnyatimbulnya tegangan
tegangan sisasisa dandan deformasi.deformasi.
Salah satu cara untuk meminimalisasi deformasi dan tegangan sisaSalah satu cara untuk meminimalisasi deformasi dan tegangan sisa yang terjadi adalah dengan pemasangan tanggem.
yang terjadi adalah dengan pemasangan tanggem.
PERUMUSAN MASALAH PERUMUSAN MASALAH
Berapa Berapa besar besar tegangan tegangan sisa sisa yang yang terjadi terjadi pada pada pengelasan pengelasan pipa pipa beda beda jenis jenis ? ?
Bagaimana Bagaimana deformasi deformasi yang yang terjadi terjadi akibat akibat pengelasan
pengelasan pada pada sambungan sambungan pipa pipa beda beda jenis
jenis tersebut tersebut ? ?
Bagaimana Bagaimana posisi posisi pemasangan pemasangan tanggem tanggem yang
yang efektif efektif untuk untuk pengelasan pengelasan pipa pipa beda beda jenis
jenis ? ?
TUJUAN TUJUAN
Mengetahui Mengetahui besarnya besarnya tegangan tegangan sisa sisa yang yang terjadi
terjadi pada pada pengelasan pengelasan sambungan sambungan pipa pipa beda beda jenis
jenis. .
Mengetahui Mengetahui besarnya besarnya deformasi deformasi yang yang terjadi terjadi setelah
setelah pipa pipa mengalami mengalami pengelasan pengelasan . .
Mengetahui Mengetahui posisi posisi pemasangan pemasangan tanggem tanggem yang yang efektif
efektif pada pada pengelasan pengelasan pipa pipa beda beda jenis jenis , yang , yang memenuhi
memenuhi kriteria kriteria tegangan tegangan sisa sisa dan dan deformasi
deformasi yang yang dijinkan dijinkan . .
BATASAN MASALAH BATASAN MASALAH
PrProses Pengelasan yang digunakan adalah SMAW oses Pengelasan yang digunakan adalah SMAW ((Shielding Metal Arc WeldingShielding Metal Arc Welding))..
Spesifikasi Material yang digunakan adalah:Spesifikasi Material yang digunakan adalah:
A36 Carbon SteelA36 Carbon Steel
304L Stainless Steel304L Stainless Steel
SudutSudut posisiposisi pemasanganpemasangan tanggemtanggem yang yang digunakandigunakan adalah
adalah 180°180°, 120, 120°°, , dandan 9090°°..
Material Material tanggemtanggem adalahadalah 304L Stainless Steel 304L Stainless Steel dengandengan ukuran
ukuran 200 x 30 mm dan200 x 30 mm dan ketebalanketebalan 12 mm.12 mm.
SimulasiSimulasi dilakukandilakukan melaluimelalui pemodelanpemodelan dengandengan perangkat
perangkat lunaklunak menggunakanmenggunakan prinsipprinsip elemenelemen hingga.hingga.
MANFAAT MANFAAT
Mengetahui faktorMengetahui faktor--faktor yang mempengaruhi faktor yang mempengaruhi terjadinya deformasi dan tegangan sisa akibat terjadinya deformasi dan tegangan sisa akibat proses pengelasan.
proses pengelasan.
MemMemperoleh peroleh posisiposisi pemasanganpemasangan tanggemtanggem yang yang terbaikterbaik untuk meminimaluntuk meminimalisirisir deformasi dan deformasi dan
tegangan sisa yang terjadi sehingga diperoleh hasil tegangan sisa yang terjadi sehingga diperoleh hasil pengelasan yang paling baik.
pengelasan yang paling baik.
TEGANGAN SISA TEGANGAN SISA
Terbentuknya
Terbentuknya tegangantegangan sisasisa (Wiryosumarto(Wiryosumarto, 1996), 1996)
DEFORMASI DEFORMASI
(a) Struktur(a) Struktur kristalkristal mengalamimengalami tegangantegangan tariktarik ; (b) Tidak; (b) Tidak adaada tegangan
tegangan ; (c) Struktur; (c) Struktur kristalkristal mengalamimengalami tegangantegangan tekantekan (Amarna(Amarna, 1988), 1988)
PrProsesoses deformasideformasi dimulaidimulai daridari perubahanperubahan strukturstruktur kristalkristal didi dalam
dalam material material karenakarena bebanbeban daridari luarluar sebelumsebelum akhirnyaakhirnya berdampak
berdampak padapada perubahanperubahan dimensidimensi materialmaterial
Metode
Metode Elemen Elemen Hingga Hingga
KonsepKonsep dasardasar metodemetode elemenelemen hinggahingga adalahadalah diskritisasi
diskritisasi yaituyaitu pembagianpembagian suatusuatu material material menjadimenjadi elemen
elemen--elemenelemen kecilkecil sehinggasehingga lebihlebih memudahkanmemudahkan dalam
dalam melakukanmelakukan perhitunganperhitungan..
