Diajukan untuk memenuhi salah satu syarat guna mencapai gelar strata satu (S1)
DISUSUN OLEH: NAMA : YUDIT SANTOSO
NIM : 0160211-038
JURUSAN TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS MERCU BUANA
JAKARTA
OLEH: YUDIT SANTOSO
0160211-038
Diajukan untuk memenuhi salah satu syarat guna mencapai gelar strata satu (S1)
JURUSAN TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS MERCU BUANA
JAKARTA
LEMBAR PERNYATAAN
Saya yang bertandatangan dibawah ini : Nama : Yudit Santoso
NIM : 0160211-038
Jurusan : Teknik Industri Fakultas : Teknologi Industri Universitas : Mercu Buana
Menyatakan dengan sesungguhnya bahwa Tugas Akhir ini adalah hasil karya sendiri kecuali pada bagian yang telah disebutkan sumbernya.
Jakarta, Juni 2008
LEMBAR PENGESAHAN
Judul :
MENGHITUNG WAKTU BAKU PADA PERUBAHAN KEMASAN
DAN PENGARUHNYA TERHADAP UPAH OPERATOR
Nama : Yudit SantosoNIM : 0160211-038 Jurusan : Teknik Industri Fakultas : Teknologi Industri Universitas : Mercu Buana
Tugas ini telah diperiksa dan disetujui oleh: Jakarta, Juni 2008
Pembimbing Tugas Akhir
LEMBAR PENGESAHAN
Judul :
MENGHITUNG WAKTU BAKU PADA PERUBAHAN KEMASAN
DAN PENGARUHNYA TERHADAP UPAH OPERATOR
Nama : Yudit SantosoNIM : 0160211-038 Jurusan : Teknik Industri Fakultas : Teknologi Industri Universitas : Mercu Buana
Tugas ini telah diperiksa dan disetujui oleh: Jakarta, Juni 2008
Mengetahui,
Ketua Jurusan Teknik Industri dan Koordinator Tugas Akhir
vii
ABSTRAKSI
Kemasan adalah alat yang digunakan untuk mempertahankan kondisi produk. Perubahan kemasan dapat merubah waktu baku dari proses pengemasan. Perubahan waktu baku dapat berpengaruh terhadap output produksi yang dihasilkan, sehingga berpengaruh pula terhadap biaya langsung.
Perubahan waktu baku dapat dihitung dengan metode Jam Henti yang memperhatikan beberapa faktor yaitu faktor penyesuaian dan kelonggaran. Setelah didapatkan waktu baku yang baru maka dapat diketahui keluaran baru dari produksi dan perubahan biaya langsung yang terjadi.
Berdasarkan hasil analisa maka didapatkan waktu baku kemasan lama sebesar 45.45 detik dan waktu baku kemasan baru sebesar 63.54 detik. Dengan kapasitas produksi yaitu sebesar 79 pack/jam untuk kemasan lama dan 56 pack/jam untuk kemasan baru. Adapun biaya langsung yang terjadi bertambah sebesar Rp 65.59 per produk.
Dengan adanya perubahan kemasan ini dapat menambah biaya produksi sebesar 1.449.280,- per bulan, dengan asumsi produksi 1000 pack perhari.
viii
ABSTRACTION
Package is a material which is used to prevent the product condition. The changing package can change the standard time from the packaging process. The changing of the standard time can effect to the production output result, and also it can effect to the direct cost.
The changing of the standard time can be measured by Stop Watch Method which includes several factors, such as the fitting factor and the allowance. After having the new standard time, the new output from the production and the changing of the direct cost will be noticed.
According to the analysis result, we can have the old design standard time for 45,45 seconds, and the new design standard time for 63,54 seconds with the production capacity, that is 79 pack/hour for the old design, and 56 packs/hour for the new design. The direct cost is increasing to Rp. 65,59 per product.
By the changing of package can increase the production cost to Rp. 1.449.280,- per month, with the production assumption 1,000 packs/day.
i
Alhamdulillah segala puji bagi Allah SWT Yang Maha Pengasih Lagi Maha Penyayang yang telah memberikan rahmat dan karunianya kepada penulis, sehingga penulis dapat menyelesaikan penyusunan Tugas Akhir ini, yang merupakan salah satu persyaratan akademik yang harus penulis penuhi guna menyelesaikan studi strata satu pada Fakultas Teknologi Industri jurusan Teknik Industri Universitas Mercu Buana Jakarta.
Penulis amat menyadari bahwa dalam penyusunan Tugas Akhir ini banyak terdapat kekurangan dan kelemahan baik dalam penyajian materi maupun penyusunannya.
Pada kesempatan ini penulis ingin mengucapkan banyak-banyak terima kasih kepada semua pihak yang telah membantu baik secara langsung maupun tidak langsung dalam penyusunan tugas akhir ini sampai dengan selesai. Dengan rendah hati maka perkenankanlah penulis menyampaikan terima kasih yang sebesar-besarnya kepada:
1. Bapak Ir. M. Kholil. MT selaku Ketua Program Studi Teknik Industri dan Koordinator Tugas Akhir.
ii
3. Seluruh rekan-rekan Fakultas Teknologi Industri Khususnya Teknik Industri Universitas Mercu Buana Jakarta yaitu antara lain: Monang, Rinto, Eni, Siswo, Pak Shomad, Pak Maryoto, Pak Kuncono, Thomas dan lain-lainnya yang tidak dapat saya sebutkan satu persatu. Tetap Semangat!!!!
4. Orang-orang terdekat saya yang mengajarkan saya tentang arti kehidupan buat saya. Siti Rahmah, mengajarkan saya tentang arti dari kesabaran. Kiki Ariani, mengajarkan saya tentang ketulusan. Ade Irma, slalu memberikan saya semangat saat saya terjatuh. Semua ini untuk dan karena kalian, aku akan buktikan siapa saya sebenarnya.
Penulis secara khusus mengucapkan terima kasih yang tak terhingga kepada keluarga penulis yaitu, Bapak, Mamak, Jodik, Anto dan si kecil Erni yang telah banyak memberikan bantuan moril maupun materil dan turut menyertakan penulis dalam do’a, I Love You All. Serta penulis tidak melupakan bantuan dan semangat dari orang-orang terdekat hingga penulis dapat menyelesaikan Tugas Akhir ini. Semoga Tugas Akhir ini bermanfaat bagi pembacanya.
Jakarta, Juni 2008 Penyusun
iii
DAFTAR ISI... iii
DAFTAR TABEL... v DAFTAR GAMBAR ... vi ABSTRAKSI ... vii BAB I. PENDAHULUAN... 1 1.1.Latar Belakang ... 1 1.2 Pokok Permasalahan ... 2
1.3 Tujuan Pemecahan Masalah ... 3
1.4 Pembatasan Masalah ... 3
1.5 Sistematika Penulisan ... 4
BAB II. LANDASAN TEORI ... 6
2.1 Pengukuran Kerja... 6
A. Pengukuran Waktu Kerja ... 8
B. Manfaat Pengukuran Waktu... 10
C. KLasifikasi Pengukuran Waktu ... 11
D. Langkah-langkah Pengukuran Jam Henti ... 11
E. Penyesuaian ... 15
F. Kelonggaran... 26
2.2 Kapasitas Produksi... 29
BAB III. METODOLOGI PENELITIAN ... 30
3.1 Penelitian Pendahuluan ... 31
3.2 Studi Pustaka... 31
3.3 Perumusan Masalah ... 31
3.4 Pengumpulan Data ... 31
iv
C. Perhitungan Waktu Baku... 34
3.6 Analisa Hasil ... 35
BAB IV. PENGUMPULAN DAN PENGOLAHAN DATA... 38
4.1 Pengumpulan Data ... 38
A. Waktu Kerja ... 39
B. Kondisi Lingkungan Kerja Yang Mempengaruhi. ... 39
C. Pengumpulan Data Waktu Operasi ... 41
D. Pengujian Keseragaman Data ... 43
E. Pengujian Kecukupan Data ... 51
F. Faktor Penyesuaian dan Kelonggaran ... 52
4.2 Faktor-faktor yang Perlu Diketahui ... 54
4.3 Perhitungan Waktu Baku ... 54
4.4 Menghitung Perubahan Biaya... 56
BAB V. ANALISA ... 58
5.1 Analisa Waktu Baku ... 58
5.2 Analisa Perubahan Biaya ... 59
BAB VI. KESIMPULAN DAN SARAN ... 61
6.1 Kesimpulan ... 61
6.2 Saran ... 62 DAFTAR PUSTAKA
v
TABEL 4.2 Data Waktu Operasi dengan Kemasan Lama... 42
TABEL 4.3 Data Waktu Operasi dengan Kemasan Baru ... 43
TABEL 4.4 Tabel Data Perhitungan Kemasan Lama... 45
TABEL 4.5 Tabel Data Perhitungan Kemasan Baru ... 48
TABEL 4.6 Faktor Kelonggaran... 53
vi
DAFTAR GAMBAR
GAMBAR 3.1 Metodologi Penelitian ... 36 GAMBAR 3.2 Langkah-langkah Analisa Selisih Biaya
Pada Perubahan Kemasan ... 37 GAMBAR 4.1 Grafik Keseragaman Data Hasil Pengukuran
dari Kemasan Lama... 47 GAMBAR 4.2 Grafik Keseragaman Data Hasil Pengukuran
1
BAB I PENDAHULUAN
1.1 Latar Belakang
Pada era industri saat ini, dimana persaingan semakin ketat perlu ada suatu strategi perbaikan bagi perusahaan yang ingin bertahan dan terus maju menjadi salah satu perusahaan terbaik. Salah satu factor yang penting adalah efisiensi dan efektifitas dari produksi. Dengan tidak mengesampingkan kualitas, maka dengan dua factor tersebut dapat dihasilkan suatu produk yang bisa bersaing di pasar karena kualitas yang baik dan harga yang terjangkau.
Dari tujuan tersebut maka perlu suatu alat yang digunakan untuk memperbaiki proses dalam beberapa sub bagian departemen. Penerapan suatu alat atau strategi ini perlu mempertimbangkan beberapa sisi, yaitu sisi baiknya dan sisi buruknya. Selain itu pula perlu dilihat factor dalam lingkungan perusahaan, apakah cocok bila menggunakan strategi ini dengan kondisi perusahaan yang ada.
