GAMBARAN UMUM OBJEK
2.1 Latar Belakang Perusahaan
PT. Mulia Knitting Factory Ltd. didirikan oleh Bapak Phan Wan Shit dan Raden Udjer pada tanggal 30 September 1955. Sejak saat berdirinya hingga tahun 1981, PT. Mulia Knitting Factory Ltd. berlokasi di Jl. Aipda K.S. Tubun No. 6 Jakarta Barat. Kemudian pada tahun 1982, pindah lokasi ke Jl. Daan Mogot KM 16 Jakarta Barat. Modal awal yang disetor oleh pendiri pada saat pendiriannya berjumlah Rp 50.000.000,00 dan kemudian pada tahun 1979 menjadi Rp 100.000.000,00.
PT. Mulia Knitting Factory Ltd. adalah Perseroan Terbatas yang didirikan dengan Akta Notaris Mr. Rd. Soedja No. 230 tanggal 30 Juli 1955, ditetapkan melalui Menteri Kehakiman No. 3A5/118/22 tanggal 28 Desember 1955. Kemudian diberitakan dalam Berita Negara No. 27 tahun 1956, yang berkali-kali diubah, ditambah, dan terakhir dengan Akta Notaris Henk Limanov No. 16 tanggal 11 Januari 1984.
PT. Mulia Knitting Factory Ltd. merupakan perusahaan industri tekstil perajutan tertua di Indonesia dengan pimpinannya saat ini adalah H. Max Mulyadi Supangkat. Bidang inti usahanya adalah knitting factory, dimana sejak dini proses produksi perusahaan sudah menjangkau tingkat semi integrated.
Jenis produksi perusahaan pada awal mula didirikan berupa pakaian dalam wanita dan pria, namun pada akhirnya hanya memproduksi pakaian dalam pria saja. Pada tahun 1976, PT. Mulia Knitting Factory Ltd. selain memproduksi produk pesanan juga sudah mulai menjual produk sendiri. Tahun 1976 merupakan tahun yang
penting bagi PT. Mulia Knitting Factory Ltd. karena sejak tahun itu perkembangan perusahaan terus meningkat.
Pada tahun 1979, perusahaan mengadakan perluasan dalam bidang produksinya. Hal ini tidak terlepas dari bantuan Pemerintah yang berupa bantuan kredit dari Bank Negara Indonesia 1946. Pada tahun itu juga, dengan kualitas produk yang dapat bersaing dengan produk dari Hongkong, Taiwan, dan Korea, perusahaan mencoba untuk memasuki pasar luar negeri yaitu Swedia, Perancis, Jerman dan Rumania.
Pada awal berdirinya PT. Mulia Knitting Factory Ltd. hanya mempekerjakan 183 karyawan, namun seiring dengan perkembangannya, jumlah karyawan sekarang mencapai kurang lebih 1500 orang.
Produk-produk yang dihasilkan perusahaan merupakan merek dagang milik sendiri seperti : Rider, Spike, dan Swan Brand. Tapi ada juga produk yang dihasilkan PT. Mulia Knitting Factory Ltd. yang tidak memakai merek dagang perusahaan melainkan merek dagang perusahaan pemesan.
2.2 Nilai-nilai Perusahaan
50 years : global motion in local harmony
INSPIRASI
Berbekal sumber ide yang tidak ada habisnya, PT. Mulia Knitting Factory Ltd. terus melakukan inovasi untuk semakin memantapkan posisinya sebagai perusahaan tekstil dan garment besar di Indonesia.
SEMANGAT
Dengan selalu memandang ke depan, rintangan bukan dilihat sebagai halangan, tapi lebih merupakan tantangan untuk melangkah lebih jauh.
MASA DEPAN
Selalu mempunyai rencana yang terarah untuk menyongsong masa depan. Masih banyak lagi tahun kesuksesan yang harus diraih.
DEDIKASI
Ide cemerlang tidak ada artinya bila tidak didukung oleh semangat bekerja keras. Dedikasi dan loyalitas tinggi merupakan asset yang paling berharga.
KEKUATAN
Menemukan sumber kekuatan dari dalam dan memaksimalkan semua potensi yang ada untuk menuju sukses yang lebih cemerlang.