PembagianPembagian material menjadimaterial menjadi elemenelemen-elemen-elemen kecilkecil dilakukan
dilakukan dengandengan software software ANSYS 11.0ANSYS 11.0
Spesifikasi
Spesifikasi Material Material
Stainless Steel Stainless Steel
–– 304L Stainless Steel304L Stainless Steel
–– Diameter luarDiameter luar = 203 mm= 203 mm –– TebalTebal = 8,8 mm= 8,8 mm
–– PanjangPanjang = 175 mm= 175 mm Carbon Steel
Carbon Steel
–– A36 Carbon SteelA36 Carbon Steel
–– Diameter luarDiameter luar = 203 mm= 203 mm –– TebalTebal = 8,8 mm= 8,8 mm
–– PanjangPanjang = 175 mm= 175 mm Filler Metal
Filler Metal
–– 309L Filler Wire309L Filler Wire
Parameter
Parameter Pengelasan Pengelasan
Besar arus listrik Besar arus listrik = = 180180 AmpereAmpere
Kecepatan Kecepatan pengelasanpengelasan = = 55 mm/smm/s
Tegangan listrikTegangan listrik = = 2424 VoltVolt
ProsesProses pengelasanpengelasan = SMAW= SMAW
EfisiensiEfisiensi pengelasanpengelasan = 85 %= 85 %
Diameter Diameter ElektrodeElektrode = 2,6 mm= 2,6 mm
FLOWCHART METODOLOGI FLOWCHART METODOLOGI
Pemodelan Pemodelan
Mulai Studi Literatur
Analisa thermal (transient)
Pemodelan valid ? Analisa Struktur
(statis)
Pemodelan menggunakan ukuran tanggem pada posisi 1800, 1200, dan 900
Analisa Hasil dan Pembahasan Penulisan Laporan
selesai
Tidak Tidak YaYa
Validasi Validasi Hoop Stress Hoop Stress
-200 -150 -100 -50 0 50 100 150 200
-0.03 -0.02 -0.01 0 0.01 0.02 0.03
Jarak dari Weld Center (m)
Stress (MPa)
ANSYS Tugas Akhir Penelitian S. Nadimi
Validasi
Validasi Model Model
Kurva
Kurva Hoop Stress penelitianHoop Stress penelitian
S. NadimiS. Nadimi PerbandinganPerbandingan hasilhasil TugasTugas AkhirAkhir dengandengan penelitian
penelitian S. S. NadimiNadimi
Validasi Validasi Axial Stress Axial Stress
Validasi
Validasi Model Model
Kurva
Kurva Axial Stress Axial Stress penelitianpenelitian
S. NadimiS. Nadimi PerbandinganPerbandingan hasilhasil TugasTugas AkhirAkhir dengandengan penelitian
penelitian S. S. NadimiNadimi
-400 -300 -200 -100 0 100 200 300
-0.03 -0.02 -0.01 0 0.01 0.02 0.03
Jarak dari Weld Center (m)
Stress (MPa)
ANSYS Tugas Akhir Penelitian S. Nadimi
Faktor
Faktor yang yang menyebabkan menyebabkan perbedaan perbedaan hasil hasil Tugas Tugas Akhir
Akhir dengan dengan penelitian penelitian S. Nadimi S. Nadimi
Penggunaan
Penggunaan layer layer pengelasanpengelasan berbedaberbeda.. Perbedaan
Perbedaan masukanmasukan panaspanas (heat input) (heat input) padapada weld weld metal.
metal.