Setelah kondisi perusahaan diketahui secara global, dan perencanaan strategi yang matang, maka perlu ada pengontrolan saat strategi itu mulai diimplementasikan untuk melihat perubahan kualitas yang terjadi dan perubahan efisiensi serta efektifitas
waktu yang ada. Diharapkan dengan adanya perbaikan tersebut maka barang yang dihasilkan dapat bersaing di pasar, untuk menghadapi masalah persaingan tersebut maka perusahaan harus dapat memperhatikan beberapa hal diantaranya yaitu:
1. Mutu produksi.
2. Ketepatan waktu pengiriman. 3. Harga yang terjangkau. 4. Pelayanan yang memuaskan.
Pada perusahaan yang berkembang yaitu perusahaan pengolahan daging, kesulitan yang biasa terjadi adalah seperti ketepatan waktu pengiriman dan persaingan harga yang dipicu oleh tidak tepatnya waktu perencanaan produksi dan kurang efisien pendayagunaan alat-alat produksi termasuk pekerja serta efektifitas waktu produksi yang buruk. Salah satu cara untuk menanggulangi hal tersebut adalah dengan melakukan penentuan waktu baku dari beberapa proses produksi.
1.2 Pokok Permasalahan
Masalah yang ditimbulkan karena adanya perubahan disain kemasan yaitu perubahan dimensi kemasan yang menjadi lebih kecil dimaksudkan untuk memperindah penampakan dan efisiensi bahan kemasan. Perubahan kemasan ini berpengaruh terhadap waktu baku dari proses packing.
Sehingga perlu ada analisa terhadap pengaruh perubahan disain kemasan terhadap biaya langsung (upah karyawan dan harga kemasan) yang terjadi apakah lebih efisien atau tidak.
1.3 Tujuan Pemecahan Masalah
Berdasarkan atas pokok permasalahan tersebut, maka penyusunan tugas akhir ini bertujuan untuk:
a. Menentukan waktu baku pengepakan produk sosis.
b. Menentukan besar perubahan biaya (upah operator packing) yang terjadi karena perubahan kemasan.
1.4 Pembatasan Masalah
Untuk dapat lebih focus dalam menyelesaikan masalah yang ada, maka perlu dilakukan pembatasan masalah, sebagai berikut:
a. Penelitian dilakukan untuk produk sosis yang mengalami perubahan ukuran kemasan yaitu FH Sosis Sapi Goreng 24 pcs.
b. Penelitian dengan pengukuran waktu langsung dengan metode jam henti ini dilakukan pada operator-operator dengan asumsi operator tersebut telah memiliki kemampuan normal.
c. Penelitian dilakukan hanya pada satu shift.
d. Tenaga kerja tidak langsung tidak dibahas pada masalah ini.
e. Hanya membahas perubahan biaya untuk upah karyawan dan harga kemasan. f. Pengadaan bahan dan pelaksanaan kegiatan berjalan dengan baik.
1.5 Sistematika Penulisan
Sistematika penulisan tugas akhir ini terbagi dalam enam bab, dengan pokok pembahasan masing-masing bab, adalah sebagai berikut:
Bab I Pendahuluan
Pada bab ini menguraikan gambaran umum tentang penelitian yang terdiri dari latar belakang permasalahan, pokok permasalahan, tujuan pemecahan masalah, pembatasan masalah dan sistematika penulisan.
Bab II Landasan Teori
Bab ini merupakan usulan hasil studi literature yang berkaitan dengan permasalahan yang dibahas dan penelitian yang dilakukan.
Bab III Metodologi Penelitian
Dalam bab ini berisikan tentang penelitian yang digunakan, dimulai dari perumusan masalah penelitian sampai pengolahan dan analisa data.
Bab IV Pengumpulan dan Pengolahan Data
Bab ini berisi data-data yang berhasil dikumpul selama melakukan penelitian lapangan dan pengolahan data yang digunakan sebagai dasar pada analisa masalah. Bab V Analisa
Bab VI Kesimpulan dan Saran
Bab ini menyimpulkan hasil pengolahan data dan analisa penelitian serta memberikan beberapa saran-saran.
6
BAB II
LANDASAN TEORI
2.1 Pengukuran Kerja
Pengukuran kerja yaitu metode atau cara yang direncanakan untuk menetapkan waktu bagi seorang pekerja yang memenuhi syarat untuk menyelesaikan pekerjaan tertentu pada tingkat prestasi yang telah ditetapkan.
Suatu proses operasi pada suatu perusahaan dapat dikatakan efisien atau tidak, didasarkan atas lama waktu untuk membuat suatu produk atau melaksanakan pelayanan.
Pengukuran kerja secara spesifik dugunakan untuk maksud-maksud sebagai berikut :
a. Mengevaluasi pelaksanaan kerja karyawan
Dilakukan dengan melakukan perbandingan keluaran selama periode waktu tertentu dengan keluaran standar yang ditentukan dalam pengukuran kerja.
b. Menghitung kebutuhan tenaga kerja
Dengan mengetahui keluaran yang diinginkan maka dengan menggunakan pengukuran kerja dapat dihitung tenaga kerja yang dibutuhkan.
c. Menentukan tingkat kapasitas.
Pada suatu keadaan tertentu dari jumlah tenaga kerja dan peralatan yang tersedia maka dapat menentukan tingkat kapasitas yang tersedia.
d. Menentukan harga atau biaya suatu produk.
Berbagai standar tenaga kerja, yang didapat melalui pengukuran kerja, adalah salah satu unsur sistim untuk menentukan harga atau biaya produksi.
e. Membandingkan metode-metode kerja
Bila ada berbagai metode yang berbeda untuk suatu pekerjaan yang sedang dipertimbangkan, pengukuran kerja dapat memberikan dasar pembandingan ekonomik metode-metode. Ini merupakan esensi manajemen ilmiah menemukan metode terbaik atas dasar studi waktu dan gerak yang diteliti. f. Memudahkan penjadwalan operasi-operasi
Salah satu masukan data untuk semua system penjadwalan adalah estimasi waktu kegiatan-kegiatan kerja. Estimasi-estimasi ini diperoleh dari pengukuran kerja.
g. Menetapkan upah insentif.
Dengan upah insentif, para karyawan menerima pembayaran yang lebih besar untuk keluaran yang lebih besar.
Seperti yang telah disebutkan pada pembatasan masalah pada bab 1, metode aturan kerja yang digunakan adalah pengukuran langsung yaitu dengan metode jam henti. Hal ini dikarenakan jenis pekerjaan yang dilakukan pada proses pengepakan produk sosis di PT. SMPFI yang merupakan jenis pekerjaan dengan intervensi pendek dan berulang-ulang.
A. Pengukuran Waktu Kerja
Pengukuran waktu kerja adalah suatu aktivitas untuk menentukan waktu yang dibutuhkan oleh seorang operator yang memiliki skill rata-rata dan terlatih baik dalam melaksanakan sebuah kegiatan kerja dalam kondisi dan tempo kerja yang normal. Tujuan pokok dari aktivitas ini dengan sendirinya akan berkaitan erat dengan usaha menetapkan waktu baku ini, yaitu pendekatan dari bawah ke atas dan pendekatan dari atas ke bawah.
Pendekatan dari bawah ke atas dimulai dengan mengukur waktu dasar dari suatu elemen kerja, kemudian menyesuaikan dengan tempo kerja dan menambahkannya dengan kelonggaran-kelonggaran waktu seperti halnya dengan kelonggaran waktu untuk melepaskan lelah, kebutuhan personal, dan antisipasi terhadap delays. Pendekatan dengan bawah ke atas akan lebih sering digunakan untuk
meghitung atau menetapkan waktu baku. Hal-hal yang perlu dipahami dalam penentuan waktu baku dengan sistim bawah ke atas, diantaranya yaitu:
a. Waktu normal
Waktu yang diperlukan oleh seorang operator yang terlatih dan memiliki keterampilan rata-rata untuk melakukan suatu aktivitas di bawah kondisi dan tempo kerja normal. Waktu normal ini tidak termasuk waktu longgar yang diperlukan untuk melepas lelah, kebutuhan personal dan delays yang diperlukan bilamana kegiatan kerja tersebut harus dilakukan dalam waktu sehari penuh.
b. Tempo kerja normal.
Merupakan tempo kerja atau performasi kerja yang ditunjukan oleh seorang operator yang memiliki keterampilan rata-rata, terlatih baik dan dengan kesadaran tinggi mau bekerja secara normal selama satu shift kerja.
.c. Waktu pengamatan.
Adalah waktu pengamatan yang diperoleh dari hasil pengamatan dan pengukuran waktu yang diperukan seorang operator untuk menyelesaikan sebuah aktivitas atau elemen kerja.
d. Kelonggaran waktu
Merupakan sejumlah waktu yang harus ditambahkan dalam waktu normal untuk mengantisipasi terhadap kebutuhan-kebutuhan waktu guna melepaskan lelah, kebutuhan-kebutuhan yang bersifat pribadi dan kondisi-kondisi menunggu baik yang bisa dihindarkan maupun tidak.
Penelitian dan analisa metode kerja pada dasarnya akan memusatkan perhatiannya pada bagaimana suatu kegiatan akan dikatakan selesai secara efisien. Suatu kegiatan akan dikatakan selesai secara efisien apabila waktu penyelesaiannya berlangsung paling singkat. Untuk menghitung waktu standar penyesuaian suatu kegiatan, maka diperlukan aktivitas pengukuran kerja.
B. Manfaat pengukuran waktu
Pengukuran waktu kerja akan menghasilkan waktu atau output standar yang mana hal tersebut bermanfaat untuk :
a. man power planning
b. estimasi biaya-biaya untuk upah karyawan atau pekerja c. penjadwalan produksi dan pengganggaran
d. perencanaan pemberian bonus dan insentif bagi karyawan atau pekerja yang berprestasi
C. Klasifikasi pengukuran waktu
Teknik pengukuran waktu dibagi atas dua bagian, yaitu pengukuran secara langsung dan tidak langsung. Pengukuran dilakukan secara langsung ditempat dimana pekerjaan yang bersangkutan dijalankan. Metode ini meliputi pengukuran dengan jam henti dan pengukuran dengan uji petik pekerjaan. Sedangkan untuk pengujian yang kedua yaitu metode pengukuran tidak langsung, pekerjaan tidak perlu dilakukan ditempat pekerjaan, tetapi cukup dengan membaca data dari tabel-tabel yang tersedia asalkan mengetahui jalannya pekerjaan melalui elemen geraknya. Pada pengujian kali ini akan menggunakan pengukuran waktu secara langsung dengan jam henti. Sesuai dengan namanya maka menggunakan alat utama yaitu jam henti. Cara ini adalah cara yang paling banyak dikenal dan dipergunakan untuk pengukuran waktu.