DINAMIS
Terus menerus mengikuti perkembangan jaman tanpa meninggalkan nilai-nilai yang sudah teruji di masa lampau.
MELEBARKAN SAYAP
Sukses tidak berhenti sampai disini. PT. Mulia Knitting Factory Ltd. terus melakukan inovasi di semua bidang dan melakukan pelebaran sayap untuk kemajuan di masa depan.
PERUBAHAN
Perubahan membawa penyegaran. Melakukan perubahan berkala tanpa meninggalkan tujuan semula membuat PT. Mulia Knitting Factory Ltd. selalu selangkah lebih maju.
KOMPETISI
Melihat lawan bukan sebagai musuh tapi lebih sebagai kompetisi sportif untuk terus memacu semangat berkarya.
ADAPTASI
Kemampuan beradaptasi dengan kondisi yang terus berganti, modal utama untuk mengantisipasi berbagai keadaan dan mencari solusi yang tepat.
TERUS BELAJAR
Tak pernah merasa terlalu besar untuk terus belajar. Ilmu selalu bertambah dan bisa didapat dari tempat yang paling tidak terduga sekalipun.
SINERGI
Menjaga kerjasama antara pihak karyawan maupun pihak luar, sinergi ideal yang membuahkan hasil maksimal bagi semua pihak.
2.3 Struktur Organisasi dan Manajemen Perusahaan
Bentuk perusahaan PT. Mulia Knitting Factory Ltd. adalah Perseroan Terbatas Tertutup, karena pemilikan atas saham perusahaan hanya terbatas pada pihak keluarga dan tertutup bagi pihak luar.
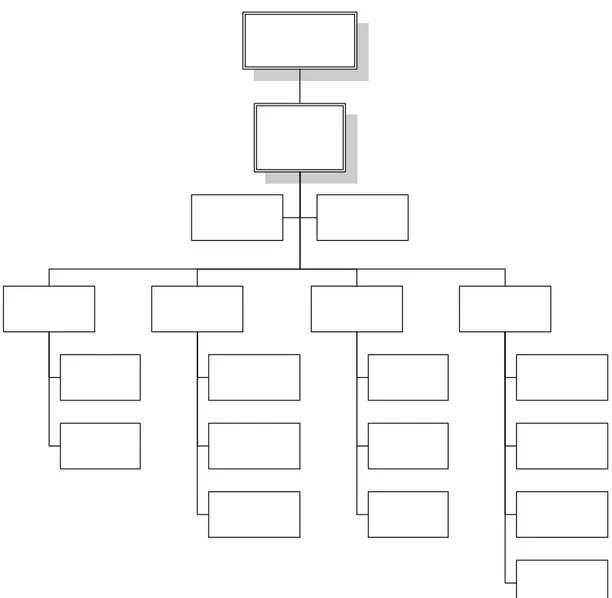
Struktur organisasi PT. Mulia Knitting Factory Ltd. dapat dilihat pada Gambar 2.1 berikut :
Gambar 2.1 Struktur Organisasi PT. Mulia Knitting Factory Ltd.
Dalam struktur organisasi PT. Mulia Knitting Factory Ltd., kekuasaan tertinggi dipegang oleh Dewan Komisaris. Dewan Komisaris memiliki kekuasaan untuk mengangkat dan memberhentikan Direksi, serta mengawasi Direksi dalam mengelola perusahaan.
Perumusan kebijaksanaan dan rencana-rencana dilakukan oleh Direksi. Dalam hal ini, Direksi dibantu oleh Humas dan Sekretaris Perusahaan. Dalam tugasnya
sehari-hari, Direktur Utama dibantu oleh seorang Sekretaris, yang bertugas untuk membantu dalam mengawasi bagian-bagian yang berada dibawah tanggung jawabnya.