Variasi
Variasi posisi posisi pemasangan pemasangan tanggem tanggem
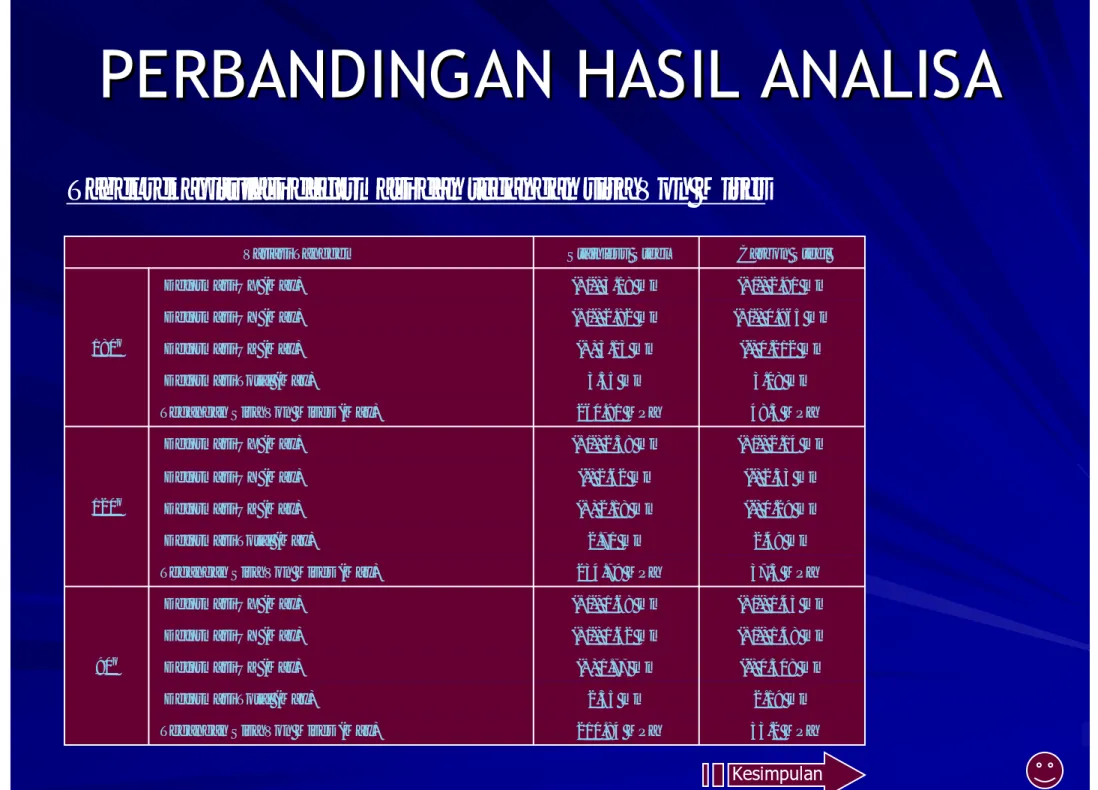
PERBANDINGAN HASIL ANALISA PERBANDINGAN HASIL ANALISA
Tabel rekapitulasi deformasi dan tegangan sisa Von Mises
33.2 MPa 210.84 MPa
Tegangan Sisa Von Mises (Max)
2.19 mm 2.35 mm
Deformasi Total (Max)
(-) 0.308 mm (+) 1.77 mm
Deformasi UZ (Max)
(+/-) 1.48 mm (+/-) 1.62 mm
Deformasi UY (Max)
(+/-) 1.45 mm (+/-) 1.68 mm
Deformasi UX (Max)
90o
37.5 MPa 234.79 MPa
Tegangan Sisa Von Mises (Max)
2.49 mm 2.71 mm
Deformasi Total (Max)
(-) 0.29 mm (+) 2.18 mm
Deformasi UZ (Max)
(-) 2.33 mm (-) 2.62 mm
Deformasi UY (Max)
(+/-) 2.14 mm (+/-) 2.38 mm
Deformasi UX (Max)
120o
48.3 MPa 260.91 MPa
Tegangan Sisa Von Mises (Max)
3.08 mm 3.35 mm
Deformasi Total (Max)
(-) 0.212 mm (+) 3.13 mm
Deformasi UZ (Max)
(+/-) 0.965 mm (+/-) 2.82 mm
Deformasi UY (Max)
(+/-) 2.91 mm (+/-) 3.18 mm
Deformasi UX (Max)
180o
Carbon Steel Stainless Steel
Variasi Tanggem
Kesimpulan
KESIMPULAN KESIMPULAN
SemakinSemakin banyak tanggem maka deformasi semakin kecil dan tegangan banyak tanggem maka deformasi semakin kecil dan tegangan sisa lebih merata tersebar pada daerah
sisa lebih merata tersebar pada daerah-daerah yang terpasang tanggem. -daerah yang terpasang tanggem.
Namun pengerjaannya semakin sulit karena akan mengganggu proses Namun pengerjaannya semakin sulit karena akan mengganggu proses pengelasan
pengelasan
Pada variasi 1 (pemasangan 2 tanggem, jarak tanggem 180°Pada variasi 1 (pemasangan 2 tanggem, jarak tanggem 180°), hasilnya), hasilnya tidak
tidak memenuhimemenuhi karenakarena tegangantegangan sisasisa maksimummaksimum padapada stainless steel stainless steel melebihi
melebihi yield yield stressnyastressnya (σ(σmaxmax = 260,91 = 260,91 MPaMPa > σ> σyieldyield = 246 = 246 MPaMPa))
PadaPada variasivariasi 2 dan2 dan 3 hasilnya3 hasilnya memenuhimemenuhi karenakarena tegangantegangan sisasisa maksimummaksimum yang
yang terjaditerjadi tidaktidak melebihimelebihi yield stress keduayield stress kedua material baikmaterial baik stainless steel stainless steel maupun
maupun carbon steel, selaincarbon steel, selain ituitu perbedaanperbedaan deformasideformasi keduakedua variasivariasi tersebut
tersebut tidaktidak terlaluterlalu besarbesar
PemilihanPemilihan posisiposisi pemasanganpemasangan tanggemtanggem terbaikterbaik dipilihdipilih variasivariasi 2 2
((pemasangan 3 tanggem, jarak tanggem 120°pemasangan 3 tanggem, jarak tanggem 120°), ), Dimana tegangan sisa Dimana tegangan sisa maksimum yang terjadi pada stainless steel sebesar 234,79 MPa da
maksimum yang terjadi pada stainless steel sebesar 234,79 MPa dan pada n pada carbon steel sebesar 37,5 MPa. Sedangkan deformasi total yang te
carbon steel sebesar 37,5 MPa. Sedangkan deformasi total yang terjadi rjadi pada stainless steel sebesar 2,71 mm dan pada carbon steel sebes
pada stainless steel sebesar 2,71 mm dan pada carbon steel sebesar 2,49 ar 2,49 mm.mm.
