LAPORAN TAHUN TERAKHIR
PENELITIAN DISERTASI DOKTOR
2018
Pengembangan Pemodelan Kesalahan Geometrik pada Mesin Perkakas Milling
Vertikal CNC tiga-sumbu untuk Perbaikan Mesin Perkakas
Tahun ke -1 dari rencana 1 tahun
Ketua: Ir. Widiyanti Kwintarini MT
NIDN: 0421036001
NIK : 150101127
Dibiayai oleh:
Direktorat Riset dan Pengabdian Masyarakat Direktorat Jenderal Penguatan
Riset dan Pengembangan Kementerian Riset, Teknologi dan Pendidikan Tinggi
i
HALAMAN PENGESAHAN
ii
RINGKASAN
Pengembangan Pemodelan Kesalahan Geometrik pada Mesin Perkakas CNC Milling Vertikal tiga-sumbu
Di industri manufacturing, mesin perkakas CNC memegang peranan penting karena memiliki tingkat fleksibilitas, ketelitian dan ketepatan yang lebih tinggi serta waktu produksi (lead time) yang lebih singkat dari mesin perkakas konvensional. Unjuk kerja dari mesin CNC diharapkan memiliki kesalahan geometrik yang sedikit agar dapat menghasilkan kualitas produk yang tinggi atau memiliki kesalahan sedikit. Saat ini, ketelitian yang tinggi di mesin perkakas diperlukan di proses manufaktur karena permintaan pembuatan komponen atau benda kerja yang presisi, bentuk kompleks serta diinginkan konsistensi kualitas yang baik semakin meningkat.
Faktor utama yang mempengaruhi ketelitian mesin adalah ketelitian gerak (kinematik) dari mesin perkakas. Bila terjadi kesalahan gerak (kinematic error) dalam mesin perkakas maka kesalahan gerak akan ditransfer ke struktur mesin perkakas sehingga akan meningkatkan kesalahan profil dari permukaan mesin perkakas. Ketelitian gerak sangat diperlukan untuk mesin presisi tinggi, jika kesalahan dimensi dan kesalahan profil dari komponen mesin perkakas besar maka ketelitian gerak akan menurun. Gangguan seperti lenturan, puntiran, keterlambatan gerak balik (back-lash) dan ketidaktelitian geometrik elemen mesin perkakas akan mempengaruhi ketelitian pemosisian elemen yang dikontrol. Kesalahan geometrik dianggap sebagai kesalahan mesin perkakas dan menyebabkan ketidaksempurnaan mekanik serta ketidakcocokan elemen penyambung.
Penelitian ini bertujuan untuk mengkaji kesalahan geometrik disetiap sumbu translasi di mesin perkakas CNC tiga-sumbu, meliputi kesalahan linier, kesalahan squarness, kesalahan angular dan straightness. Kesalahan geometrik dibuat pendekatan dengan pemodelan secara matematis agar dapat memprediksi kesalahan geometrik disetiap sumbu dan mencari sumber kesalahan geometrik atau elemen yang memberikan kontribusi kesalahan geometrik terbesar dan kesalahan volumetrik dipasangan sumbu mesin perkakas. Kesalahan geometrik terbesar terjadi pada linear guide way pada meja mesin perkakas. Linear guide
way berfungsi sebagai bantalan linier meja mesin perkakas sehingga dapat memberikan gerak
bebas sepanjang sumbu mesin perkakas. Kesalahan disetiap sumbu dihitung untuk dicari sumber dan besar kesalahan di komponen linear motion dan kesalahan volumetrik di ruang kerja mesin perkakas. Pemodelan secara matematis dengan metode Homogen Transformasi
Matrics (HTM) digunakan untuk memprediksi kesalahan geometrik disetiap sumbu di mesin
perkakas CNC dan offset errors, volumetric errors, spherical error. Dari penelitian ini dapat diperoleh rentang kesalahan kelurusan dari meja mesin perkakas, kesalahan geometrik yang meliputi disetiap komponen linear motion (LM) dan kelurusan linear guide way. Selanjutnya dilakukan penelitian ketegaklurusan diantara dua bidang dan tiga bidang di meja mesin perkakas.
Kata kunci : kesalahan geometrik, linear guide way, Homogen Transformasi Matrix, linear
iii
PRAKATA
Puji syukur kehadirat Tuhan Yang Maha Kuasa atas segala limpahan Rahmat, Inayah, Taufik dan Hinayahnya sehingga saya dapat menyelesaikan penelitian Hibah Doktor ini, yang tersusun dalam penulisan laporan Hibah Doktor dalam bentuk maupun isinya yang sederhana. Semoga penelitian ini dapat dipergunakan sebagai salah satu acuan, petunjuk dan pedoman untuk perawatan dan desain mesin perkakas bagi kalangan industri Mesin Perkakas.
Harapan saya semoga penelitian ini membantu dan menambah pengetahuan dan pengalaman bagi kalangan Industri mesin perkakas sehingga saya dapat mengembangkan penelitian di bidang ketelitian mesin perkakas, khusus mesin perkakas CNC dan umumnya untuk mesin perkakas konvensional.
Penelitian ini saya akui masih banyak yang perlu diteliti dan dikembangkan untuk ketelitian mesin perkakas sehingga saya harapkan penelitian ini tidak berhenti disini tetapi dapat berkelanjutan, dengan harapan semoga bangsa Indonesia mampu untuk memproduksi Mesin Perkakas CNC yang memiliki kinerja dengan ketelitian dan ketepatan yang tinggi sehingga produk Mesin Perkakas dapat bersaing dengan produk luar negeri.