Tugas dan tanggung jawab serta wewenang seorang Direksi adalah : menjalankan roda perusahaan, memutuskan persoalan penting, dan mengawasi masing-masing bagian dalam perusahaan. Dalam melaksanakan tugasnya, Direktur Utama dibantu oleh :
1. Manajer Personalia
Manajer Personalia mempunyai tugas, tanggung jawab serta wewenang sebagai berikut :
Mengatur pelaksanaan masalah tata usaha personalia atau kepegawaian dan pembayaran gaji atau upah
Mencari tenaga kerja baru apabila sedang dibutuhkan
Bertanggung jawab atas penerimaan dan penempatan pegawaiManajer Personalia membawahi bagian Personalia dan bagian Umum. Bagian Personalia mencakup administrasi, pembinaan karyawan baru dan rekrutmen. Bagian umum mencakup karyawan-karyawan umum seperti : satpam, kebersihan, sopir, poliklinik, dan perawatan bangunan.
2. Manajer Pemasaran
Manajer Pemasaran mempunyai tugas, tanggung jawab serta wewenang sebagai berikut :
Bertanggung jawab atas pembelian bahan-bahan baku, bahan pembantu dan bahan-bahan lain yang berhubungan dengan produksi maupun tidak
Bertanggung jawab atas penjualan atau pemasaran dari hasil produksi
Bertanggung jawab atas penyimpanan barang di gedung dan pengiriman barang jadi kepada agenManajer Pemasaran membawahi bagian Pembelian, bagian Penjualan, dan bagian Gudang dan Transportasi.
3. Manajer Keuangan
Manajer Keuangan mempunyai tugas, tanggung jawab serta wewenang sebagai berikut :
Menyediakan dana untuk semua anggaran
Bertanggung jawab atas pembayaran utang kepada kreditur dan pembayaran utang
Menyusun kalkulasi harga pokok produksi dan menyusun anggaran pembelian barang-barang untuk keperluan produksi dan lainnyaManajer Keuangan membawahi bagian Pembukuan, bagian Bendahara, dan bagian Kalkulasi Anggaran.
4. Manajer Produksi dan Teknik
Manajer Produksi dan Teknik mempunyai tugas, tanggung jawab serta wewenang sebagai berikut :
Bertanggung jawab atas kelancaran produksi
Menyusun anggaran produksiManajer produksi dan teknik membawahi bagian Perencanaan Produksi, bagian Perajutan, bagian Pemutihan, Pencelupan dan Penyempurnaan, bagian Garment, dan bagian Pemeriksaan dan Perbaikan.
2.4 Sistem Kerja 2.4.1 Jam Kerja
Karyawan kantor :Senin – Jumat : pkl. 08.00 – 17.00 WIB Jam Istirahat : pkl. 12.00 – 13.00 WIB
Karyawan lantai produksi :Shift 1 : Senin – Jumat : pkl. 07.30 – 16.30 WIB Shift 2 : Senin – Jumat : pkl. 16.30 – 00.30 WIB Shift 3 : Senin – Jumat : pkl. 00.30 – 07.30 WIB Jam Istirahat : pkl. 12.00 – 13.00 WIB
2.4.2 Jumlah Karyawan
Karyawan bulanan :berjumlah kurang lebih 250 orang yang terdiri dari : karyawan kantor dan sebagian staff administrasi lantai produksi.
Karyawan harian :berjumlah kurang lebih 1250 orang yang terdiri dari : sebagian staff administrasi lantai produksi dan karyawan lantai produksi.
2.4.3 Gaji dan Tunjangan
PT Mulia Knitting Factory Ltd. memberikan gaji pokok kepada karyawannya sesuai dengan kebijakan Pemerintah. Gaji karyawan bulanan diberikan setiap bulannya, sedangkan gaji karyawan harian diberikan saat pertengahan dan akhir bulan.
PT Mulia Knitting Factory Ltd. juga memberikan tunjangan diantaranya : THR (Tunjangan Hari Raya), TAT (Tunjangan Akhir Tahun), dan adanya jaminan kesehatan (JAMSOSTEK).
2.5 Perencanaan dan Pengendalian Produksi
Perencanaan dan pengendalian produksi PT. Mulia Knitting Factory Ltd. hanya dilakukan untuk 1 bulan ke depan dan tergantung dari jenis order yang datang, baik itu dari Buyer ataupun dari Garment.