SEKIAN SEKIAN
TERIMA KASIH
TERIMA KASIH
DAFTAR ISI DAFTAR ISI
z Latar Belakang
z Perumusan Masalah
z Tujuan
z Batasan Masalah
z Tegangan Sisa
z Deformasi
z Metode Elemen Hingga
z Material Propertis
z Variasi Pemasangan Tanggem
z Pemodelan Termal
z Pemodelan Struktural
z Elemen Solid 90
z Heat Flux
z Validasi model
z Tegangan Von Mises
z Perbandingan Hasil Analisa
z Kesimpulan
TEGANGAN SISA TEGANGAN SISA
Terbentuknya
Terbentuknya tegangantegangan sisasisa (Wiryosumarto(Wiryosumarto, 1996), 1996)
Tegangan
Tegangan Sisa Sisa
PadaPada waktuwaktu pengelasanpengelasan daerahdaerah lasanlasan mengalamimengalami pengembangan
pengembangan termal, termal, sedangkansedangkan bagianbagian yang dinginyang dingin tidaktidak berubah
berubah sehinggasehingga terbentukterbentuk penghalangpenghalang pengembanganpengembangan
PenghalangPenghalang iniini menyebabkanmenyebabkan pereganganperegangan dandan perubahanperubahan bentuk
bentuk selainselain ituitu jugajuga akanakan menyebabkanmenyebabkan timbulnyatimbulnya tegangan
tegangan dalamdalam yang yang terjebakterjebak dalamdalam materialmaterial
TeganganTegangan dalamdalam iniini adalahadalah tegangantegangan yang yang bekerjabekerja padapada material
material meskipunmeskipun tidaktidak adaada gayagaya yang bekerjayang bekerja padapada material
material tersebuttersebut. . TeganganTegangan iniini yang dinamakanyang dinamakan tegangantegangan sisasisa
Deformasi padaDeformasi pada pengelasanpengelasan disebabkan karena adanya proses disebabkan karena adanya proses pemuaian dan penyusutan yang tidak seragam
pemuaian dan penyusutan yang tidak seragam dari weld metal dari weld metal dan bagian base metal yang terkena pengaruh panas selama dan bagian base metal yang terkena pengaruh panas selama
siklus pemanasan dan pendinginan dari proses pengelasan siklus pemanasan dan pendinginan dari proses pengelasan
FaktorFaktor yang mempengaruhiyang mempengaruhi deformasideformasi ::
1. Jumlah Welding Pass,,
2. Welding Sequence
2. Derajat pengekangan
3. Detail sambungan
Deformasi
Deformasi
Finite Element Methods with
Finite Element Methods with Ansys Ansys
Preprocessing Phase Preprocessing Phase
-- MembagiMembagi bendabenda menjadimenjadi beberapabeberapa elemenelemen dandan node yang node yang berhingga
berhingga ( sesuai( sesuai meshing )meshing )
-- MengasumsikanMengasumsikan pendekatanpendekatan terhadapterhadap perilakuperilaku bendabenda (pemilihan(pemilihan elemen
elemen dandan bentukbentuk bebanbeban <=> <=> nilainilai k)k)
-- PenentuanPenentuan rumusrumus stiffenesstiffenes matrikmatrik (k) (k) dandan keseimbangankeseimbangan gayagaya yang yang terjadi
terjadi tiaptiap nodenode
-- MenyusunMenyusun keseimbangankeseimbangan gayagaya dandan matrikmatrik stiffenesstiffenes keke matrikmatrik global
global
-- MenerapkanMenerapkan kondisikondisi batasbatas dandan bebanbeban
-- MengembangkanMengembangkan persamaanpersamaan untukuntuk tiaptiap elemenelemen {R} = [K]{u} – {F}
{Reaction matrix}=[Stiffeness matrix]{Displacement matrix}- {Load Matrix}
Solution Phase Solution Phase
-- MemasukkanMemasukkan nilai-nilai-nilainilai konstantakonstanta yang yang kitakita masukkanmasukkan keke dalamdalam persamaan
persamaan yang dibutuhkanyang dibutuhkan
-- MenghitungMenghitung nilainilai k (matrikk (matrik kekakuankekakuan) ) untukuntuk masingmasing-masing-masing elemen
elemen
-- MenyusunMenyusun k k setiapsetiap elemenelemen untukuntuk mendapatkanmendapatkan k globalk global -- MemasukkanMemasukkan kondisikondisi batasbatas dandan besarnyabesarnya bebanbeban
-- MenghitungMenghitung semuasemua reaksireaksi yang dihasilkanyang dihasilkan oleholeh bebanbeban tersebuttersebut seperti