Saya harapkan dari penelitian ini, dari kalangan Industri ada masukan-masukan yang bersifat membangun untuk kesempurnaan penelitian ini.
Bandung, November 2018
iv
DAFTAR ISI
HALAMAN PENGESAHAN... i
PENELITIAN DESERTASI DOKTOR ... i
... i
RINGKASAN ... ii
Pengembangan Pemodelan Kesalahan Geometrik pada Mesin Perkakas CNC Milling Vertikal tiga-sumbu... ii PRAKATA ... iii DAFTAR ISI ... iv DAFTAR TABEL ... v DAFTAR GAMBAR ... v DAFTAR LAMPIRAN ... v BAB 1. PENDAHULUAN ... 1 1.1. Latar Belakang ... 1
BAB 2. TARGET DAN LUARAN ... 4
BAB 3. METODE PELAKSANAAN ... 7
3.1 Metode Pelaksanaan Kegiatan ... 7
BAB 4. KELAYAKAN PERGURUAN TINGGI ... 11
BAB 5. HASIL DAN LUARAN YANG DICAPAI ... 11
5.1 Hasil Penelitian ... 11
5.2 Seminar dan Publikasi ... 13
BAB 6. KESIMPULAN DAN SARAN ... 13
DAFTAR PUSTAKA ... 14
v
DAFTAR TABEL
Tabel 1 Target luaran yang sudah tercapai setelah pelaksanaan penelitian ... 4
DAFTAR GAMBAR
Gambar 1 Diagram alir, faktor-faktor penyebab performance pada mesin Perkakas NC ... 3Gambar 2 diagram alir kelompok penyebab kesalahan geometrik pada mesin perkakas NC ... 4
Gambar 3 Proses Pengukuran digunakan dua Laser Interferometer ... 8
Gambar 4 Proses pengukuran di mesin Milling Tapping Brother ... 8
Gambar 5 posisi reflector dan optik diletakkan di tengah linear guideway ... 8
Gambar 6 proses pengukuran satu linear guideway ... 9
Gambar 7 proses pengukuran kesalahan linear horisontal ... 9
Gambar 8 proses pengukuran kesalahan geometrik di tengah meja mesin Tapping Brother ... 10
Gambar 9 proses pengukuran kesalahan geometrik dengan menggunakan dua Laser Interferometer . 10 Gambar 10 proses pengukuran kesalahan geometrik dengan menggunakan Double Ball Bar ... 11
DAFTAR LAMPIRAN
Lampiran 1 Draft Jurnal Internasionl ... 15Lampiran 2 RCMME 2015 ... 16
Lampiran 3 SNTTM XV-FTMD ITB ... 17
Lampiran 4 SNMI X- Universitas Tarumanagara ... 18
1
BAB 1. PENDAHULUAN
1.1. Latar Belakang
Dunia teknologi pada saat kini berkembang sangat pesat sehingga hal ini memacu perkembangan teknologi manufaktur, sehingga bentuk otomasi sistem manufaktur menjadi kebutuhan utama dari setiap industri. Teknologi manufaktur yang begitu kompetitif bersamaan dengan pembangunan industri yang cepat disertai penelitian di bidang manufaktur semakin luas maka dapat disebut sebagai jaman mekanisasi. Pada saat ini, produk mekanik semakin kompleks dengan memiliki beragam dimensi dan bentuk maka untuk memenuhi kebutuhan tersebut diperlukan perkembangan teknologi manufaktur dengan mesin yang lebih
high precision.[1]
Disisi lain dengan pesatnya jumlah permintaan konsumen dan tuntutan terhadap kualitas produk yang lebih baik serta spesifikasi yang meningkat atau beragam kemampuan, maka untuk merespons semua kebutuhan tersebut diperlukan sistem proses produksi yang cepat agar industri tersebut dapat bersaing di pasar. Pada sistem manufaktur dituntut agar menghasilkan produktivitas tinggi dengan tepat waktu atau disebut metode Just in time[2].
Metode just in time diterapkan pada sistem manufaktur dengan menggunakan sistem
manufacturing cell agar produk terpenuhi tepat waktu. Disisi lain yang menjadi faktor utama
pada sistem manufaktur adalah dapat memenuhi tuntutan terhadap kualitas produk dengan toleransi dimensi semakin sempit , waktu penyelesaian produk yang tepat waktu serta dapat menurunkan total biaya produksi[3]
Kemampuan yang dimiliki mesin perkakas CNC harus dapat ditingkatkan agar memenuhi faktor-faktor antara lain menghasilkan produk chips yang relatif tinggi, waktu total penyelesaian suatu produk relatif pendek (lead time), produktivitas tinggi, berkurangnya ongkos pemotongan, waktu setup yang rendah dan ketelitian yang tinggi. Oleh karena itu, kemampuan mesin NC harus ditingkatkan untuk memenuhi berbagai kebutuhan. Mesin perkakas yang memiliki kriteria kemampuan faktor ketelitian dan ketepatan yang tinggi sehingga dapat memenuhi persyaratan atau tuntutan tersebut diatas merupakan unjuk kerja yang paling penting di mesin perkakas. Perbaikan yang paling diinginkan adalah kemampuan untuk mencapai efisiensi yang tinggi dan mesin presisi tinggi. [4]
Ketelitian yang tinggi di mesin perkakas diperlukan dalam proses manufaktur karena permintaan pembuatan komponen yang presisi dengan konsistensi kualitas yang baik.