Order dari BuyerUmumnya berupa kain jadi baik kain polos maupun kain stripper. Awalnya Buyer melakukan negosiasi dengan bagian Marketing mengenai produk yang diinginkan seperti : jenis kain, jenis benang, setting kain, dan warna. Kemudian berdasarkan order tersebut, Marketing meminta Laboratorium untuk melakukan pengujian terhadap warna dan jenis kain yang sesuai. Hasil pengujian dalam bentuk beberapa sampel warna akan diberikan ke Marketing untuk dinegosiasikan kembali dengan pihak Buyer. Setelah dicapai kesepakatan antara Buyer dan Marketing, maka bagian Marketing akan menurunkan OS (Order Sheet) kepada bagian Knitting dan BF.
Setelah menerima OS, Bagian Knitting akan menghitung kebutuhan bahan baku yang diperlukan. Bila bahan baku yang dibutuhkan tidak cukup, maka dilakukan
pembelian bahan baku, umumnya pembelian dilakukan di awal bulan. Bila bahan baku yang dibutuhkan tersedia, maka bagian Knitting akan melakukan proses perajutan. Hasil produksi bagian Knitting akan dikirim ke BF jika bagian BF memberikan surat permintaan kain ke Knitting. Jika belum ada surat permintaan kain, maka kain grey hasil produksi Knitting akan disimpan di gudang sementara Knitting.
Setelah menerima OS, Bagian BF akan mengatur jadwal produksi dan mepersiapkan bahan-bahan kimia yang diperlukan. Setelah hasil produksi Knitting sampai di BF, maka proses pencucian, pencelupan, dan finishing kain dilakukan sesuai dengan jadwal produksi yang telah ditentukan.
Kemudian hasil dari BF yang berupa kain set bulat ataupun set belah akan dipacking dan diteruskan ke bagian Gudang Barang Jadi untuk diatur jadwal pengiriman kain ke Buyer.
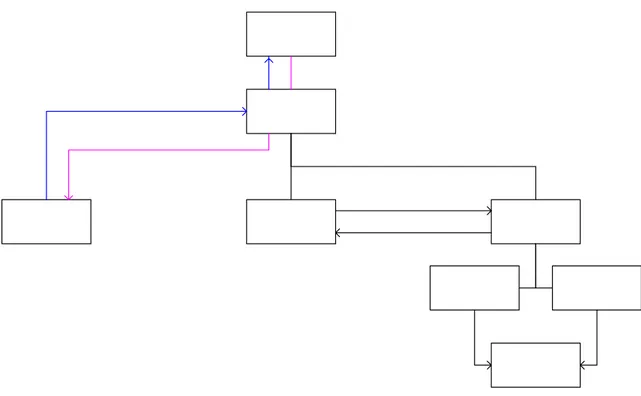
Aliran proses pada lantai produksi berdasarkan order dari Buyer dapat dilihat pada Gambar 2.2 berikut :
Gambar 2.2 Aliran Produksi berdasarkan Order dari Buyer
Order dari bagian GarmentOrder dari bagian Garment berupa kain warna polos maupun kain warna stripper untuk diproses lebih lanjut menjadi pakaian jadi pada bagian Garment. Awalnya bagian Garment menurunkan OS pada bagian Knitting dan BF. Setelah menerima OS, bagian Knitting akan melakukan proses perajutan kain sesuai permintaan Garment. Kain grey hasil produksi Knitting diteruskan ke bagian BF untuk dicelup warna sesuai permintaan Garment. Kain yang telah selesai melalui proses pencelupan warna akan diset bulat kemudian dikirim ke bagian Garment.
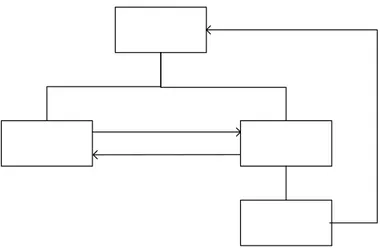
Aliran proses pada lantai produksi berdasarkan order dari bagian Garment dapat dilihat pada Gambar 2.3 berikut :
Gambar 2.3 Aliran Produksi berdasarkan Order dari bagian Garment
2.6 Lantai Produksi
Lantai produksi PT. Mulia Knitting Factory Ltd. terdiri dari bagian Knitting, Bleaching Finishing, Yarn Dyeing, Garment, dan Gudang. Semua bagian saling berhubungan dalam suatu aliran proses produksi mulai dari bahan baku (benang mentah) hingga menjadi barang jadi (kain jadi dan pakaian jadi).