seperti displacement, tegangandisplacement, tegangan, , reganganregangan, , gayagaya reaksireaksi, dll, dll Untuk
Untuk transient heat transfer :transient heat transfer :
[C]{T}+[K]{T} = {F}
[C]{T}+[K]{T} = {F}
[heat storage matrix] + [conductance
[heat storage matrix] + [conductance matrix]{temperaturematrix]{temperature matrix} = matrix} = {thermal load matrix}
{thermal load matrix}
Material
Material Propertis Propertis
PEMODELAN THERMAL
PEMODELAN THERMAL
Modelling
Modelling
zMeshing
Pemodelan
Pemodelan Thermal Thermal
Apply Heat Flux on Elements zz Boundary Condition Boundary Condition (Convection)
(Convection)
Pemodelan
Pemodelan Thermal Thermal
PEMODELAN STRUCTURAL
PEMODELAN STRUCTURAL
z Loading from thermal analysis
Boundary Condition Boundary Condition (Constraint)
(Constraint)
Pemodelan
Pemodelan Structural Structural
ElemenElemen 3-3-D yang D yang merupakanmerupakan versiversi lebihlebih tinggitinggi daridari elemen
elemen Solid 70 yang Solid 70 yang hanyahanya memilkimemilki 8 node.8 node.
ElemenElemen Solid 90 memilikiSolid 90 memiliki 20 node 20 node dengandengan satusatu derajat
derajat kebebasankebebasan temperaturtemperatur padapada setiapsetiap node.node.
KarenaKarena memilikimemiliki 20 node 20 node makamaka Solid 90 compatible Solid 90 compatible ((cocok) cocok) digunakandigunakan untukuntuk analisaanalisa temperaturtemperatur sepertiseperti transient analysis
transient analysis dandan cukupcukup bagusbagus digunakandigunakan untukuntuk bentuk
bentuk melengkungmelengkung sepertiseperti halnyahalnya pipapipa..
Elemen
Elemen Solid 90 Solid 90
¾¾ QQ = = ήή U IU I
¾¾ AAff = b x v x t= b x v x t
¾¾ tt = p / v= p / v
¾¾ AAee = 1/4(= 1/4(ππDD2)
¾ A1 = p x l
¾ qe = Q/Ae
¾ q1 = qe(A1/AAff)
Heat Flux
Dimana Dimana,,
QQ = Heat Input = Heat Input efektifefektif busurbusur (Watt)(Watt)
AAff = Luasan= Luasan flux yang dihasilkanflux yang dihasilkan elektrodaelektroda (mm²)(mm AAe = Luas penampang elektroda (mm²)
AA11 = Luas= Luas permukaanpermukaan 1 elemen1 elemen (mm²)
q11 = Heat Flux yang digunakan= Heat Flux yang digunakan (Watt/mm²)( ήή = Efisiensi= Efisiensi pengelasanpengelasan
UU = Voltage (Volt)= Voltage (Volt)
II = Kuat= Kuat arusarus (Ampere)(Ampere)
bb = Lebar= Lebar kampuhkampuh laslas (mm)(mm)
vv = Kecepatan= Kecepatan PengelasanPengelasan (mm/dtk(mm/dtk)) tt = Waktu= Waktu pengelasanpengelasan per elemenper elemen (dtk(dtk)) pp = Panjang= Panjang elemenelemen (mm)(mm)
ll = Lebar= Lebar elemenelemen (mm)(mm)
DD = Diameter elektroda= Diameter elektroda (mm)(mm)
•• KelilingKelilingluarluarpipapipa = = ππx x DDluarluar
= = ππx 203 mmx 203 mm
= 637.74 mm
= 637.74 mm
•• PembagianPembagianelemenelemen = 40 elemen= 40 elemen
•• PanjangPanjang1 elemen1 elemen = 637.74/40= 637.74/40
= 15.94 mm
= 15.94 mm
•• WaktuWaktupengelasanpengelasan 1 elemen1 elemen = 15.94/v= 15.94/v
= 15.94/5
= 15.94/5
= 3.19
= 3.19 ≈≈ 3 dtk/elemen3 dtk/elemen
•• QQ = = ήήU IU I
= 85% x 24 x 180
= 85% x 24 x 180
= 3672 Watt
= 3672 Watt
•• AAff = b x v x t= b x v x t
= 10 x 5 x 3
= 10 x 5 x 3
= 150 mm
= 150 mm²²
•
• AAee = 1/4(= 1/4(πDπD2)
= 1/4(π1/4(π x 2.6x 2.62)
= 5.31 mm²
• A1 = p x l
= 15.94 x 2.16
= 34.46 mm²
Perhitungan Heat Flux untuk layer 1
• qe = Q/Ae
= 3672/5.31
= 691.53 Watt/mm²
• q1 = qe(A1/AAff)
= 691.53 (34.46/150)
= 158.85 Watt/mm²
= 1.59 x 108 Watt/m² Dengan
Dengan caracara yang yang samasama didapatkandidapatkan heat flux untukheat flux untuk ::
•• Layer 2 = 1.51 x 10Layer 2 = 1.51 x 1088 Watt/mWatt/m²²
•• Layer 3 = 2.03 x 10Layer 3 = 2.03 x 1088 Watt/mWatt/m²²
¾¾ BerdasarkanBerdasarkan ANSYS Theory Reference, ANSYS Theory Reference, tegangantegangan Von Von Mises
Mises merupakanmerupakan tegangantegangan sisasisa total yang total yang terjaditerjadi padapada struktur
struktur..