2
Faktor utama ketelitian mesin sangat dipengaruhi oleh ketelitian gerak (kinematik) dari komponen mesin perkakas. Performance di mesin perkakas CNC akan juga dipengaruhi oleh umur mesin yang mana penyimpangan terjadi karena gerak dinamik dan kecepatan pemotongan yang tinggi selama proses pemesinan. Ketidaktelitian gerak kompenen di mesin perkakas disebut kesalahan gerak atau kinematic error. Kesalahan gerak (kinematic error) yang terjadi di komponen mesin perkakas akan ditransfer ke struktur pergerakan komponen mesin perkakas sehingga berakibat meningkat menjadi kesalahan profil di permukaan benda kerja [5]
Kesalahan pada struktur mesin perkakas akan menyebabkan ketidaktelitian elemen mesin perkakas; penyebab ketidaktelitian terutama disebabkan kesalahan geometri. Kesalahan pada mesin perkakas yang disebabkan oleh kesalahan pemotongan, kesalahan struktur mesin, suhu sekeliling ruang kerja dan getaran dapat menyebabkan kesalahan posisi dinamis di ruang kerja mesin perkakas. Disamping itu kesalahan posisi atau penyimpangan posisi komponen gerak di ruang kerja mesin perkakas akan mempengaruhi ketelitian dan ketepatan di mesin perkakas CNC. Ketelitian dan ketepatan mesin perkakas CNC dipengaruhi oleh beberapa faktor, seperti kesalahan geometrik, kesalahan termal, deformasi gaya pemotongan, kesalahan servo motor dan sebagainya. Berbagai macam faktor kesalahan maka penyumbang terbesar faktor kesalahan adalah kesalahan geometrik dan kesalahan termal mencapai sekitar 60% dari seluruh kesalahan mesin perkakas. Kesalahan saat perakitan, korosi, atau backlash yang terjadi di sumbu gerak adalah faktor yang dapat menyumbangkan kesalahan di mesin perkakas [6]
Kesalahan kinematik karena ketidakakuratan geometri dalam mesin sistem menyebabkan penyimpangan posisi dari mesin perkakas dan orientasi dari titik mesin pada benda kerja, yang akibatnya mempengaruhi akurasi geometris permukaan mesin. Kesalahan geometri adalah kesalahan yang paling penting karena sangat mempengaruhi ketelitian posisi selama proses pemotongan. Faktor utama yang mempengaruhi ketelitian dan ketepatan gerak mesin CNC seperti tampak pada diagram alir kesalahan geometrik pada mesin perkakas NC.
Sejak tahun 1997 sampai sekarang, kesalahan geometrik di ruang kerja mesin perkakas menjadi perhatian para peneliti karena kesalahan geometrik merupakan faktor utama, agar dapat menghasilkan kemampuan mesin dengan ketelitian yang tinggi. Para peneliti mencari penyebab terjadinya kesalahan geometrik di ruang kerja mesin perkakas dengan menggunakan alat ukur ketelitian geometrik atau melakukan pemodelan kesalahan geometrik dengan tujuan dapat mengetahui dan mengurangi kesalahan geometrik. Setelah
3
kesalahan geometrik dapat diukur atau dihitung maka disusunlah kompensasi kesalahan dari multi-axis mesin CNC agar kemampuan ketelitian mesin lebih tinggi[7]
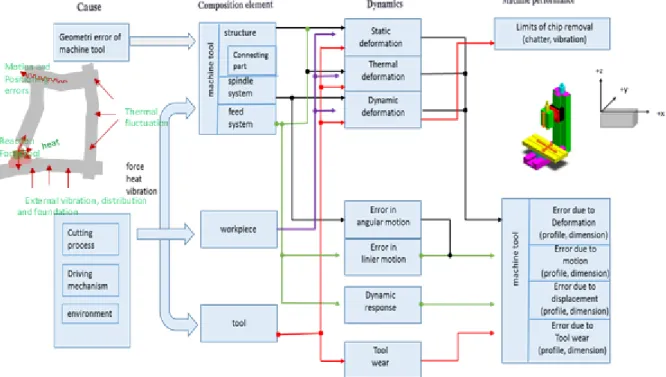
Diagram alir, faktor penyebab performance pada mesin Perkakas NC menurun. [3]
Gambar 1 Diagram alir, faktor-faktor penyebab performance pada mesin Perkakas NC
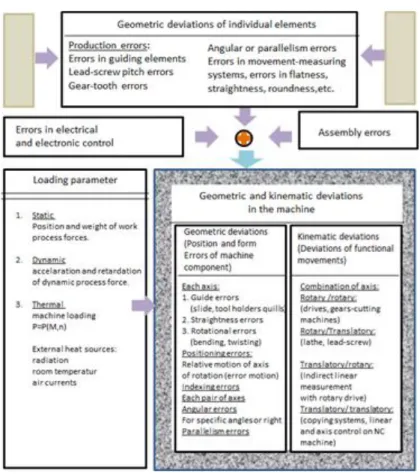
Faktor kesalahan geometrik di mesin perkakas selain kesalahan geometrik di mesin perkakas, yaitu kesalahan perakitan mesin perkakas. Tampak pada diagram alir kesalahan geometrik dan penyimpangan pada mesin perkakas. Kesalahan dimensi di benda kerja sangat dipengaruhi oleh kedataran permukaan dari meja mesin perkakas. Walaupun struktur mesin perkakas CNC dirancang dengan baik, tetapi faktor utama yang tidak bisa diabaikan adalah kedataran permukaan meja mesin perkakas. Ketidakdataran meja mesin dapat disebabkan karena ketidaklurusan lintasan luncur (guide ways). Dua cara untuk meningkatkan ketelitian geometrik mesin perkakas, yaitu: (1) desain dan pembuatan yang teliti dan (2) kompensasi kesalahan. Keduanya memerlukan model parametrik yang menghubungkan antara kesalahan sumber geometrik dengan ketelitian posisi pahat potong relatif terhadap benda kerja[6]. Tampak pada gambar 2, Diagram alir penyebab kesalahan geometrik dan penyimpangan pada mesin perkakas sehingga dapat menyebabkan kualitas produk menurun[8].
