PENGUKURAN DAN PENINGKATAN PERFORMANSI SUPPLY CHAIN DENGAN PENDEKATAN MODEL SCOR DAN LEAN SIX SIGMA DI
PT. GUNAWAN DIANJAYA STEEL, SURABAYA Ari Primantara dan Hari Supriyanto
Jurusan Teknik Industri
Institut Teknologi Sepuluh Nopember (ITS) Surabaya Kampus ITS Sukolilo Surabaya 60111
Email :ari_primantara@yahoo.comdanhariqive@ie.its.ac.id, ABSTRACT
PT.Gunawan Dianjaya Steel (PT.GDS) is a plant that produces steel plate. Global competition among supply chain companies make price competition is no longer the main parameter. It takes a number of other parameters gave the added value to the customer.
In this study applied Lean Six Sigma methods with the SCOR model. SCOR model is used as a model of supply chain performance measurement PT.GDS where critical performance indicators will be the focus of improvement with Lean Six Sigma methods.
From the results of the study, three critical indicators SCOR model who became the focus of improvement with Lean Six Sigma is the inventory days of supply (supply chain assets), the make cycle time (responsiveness) and on-time delivery (reliability). Waste critical indicators contained in the inventory days of supply inventory slab while the waste is critical to make the indicators and on time delivery cycle time is waiting, not utilizing employee knowledge, skills and Abilities, excess inventory and transportation. Improvement based on the highest value on each improvement alternative. It was found that improvements in slab inventory conducted by the slab price forecast next year, improvements in indicators of the make cycle time, and ontime delivery time is done by determining the optimal preventive maintenance intervals on the work roll and backup roll hidroulic and training about the quality and specifications to the carrier plate inspection. Improvements made to reduce production lead time by 15% and inventory reductions of 10% slab.
Key Words : Supply Chain, Lean Six Sigma, SCOR Model and Value Management ABSTRAK
PT.Gunawan Dianjaya Steel (PT.GDS) merupakan pabrik yang memproduksi pelat baja. Persaingan global antar supply chain perusahaan membuat persaingan harga tidak lagi menjadi parameter utama. Dibutuhkan sejumlah parameter lain untuk meberikan nilai tambah kepada pelangan.
Dalam penelitian ini diterapkan metode Lean Six Sigma dengan model SCOR. Model SCOR digunakan sebagai model pengukuran performansi supply chain PT.GDS dimana indikator performansi kritis akan menjadi fokus perbaikan dengan metode Lean Six Sigma.
Dari hasil penelitian, tiga indikator kritis model SCOR yang menjadi fokus perbaikan dengan Lean Six Sigma adalah inventory days of supply (supply chain asset) , make cycle time(responsiveness) dan on time delivery (reliability). Waste kritis yang terdapat pada indikator inventory days of supply adalah inventory slab sedangkan waste kritis pada indikator make cycle time dan ontime delivery adalah waiting, not utilizing employee knowledge, skill and abilities, excess inventory dan transportation. Perbaikan berdasarkan value tertinggi pada setiap alternatif perbaikan. Didapatkan bahwa perbaikan pada inventory slab dilakukan dengan melakukan forecast harga slab tahun depan, perbaikan pada indikator make cycle time dan ontime delivery dilakukan dengan menetukan waktu interval preventive maintenance yang optimal pada work roll dan hidroulic back up roll dan pelatihan mengenai kualitas dan spesifikasi pelat kepada operator inspeksi. Perbaikan yang dilakukan mengurangi lead time produksi sebesar 15% dan pengurangan inventory slab sebesar 10%. Kata Kunci : Supply Chain, Model SCOR, Lean Six Sigma, Value Management
1. Pendahuluan
Persaingan perusahaan- perusahaan sangat ketat di era globalisasi ini yang menghendaki perdagangan bebas. Persaingan yang sengit dalam pasar global sekarang ini, pengenalan produk dengan daur hidup yang semakin pendek, dan meningkatnya harapan pelanggan telah memaksa perusahaan-perusahaan bisnis untuk menginvestasikan dan memusatkan perhatian pada rantai pasok mereka (Simch- Levi dkk.,2003).
Industri baja merupakan industri berat tradisional dimana harga dari komoditas produk adalah elastis. Hal ini menyebabkan berbagai pelaku rantai pasok menerapkan harga jual komoditasnya pada level dimana pasar dapat menerima. Selain itu hal ini disebabkan juga oleh diferensiasi produk baja sangatlah sulit dilakukan. Penurunan harga baja selama 5 tahun terakhir menyebabkan keuntungan yang didapatkan perusahaan rantai pasok industri baja semakin menurun. Hal ini menyebabkan perusahaan berusaha memberikan nilai tambah (extra value) terhadap pelanggan dengan memperbaiki pelayanan pelanggan (customer service) dan menyediakan layanan tambahan (Potter dkk., 2004).