¾¾ PerumusanPerumusan tegangantegangan sisasisa Von Von MisesMises adalahadalah ::
σσee = (1/2[(= (1/2[(σσxx--σσyy))22+(+(σσyy--σσzz))22+(+(σσzz--σσxx))22+6(+6(σσ22xyxy++σσ22yzyz++σσ22xzxz)]))])1/21/2 Dimana
Dimana ::
σσee = = TeganganTegangan Von Von MisesMises
Von Mises Stress
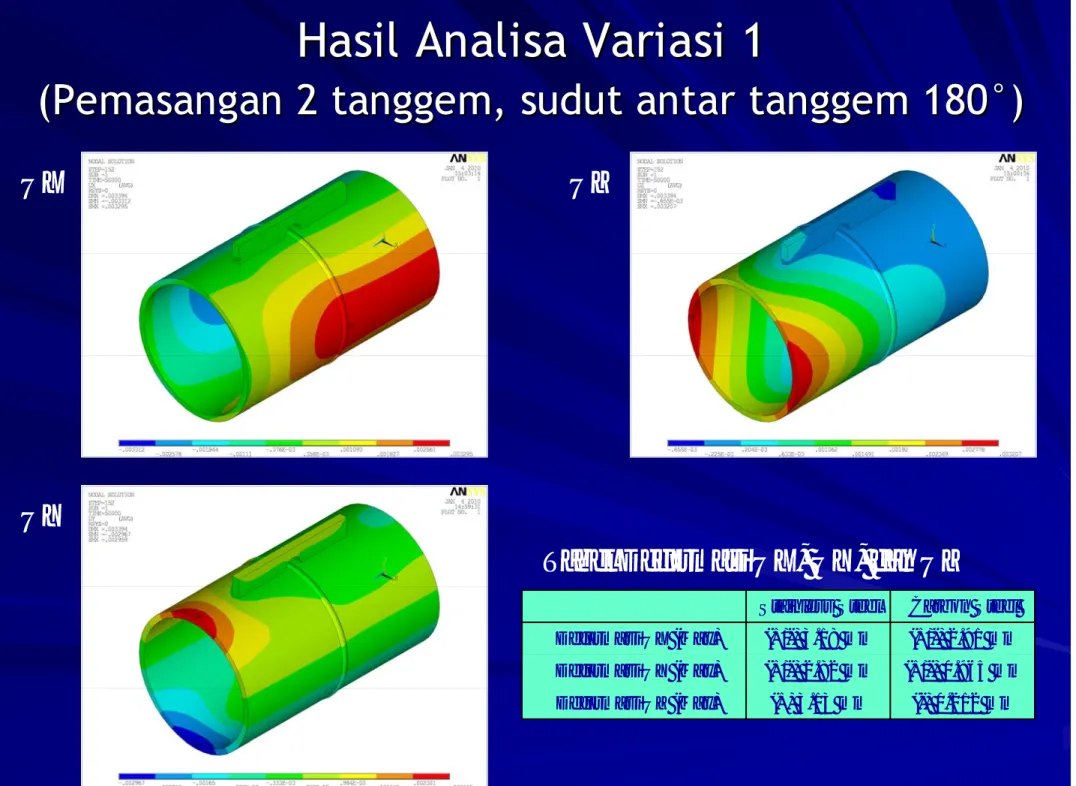
Hasil
Hasil Analisa Analisa Variasi Variasi 1 1
σ Von Misesmax = 261 MPa σ Von Misesmin = 27,7 MPa
σ Von Misesmax pada Stainless Steel = 260,91 MPa σ Von Misesmin pada Carbon steel = 48,3 MPa
( ( Pemasangan Pemasangan 2 2 tanggem tanggem , , sudut sudut antar antar tanggem tanggem 180 180 ° ° ) )
Tabel Deformasi UX, UY, dan UZ UX
UY
UZ
(-) 0.212 mm (+) 3.13 mm
Deformasi UZ (Max)
(+/-) 0.965 mm (+/-) 2.82 mm
Deformasi UY (Max)
(+/-) 2.91 mm (+/-) 3.18 mm
Deformasi UX (Max)
Carbon Steel Stainless Steel
( ( Pemasangan Pemasangan 2 2 tanggem tanggem , , sudut sudut antar antar tanggem tanggem 180 180 ° ° ) )
Hasil
Hasil Analisa Analisa Variasi Variasi 1 1
U-SUMmax = 3,39 mm U-SUMmax pada Stainless steel = 3,35 mm U-SUMmax pada Carbon steel = 3,08 mm