2.6.1 Bagian Knitting
Bagian Knitting melakukan perajutan benang mentah sampai menjadi kain mentah (grey).
Jenis benang (100% cotton) yang digunakan :
COMBED 16 S, COMBED 20 S, COMBED 24 S, COMBED 32 S, COMBED 40 S.Jenis benang ini semakin besar nomornya maka semakin halus benangnya.
SPANDEX 140 D, SPANDEX 280 D. Pada jenis benang ini terdapat karet yang umumnya digunakan untuk celana dalam.
CARDED 20 S. Jenis benang carded lebih kasar daripada benang combed.
LAWE COMBED 20 S, LAWE CARDED 20 S. Jenis benang ini didapat darisupplier LAWE.
MISTY COMBED 32 S. Jenis benang misty sudah berwarna ketika dibeli, umumnya berwarna navy dan grey.Jenis jarum yang digunakan :
Sugiura yang digunakan pada mesin Rib
Fukuhara yang digunakan pada mesin Single Knitt
Groz Beckert yang digunakan pada mesin Tarrot2.6.1.1Sub Bagian Perajutan Kain Grey
Merupakan sub bagian yang menangani order untuk menghasilkan kain grey. Jenis kain grey yang dihasilkan :
Kain Single Knitt, Interlock, SingleLacoste, DoubleLacoste digunakan untuk bahan kain.
Kain Rib 1 x 1, Rib 2 x 1, Rib 2 x 2, Rib 5 x 2, Rib Spandex digunakan untuk pakaian dalam.Jenis mesin yang digunakan :
Mesin Rib Fukuhara berjumlah 67 mesin
Mesin Single Knitt Fukuhara berjumlah 26 mesin
Mesin Single Knitt Tarrot untuk jenis kain Interlock berjumlah 3 mesin
Mesin Quality Control berjumlah 4 mesin2.6.1.2Sub Bagian Perajutan Kain Stripper
Merupakan sub bagian yang menangani order untuk menghasilkan kain stripper dan kain dengan motif atau corak gambar tertentu.
Jenis kain yang dihasilkan :
Kain Feeder Strip, stripnya berjarak 1-5 cm
Kain Auto Strip, stripnya berjarak 5-20 cm
Kain Engineer Strip, stripnya berjarak >20 cmJenis mesin yang digunakan :
Mesin Double Jacquard berjumlah 2 mesin
Mesin Single Jacquard berjumlah 2 mesin
Mesin Single Knitt Fukuhara berjumlah 12 mesin
Mesin Quality Control berjumlah 1 buah2.6.1.3Sub Bagian Perajutan Kragh dan Manset
Merupakan bagian yang menangani order untuk menghasilkan kragh dan manset.
Jenis mesin yang digunakan :
Mesin Flat Knitting Matsuya Corporation untuk Kragh berjumlah 17 mesin
Mesin Flat Knitting Matsuya Corporation untuk Manset berjumlah 13 mesin2.6.2 Bagian BF
Bagian Bleaching Finishing (BF) melakukan pencucian dan pencelupan warna terhadap kain yang dihasilkan dari bagian Knitting.
2.6.2.1Sub Bagian Pencelupan Kain Warna
Merupakan bagian yang melakukan kegiatan pencucian dan pencelupan kain grey menjadi kain berwarna. Proses pencelupan warna rata-rata memakan waktu 8 jam untuk warna muda dan 12 jam untuk warna tua.
Jenis mesin yang digunakan :
Mesin DONG A kapasitas 200 kg berjumlah 9 mesin
Mesin DONG A kapasitas 400 kg berjumlah 6 mesin
Mesin Pencelup 1 roll berjumlah 2 mesin
Mesin Calator berjumlah 2 mesin
Mesin Centrifugal berjumlah 1 mesin
Mesin Dryer berjumlah 1 mesin
Mesin Setting berjumlah 1 mesin2.6.2.2Sub Bagian Pencelupan Kain Warna Putih
Merupakan bagian yang melakukan kegiatan pencucian dan pencelupan kain grey menjadi kain warna putih. Sebagian besar proses pencelupan putih dilakukan untuk jenis kain rib. Proses pencelupan putih rata-rata memakan waktu 6 jam.
