BAB V
KESIMPULAN DAN REKOMENDASI
1.1. Kesimpulan
Dari serangkaian analisa dan penelitian di atas, penulis berkesimpulan bahwa:
1. Toyota Production System dapat digunakan dan efektif diterapkan pada bidang usaha garment manufacturing, terutama dalam meningkatkan kinerja operasional.
2. Toyota Production System secara singkat diartikan sebagai pengurangan pemborosan (waste reduction) dan pemberdayaan SDM.
3. Untuk menjadi organisasi pembelajaran, BBI dapat menggunakan TPS sebagai pedoman.
5.2. Rekomendasi
Untuk mempercepat proses transformasi BBI menjadi sebuah organisasi pembelajaran dan pencapaian operational excellence, inisiatif berikut disarankan untuk dilaksanakan secara terencana:
5.2.1 Melakukan kampanye Quality Control Circle (QCC)
Dalam struktur organisasi seperti gambar 5.1, tidak mungkin sebuah organisasi dapat mencapai statusnya sebagai Learning Organization tanpa inisiatif untuk merubah manusia-manusianya menjadi penggagas kreatif yang terstruktur. Hal ini sesuai sekali
dengan TPS house dimana jantung dari pertumbuhan sebuah organisasi adalah continuous improvement.
Mengenai hal ini penulis menyarankan PT BBI untuk mencanangkan program QCC ini secara sistematis dan dikaitkan dengan penilaian karya dari karyawan / grup bersangkutan.
GROUP LEADER
GROUP LEADER
GROUP LEADER
GROUP LEADER
GROUP LEADER CUTTING
SUPERVISOR
FINISHING SUPERVISOR SEWING
SPV
SEWING SPV
SEW NG SPV
Gambar 5.1 Struktur Organisasi yang Umum Terdapat pada Industri Garmen
I OPERATIONAL DIRECTOR
FACTORY MANAGER
SEWING SECTION HEAD
Proses pelaksanaan QCC ini dapat melalui cara sebagai berikut:
1. Setiap bulan sekali antara kepala regu melakukan rapat singkat dengan para operator. Pada pertemuan ini dikumpulkan semua tanggapan dan saran atas permasalahan yang muncul sehari-hari. Saran-saran tersebut dirangkum dan diberikan nama pencetusnya. Hasil pertemuan ini diserahkan kepada penyelia masing-masing.
2. Langkah selanjutnya adalah pertemuan lanjut antara penyelia dan kepala seksi penjahitan. Dalam pertemuan ini, dibahas permasalahan yang paling membebani perusahaan dari segi biaya dan mengurangi kepuasan pelanggan. Dalam pertemuan ini dibuat laporan tertulis secara komprehensif yang di dalamnya terdiri dari data-data pendukung dan sebagainya.
3. Langkah terakhir adalah manajer pabrik bersama dengan direktur operasional memilih dan menyetujui langkah-langkah perbaikan yang dipresentasikan oleh penyelia / kepala seksi. Bagi grup / individu yang terpilih idenya mendapatkan angka tambahan pada penilaian karya tahunannya.
5.2.2. Membuat pemetaan skill operator (Cross-trained)
Langkah strategis selanjutnya adalah meningkatkan kemampuan individu di lapangan. Seperti diketahui, bahwa proses produksi terdiri dari sekian proses yang memerlukan keahlian tangan operator jahit. Tantangan besar yang dihadapi pada masa datang adalah mencapai efisiensi tinggi dengan jumlah manusia seoptimal mungkin dengan lot produksi yang sangat sedikit dan perubahan desain yang cepat.
Hal ini tidak mungkin tercapai apabila operator tidak multi skilled. Idealnya seorang operator harus mampu menguasai >5 proses.
Attach left placket
Hem bottom
Stitch down collar tape
Serge placket
end Operator's
Name Weight 3 2 5 1
Lili 2 2 2 2 22
Lisa 1 2 1 2 1
Angel 2 2 2 3 2
Alika 2 3 1 2 18
Michelle 3 3 1 3 22
Natasha 1 2 3 3 2
Natalia 2 2 3 3 28
Shanie 1 1 1 2 1
Donny 1 2 1 2 1
Alex 2 2 1 2 1
Process Name
4 3
5
3 4 7 Total
>=20 considered Multiskilled
scale 1-3
Dari tabel di atas dapat ditentukan siapa saja yang tergolong multi skill dan dapat diputuskan perbedaan kompensasi yang diberikan dan jadwal pelatihan yang harus dilaksanakan sesuai dengan kebutuhan. Pelatihan dilakukan di ruang tersendiri seperti ruang kelas dengan materi pelajaran teori dan praktek. Pada saat kelulusan, karyawan dapat diberikan sertifikat dan diberikan fasilitas tambahan.
5.2.3. Investasi CAD di bagian manufaktur
Rekomendasi ini selayaknya dipertimbangkan walaupun memakan biaya tidak kecil. Keuntungan yang didapatkan dari investasi CAD di manufaktur adalah terjaganya kualitas / integritas ukuran baju, menghemat waktu proses dari konsep ke lantai produksi, dan meminimalisir kesalahan manusia.