( ( Pemasangan Pemasangan 2 2 tanggem tanggem , , sudut sudut antar antar tanggem tanggem 180 180 ° ° ) )
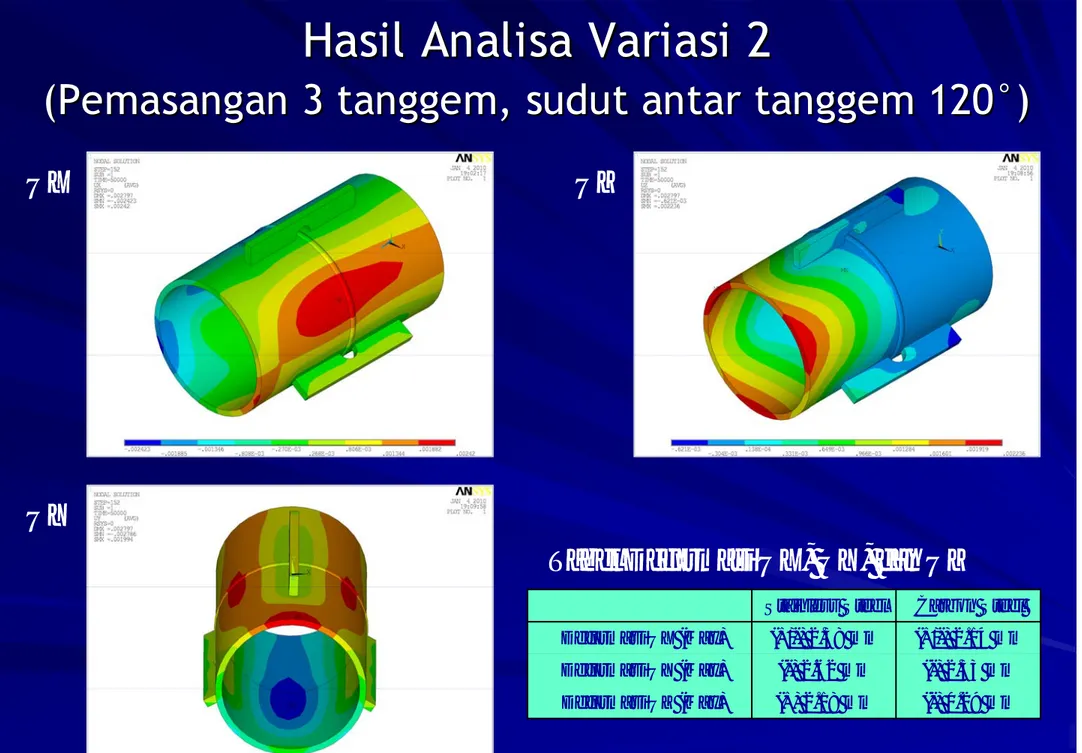
Hasil
Hasil Analisa Analisa Variasi Variasi 1 1
σ Von Misesmax = 235 MPa σ Von Misesmin = 16,2 MPa
σ Von Misesmax pada Stainless Steel = 234,79 MPa σ Von Misesmin pada Carbon steel = 37,5 MPa
( ( Pemasangan Pemasangan 3 3 tanggem tanggem , , sudut sudut antar antar tanggem tanggem 120 120 ° ° ) )
Hasil
Hasil Analisa Analisa Variasi Variasi 2 2
Tabel Deformasi UX, UY, dan UZ UX
UY
UZ
(-) 0.29 mm (+) 2.18 mm
Deformasi UZ (Max)
(-) 2.33 mm (-) 2.62 mm
Deformasi UY (Max)
(+/-) 2.14 mm (+/-) 2.38 mm
Deformasi UX (Max)
Carbon Steel Stainless Steel
( ( Pemasangan Pemasangan 3 3 tanggem tanggem , , sudut sudut antar antar tanggem tanggem 120 120 ° ° ) )
Hasil
Hasil Analisa Analisa Variasi Variasi 2 2
U-SUMmax = 2,79 mm U-SUMmax pada Stainless steel = 2,71 mm U-SUMmax pada Carbon steel = 2,49 mm
( ( Pemasangan Pemasangan 3 3 tanggem tanggem , , sudut sudut antar antar tanggem tanggem 120 120 ° ° ) )