Jenis mesin yang digunakan :
Mesin Haspel kapasitas 200 kg berjumlah 10 mesin
Mesin Haspel kapasitas 400 kg berjumlah 4 mesin
Mesin Centrifugal berjumlah 1 mesin
Mesin Kipas berjumlah 1 mesin
Mesin Dryer berjumlah 1 mesin
Mesin Compactor berjumlah 1 mesin2.6.2.3Sub Bagian Stenter
Merupakan bagian yang menangani proses finishing terakhir dari kegiatan produksi pada bagian BF. Kain yang telah selesai dicelup warna di BF dan kain dari sub bagian Stripper yang dicuci di BF akan dikirim ke sub bagian Stenter untuk diset belah dan difinishing.
Jenis mesin yang digunakan :
Mesin Weis untuk membuka kain berjumlah 1 mesin
Mesin Jahit biasa untuk menyambung roll-roll kain berjumlah 1 mesin
Mesin Calator untuk membelah kain berjumlah 1 mesin
Mesin Monforts Montex / Stenter untuk melakukan finishing pada kain berjumlah 1 mesin
Mesin Quality Control untuk inspeksi dan pengemasan berjumlah 1 mesinKaryawan sub bagian Stenter terdiri dari Kepala Bagian berjumlah 1 orang, Pengawas berjumlah 3 orang, dan Operator berjumlah 8 orang. Jam kerja di sub bagian Stenter yaitu dari hari Senin sampai Jumat pkl. 07.30 – 16.30 WIB dengan waktu istirahat pkl. 12.00 – 13.00 WIB. Jika ada shift panjang yang berarti karyawan lembur, maka jam kerja dimulai pkl. 07.30 – 20.00 WIB.
2.6.2.4Sub Bagian Laboratorium Tugasnya :
1. Menerima spesifikasi warna sesuai kebutuhan buyer dari bagian marketing 2. Melakukan trial and error untuk mencampur bahan warna, bahan kimia , dll
3. Menyediakan bahan kain yang telah dibleaching di BF kemudian dicuci dan dibersihkan kembali
4. Melakukan pencelupan warna dengan mencampur bahan kain 5 gram dengan bahan kimia warna
5. Melakukan pengujian terhadap warna, kelunturan, kekuatan, gramasi, dan pantulan warna dengan menggunakan colorbox, weight checker, rubbing tester, bursting tester, dan spektrofotometer.
2.6.3 Bagian Yarn Dyeing
Bagian Yarn Dyeing melakukan pencelupan benang mentah menjadi benang berwarna. Pada proses pencelupannya, benang mentah ditambah dengan bahan kimia dan soda as sehingga menjadi benang warna. Proses pencelupan rata-rata memakan waktu 5 – 8 jam untuk warna muda dan 12 jam untuk warna tua.
Jenis mesin yang digunakan :
Mesin Kamitsu Sowinding untuk memintal benang yang masih mentah
Mesin Kamitsu Rewinding untuk memintal benang yang sudah berwarna
Mesin Pres untuk mengeringkan setelah benang selesai dicelup warna
Mesin Thies untuk melakukan pencelupan warna pada benang. Kapasitas mesin untuk sekali pencelupan adalah 257 kg.2.6.4 Bagian Garment
Bagian Garment melakukan kegiatan penjahitan pakaian jadi baik pakaian dalam (singlet dan celana dalam) maupun baju untuk memenuhi permintaan baik dari pasar lokal maupun untuk kebutuhan eksport.