4
Gambar 2 diagram alir kelompok penyebab kesalahan geometrik pada mesin perkakas NC
BAB 2. TARGET DAN LUARAN
Berdasarkan rencana kegiatan yang telah disusun maka target luaran yang diharapkan setelah pelaksanaan penelitian Hibah Doktor adalah dapat ditunjukkan pada tabel 1. Disamping itu, hasil dari kegiatan penelitian ini juga akan digunakan untuk menyusun luaran berupa seminar internasional yang telah dilakukan serta publikasi jurnal ilmiah internasional.
Tabel 1 Target luaran yang sudah tercapai setelah pelaksanaan penelitian
No Kegiatan Target Luaran
1 a. Pengukuran dan pemodelan kesalahan geometrik linear guideway pada mesin CNC Miling Vertikal tiga-sumbu dengan menggunakan alat ukur Laser Interferometer. Penelitian dilakukan sebagai berikut:
- Linear guideway sisi kiri dengan masing-masing dua Linear Motion (LM) epan dan belakang.
Pelaksanaan pengukuran dengan menggunakan dua alat ukur Laser Interferometer dilakukan di linear
guideway sisi kiri. Target hasil penelitian
sebagai berikut :
1. Pengukuran kesalahan geometrik untuk dua Linear Motion (LM) atau Linear Blok depan dan belakang. Pengukuran yang dilakukan
masing-5
masing di Linear Motion meliputi yaitu kesalahan linear vertikal dan horisontal.
2. Pengukuran kesalahan geometrik di posisi tengah linear guideway sisi kiri, dengan menggunakan dua linear motion depan dan belakang. Pengukuran yang dilakukan meliputi kesalahan linear yaitu kesalahan vertikal dan horisontal; kesalahan angular yaitu kesalahan pitching, yawing.
3. Pengukuran kesalahan angular rolling menggunakan alat ukur Dial-Indicator dengan kecermatan 0,001 mm.
4. Penyusunan pemodelan kesalahan geometrik secara matematis untuk kesalahan linier vertikal, horisontal, dan kesalahan posisi; serta kesalahan angular pitching, yawing dan rolling. 5. Verifikasi dan validasi pemodelan
dengan membandingkan hasil pengukuran dari alat ukur Laser Interferometer.
- Linear guideway sisi kanan dengan masing-masing dua Linear Motion (LM).
Pelaksanaan pengukuran dengan menggunakan dua alat ukur Laser Interferometer dilakukan di linear
guideway sisi kanan, sebagai berikut :
6. Pengukuran kesalahan geometrik untuk dua Linear Motion (LM) atau Linear Blok depan dan belakang. Pengukuran yang dilakukan meliputi yaitu kesalahan linear vertikal dan horisontal.
7. Pengukuran kesalahan geometrik di satu linear guideway sisi kanan, dengan menggunakan dua linear motion depan dan belakang. Pengukuran yang dilakukan meliputi kesalahan linear yaitu kesalahan vertikal dan horisontal; kesalahan angular yaitu kesalahan pitching, yawing.
8. Pengukuran kesalahan angular rolling menggunakan alat ukur Dial-Indicator dengan kecermatan 0,001 mm.
9. Penyusunan pemodelan kesalahan geometrik secara matematis untuk
6
kesalahan linier vertikal, horisontal, dan kesalahan posisi; serta kesalahan angular pitching, yawing dan rolling. 10. Verifikasi dan validasi pemodelan
dengan membandingkan hasil pengukuran dari alat ukur Laser Interferometer.
b. Pengukuran dan pemodelan kesalahan geometrik pada meja kerja mesin CNC Miling Vertikal tiga-sumbu dengan menggunakan alat ukur Laser Interferometer. Penelitian dilakukan sebagai berikut:
- Dua linear guideway atau posisi pengukuran ditengah meja kerja mesin Milling Vertikal CNC.
Pelaksanaan pengukuran dengan menggunakan dua alat ukur Laser Interferometer. Target hasil penelitian sebagai berikut:
1. Pengukuran kesalahan geometrik di tengah meja-kerja mesin Milling CNC tiga-sumbu. Pengukuran yang dilakukan meliputi:
kesalahan linear vertikal dan horisontal; kesalahan angular pitching, yawing dan rolling.