Dewasa ini, metode perbaikan yang dominan dan sering digunakan pada akhir-akhir ini adalah Lean Manufacturing, Six Sigma dan Supply Chain Operations Reference (SCOR) model. Ketiga metode ini dapat membantu perusahaan untuk memperbaiki proses bisnis. Pengalaman telah membuktikan bahwa SCOR baik sekali sebagai metode awal yang kemudian akan dilanjutkan dengan metode Lean Six Sigma dalam rangka pengembangan proyek perbaikan. Langkah awal dalam penggabungan ketiga metode ini adalah penerapan SCOR untuk mengembangkan inisiatif dan penentuan proyek perbaikan, kemudian Lean Six Sigma akan mengembangkan proyek perbaikan tersebut secara efektif (Smartwood, 2003).
PT. Gunawan Dianjaya Steel (GDS) memproduksi lembaran pelat baja jenis hot roller carbon steel plates. Berdasarkan data bulan Oktober – Desember 2009, nilai persentase rata- rata ketepatan order selesai sesuai dengan permintaan pelanggan (On Time Delivery) adalah sebesar 89.33% dan besar inventory slab (bahan baku pelat) mampu memenuhi hingga 86 hari. Apabila hal ini
dibandingkan waktu siklus order sebesar 1 – 1.5 bulan maka dapat dilihat bahwa persediaan slab PT.GDS berlebihan. Inventory dan On Time Delivery adalah salah satu indikator performansi Supply Chain menurut Beamon, 1999.
Penelitian ini akan mengintegrasikan model pengukuran performansi PT. GDS dengan model SCOR, pengintegrasian ini dapat berujung pada penambahan parameter performansi ataupun penyederhanaan dimana hal ini akan disesuaikan dengan kondisi di PT. GDS. Hasil pengintegrasian ini akan dievaluasi oleh pihak manajemen untuk menentukan apakah parameter kinerja model SCOR yang akan diukur memiliki korelasi kuat dengan parameter kinerja perusahaan sekarang (existing). Hasil pengukuran kinerja model SCOR ini akan menunjukkan titik terlemah kinerja PT. GDS pada konsep manajemen rantai pasok. Titik terlemah ini akan dijadikan target perbaikan dengan menggunakan metode dan konsep Lean Six Sigma. Dimana metode ini memiliki langkah perbaikan yang terstruktur dan efisien.
Adapun tujuan penelitian ini adalah mengukur performansi Supply Chain perusahaan dengan metode SCOR, menentukan atribut performansi kritis pada Supply Chain perusahaan, mengidentifikasi waste pada indikator dan atribut performansi kritis dan penentuan waste berdasarkan kerugian yang didapatkan perusahaan, menganalisis dan mengidentifikasi penyebab terjadinya waste kritis dengan pendekatan Lean Six Sigma dan melakukan improvement berdasarkan value yang bertujuan untuk mengurangi terjadinya waste.
2. Literatur Review
Penelitian ini berdasarkan pada penelitian Febrina mengenai pengukuran performansi Supply Chain PT. Indofood Sukses Makmur (2002). Penelitian ini mengukur 5 aktivitas di dalam Supply Chain, yaitu : plan, source, make, deliver dan return. Penelitian ini menggunakan model SCOR tingkat satu sedangkan Rahayu (2009) melakukan penelitian mengenai pengukuran performansi Supply Chain di PT. Dirgantara Indonesia. Penelitian ini menggunakan model SCOR dengan indikator performansi tingkat dua. Penelitian ini juga menggunakan AHP untuk pembobotan indikator performansi.
Hasil dari kedua penelitian ini berupa indikator performansi kritis pada Supply Chain perusahaan dan saran untuk perbaikan performansi Supply Chain.
Penelitian Huang, dkk. (2005) yang termuat dalam jurnal Computers & Industrial Engineering. Membahas mengenai aplikasi model SCOR dan penggunaan SCOR Thread Diagram.
Menurut Smartwood (2003), kombinasi Lean dan Six Sigma dapat menghasilkan perbaikan secara efektif, akan tetapi terdapat kelemahan utama dari pendekatan Lean Six Sigma. Kelemahan ini adalah pemilihan proyek perbaikan yang tidak terdefinisi dengan baik. Penentuan proyek perbaikan dilakukan secara subyektif. Dengan tujuan penelitian adalah untuk meningkatan performansi Supply Chain, maka kelemahan ini dapat dilengkapi oleh model SCOR sebagaimana dijelaskan Kent dan Attri (2009). Kent dan Attri menambahkan model SCOR pada pendefinisian permasalahan yang akan diperbaiki dengan metode Lean Six Sigma. Hal ini disebabkan model SCOR merupakan metodologi terstruktur untuk menentukan target perbaikan pada sistem Supply Chain 3. Metodologi
Tahapan dari penelitian untuk meningkatkan performansi Supply Chain dengan pendekatan model SCOR dan Lean Six Sigma ini adalah sebagai berikut.