D. Langkah-langkah Pengukuran Jam Henti
Adapun langkah-langkah pengukuran dengan jam henti adalah sebagai berikut:
1. Menentukan jumlah pengukuran pendahuluan.
Jumlah pengukuran yang dilakukan akan ditentukan oleh pengukur yang disesuaikan dengan tingkat ketelitian yang dipergunakan dan disesuaikan pula dengan keterbatasan waktu dan biaya. Tingkat ketelitian dan kepastian adalah suatu tingkat kepastian yang diinginkan oleh pengukur. Tingkat ketelitian menunjukan penyimpangan maksimum hasil pengukuran dari waktu penyelesaian sebenarnya.
Sedangkan tingkat keyakinan menunjukan besarnya keyakinan pengukur bahwa hasil yang diperoleh memenuhi syarat ketelitian tadi. Pada pengukuran kali ini ditetapkan tingkat ketelitian sebesar 5% dan tingkat keyakinan 95%. Adapun langkah-langkah yang digunakan dengan menggunakan tetapan tingkat ketelitian 5% dan keyakinan 95% adalah sebagai berikut:
a. Menghitung harga rata-rata Xij
X = N
Dimana : Xij adalah penjumlahan hasil pengukuran data dari I sampai j. N adalah jumlah pengamatan yang dilakukan.
b. Menghitung standar deviasi sebenarnya
σ =
√
Dimana : N adalah jumlah pengamatan yang dilakukan Xi adalah waktu penyelesaian pada saat pengukuran
c. Menghitung Batas kendali Atas dan Batas Kendali Bawah BKA = X + Z. σ x
BKB = X – Z. σ x Σ(Xi-X)2
d. Menghitung banyak pengukuran yang diperlukan
Z/s
√
N. ΣXi2 – (Σ Xi)2 N’ =Σ Xi
Dimana: N’ adalah jumlah pengukuran yang diperlukan N adalah jumlah pengukuran pendahuluan Xi adalah penjumlahan waktu hasil pengukuran
Pengukuran dapat dikatakan sudah mencukupi apabila jumlah N’ sama atau lebih kecil dengan N.
2. Melakukan uji keseragaman data
Data yang didapat kemudian dibuat nilai rata-ratanya kemudian data tersebut diuji kembali, apakah masih dalam batas-batas control atau tidak. Bila diluar batas, maka pengukuran waktu kerja perlu dihitung kembali, kemudian dilanjutkan dengan uji kecukupan data. Uji kerseragaman data ini mencerminkan asal data yang berasal dari sistim yang sama.
3. Melakukan uji kecukupan data
Jumlah data pengamatan yang dilakukan harus sama atau lebih banyak dari jumlah data yang dibutuhkan secara teoritis. Bila data yang didapatkan kurang dari data teoritis maka perlu ada penambahan pengamatan data.
4. Melakukan Perhitungan Waktu Baku
Waktu baku dihitung setelah didapatkan waktu siklus dan waktu normal. Untuk menghitung waktu normal kita perlu mengetahui besarnya factor penyesuaian yang diberikan kepada operator yang melakukan pekerjaan tersebut, untuk mesin tidak perlu dilakukan factor penyesuaian, sedangkan untuk menghitung waktu baku perlu dihitung factor kelonggaran terlebih dahulu.
a. Menghitung Waktu Siklus ΣXi
Ws = N
Dimana : Xi adalah waktu penyelesaian proses/pekerjaan ke i N adalah jumlah pengukuran yang dilakukan
b. Menghitung Waktu Normal
Wn = Ws x P
Dimana: Ws adalah waktu siklus P adalah factor penyesuaian
c. Menghitung waktu Baku Wb = Wn (1 + i)
Dimana : Wn : adalah waktu Normal
i : adalah kelonggaran atau allowance yang diberikan kepada pekerja untuk menyelesaikan suatu pekerjaan
E. Penyesuaian
1. Tujuan Penyesuaian
Selama pengukuran dilakukan operator harus berada pada kondisi yang wajar. Ketidak wajaran dapat terjadi misalnya seperti bekerja tanpa kesungguhan, terburu-buru, atau karena menjumpai kesulitan-kesulitan seperti kondisi ruangan yang buruk. Kesemuanya itu mempengaruhi kecepatan kerja yang berakibat terlalu cepat atau lamanya waktu penyelesaian. Hal ini jelas tidak diinginkan karena waktu baku yang dicari adalah waktu yang diperoleh dari kondisi dan cara kerja yang baku yang diselesaikan secara wajar.
Bila terjadi ketidak wajaran maka perlu dianalisa seberapa besar pengaruhnya terhadap kecepatan kerja. Karena semua itu akan berpengaruh terhadap waktu penyelesaian pekerjaan, bila banyak ketidak wajaran maka perlu dinormalkan kembali dengan melakukan penyesuaian. Penyesuaian dilakukan dengan mengalikan waktu siklus rata-rata dengan harga factor penyesuaian. Besarnya harga factor penyesuaian adalah berdasarkan hasil penelitian pengukur yang akan mencerminkan waktu yang normal. Bila pengukur berpendapat bahwa operator bekerja diatas
normal, maka harga p akan lebih dari satu sebaliknya jika operator bekerja dibawah normal maka harga p lebih kecil dari satu. Jika operator bekerja secara wajar maka harga p adalah satu.
2. Konsep Bekerja Wajar
Telah kita ketahui bersama bila terjadi ketidak wajaran pada saat melakukan pengumpulan data maka pewajaran sehingga didapatkan waktu normal. Ketidak wajaran ini dapat diketahui oleh pengukur pada saat melakukan pengamatan. Semakin berpengalaman pengukur terhadap pekerjaan yang diamati maka akan semakin peka penilaian terhadap ketidak wajaran yang terjadi. Untuk lebih memudahkan konsep wajar maka perlu diketahui lebih dahulu bagaimana seorang operator itu bekerja secara normal itu, adapun yang dimaksud dengan bekerja secara normal yaitu, jika seorang operator yang dianggap berpengalaman bekerja tanpa usaha-usaha yang berlebihan sepanjang hari kerja, menguasai cara kerja yang ditetapkan, dan menunjukan kesungguhan dalam menjalankan pekerjaannya. Selain konsep yang dikemukakan oleh ILO diatas terdapat juga konsep yang lebih terperinci yang dikemukakan oleh Lowry Maynard dan Stegemarthen melalui cara penyesuaian Westinghouse. Mereka berpendapat bahwa ada 4 faktor yang menyebabkan kewajaran atau ketidakwajaran dalam bekerja yaitu keterampilan, usaha, kondisi kerja dan konsistensi.
Ada beberapa cara untuk melakukan penentuan factor penyesuaian. Cara yang pertama adalah dengan menggunakan Cara Persentase, ini adalah cara yang paling awal digunakan dalam melakukan penyesuaian. Disini besarnya factor penyesuaian sepenuhnya ditentukan oleh pengukur. Karena hanya merupakan angka kasar maka dikembangkan metode lain yaitu cara Shummard, Westinghouse dan objektif.
Cara Shummard memberikan patokan-patokan melalui kelas-kelas kinerja kerja dimana ada nilai tersendiri. Pada cara ini pengukur diberikan patokan untuk menghitung factor penyesuaian diantaranya adalah, superfast, fast +, fast, fast -, excellent dan seterusnya. Seorang yang dipandang bekerja normal diberi nilai 60, kelas ini adalah merupakan pembanding untuk kelas-kelas untuk mendapatkan nilai dari factor penyesuaian.
Berbeda dengan cara Shummard, Cara Westinghouse ini lebih mengarahkan pada empat factor yang dianggap menentukan kewajaran atau tidak. Adapun factor-faktor tersebut yaitu, keterampilan, usaha, kondisi kerja dan konsistensi.
A. Keterampilan, dibagi menjadi enam kelas dengan ciri-ciri sebagai berikut: 1. Super Skill
a. Secara bawaan cocok sekali dengan pekerjaannya b. Bekerja dengan sempurna
d. Gerakan halus tapi sangat cepat sehingga sangat sulit untuk diikuti e. Kadang-kadang terkesan tidak berbeda dengan gerakan mesin
f. Perpindahan dari satu elemen pekerjaan ke elemen lainnya tidak terlampau terlihat karena lancarnya
g. Tidak terkesan adanya gerakan-gerakan berfikir dan merencanakan tentang apa yang dikerjakan (sudah sangat otomatis)
h. Secara umum dapat dikatakan bahwa pekerja yang bersangkutan adalah pekerja terbaik.