2. Penyusunan pemodelan kesalahan geometrik untuk posisi ditengah meja mesin perkakas CNC. Hasil pemodelan kesalahan geometrik meliputi kesalahan vertikal dan horisontal; kesalahan angular yaitu kesalahan pitching, yawing, rolling dan kesalahan posisi.
3. Verifikasi dan validasi pemodelan dengan membandingkan hasil pengukuran dari alat ukur Laser Interferometer.
4. Analisis hasil pemodelan dengan dilakukan verifikasi dan validasi pemodelan
c. Pengukuran dan pemodelan kesalahan geometrik ketegaklurusan antar bidang di meja-kerja mesin Milling CNC tiga-sumbu
Pelaksanaan pengukuran dengan menggunakan dua alat ukur Laser Interferometer. Target hasil penelitian sebagai berikut:
Pengukuran kesalahan geometrik ketegaklurusan antar bidang di meja-kerja mesin Milling CNC tiga-sumbu. d. Pengukuran kesalahan geometrik
dengan menggunakan alat ukur Double Ball Bar (DBB).
- Dua linear guideway atau posisi pengukuran ditengah meja mesin perkakas CNC.
Pelaksanaan pengukuran dengan menggunakan Double Ball Bar. Target hasil penelitian sebagai berikut:
1.Pengukuran kesalahan geometrik di meja-kerja mesin Milling CNC tiga-sumbu.
2.Penyusunan pemodelan secara matematis bila pengukuran menggunakan Double Ball Bar.
7
dengan menggunakan alat ukur Laser Interferometer
dua bidang meja mesin perkakas yaitu bidang sumbu-XY, XZ dan YZ. Pengukuran untuk tiga bidang yaitu bidang sumbu XYZ.
BAB 3. METODE PELAKSANAAN
3.1 Metode Pelaksanaan Kegiatan
Penelitian dilakukan di Laboratorium Teknik Produksi Fakultas Teknik Mesin dan Dirgantara (FTMD). Fokus penelitian dilakukan pada mesin perkakas CNC Milling tiga-sumbu Tapping Brother. Tahapan penelitian dapat dilihat di diagram alir, sebagai berikut:
Metode penelitian dibagi menjadi beberapa kegiatan yaitu:
1. Kegiatan pertama, Metode Penelitian untuk satu linear guideway.
Penyusunan pemodelan kesalahan geometrik di meja mesin perkakas dilakukan dengan tahapan sebagai berikut:
Pada meja mesin perkakas CNC terdapat dua linear guideway. Linear Guideways adalah salah satu komponen penting di mesin perkakas. Fungsi utama dari linear guideway adalah sebagai pemandu gerak meja mesin dan pahat potong di mesin perkakas untuk bergerak sepanjang lintasan yang telah ditentukan. Setiap guide ways memiliki dua
Linear Motion memberikan gerakan halus sepanjang gerak linear karena memiliki
ketelitian dan ketepatan yang tinggi. Linear motion sebagai bantalan untuk meja mesin perkakas, harus memiliki ketelitian dan ketepatan serta mekanisme secara bersamaan untuk menanggung beban dan memandu gerak linear di meja mesin perkakas.
Pengukuran kesalahan geometrik digunakan dua Laser Interferometer. Laser pertama digunakan mengukur kesalahan geometrik di Linear Motion depan dan belakang untuk
Pemo d el an ke salah an g eo me tr ik u n tu k me si n CN C ti ga -s u mb u
Pengukuran Linear Motion depan dan belakang pada satu Linear Guideway sisi kiri menggunakan
Laser Interferometer.
Penyusunan pemodelan kesalahan geometrik untuk satu linear
guideway
verifikasi dan validasi pemodelan kesalahan geometrik untuk satu
linear guideway.
Pengukuran Linear Motion depan dan belakang pada satu Linear
Guideway sisi kanan
Penyusunan pemodelan kesalahan geometrik untuk satu linear
guideway
verifikasi dan validasi pemodelan kesalahan geometrik untuk satu
linear guideway Pengukuran kesalahan geometrik
ditengah meja kerja mesin atau menggunakan dua Linear Guideway
sisi kanan dan kiri. pengukuran ketegaklurusan antar bidang di meja-kerja mesin perkakas
CNC.
pengukuran kesalahan geometrik menggunakan Double Ball Bar
8
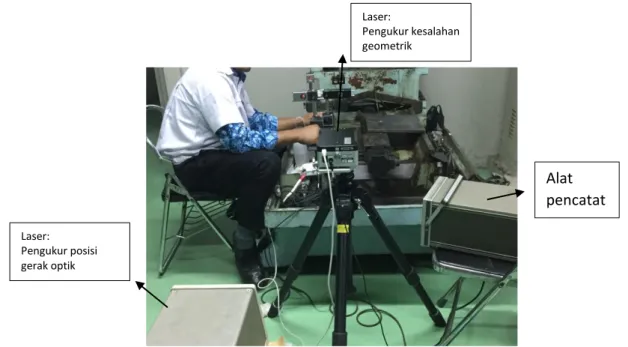
satu linear guideway sisi kiri. Tampak pada gambar 1,2,3,4, proses pengukuran kesalahan geometrik di mesin CNC Tapping Brother dengan digunakan dua Laser Interferometer.