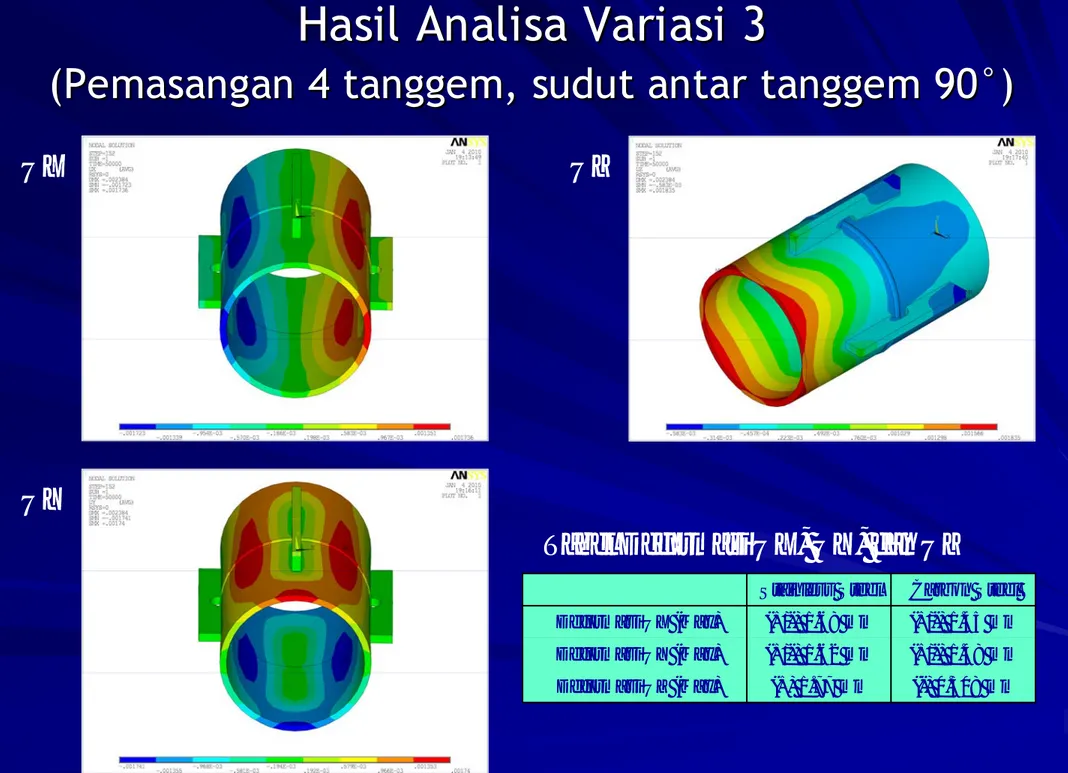
Hasil
Hasil Analisa Analisa Variasi Variasi 2 2
σ Von Misesmax = 211 MPa σ Von Misesmin = 13,1 MPa
σ Von Misesmax pada Stainless Steel = 210,84 MPa σ Von Misesmin pada Carbon steel = 33,2 MPa
( ( Pemasangan Pemasangan 4 4 tanggem tanggem , , sudut sudut antar antar tanggem tanggem 90 90 ° ° ) )
Hasil
Hasil Analisa Analisa Variasi Variasi 3 3
Tabel Deformasi UX, UY, dan UZ UX
UY
UZ
(-) 0.308 mm (+) 1.77 mm
Deformasi UZ (Max)
(+/-) 1.48 mm (+/-) 1.62 mm
Deformasi UY (Max)
(+/-) 1.45 mm (+/-) 1.68 mm
Deformasi UX (Max)
Carbon Steel Stainless Steel
( ( Pemasangan Pemasangan 4 4 tanggem tanggem , , sudut sudut antar antar tanggem tanggem 90 90 ° ° ) )
Hasil
Hasil Analisa Analisa Variasi Variasi 3 3
( ( Pemasangan Pemasangan 4 4 tanggem tanggem , , sudut sudut antar antar tanggem tanggem 90 90 ° ° ) )
Hasil
Hasil Analisa Analisa Variasi Variasi 3 3
U-SUMmax = 2,38 mm
U-SUMmax pada Stainless steel = 2,35 mm U-SUMmax pada Carbon steel = 2,19 mm