2.6.4.1 Garment Lokal
Garment lokal melakukan kegiatan produksi untuk memenuhi permintaan produk dari pasar dalam negeri. Garment lokal terdiri dari :
Bagian Cutting yang menggambar pola dan memotong kain
Bagian Sewing 2 yang menjahit celana dalam
Bagian Quality Control yang melakukan inspeksi terhadap produk yang dihasilkan
Bagian Packaging yang melakukan pengemasan terhadap produk sebelum produkdikirim ke gudang barang jadi
Beberapa produk yang dihasilkan untuk pasar lokal :
R 123 B (singlet Rider)
R 125 B (celana dalam Rider)
R 224 B (kaos dalam Rider)
R 232 B (kaos dalam Rider)
S 123 B (singlet Swan)
S 125 B (celana dalam Swan)
dll2.6.4.2 Garment Eksport
Garment eksport melakukan kegiatan produksi untuk memenuhi permintaan produk dari pasar luar negeri. Garment eksport terdiri dari :
Bagian Cutting yang menggambar pola dan memotong kain
Bagian Sewing 1A yang menjahit pakaian jadi (baju) dengan menggunakan AutomaticHanger System untuk kebutuhan eksport
Bagian Sewing 1B yang menjahit pakaian jadi (baju) dengan menggunakan mesin jahit biasa untuk kebutuhan ekspor dan lokal
Bagian Quality Control yang melakukan inspeksi terhadap produk yang dihasilkan
Bagian Packaging yang melakukan pengemasan terhadap produk yang lulus inspeksi
Gudang Eksport merupakan tempat penyimpanan produk yang siap untuk dieksportBeberapa produk yang dihasilkan untuk eksport :
Baju dengan merek TOMMY
dll2.6.5 Bagian Gudang
Bagian Gudang terdiri dari : Gudang I dan Gudang II. Gudang I dibagi lagi menjadi : Gudang IA dan Gudang IB.
Gudang IA merupakan tempat penyimpanan bahan baku untuk persiapan produksi. Yang termasuk dalam Gudang IA adalah : gudang benang, gudang bahan kimia.
Gudang IB merupakan tempat penyimpanan kain jadi yang sudah melalui bagianKnitting dan BF.
Gudang II merupakan tempat penyimpanan hasil-hasil produksi bagian Garment yang sudah dipacking, seperti : singlet, celana dalam.2.7 Sistem Informasi Perusahaan
PT. Mulia Knitting Factory Ltd. belum menerapkan suatu sistem informasi dengan bantuan komputer antara satu bagian dengan bagian lainnya. Pelaksanaan sistem saat ini hanya dilakukan secara manual dalam bentuk kertas-kertas. Data dan laporan masih banyak yang ditulis dan dicatat dalam buku.
Dalam pelaksanaan produksi menggunakan OS (order sheet) yang diteruskan dari bagian Marketing ke bagian Knitting dan BF. Setelah menerima OS, masing-masing
bagian melakukan perencanaan produksi. Di bagian Knitting, order yang pertama kali datang akan dikerjakan terlebih dahulu. Belum ada perencanaan yang pasti, hanya berdasarkan intuisi saja. Jika bagian BF sudah siap melakukan produksi, maka BF akan memberikan surat permintaan kain ke Knitting dan jika Knitting akan memberikan hasil produksi kain grey ke BF harus disertakan surat jalan pengiriman kain.
2.8 Sistem Pengendalian Kualitas
PT. Mulia Knitting Factory Ltd. tidak mempunyai bagian khusus yang melakukan pengendalian kualitas produk sehingga produk sebagian besar hanya diinspeksi secara kasat mata saja. Tapi ada alat yang digunakan dalam inspeksi yaitu alat untuk tes gramasi. Umumnya inspeksi produk dilakukan oleh operator ataupun pengawas.
Untuk kain set belah polos, inspeksi dilakukan di 3 tempat yaitu : di sub bagian perajutan kain grey Knitting, sub bagian pencelupan warna BF, dan inspeksi terakhir di sub bagian Stenter BF. Awalnya, benang mentah dirajut dulu menjadi kain grey kemudian diinspeksi dan diteruskan ke BF untuk dicelup warna. Setelah diinspeksi secara kasat mata saja, maka kain set bulat dari BF akan dikirim ke Stenter untuk diset belah.
Untuk kain set belah stripper, inspeksi dilakukan di 2 tempat yaitu : di sub bagian perajutan kain stripper Knitting dan di sub bagian Stenter BF. Awalnya, benang dicelup sehingga menjadi benang warna kemudian benang warna tersebut dirajut. Setelah selesai dirajut akan diinspeksi dan diteruskan ke BF untuk dicuci. Kemudian kain set bulat dari BF akan dikirim ke Stenter untuk diset belah.