Gambar 3 Proses Pengukuran digunakan dua Laser Interferometer
Gambar 4 Proses pengukuran di mesin Milling Tapping Brother
9
Gambar 6 proses pengukuran satu linear guideway
2. Kedua, pengukuran linear guideway sisi kanan, dengan mengukur kesalahan geometrik di linear motion depan dan belakang. Pengukuran digunakan Laser Interferometer disetiap linear motion dihasilkan kesalahan horisontal dan kesalahan vertikal. Proses pengukuran yang dilakukan di linear guideway sisi kanan sama seperti yang dilakukan di sisi kiri. Tampak pada gambar 5, pengukuran kesalahan geometrik horisontal.
Gambar 7 proses pengukuran kesalahan linear horisontal
3. Ketiga, proses pengukuran dengan posisi meja mesin perkakas diletakkan diatas kedua linear guideway. Posisi optik diletakkan ditengah meja dan dilakukan pengukuran kesalahan geometrik yaitu kesalahan linear horisontal dan kesalahan linear vertikal, kesalahan sudut yaitu kesalahan pitching, yawing. Tampak pada gambar 6, proses pengukuran kesalahan geometrik di meja mesin perkakas. Sedangkan pada gambar 7, tampak proses pengukuran kesalahan geometrik di mesin Tapping Brother dengan menggunakan dua alat ukur Laser Interferometer.
Alat pencatat Laser: Pengukur kesalahan geometrik Laser: Pengukur posisi gerak optik
10
Gambar 8 proses pengukuran kesalahan geometrik di tengah meja mesin Tapping Brother
Gambar 9 proses pengukuran kesalahan geometrik dengan menggunakan dua Laser Interferometer
4. Selanjutnya dalam pengembangan pemodelan secara matematis dilakukan proses pengukuran dengan menggunakan Double Ball Bar (DBB) di mesin Harford. Disini dilakukan pengujian pemodelan secara matematis, pemodelan dapat digunakan untuk mengetahui kesalahan geometrik di mesin perkakas lain tetapi dengan spesifikasi tiga-sumbu. Tampak gambar 8, proses pengukuran di meja mesin perkakas dengan DBB.
11
Gambar 10 proses pengukuran kesalahan geometrik dengan menggunakan Double Ball Bar
5. Selanjutnya dilakukan verifikasi dan validasi terhadap persamaan di dalam pemodelan kesalahan geometrik. Hasil pemodelan dan hasil pengukuran dengan alat ukur Laser Interferometer di analisis dengan perbandingan grafik, analisis data hasil pemodelan dan hasil pengukuran dengan Laser Interferometer merupakan satu populasi, serta pengujian dua data untuk pengujian nilai titik tengah atau nilai rata-rata dari data.
BAB 4. KELAYAKAN PERGURUAN TINGGI
Penelitian dilakukan di Laboratorium Teknik Produksi Fakultas Teknik Mesin dan Dirgantara (FTMD) Institut Teknologi Bandung. Fasilitas untuk penelitian di laboratorium Teknik Produksi di FTMD dilakukan di mesin CNC Tapping Brother. Pengukuran penelitian dilakukan dengan menggunakan alat ukur Laser Interferometer, alat ukur Double Ball Bar dan Dial-Indicator yang menggunakan fasilitas dari laboratorium Metrologi. Pelaksanaan penelitian ini mendapat bantuan dari mahasiswa dan para teknisi laboratorium metrologi dan teknik produksi FTMD-ITB.
BAB 5. HASIL DAN LUARAN YANG DICAPAI
5.1 Hasil Penelitian
No Kegiatan Target Luaran
1 a. Pengukuran Linear guideway sisi kiri dengan masing-masing dua Linear
Motion (LM) depan dan belakang.
b. Pengukuran ditengah linear guideway sisi kiri.
Data hasil penelitian melakukan pengukuran menggunakan Laser Interferometer, pencapaian 90%.
Data hasil pengukuran yang dilakukan di kedua Linear Motion (LM) adalah kesalahan linear horisontal dan vertikal.
12
dilakukan dengan posisi optik diletakkan di tengah linear guideway yaitu kesalahan linear
horisontal, vertikal; kesalahan angular pitching, yawing.
Pengukuran angular rolling dilakukan dengan menggunakan alat ukur dial-indicator.
2 Linear guideway sisi kanan dengan
masing-masing dua Linear Motion (LM).
Hasil penelitian melakukan pengukuran menggunakan Laser Interferometer, pencapaian 90%.
Hasil pengukuran yang dilakukan di kedua Linear Motion (LM) adalah kesalahan linear horisontal dan vertikal.
Hasil pengukuran yang dilakukan dengan posisi optik diletakkan di tengah linear guideway yaitu kesalahan linear horisontal, vertikal; kesalahan angular pitching, yawing.
Pengukuran angular rolling dilakukan dengan menggunakan alat ukur dial-indicator.
3 a. Pengukuran dan pemodelan kesalahan geometrik linear guideway pada mesin CNC Miling Vertikal tiga-sumbu dengan menggunakan alat ukur Laser Interferometer. Penelitian dilakukan sebagai berikut:
- Dua linear guideway atau posisi pengukuran ditengah meja mesin perkakas CNC.
Penelitian kesalahan geometrik dengan menggunakan dua linear guideway atau posisi ditengah meja telah mencapai 80%.
Pelaksanaan pengukuran dengan menggunakan dua alat ukur Laser Interferometer. Hasil penelitian diapatkan:
Pemodelan kesalahan geometrik untuk posisi ditengah meja mesin perkakas CNC. Hasil pemodelan kesalahan geometrik meliputi kesalahan vertikal dan horisontal; kesalahan angular yaitu kesalahan pitching, yawing, rolling dan kesalahan posisi.