2. Excellent Skill
a. Percaya pada diri sendiri
b. Tampak cocok dengan pekerjaannya c. Terlihat telah terlatih baik
d. Bekerja teliti dengan tidak banyak melakukan pengukuran-pengukuran atau pemeriksaan
e. Gerakan-gerakan kerjanya beserta urutan-urutannya dijalankan tanpa kesalahan
f. Menggunakan peralatan dengan baik
g. Bekerjanya cepat tanpa mengorbankan mutu h. Bekerjanya cepat tetapi halus
i. Bekerjanya berirama dan terkoordinasi 3. Good Skill
a. Kualitas hasil baik
b. Bekerjanya tampak lebih baik dar pada kebanyakan pekerja umumnya c. Dapat memberikan petunjuk-petunjuk pada pekerja lain yang
keterampilannya rendah
d. Tampak jelas sebagai pekerja yang cakap e. Tidak memerlukan banyak pengawasan f. Tidak keragu-raguan
g. Bekerjanya stabil
h. Gerakan-gerakan terkoordinasi dengan baik i. Gerakan-gerakan cepat
4. Average Skill
a. Tampak ada kepercayaan pada diri sendiri b. Gerakan-gerakan tidak cepat tetapi tidak lambat. c. Terlihat adanya pekerjaan-pekerjaan perencanaan d. Tampak senagi pekerja yang cakap
f. Mengkoordinasi tangan dan pikiran dengan cukup baik. Tampak cukup terlatih dan karenanya mengetahui seluk beluk pekerjaan
g. Bekerjanya cukup teliti
h. Secara keseluruhan cukup memuaskan 5. Fair Skill
a. tampak terlatih belum cukup baik
b. Mengenal peralatan dan lingkungan secukupnya
c. Terlihat adanya perencanaan sebelum melakukan gerakan d. Tidak mempunyai kepercayaan diri yang cukup
e. Tampak seperti tidak cocok dengan pekerjaannya tetapi telah ditempatkan pada posisi itu sejak lama
f. Mengetahui apa yang dilakukan dan harus dilakukan tetapi tampak tidak selalu yakin
g. Sebagian waktu terbuang karena kesalahan sendiri
h. Jika tidak bekerja sungguh-sungguh maka outputnya akan sangat rendah i. Biasanya tidak ragu-ragu dalam menjalankan gerakan-gerakannya 6. Poor Skill
b. Gerakan-gerakan kaku
c. Kelihatan ketidak yakinan pada urutan-urutan gerakan
d. Seperti yang tidak terlatih untuk pekerjaan yang bersangkutan tidak terlihat adanya kecocokan dengan pekerjaannya
e. Ragu-ragu dalam menjalankan gerakan-gerakan kerja f. Sering melakukan kesalahan-kesalahan
g. Tidak ada kepercayaan pada diri sendiri h. Tidak bisa mengambil inisiatif sendiri
B. Usaha, dibagi menjadi enam kelas dengan cirri-ciri: 1. Excessice Effort
a. kecepatannya sangat berlebihan
b. usahanya sangat sungguh-sungguh tetapi dapat membahayakan kesehatan c. Kecepatan yang ditimbulkan tidak dapat dipertahankan sepanjang hari kerja 2. Excellent Effort
a. Jelas terlihat kecepatan kerjanya yang tinggi
b. Gerakan-gerakannya lebih ekonomis dari operator biasa c. Penuh perhatian pada pekerjaannya
e. Menerima saran dan petunjuk dengan senang f. Percaya kepada kebaikan waktu pengukuran waktu g. Tidak dapat bertahan lebih dari beberapa hari h. Bangga atas kelebihannya
i. Gerakan yang salah sangat jarang terjadi j. Bekerja sistematis
k. Karena lancarnya, perpindahan dari satu elemen ke elemen lain tidak terlihat 3. Good Effort
a. Bekerja berirama
b. Saat-saat menganggur sangat sedikit bahkan kadang-kadang tidak ada c. Penuh perhatian pada pekerjaannya
d. Senang pada pekerjaannya
e. Kecepatan baik dan dapat dipertahankan sepanjang hari f. Percaya pada kebaikan maksud pengukuran waktu g. Menerima saran dan petunjuk dengan senang
h. Dapat memberikan saran-saran untuk perbaikan kerja i. Tempat kerjanya diatur baik dan rapih
k. Memelihara dengan baik kondisi peralatan 4. Average Effort
a. Tidak sebaik good, tetapi lebih baik dari poor b. Bekerja dengan stabil
c. Menerima saran-saran tetapi tidak melaksanakannya d. Set-up dilaksanakan dengan baik
e. Melakukan kegiatan-kegiatan perencanaan 5. Fair Effort
a. Saran-saran perbaikan diterima dengan kesal
b. Kadang-kadang perhatian tidak ditujukan pada pekerjaannya c. Kurang sungguh-sungguh
d. Tidak mengeluarkan tenaga dengan secukupnya e. Terjadi sedikitnya penyimapngan dari cara kerja baku f. Alat-alat yang dipakainya tidak selalu yang terbaik
g. Terlihat ada kecenderungan kurang perhatian pada pekerjaannya h. Terlampau hati-hati
i. Sistematika kerjanya sedang-sedang saja j. Gerakan-gerakannya tidak terencana
6. Poor Effort
a. Banyak membuang waktu
b. Tidak memperlihatkan adanya minat kerja c. Tdak mau menerima saran-saran
d. Tampak malas dan bekerja lambat
e. Melakukan gerakan-gerakan yang tidak perlu untuk mengambil alat-alat dan bahan-bahan
f. Tempat kerjanya tidak diatur rapih
g. Tidak peduli pada cocok/baik tidaknya peralatan yang dipakai h. Mengubah-ubah tata letak kerja yang telah diatur
i. Set-up kerjanya terlihat tidak baik
Dari ciri-ciri tersebut terlihat adanya hubungan antara keterampilan dan usaha. Dalam prakteknya banyak terjadi pekerja yang mempunyai keterampilan rendah bekerja dengan usaha yang lebih sungguh-sungguh sebagai imbangnya. Terkadang usaha ini begitu berlebihan dan tidak banyak menghasilkan. Sebaliknya seseoranng yang mempunyai keterampilan tinggi tidak jarang bekerja dengan usaha yang tidak mendukung dihasilkannya performance yang lebih baik lagi. Meskipun kedua factor ini berhubungan erat tetapi merupakan hal yang dapat terjadi secara terpisah didalam
pelaksanaan pekerjaannya, karena inilah cara Westinghouse memisahkan factor keterampilan dan usaha dalam rangka penyesuaian.
Sedangkan yang dimaksud dengan kondisi kerja pada cara ini adalah kondisi fisik lingkungan seperti keadaan pencahayaan, temperature, dan kebisingan ruangan. Kondisi kerja dibagi enam kelas yaitu Ideal, Excellent, Good, Average, Fair dan Poor. Kondisi yang ideal tidak selalu sama bai setiap pekerjaan karena berdasarkan karakteristiknya masing-masing pekerjaan membutuhkan kondisi ideal sendiri-sendiri. Oleh karena itu penentuan tentang keadaan dari kondisi kerja perlu dimiliki agar penilaian terhadap kondisi ini dapat dilakukan seteliti mungkin.
Factor-faktor lain yang harus diperhatikan adalah konsistensi. Factor ini perlu diperhatikan karena kenyataannya pada setiap pengukuran waktu angka-angka yang dicatatkan tidak pernah semuanya sama. Waktu penyelesaiannya terhadap pekerjaan oleh pekerja berubah-ubah dari satu siklus. Selama ini masih dalam batas kewajaran maka tidak akan timbul masalah, tetapi jika variabilitasnya tinggi maka perlu diperhatikan. Seperti halnya dengan factor yang lainnya maka konsistensi juga dibagi menjadi enam kelas yaitu: Perfect, Excellent, Good, Average, fair dan Poor. Seseorang yang bekerja perfect adalah yang secara teoritis mesin atau pekerjaan yang waktunya dikendalikan oleh mesin. Sebaliknya konsistensi yang poor terjadi bila waktu-waktu penyelesaian berselisih jauh dari rata-rata secara acak. Konsistensi average terjadi bila selisih antara waktu penyelesaiannya dengan rata-rata tidak besar walaupun ada satu dua yang letaknya jauh.
Cara yang terakhir adalah Cara Objektif, cara ini memperhatikan dua factor, kecepatan kerja dan tingkat kesulitan pekerjaan. Kedua factor inilah yang dipandang bersama untuk menentukan harga p untuk mendapatkan waktu normal. Kecepatan kerja adalah kecepatan dalam melakukan pekerjaan. Pengukur harus melakukan penilaian terhadap kewajaran kecepatan kerja yang ditunjukan oleh operator. Jika kecepatannya wajar maka diberi nilai satu (P1 = 1). Jika kecepatannya tinggi maka diberi nilai >1 dan sebaiknya.
Untuk kesulitan kerja telah disediakan tabel yang menunjukan tingkat kesulitan yang berbeda. Angka yang ditunjukkan oleh tabel adalah angka persen. P2 adalah penjumlahan antara angka satu dengan jumlah angka yang sesuai dengan keadaan pekerjaan tabel. Sedangkan untuk menghitung factor penyesuaian total adalah dengan perkalian P1 dan P2.
F. Kelonggaran
Kelonggaran diberikan untuk tiga hal yaitu untuk kebutuhan pribadi, menghilangkan rasa fatique dan hambatan-hambatan yang tidak bisa dihindarkan. Ketiga hal ini merupakan sesuatu yang dibutuhkan oleh para pekerja, dan yang selama pengukuran tidak diamati, diukur, dicatat, ataupun dihitung. Oleh karena itu setelah mendapatkan waktu normal perlu ditambahkan factor kelonggaran.
1. Kerugian untuk kebutuhan pribadi.
Yang dimaksud dengan kebutuhan pribadi adalah hal-hal seperti minum sekedarnya untuk menghilangkan rasa haus, ke kamar kecil, bercakap-cakap dengan teman sekerja untuk menghilangkan ketegangan ataupun kejemuan saat waktu kerja.
Kebutuhan-kebutuhan ini jelas sebagai sesuatu yang mutlak. Tidak bisa diabaikan misalnya, seseorang terus bekerja dengan rasa dahaga, ataupun melarang sama sekali pekerja untuk tidak bercakap-cakap sepanjang jam-jam kerja. Larangan demikian tidak hanya merugikan pekerja, tetapi juga untuk merugikan perusahaan karena dengan kondisi seperti itu tidak dapat bekerja dengan baik bahkan hampir-hampir dapat dipastikan produktivitasnya menurun.
2. Kerugian untuk menghilangkan rasa fatique
Rasa fatique atau kelelahan tercermin antara lain dari menurunnya hasil produksi baik kualitas maupun kuantitas. Karena itu, salah satu cara untuk menentukan besarnya kelonggaran adalah dengan pengamatan sepanjang hari kerja dan mencatat pada saat-saat dimana hasil produksi mengalami penurunan. Tetapi masalahnya adalah kesulitan dalam menentukan pada saat-saat mana terjadi penurunan hasil produksi tersebut ditimbulkan oleh rasa fatique karena masih banyak factor lain yang dapat menyebabkan hal itu.
Jika rasa lelah telah datang maka pekerja akan melakukan usaha yang lebih besar dari normal dan ini akan menambah rasa lelah. Bila ini terus berlangsung
akhirnya akan terjadi fatique total yaitu jika anggota badan yang bersangkutan tidak dapat melakukan kerja sama sekali, walaupun sangat dikehendaki. Hal demikian jarang terjadi karena berdasarkan pengalaman kerja dapat mengukur ketepatan kerjanya sedemikian rupa sehingga lambatnya gerakan kerja ditujukan untuk menghilangkan rasa fatique.
3. Kelonggaran untuk hambatan tak terhindarkan
Pada saat melaksanakan pekerjaannya, para pekerja todak dapat lepas dari hambatan. Hambatan ada yang dapat dihindarkan seperti ngobrol yang berlebihan. Bagi hambatan yang tidak dapat dihindarkan harus diusahakan serendah mungkin dan akan tetap ada, dan karena itu harus diperhitungkan dalam waktu baku.