Tabel 5.1 Contoh Tabel Pemetaan Keahlian Operator
SEWING SECTION
Investasi Ketiga (US$ 100.000 per line)
CUTTING SECTION
SAMPLE ROOM
Pembuatanpola dasar
Pembuatan ple sam
o Proses Grading
Penyusunan marker
Penggelaran
Pem tongan
Penomoran
Proses penempelan
Penjahitan
Pengepakan
Investasi Pertama (US$ 30.000)
Investasi Kedua
(US$ 100.000-150.000)
Gambar 5.2 Ilustrasi Tahapan Investasi Teknologi di Manufaktur Garmen
Dalam dunia industri garmen terdapat dua nama besar untuk solusi ini, yaitu Gerber Garment Technology (GGT) dari Jerman dan Lectra dari Perancis.
1. Investasi minimal sebesar kurang lebih US$ 30.000,- untuk sample room (lihat gambar 5.2)
2. Kalau memungkinkan pada seksi pemotongan juga diaplikasikan teknologi untuk penggelaran dan pemotongan (kurang lebih US$ 100.000 – US$ 150.000)
3. Terakhir investasi untuk meminimalisir handling di bagian penjahitan dengan teknologi hanger system (US$ 100.000 per jalur produksi).
Yang perlu digarisbawahi adalah implementasi teknologi ini memakan biaya besar dan mungkin efektif untuk mengurangi biaya serta meningkatkan kualitas. Akan tetapi ada kecenderungan mengurangi fleksibilitas. Di lain pihak, filosofi TPS juga meyakini bahwa teknologi tidak harus canggih/berlebihan, karena strategi terbaik untuk berkembang dan menurunkan biaya adalah kreativitas manusia yang berkualitas.
5.2.4. Standar operasi sebagai dasar perencanaan alokasi sumber daya
Sesuai dengan salah satu filosofi TPS, yaitu heijunka yang berarti proses yang berimbang (tidak berat sebelah), maka perlu adanya sebuah standar tertentu yang menjadi tolok ukur dalam proses produksi dalam kaitannya dengan alokasi sumber daya manusia dan teknologi (mesin).
Proses pembuatan standar ini terbagi dalam empat tahap penting:
1. Penentuan kebutuhan produksi
Contoh:
Kebutuhan = 1000 potong per hari
Jam kerja = 8 jam per hari = 28.800 detik 2. Pemecahan proses dengan flow-chart
Interlining Right Placket
Front Body
5 Attach right placket
Edgestitch right placket
Fuse interlining to right placket
4 1
Fold right placket
3
Hem Bottom
2
Gambar 5.3 Contoh Sederhana Pemecahan Proses dengan Flowchart
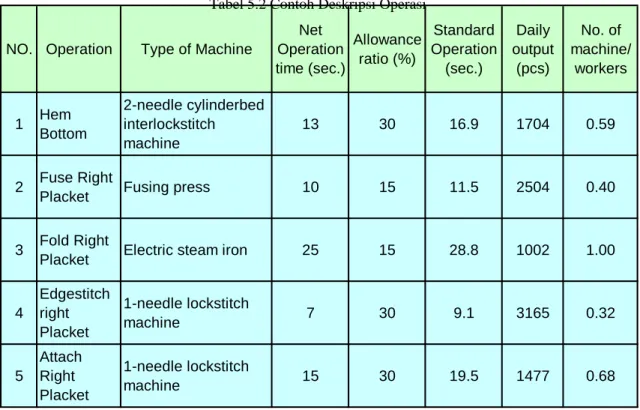
3. Pembuatan deskripsi operasi
NO. Operation Type of Machine
Net Operation time (sec.)
Allowance ratio (%)
Standard Operation
(sec.)
Daily output
(pcs)
No. of machine/
workers
1 Hem Bottom
2-needle cylinderbed interlockstitch machine
13 30 16.9 1704 0.59
2 Fuse Right
Placket Fusing press 10 15 11.5 2504 0.40
3 Fold Right
Placket Electric steam iron 25 15 28.8 1002 1.00
4
Edgestitch right Placket
1-needle lockstitch
machine 7 30 9.1 3165 0.32
5
Attach Right Placket
1-needle lockstitch
machine 15 30 19.5 1477 0.68
Rumus :
Standard Operation = Net operation time x (1 + allowance ratio) Daily output = 28.800 detik / standard operation
No. of machine/workers = kebutuhan 1000 ptg/hari / daily output Catatan:
Net Operation Time didapatkan dari proses time study dengan sampling sebanyak 20 kali per proses untuk mendapatkan hasil yang akurat.
4. Pengelompokan mesin berdasarkan urutan proses dan kapasitas
Tabel 5.2 Contoh Deskripsi Operasi
Tabel 5.3 Contoh Pengelompokan Mesin
Type of machine Operation
No. Qty Multiple operation Total
2-needle cylinderbed interlocks 1 0.59 1 SET 1
Fusing press 2 0.4 1 SET 1
Electric steam iron 3 1 1 SET 1
4 0.32
5 0.68
1-needle lockstitch machine no.4+no.5 = 1 SET 1
5. Proses lay-out mesin dan perencanaan SDM
Pada langkah terakhir ini akan didapatkan hasil sebagai berikut:
Kebutuhan = 1000 potong per hari
Jam kerja = 8 jam per hari = 28.800 detik
Misalkan jumlah total standard operation (tabel 5.2) yang diperlukan untuk desain bersangkutan adalah sebesar 34,4 menit dan jumlah mesin yang dibutuhkan pada tabel 5.3 adalah sebanyak 39, maka:
Jumlah operator = 1000 potong / 34.4 menit = 30 orang
Jumlah mesin = 39 unit
Maka rasio Manpower vs Machine yang ideal adalah : 30/39 = 0.77