Analisis hasil pemodelan dengan dilakukan verifikasi dan validasi pemodelan. Hasil verifikasi dan validasi untuk pemodelan kesalahan kelurusan vertikal sekitar 47%, kesalahan horisontal sekitar 99,31%; kesalahan angular pitching sekitar 93,6%; dan kesalahan angular yawing sekitar 94,9%.
13
dengan menggunakan alat ukur Double Ball Bar (DBB).
- Dua linear guideway atau posisi pengukuran ditengah meja mesin perkakas CNC.
atau menggunakan dua linear guideway sudah dilakukan dan telah mencapai 100%, menggunakan alat ukur Double Ball Bar (DBB).
4 Pemodelan secara matematis dengan linear guideway terjadi kesalahan geometrik
Pemodelan secara matematis dengan berbagai bentuk kesalahan di linear guideway, dilihat dari sumbu-XZ dan sumbu XY.
5 Pemodelan secara matematis dengan menggunakan dua linear guideway atau meja mesin perkakas.
Pemodelan secara matematis untuk gerak meja mesin perkakas dengan sumbu-XZ dan XY.
6 Pemodelan secara matematis kesalahan geometrik ketegaklurusan untuk dua bidang atau dua sumbu yaitu sumbu-XY, YZ dan XZ.
Pemodelan secara matermatis kesalahan geometrik ketegaklurusan untuk dua bidang.
5.2 Seminar dan Publikasi
1. K.Widiyanti, W. Agung, Martawirya.Y.Y, Mathematical approach for geometric
error modeling of three axis CNC vertical milling machine, Applied Mechanics and
Materials, ISSN:1662-7482, Vol.842,
pp.303-310,Accepted:2016-02-25.doi:10.4028/www.scientific.net/AMM.842.365 Online: 2016-06-21. © 2016 Trans Tech Publications, Switzerland
2. K.Widiyanti, W.Agung, Martawirya.Y.Y, Arthaya.M.Bagus, (2016), Pemodelan
Matematika Kesalahan Geometri pada Guideway di mesin perkakas NC miling vertikal tiga-sumbu, SNMI X - Universitas Tarumanagara.
3. K.Widiyanti, W.Agung, Martawirya.Y.Y, Arthaya.M.Bagus, (2016), Memperkirakan
Kesalahan Geometrik linear guideway di mesin CNC Milling Vertikal tiga-sumbu,
SNTTM XV, FTMD-ITB.
4. K.Widiyanti, W.Agung, Martawirya.Y.Y, Arthaya.M.Bagus, (2017), Modeling of
Geometric Error in Linear Guide Way to Improved the vertical three-axis CNC Milling machine’s accuracy, APCOMS-IMEC 2017, 4th Asia-Pacific Conference on
Manufacturing Systems, Yogyakarta.
BAB 6. KESIMPULAN DAN SARAN
Berdasarkan hasil kegiatan penelitian ini, dapat disimpulkan beberapa hal dari kemajuan penelitian Hibah Doktor ini, sebagai berikut:
1. Pengembangan pemodelan secara matematis untuk setiap Linear guideway dengan alat ukur Laser Interferometer sudah dapat menghasilkan suatu persamaan pemodelan kesalahan geometrik, yaitu pemodelan kesalahan linear vertikal, horisontal; kesalahan angular pitching, yawing,rolling dan kesalahan posisi.
14
2. Pengembangan pemodelan secara matematis untuk ditengah meja-kerja mesin CNC dengan alat ukur Laser Interferometer sudah dapat menghasilkan suatu persamaan pemodelan kesalahan geometrik, yaitu pemodelan kesalahan linear vertikal, horisontal; kesalahan angular pitching, yawing,rolling dan kesalahan posisi.
3. Verifikasi dan validasi dilakukan seluruh pengembangan pemodelan kesalahan geometrik. 4. Penelitian dikembangkan dengan pemodelan kesalahan geometrik dengan berbagai bentuk
kesalahan geometrik di setiap linear guideway. Kesalahan geometrik tersebut akan mempengaruhi bentuk meja mesin perkakas.
DAFTAR PUSTAKA
1. Kakino, “ Accuracy Inspection of NC Machine Tools by Double Ball Bar Method”,1993 2. B. K. Jha and A. Kumar, “Analysis of geometric error associated with five-axis machining
centre in improving the quality of cam profile,” International Journal of Machine Tools & Manufacture., Vol. 43, pp. 629-636, May 2003.
3. Fereirra P.M, Liu, C.Richard,”Method for estimating and compensating quasistatic error o f machine tools”, Transactions of ASME – Journal of the Engineering for Industry, Vol.11 5, pp.149-159, Feb 1993.
4. Huanlao Liu, Bing Li, Xiaozheng Wang and Guangyu Tan., “Characteristictics of and mea surement methods for geometric errors in CNC machine tools,” Int J Adv Manuf Technol , Vol. 54, pp. 195-201, 2011.
5. Rousseeuw, P. J. and Leroy, A. M., “Robust Regression and Outlier Detection,” John Wile y & Sons, pp. 134-150, 1987.
6. G.H.J.Florussen, F.L.M.Delbressine, M.J.G. Van de Molengraft,P.H.J.Schellekens, “Asses ing geometric errors of multi-axis machines by three-dimensional length measurements”, Measurement Journal of the International Measurement Confederation 30, pp. 241 -255, 2 001.