Beberapa contoh yang termasuk hambatan yang tak terhindarkan, yaitu: 1). Meminta atau menerima petunjuk dari pengawas
2). Melakukan penyesuaian-penyesuaian mesin
3). Memperbaiki kemacetan-kemacetan singkat seperti mengganti alat potong yang patah, memasang kembali ban yang lepas dan sebagainya
4). Hambatan-hambatan karena kesalahan pemakaian alat atau bahan 5). Mesin berhenti karena matinya aliran listrik
2.2 Kapasitas Produksi
Waktu baku akan berpengaruh terhadap kapasitas produksi. Kapasitas dari produksi dapat dipengaruhi oleh bahan baku, sistim kerja, jumlah mesin atau pekerja, alur proses. Bahan baku yang dipakai termasuk kemasan. Pengaruh perubahan kemasan (dimensinya) dapat berpengaruh pada waktu baku sehingga dapat diketahui pengaruh dari perubahan dimensi kemasan ini. Setelah diadakan penelitian maka akan didapatkan keputusan terbaik untuk efisiensi kemasan terhadap efektifitas produksi dan pengaruhnya terhadap kapasitas dan biaya langsung.
Waktu jam kerja per hari Kapasitas produksi =
30
BAB III
METODOLOGI PENELITIAN
Metodologi penelitian yang digunakan dalam penyusunan tugas akhir ini yaitu dengan mengumpulkan data-data dan informasi dari berbagai sumber yang berkaitan, dimana penelitian tugas akhir bertujuan untuk mengetahui pengaruh efisiensi kemasan dengan efektifitas kerja, pada proses packing.
Untuk mencapai tujuan tersebut, maka pada bab ini akan diuraikan langkah-langkah metode penelitian antara lain :
1. Penelitian pendahuluan 2. Studi pustaka 3. Perumusan masalah 4. Pengumpulan data 5. Pengolahan data 6. Analisa hasil
3.1 Penelitian Pendahuluan
Karena akan dilakukan perubahan terhadap kemasan yaitu dengan pengurangan dimensi maka penulis ingin mengetahui pengaruhnya terhadap efektifitas kerja dari proses packing yang terjadi. Oleh karena itu penulis melakukan analisa sebelum terjadi perubahan kemasan dan dibandingkan dengan setelah terjadi perubahan, karena akan terpengaruh terhadap kapasitas dan harga produk.
3.2 Studi Pustaka
Pada bagian ini membahas landasan tema yang digunakan dalam penulisan tugas akhir ini. Teori yang digunakan antara lain, pengujian keseragaman data, pengujian kecukupan data, perhitungan waktu siklus, waktu normal dan waktu baku.
3.3 Perumusan Masalah
Dalam upaya mencapai tujuan yang telah ditentukan, maka perumusan masalah yang digunakan untuk mengetahui pengaruh dan efisiensi dimensi kemasan ini adalah menentukan selisih waktu yang terjadi saat proses pengemasan produk.
3.4 Pengumpulan Data
Pada tahap ini dimulailah langkah-langkah pengumpulan data yang dibutuhkan untuk mencapai tujuan penelitian. Langkah-langkah yang dilakukan antara lain :
A. Persiapan Pengukuran Waktu
Dalam melakukan pengukuran–pengukuran ini adalah untuk mengetahui waktu yang sebenarnya dibutuhkan ntuk menyelesaikan suatu pekerjaan. Beberapa langkah yang harus dilakukan untuk melakukan pengukuran waktu yaitu :
1. Menetapkan tujuan pengukuran waktu
Pengukuran ini bertujuan untuk mengetahui pengaruh efisiensi kemasan terhadap efektifitas kerja. Karena ada perubahan factor tersebut maka dapat menyebabkan pengurangan atau penambahan waktu baku. Sehingga berpengaruh langsung terhadap kapasitas-kapasitas produksi dan biaya langsung produksi.
2. Menyiapkan alat-alat pengukuran, antara lain :
a. jam henti
b. lembaran pengamatan c. alat tulis
B. Melakukan pengukuran waktu
Pengukuran waktu adalah pekerjaan mengamati pekerja dan mencatat waktu kerjanya data yang diperoleh adalah dengan melakukan pengamatan waktu secara langsung yaitu pengukuran langsung terhadap operator tepat dimana melakukan pekerjaannya. Alat yang digunakan adalah stop watch. Hal yang perlu diperhatikan adalah pemilihan operator yang mempunyai kemampuan normal.
3.5 Pengolahan Data
Pada bagian ini dilakukan pengolahan data yang didapatkan pada tahap sebelumnya. Untuk mendapatkan waktu baku maka perlu dilakukan tahapan berikut, antara lain ;
A. Pengujian keseragaman data
Dalam pengujian keseragaman data ini diperlukan untuk megetahui apakah data-data berada dalam batas kontrol. Untuk melakukan pengujian keseragaman data ini, maka dilakukan langkah-langkah sebagai berikut :
1. Mencatat data waktu kerja yang ada pada proses packing 2. Menghitung harga rata-rata
4. Menentukan batas kontrol atas dan batas kontrol bawah 5. Menguji keseragaman data
B. Pengujian kecukupan data
Setelah data-data seragam, maka dilakukan pengujian data, dengan menghitung nilai N’ yaitu jumlah pengamatan teoritis yang diperlukan kemudian nilai N’ dibandingkan dengan N, yaitu jumlah pengamatan yang telah dilakukan.
Dimana data dikatakan telah cukup jika hasil perbandingan menunjukkan nilai N’<N. Tetapi jika N’>N, maka perlu diadakan pengukuran tahap kedua untuk mendapatkan sejumlah data lagi. Kemudian kembali dilakukan pengujian keseragaman data dan kecukupan data sampai didapat nilai N’<N.
C. Perhitungan waktu baku
Setelah melakukan pengujian keseragaman data dan kecukupan data. Langkah selanjutnya adalah melakukan perhitungan untuk mendapatkan waktu baku baku masing-masing operator.
Langkah-langkah dalam melakukan perhitungan waktu baku ini adalah sebagai berikut :
1. Menghitung waktu siklus rata-rata
2. Menghitung waktu normal. Sebelumnya menentukan faktor penyesuaian, besarnya faktor penyesuaian yang digunakan adalah cara Westing House.
3. Menghitung waktu baku. Sebelumnya menetapkan besarnya faktor kelonggaran, dimana faktor kelonggaran ini digunakan untuk menghitung waktu baku.
3.6 Analisa Hasil
Setelah data waktu baku penyelesaian dari operator dan kedua keadaan tersebut diperoleh, maka selanjutnya adalah menentukan jumlah kapasitas produksi. Setelah didapatkan kapasitas produksi maka didapatkan selisih biaya produksi (upah operator dan harga kemasan) yang terjadi karena perubahan kemasan.
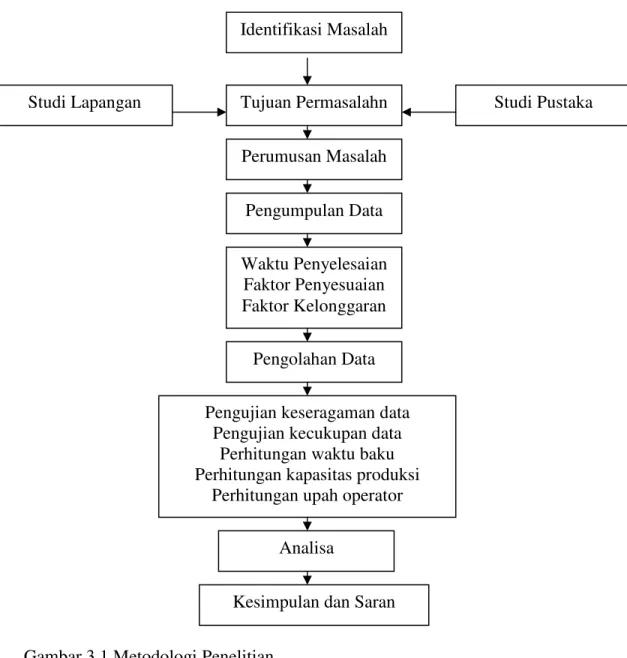
Gambar 3.1 Metodologi Penelitian
Identifikasi Masalah
Tujuan Permasalahn Studi Pustaka Studi Lapangan Perumusan Masalah Pengumpulan Data Waktu Penyelesaian Faktor Penyesuaian Faktor Kelonggaran Pengolahan Data
Pengujian keseragaman data Pengujian kecukupan data
Perhitungan waktu baku Perhitungan kapasitas produksi
Perhitungan upah operator
Analisa
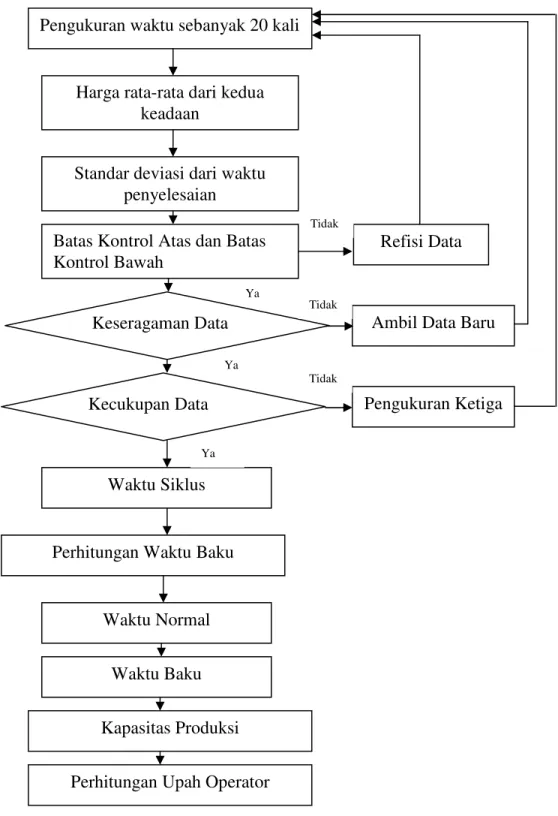
Gambar 3.2 Langkah-langkah Perhitungan Biaya operator Pada Perubahan Kemasan
Pengukuran waktu sebanyak 20 kali
Harga rata-rata dari kedua keadaan
Standar deviasi dari waktu penyelesaian Batas Kontrol Atas dan Batas Kontrol Bawah
Keseragaman Data
Kecukupan Data
Waktu Siklus
Perhitungan Waktu Baku
Waktu Normal
Waktu Baku
Kapasitas Produksi
Perhitungan Upah Operator
Refisi Data
Ambil Data Baru
Pengukuran Ketiga Tidak Tidak Tidak Ya Ya Ya
38
BAB IV
PENGUMPULAN DAN PENGOLAHAN DATA
Pengumpulan data dilakukan di PT San Miguel Purefoods Indonesia, yaitu produsen daging olahan yang beralamat di Jl. Raya Bogor KM 37 Sukamaju Depok. Data yang diambil yaitu data yang berasal dari salah satu produk PT SMPFI yaitu Sosis Sapi Goreng dengan merk dagang Farmhouse. Adapun perubahan dimensi kemasan yang tepat yaitu dari P=280 L= 190 menjadi P=270 L=185. Jenis kemasannya adalah polybag.
4.1 Pengumpulan Data
Berdasarkan pengumpulan data yang diperoleh dari hasil pengamatan dan pengukuran langsung dari lapangan serta keterangan-keterangan yang diperoleh dari karyawan.
Dengan data yang telah diperoleh, maka data ini selanjutnya akan diproses sesuai dengan landasan teori yang telah dibahas pada bab terdahulu.
A. Waktu Kerja
Waktu kerja yang ada pada bagian Packing Sosis sebanyak tiga shift. Untuk lebih jelasnya dapat dilihat dari tabel di bawah ini.
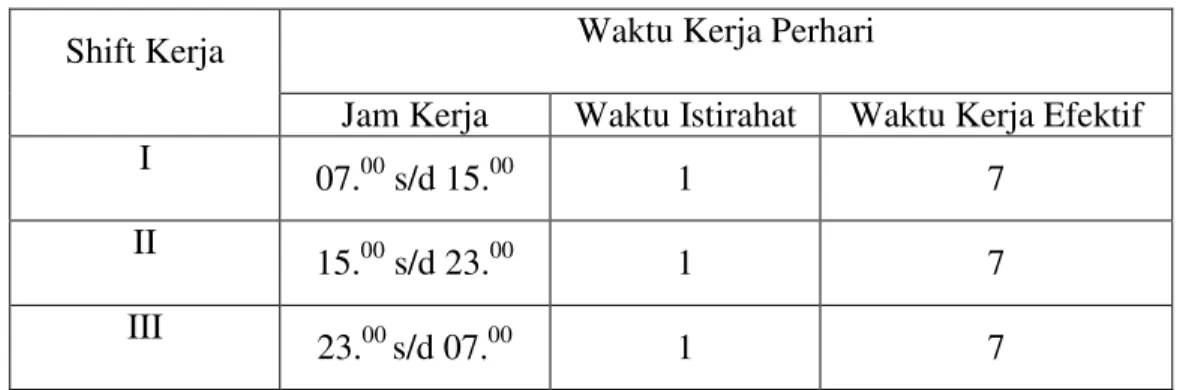
Tabel 4.1 Waktu Kerja Yang Tersedia
Waktu Kerja Perhari Shift Kerja
Jam Kerja Waktu Istirahat Waktu Kerja Efektif I 07.00 s/d 15.00 1 7 II 15.00 s/d 23.00 1 7 III 23.00 s/d 07.00 1 7 Note : khusus hari Jum’at, shift I pukul 07.00 s/d 15.30 istirahat 1.5 jam
B. Kondisi Lingkugan Kerja yang Mempengaruhi Pekerja
Beberapa faktor yang mempengaruhi kerja pada operator sangatlah banyak. Kondisi lingkungan kerja yang sangat baik akan meningkatkan kemampuan produksi kerja operator, dimana factor yang mempengaruhi kerja operator tersebut antara lain :
1. Penerangan
Penerangan yang cukup adalah suatu fungsi agar seorang operator dapat melihat objek dengan jelas. Ada beberapa variable yang mempengaruhi kemampuan untuk melihat, antara lain yaitu: besar objek, kecepatan gerak operator, besar ukuran daripada suatu objek akan sangat menentukan sekali kemampuan untuk dapat melihat dengan jelas. Bertambah besar suatu objek, maka bertambah nyata dan bertambah
mudah untuk dilihat objek tersebut. Oleh karena itu, untuk dapat melihat dengan jelas maka penerangan di ruang Packing Sosis harus cukup karena ruangan tersebut terisolasi.
2. Kebisingan atau Suara Bising
Bunyi rebut atau bising perlu dipertimbangkan, karena dapat mengganggu ketenagan kerja, merusak pendengaran pekerja dan menimbulkan komunikasi yang kurang baik. Suara bising yang ditimbulkan oleh mesin pada proses Packing Sosis tidak mengganggu pendengaran atau normal, sehingga tidak berpengaruh.
3. Sirkulasi Udara
Sirkulasi udara pada ruangan Packing Sosis ini cukup baik, meskipun ruangan tersebut terisolasi, tetapi tidak memberikan pengaruh terhadap produktifitas.
4. Temperatur Udara
Suhu udara ruangan kerja merupakan salah satu faktor yang mempengaruhi kegiatan operator. Bila suhu udara terlalu panas atau terlalu dingin maka dapat menurunkan gairah kerja sehingga berpengaruh pada produktifitas kerja. Pada tempat pengamatan suhu ruangan dijaga pada suhu rendah, yaitu kurang dari 100C.
C. Pengumpulan Data Waktu Operasi
Waktu operasi dihitung dengan menggunakan system pengukuran cara langsung dengan alat bantu stopwatch untuk mendapatkan waktu siklus penyelesaian operasi, waktu yang diukur adalah waktu kerja produktif operator selama melakukan kegiatan yang berlangsung di tempat kerja.
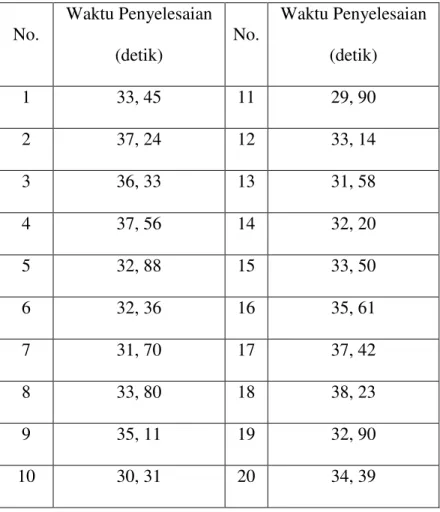
Pengumpulan data hanya dilakukan pada satu proses kerja, yaitu pada proses packing Farmhouse Sosis Sapi goreng 24pcs, pengukuran dimulai pada saat operator mengambil kemasan dengan tangannya dan berakhir saat hasil packing disusun dimeja packing dan kemudian dibakukan waktu operasinya. Dari kedua jenis dimensi kemasan yang berbeda diambil datanya dengan alat bantu stopwatch sebanyak 20 kali kemudian hasilnya dirata-ratakan. Pelaksanaan pengukuran dilakukan selama 6 hari dengan pengambilan data minimal 5 perhari. Data waktu penyelesaian dari kedua jenis keadaan tersebut dapat dilihat pada tabel berikut:
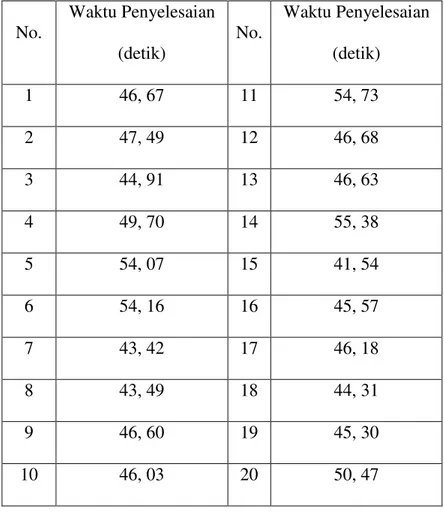
Tabel 4.2 Data Waktu Operasi dengan Kemasan Lama No. Waktu Penyelesaian (detik) No. Waktu Penyelesaian (detik) 1 33, 45 11 29, 90 2 37, 24 12 33, 14 3 36, 33 13 31, 58 4 37, 56 14 32, 20 5 32, 88 15 33, 50 6 32, 36 16 35, 61 7 31, 70 17 37, 42 8 33, 80 18 38, 23 9 35, 11 19 32, 90 10 30, 31 20 34, 39
Tabel 4.3 Data Waktu Operasi dengan Kemasan Baru No. Waktu Penyelesaian (detik) No. Waktu Penyelesaian (detik) 1 46, 67 11 54, 73 2 47, 49 12 46, 68 3 44, 91 13 46, 63 4 49, 70 14 55, 38 5 54, 07 15 41, 54 6 54, 16 16 45, 57 7 43, 42 17 46, 18 8 43, 49 18 44, 31 9 46, 60 19 45, 30 10 46, 03 20 50, 47
D. Pengujian Keseragaman Data
Setelah waktu pengamatan dan pengumpulan data telah selesai, tahap berikutnya melakukan perhitungan uji keseragaman data, dengan ketentuan :
- Tingkat keyakinan : 95% dengan nilai distribusi nominal Z =2 - Tingkat ketelitian : 5% (dibagi 100% = 0.05)
1. Perhitungan Uji Keseragaman a) Kemasan Lama
Menghitung waktu rata-rata ΣXij
X = N
Dimana: Xij = penjumlahan hasil pengukuran data N = jumlah pengamatan yang dilakukan
679.61 X =
20
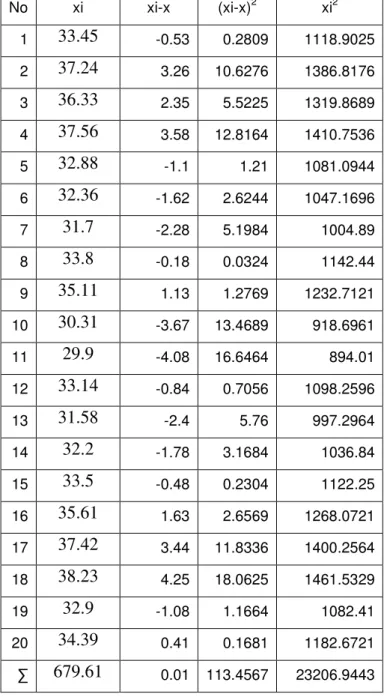
Tabel 4.4 Tabel Data Perhitungan Kemasan Lama No xi xi-x (xi-x)2 xi2 1 33.45 -0.53 0.2809 1118.9025 2 37.24 3.26 10.6276 1386.8176 3 36.33 2.35 5.5225 1319.8689 4 37.56 3.58 12.8164 1410.7536 5 32.88 -1.1 1.21 1081.0944 6 32.36 -1.62 2.6244 1047.1696 7 31.7 -2.28 5.1984 1004.89 8 33.8 -0.18 0.0324 1142.44 9 35.11 1.13 1.2769 1232.7121 10 30.31 -3.67 13.4689 918.6961 11 29.9 -4.08 16.6464 894.01 12 33.14 -0.84 0.7056 1098.2596 13 31.58 -2.4 5.76 997.2964 14 32.2 -1.78 3.1684 1036.84 15 33.5 -0.48 0.2304 1122.25 16 35.61 1.63 2.6569 1268.0721 17 37.42 3.44 11.8336 1400.2564 18 38.23 4.25 18.0625 1461.5329 19 32.9 -1.08 1.1664 1082.41 20 34.39 0.41 0.1681 1182.6721 ∑ 679.61 0.01 113.4567 23206.9443
Menghitung standar deviasi sebenarnya dari waktu penyelesaian dengan:
σ =
√
Dimana : N adalah jumlah pengamatan yang dilakukan
Xi adalah waktu penyelesaian pada saat pengukuran
σ =
√
σ =
√
Standar deviasi yang terjadi =
√
Dengan asumsi bahwa tingkat keyakinan terhadap hasil pengukuran waktu pada pekerja yaitu 95% dan tingkat ketelitian 5% maka didapat nilai Z = 2, maka :
BKA= X + 2x σ = 33.98 + 2x
√
5.97 = 38.87 BKB= X - 2x σ = 33.98 - 2x√
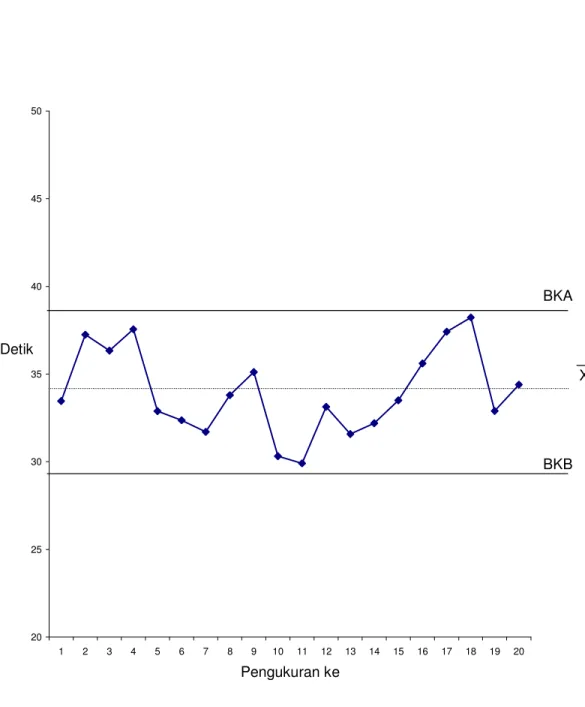
5.97 = 29.09Berdasarkan nilai BKA dan BKB, maka data yang diperoleh pada pengamatan berada dalam kendali dan dinyatakan seragam, seperti terlihat pada grafik dibawah ini.