7. R.J.Hocken and the Machine Tool Task Force, “Machine Tool Accuracy: Technology of
Machine Tools”, Vol.5, Lawrence Livermore National Laboratory, University of Californi a, Report No. UCRL-52960-5, pp.1-85,1980.
15
LAMPIRAN
Lampiran 1 Draft Jurnal Internasional
Modeling Geometric Errors for a Linear Guideway in
a Three-axis CNC Machine
Widiyanti Kwintarini1,2, Agung Wibowo1,Bagus M Arthaya3 , Tri Prakosa1, andMartawirya Yatna Yuwana1
1 Department of Mechanical Engineering, Faculty of Mechanical and Aerospace Engineering, Institut Teknologi Bandung, Jl. Ganesha No. 10, Bandung, 40132 2 Department of Mechanical Engineering, Faculty of Engineering, University of Pasundan, Jl. Setiabudhi No. 153, Bandung, Jawa-Barat, 40143 3 Department of Mechatronics Engineering, Faculty of Industrial Engineering, University of Parahyangan, Jl. Ciumbuluit No. 94, Bandung, Jawa-Barat, 40141 # Corresponding Author / E-mail: widyantikwintarini@unpas.ac.id, TEL: +62-812-2139640, FAX: 022-2019329
KEYWORDS:Accuracy, geometric errors, linear guideway, verification, CNC, linear motion.
Abstract: The purpose of this study was to determine geometric errors using mathematical modeling methods, namely straightness errors and angles in a linear guideway with the direction of movement equal to the motion of the machine's work table in the x-axis direction. The research was carried out on the work table in the three-axis Brother Tapping CNC machine. The development of geometric error models aims to determine or estimate and correct table motion errors in the machine axis due to straightness and angle errors. Especially the benefits of this research are to maintain high accuracy and precision in three-axis CNC machines. Every movement of a linear guideway on a machine tool table has six geometric errors, consisting of one position error, two linear errors and three angular errors. Mathematical modeling methods of geometric errors need to be considered in the design and maintenance of machine tools. The error of the axis motion of each linear motion or linear blocks such as straightness and angle error can be known by mathematical modeling. The research stage was carried out by mathematical geometric error modeling for a linear guideway with the X-axis direction in accordance with the direction of the three-axis CNC machine table, then verify and validate the geometric error model in each linear guideway using a Laser Interferometer The verification and validation process uses a laser interferometer by placing the optical position of the Laser in the linear motion position of the front and back blocks, then the optical position is placed in the center of the linear guideway. The results of the verification and validation process show that the geometric error in the Brother Tapping machine is caused by damage to one of the linear motion blocks front or back, the surface of the linear guideway is uneven, or there is a deflection in the center position of the linear guideway. The average overall results of the verification process and validation of geometric error modeling, namely pitching, yawing, rolling and vertical and horizontal error models show approximately 65% approaching the Laser Interferometer measurement results.
16
Lampiran 2 RCMME 2015
Applied Mechanics and Materials Submitted: 2016-02-25
ISSN: 1662-7482, Vol. 842, pp 303-310 Accepted: 2016-02-25
doi:10.4028/www.scientific.net/AMM.842.303 Online: 2016-06-21
© 2016 Trans Tech Publications, Switzerland
Mathematical approach for geometric error modeling of three axis
CNC vertical milling machine
Widiyanti Kwintarini
1,2,a*, Agung Wibowo
1,b, and Yatna Yuwana
Martawirya
1,c1Departement of Mechanical Engineering, Faculty of Mechanical and Aerospace
Engineering,
Institut Teknologi Bandung, Jl. Ganesha No.10,Bandung 40132.
2Departement of Mechanical Engineering, Faculty of Engineering, University of Pasundan,
Jl.Setiabudhi No.153. Bandung 40143.
E-mail: awidyantikwintarini@unpas.ac.id, ba_wibowo_m@yahoo.com, cyatna@ftmd.ac.id.
Keywords: Mathematical error model, Homogeneous Transformation Matrix, Three axises, Geometrical Errors.
Abstract. The aim of this paper overviews about to find out the errors that come from three
axis CNC vertical milling machine. The errors come from, the CNC milling machine can be modelled into mathematical models and later on these error models will be used to analyse the errors in the measured data. Many errors from CNC machine tools have given significant effects toward the accuracy and repeatability of manufacturing process. There are two error sources come from CNC machine tools such as tool deflection and thermal distortions of machine tool structure. These errors later on will contribute to result in the geometrical deviations of moving axis in CNC vertical milling machine. Geometrical deviations of moving axis such as linear positioning errors, roll, pitch and yaw can be designated as volumetric errors in three axis machine tool. Geometrical deviations of moving axises happen at every axis in three axis CNC vertical milling machine. Geometrical deviations of moving axises in linear and angular movement has the amount of errors up to twenty one errors. Moreover, this geometrical errors play the major role in the total amount of errors and for that particular reason extra attention towards the geometrical deviation errors will be needed along machining process. Each of geometrical error of three axes vertical machining center is modeled using a homogeneous transformation matrix(HTM). The developed mathematical model is used to calculate geometrical errors at each axis and to predict the resultant error vector at the interface of machine tool and workpiece for error compensation.
17
18
19