113.4567 19 5.97 5.97 Σ(Xi-X)2 N- 1
20 25 30 35 40 45 50 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 Pengukuran ke Detik BKA BKB X
b). Kemasan Baru
Dengan mengikuti cara perhitungan yang sama maka didapatkan X = 47.51
Tabel 4.5 Tabel Data Perhitungan Kemasan Baru
No xi xi-x (xi-x)2 xi2
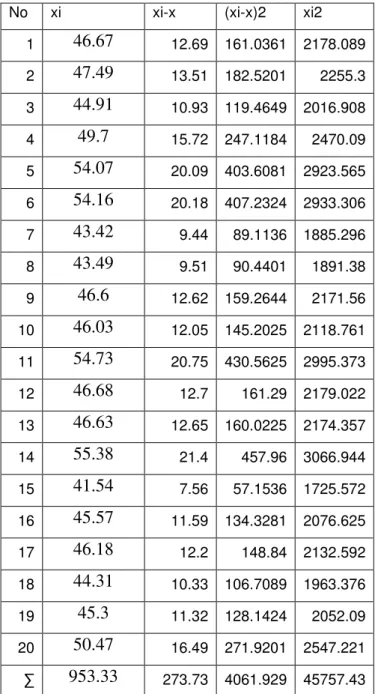
1 46.67 12.69 161.0361 2178.089 2 47.49 13.51 182.5201 2255.3 3 44.91 10.93 119.4649 2016.908 4 49.7 15.72 247.1184 2470.09 5 54.07 20.09 403.6081 2923.565 6 54.16 20.18 407.2324 2933.306 7 43.42 9.44 89.1136 1885.296 8 43.49 9.51 90.4401 1891.38 9 46.6 12.62 159.2644 2171.56 10 46.03 12.05 145.2025 2118.761 11 54.73 20.75 430.5625 2995.373 12 46.68 12.7 161.29 2179.022 13 46.63 12.65 160.0225 2174.357 14 55.38 21.4 457.96 3066.944 15 41.54 7.56 57.1536 1725.572 16 45.57 11.59 134.3281 2076.625 17 46.18 12.2 148.84 2132.592 18 44.31 10.33 106.7089 1963.376 19 45.3 11.32 128.1424 2052.09 20 50.47 16.49 271.9201 2547.221 ∑ 953.33 273.73 4061.929 45757.43
σ =
√
=
√
=
4.1675BKA =X + 2.41675 = 55.84 BKB =X – 2.41675 = 39.17
Berdasarkan nilai BKA dan BKB, maka data yang diperoleh dapat dinyatakan seragam atau berada pada batas kendali, seperti terlihat pada grafik dibawah ini.
Σ X1 – X 2
N-1
329.9929
30 35 40 45 50 55 60 65 1 3 5 7 9 11 13 15 17 19 Pengukuran ke Detik BKA BKB X
E. Pengujian Kecukupan Data
Cukup atau tidaknya data dapat dihitung dengan rumus :
N
1=
=
)
2
Berdasarkan Z (tingkat keyakina 95%) = 2 dan tingkat ketelitian S = 5% maka nilai Z/S adalah 2/0.05 = 40
N
1=
N1 Lama =
= 7.86, setara dengan 8 N1 Baru =
= 11.79, setara dengan 12 Z/S √N – ΣXij2– (ΣXij )2 ΣXij 40 √20 .(23206.94 – (679.61)2 679.61 40 √20 .(45486.35 – (950.3)2 950.33 2 40 √N – ΣXij2– (ΣXij )2 ΣXij 2 2 2
Karena nilai N > N’ maka data yang diperoleh mencukupi dan memenuhi jumlah pengukuran yang diperoleh.
F. Faktor Penyesuaian dan Kelonggaran
Pada saat melakukan penelitian terhadap objek atau operator yang sedang melakukan pekerjaan maka ada beberapa factor yang perlu diperhatikan, baik dari pengaruh operator itu sendiri ataupun pengaruh dari lingkungan luar.
1. Menentukan Faktor Penyesuaian
Faktor penyesuaian ini berfungsi untuk menormalkan pekerjaan. Penentuan factor penyesuaian ini dilakukan berdasarkan metode WestingHouse. Factor penyesuaian dalam setiap elemen kerja perlu dianalisa. Berdasarkan hasil pengamatan menggunakan metode WestingHouse didapatkan factor penyesuaian operator pada keterampilan secara keseluruhan cukup memuaskan (Average 0) = 0.00. Usahanya dengan kecepatan baik dan dapat dipertahankan sepanjang hari kerja (Good Ci) = 0.05. Kondisi kerja pada batas rata-rata ideal, karena lingkugan cukup untuk melakukan kerja (Average D) = 0.00. Konsistensi dalam waktu penyelesaian kerja dan waktu rata-rata tidak terlalu besar (Average D) = 0.00.
Setelah keempat faktor tersebut telah selesai dinilai, kemudian dijumlahkan. Keterampilan : Average (D) = 0.00
Kondisi : Average (D) = 0.00 Konsistensi : Average (D) = 0.00 Jumlah = +0.05 Faktor penyesuaian menjadi P= (1 + 0.05)
2. Menentukan Faktor Kelonggaran
Kelonggaran diberikan untuk 3 hal, yaitu kebutuhan pribadi, menghilangkan rasa lelah, dan hambatan-hambatan yang tidak dapat dihindarkan. Ketiganya ini merupakan hal-hal yang secara nyata dibutuhkan oleh pekerja yang selama pengukuran tidak diamati, diukur, dicatat ataupun dihitung. Kelonggaran untuk kebutuhan pribadi wanita adalah 5% dan pria 2.5%. kelonggaran untuk menghilangkan rasa lelah tiap pekerjaan mempunyai nilai yang berbeda-beda dan besarnya ditentukan dalam tabel, besarnya kelonggaran berdasarkan factor-faktor yang berpengaruh. Kelonggaran untuk hambatan-hambatan yang tidak dapat dihindarkan, berdasarkan pengamatan selama pengukuran, penulis menentukan besarnya kelonggaran adalah 10 menit yaitu pengamatan dari Foreman produksi dan Sanitasi alat jadi besarnya kelonggaran adalah 2.38 dan waktu kerja normal sehari adalah 420 menit. Di bawah ini adalah hasil perhitungan dari factor kelonggaran : Tabel 4.6 Faktor Kelonggaran
No Faktor Kelonggaran Referensi Yang diambil 1 Kebutuhan pribadi (wanita) 2.5-5.0 5.0%
2 Tenaga yang dikeluarkan (sangat ringan) 6.0-7.5 6.0% 3 Sikap kerja (berdiri di atas dua kaki) 1.0-2.5 2.0% 4 Gerakan kerja (normal) 0.0 0.0% 5 Kelelahan mata (pandangan terus menerus) 2.0 2.0% 6 Suhu ruang kerja (50C s/d 100C) 10-0 10.0%
7 Hambatan yang tidak dapat dihindarkan - 2.38% Total Nilai Kelonggaran 27.38%
4.2 Perhitungan Waktu Pengukuran
Dalam menghitung waktu baku, tahapan perhitungan adalah sebagai berikut : a) Perhitungan waktu siklus rata-rata
Waktu siklus rata-rata adalah:
1. Old Design = 33.98 detik 2. New Design = 47.51 detik b) Perhitungan waktu normal
Waktu normal didapat setelah memperhitungkan factor penyesuaian Wn = Ws X P
Dimana :
Ws : Waktu siklus rata-rata P : Faktor Penyesuaian
Maka nilai Wn adalah :
1. Kemasan Lama Wn = 33.98 X 1.05 = 35.679 2. Kemasan Baru Wn = 47.51 X 1.05
= 49.885 c) Menghitung Waktu Baku
Wb = Wn + (Wn + 1) = Wn x (1 + i) Dimana :
Wb : Waktu baku Wn : Waktu normal
I : Kelonggaran yang diberikan Waktu baku untuk Kemasan Lama:
Wb = 35.679 X (1 + 27.383) = 45.45 detik/produk
Waktu baku untuk Kemasan Baru: Wb = 49.885 X (1+27.383)
4.3 Faktor-faktor yang Perlu Diketahui
Dalam pemecahan masalah ini perlu diketahui beberapa hal yaitu : 1. Jumlah jam kerja perhari, yaitu 7 jam = 420 menit
2. Perubahan harga kemasan yang terjadi akibat pengurangan design. Selisih harga lama dengan harga baru yaitu sebesar Rp. 37,- persatu
3. Upah minimum regional kota Depok tahun 2007 adalah sebesar Rp. 880.100 / bulan atau sekitar Rp 5500/jam. Diasumsikan upah karyawan perjam = Rp. 5500,-
4.4 Menghitung Perubahan Biaya (Upah Operator)
Untuk dapat melakukan perhitungan ini, kita harus menghitung kapasitas produksi berdasarkan waktu baku.
Waktu jam kerja perhari (menit) =
Waktu baku (menit/produk) 420 = 0.7575 = 554.45 = 554 Produk perhari ≈ 79 Produk/jam Kapasitas Produksi Kemasan Lama
420 = 1.059 = 396.6 = 397 Produk perhari ≈ 56 Produk/jam
Jika diasumsikan upah karyawan sebesar Rp. 880.100,- perbulan, maka upah perjam mereka sebesar Rp. 5.500,-
Maka dapat dihitung upah yang dibayarkan untuk mendapatkan satu buah produk dengan cara:
upah perjam Upah yang dibayarkan perproduk =
Produk perjam
5500
Untuk Kemasan Lama = = 69.62 79
5500
Untuk Kemasan Baru = = 98.21 56
Setelah dilakukan perhitungan dengan pihak supplier ternyata harga kemasan kemasan baru lebih tinggi dibanding kemasan lama. Jadi upah yang dibayar untuk kemasan baru ditambah sebesar Rp. 37,-. Maka selisih biaya yang terjadi yaitu sebesar Rp. 65.59,-, jadi hampir satu kali upah kemasan lama.
Kapasitas Produksi
58
BAB V ANALISA
Dengan data yang telah diolah, maka dapat diketahui perubahan upah operator yang terjadi akibat perubahan spesifikasi kemasan dengan terlebih dahulu menghitung waktu baku.
5.1. Analisa Waktu Baku
Karena adanya perubahan spesifikasi kemasan maka akan terjadi perubahan waktu baku yang dapat berpengaruh terhadap biaya langsung, kapasitas produksi dan target produksi.
Untuk itulah setiap ada perubahan pada proses produksi baik karena bahan baku atau karena proses itu sendiri maka perlu dilakukan analisa waktu baku. Hal ini sangat berpengaruh pada ketepatan jadwal produksi yang berpengaruh pula terhadap daya saing perusahaan.
Pada analisa kali ini masalah terjadi karena adanya perubahan spesifikasi kemasan. Perubahan ini mempengaruhi beberapa factor yaitu harga kemasan dan kecepatan proses packing. Maka diadakan perbandingan antara spesifikasi kemasan
yang lama dengan spesifikasi kemasan yang baru. Karena berhubungan dengan waktu maka dapat berhubungan pula dengan biaya yang dikeluarkan.
5.2. Analisa Perubahan Biaya (Upah operator dan Harga Kemasan)
Biaya langsung dapat berubah, hal ini dikarenakan factor dari bahan proses yang berubah. Berdasarkan pengamatan yang ada waktu baku yang diperoleh antara kemasan yang lama dengan kemasan yang baru mengalami perbedaan. Berdasarkan tanggapan para pekerja, hasil yang diperoleh setelah menngunakan kemasan baru lebih sedikit dikarenakan ukuran kemasan yang lebih kecil sehingga lebih sulit. Karena output yang dihasilkan lebih sedikit sedangkan biaya pekerja tetap maka terdapat pertambahan biaya produksi. Selain itu juga ada penambahan biaya karena harga kemasan yang berubah, sehingga akan dibahas pula pada bab ini.
Adapun perubahan biaya produksi yang terjadi akibat perubahan dimensi kemasan yaitu:
Tabel 5.1 Hasil Analisa
Jenis biaya Kemasan Lama
(Rupiah/produk)
Kemasan Baru (Rupiah/produk)
Tenaga kerja 69.62 98.21
Biaya kemasan (selisih) 0 37.0
Jadi besarnya tambahan biaya yang terjadi adalah sebesar Rp 65,59. Dan bila jumlah produksi produk tersebut sebesar 1000 pack/day maka tambahan biaya yang
dikeluarkan setiap hari adalah sebesar Rp 65.590,-. Maka dalam sebulan akan dikeluarkan tambahan biaya sebesar Rp 1.442.980,-
5.3. Perbandingan Output Teoritis dan Aktual
Proses packing yang berjalan sekarang adalah dengan menggunakan kemasan baru. Untuk mengetahui hasil perhitungan ini mendekati dengan keadaan yang sebenarnya maka perlu diadakan perbandingan dari keduanya dalam segi output karyawan. Berdasarkan hasil dilapangan, rata-rata para pekerja dapat menghasilkan output sebesar 53 produk/jam dengan menggunakan kemasan baru. Sedangkan hasil perhitungan untuk kemasan baru secara teoritis adalah sebesar 56 produk/jam. Jadi output yang dihasilkan secara teoritis dan actual adalah hampir sama.
61
BAB VI
KESIMPULAN DAN SARAN
6.1. Kesimpulan
a. Perubahan yang terjadi pada disain kemasan dapat mempengaruhi waktu baku proses packing. Waktu Baku untuk kemasan lama adalah sebesar 45.45 detik/produk, sedangkan waktu baku untuk kemasan baru adalah 63.54 detik/produk.
b. Perubahan waktu baku berpengaruh terhadap output yang dihasilkan dalam sistim produksi. Hal ini dapat dilihat dari hasil analisa yang menggambarkan suatu perbedaan yang cukup significant dari kedua disain kemasan tersebut. c. Upah operator untuk menghasilkan satu produk bertambah, dari Rp 69.62,-
(kemasan lama) menjadi Rp 98.21,- (kemasan baru). Dan harga kemasan bertambah dengan selisih biaya sebesar Rp 37,-/pcs
d. Bila dihitung dengan angka rupiah maka pergantian disain ini menambah biaya produksi kurang lebih sebesar Rp. 1.442.980,- perbulan (asumsi produksi sebesar 1000 pack perhari).
6.2. Saran
a. Untuk setiap adanya pergantian jenis bahan baku atau perubahan proses yang ada maka perlu dilakukan analisa waktu baku yang baru, karena akan sangat berpengaruh terhadap penjadwalan, kebutuhan karyawan dan biaya.
b. Dalam setiap perubahan yang terjadi pada proses produksi perlu dipertimbangkan secara integral efek-efek apa saja yang mungkin terjadi.
TI ITB, 1979.
Wignjosoebroto, Sritomo. “Tata Letak Pabrik dan Pemindahan Bahan”, edisi ketiga, cetakan ketiga, Institut Teknologi Sepuluh November, Guna Widya. Barres, Ralph M. “Motion and Time Studi Design and Measurement of Work”,
Baik Normal Biasa Sedang Buruk A2 B1 B2 C1 C2 D E1 E2 F1 F2 +1,13 +0,11 +0,08 +0,06 +0,03 0,00 +0,05 -0,10 -0,16 -0,22 Usaha Di luar batas Baik Normal Biasa Sedang Buruk A1 A2 B1 B2 C1 C2 D E1 E2 F1 F2 +0,13 +0,12 +0,10 +0,08 +0,05 +0,02 0,00 -0,04 -0,08 -0,12 -0,17 Kondisi Kerja Serasi
Terbaik Baik Normal Sedang Buruk A B C D E F +0,06 +0,04 +0,02 0,00 -0,03 +0,07
1. Dapat diabadikan Bekerja di meja, duduk Tanpa beban 0,0-6,0 0,0-6,0 2. Sangat ringan Bekerja di meja, duduk 0,00-2,25 Kg 6,0-7,5 6,0-7,5 3. Ringan Menyekap, ringan 2,25-9,00@ Kg 7,5-12,0 7,5-16 4. Sedang Mencangkul 9,00-18,00 Kg 12,0-16,0 16,0-30 5. Berat Mengayun palu berat 18,00-27,00 Kg 19,0-30,0
6. Sangat Memanggul beban 27,00-50,00 Kg 30,0-50,0 7. Luar Biasa Memanggul karung berat di atas 50,00 Kg
FAKTOR CONTOH PEKERJAAN KELONGGARAN A. Sikap Kerja
1. Duduk Bekerja duduk, ringan 0,0-1,0 2. Berdiri di atas dua kaki Badan tegak, ditumpu 1,0-2,5 3. Berdiri di atas dua kaki Satu kaki megerjakan alat control 2,5-4,0 4. Berbaring Pada bagian sisi belakang atau depan 2,5-4,0 5. Membungkuk Badan dibungkukan bertumpu di atas kepala
Kaki 4,0-10,0 B. Gerakan kerja
1. Normal Ayunan bebas dari palu 2. Agak terbatas Ayunan terbatas dari palu 0-5 3. Sulit Membawa beban berat dengan satu tangan 0-5 4. Pada anggota badan terbatas Bekerja dengan tangan di atas kepala 5-10 5. Seluruh anggota badan terbatas Bekerja di lorong-lorong pertambangan 10-15 yang sempit
C. Kelelahan mata Pencahayaan Baik Buruk 1. Pandangan terputus-putus Membaca alat ukur 0 1
2. Pandangan yang hampir Pekerjaan yang teliti 2 2
jenis terus menerus
3. Pekerjaan yang terus menerus Memeriksa cacat pada kain 2 5 dengan focus berubah-ubah
4. Pandangan yang terus menerus Pemeriksaan yang sangat teliti 4 8 dengan focus tetap
4. Tinggi 28-38 5-40 8-100 5. Sangat Tinggi di atas 38 di atas 40 di atas 100