Tahap pertama adalah pendefinisian (Define) permasalahan yang terjadi pada Supply Chain PT.GDS. Tahap ini diawali dengan penggambaran sistem Supply Chain PT.GDS dengan menggunakan geography map dan SCOR thread diagram. Kemudian dilakukan pengukuran performansi Supply Chain PT.GDS dengan lingkup pengukuran adalah di PT.GDS. Pengukuran ini dilakukan dengan menggunakan model SCOR. Berdasarkan hasil pengukuran, didapatkan bahwa indikator performansi kritis di PT.GDS. Kemudian dilakukan identifikasi waste pada proses yang berkaitan dengan indikator performansi kritis. Identifikasi waste dilakukan berdasarkan 9 jenis waste.
Tahap kedua adalah pengukuran (measure) waste berdasarkan besar frekuensi terjadinya waste dan pengeruhnya terhadap indikator performansi Supply Chain kritis. Setelah ditentukan Waste kritis, maka
ditentukan pula Critical To Quality (CTQ) dari waste dan pengukuran kapabilitas waste berdasarkan nilai sigma.
Tahap ketiga adalah analisis (analyze) mengenai penyebab dari waste kritis dengan mencari akar permasalahan dengan Root Cause Analysis (RCA) dan menghitung prioritas perbaikan yang harus dilakukan dengan nilai Risk Priority Number (RPN) di Failure Mode and Effect Analyze (FMEA). Akar permasalahan dengan nilai RPN tertinggiakan menjadi prioritas perbaikan
Tahap terakhir adalah perbaikan (improve). Perbaikan dilakukan dengan tujuan untuk meningkatkan performansi Supply Chain PT.GDS.
4. Pengumpulan dan Pengolahan data 4.1. Define
Tahap ini berisi tentang gambaran umum perusahaan, gambaran Supply Chain perusahaan, penggambaran aliran informasi dan aliran fisik existing pada proses produksi di dalam perusahaan, pengukuran performansi Supply Chain PT. Gunawan Dianjaya Steel (GDS) dengan model SCOR, penentuan indikator performansi kritis dan identifikasi 9 waste pada indikator performansi kritis. Gambaran Umum Perusahaan
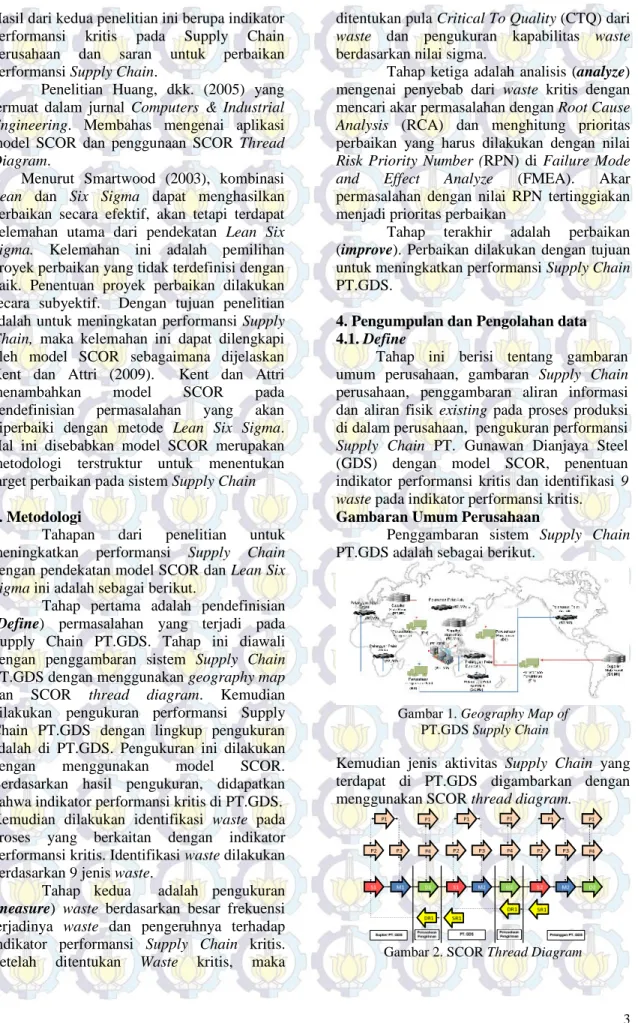
Penggambaran sistem Supply Chain PT.GDS adalah sebagai berikut.
Gambar 1. Geography Map of PT.GDS Supply Chain
Kemudian jenis aktivitas Supply Chain yang terdapat di PT.GDS digambarkan dengan menggunakan SCOR thread diagram.
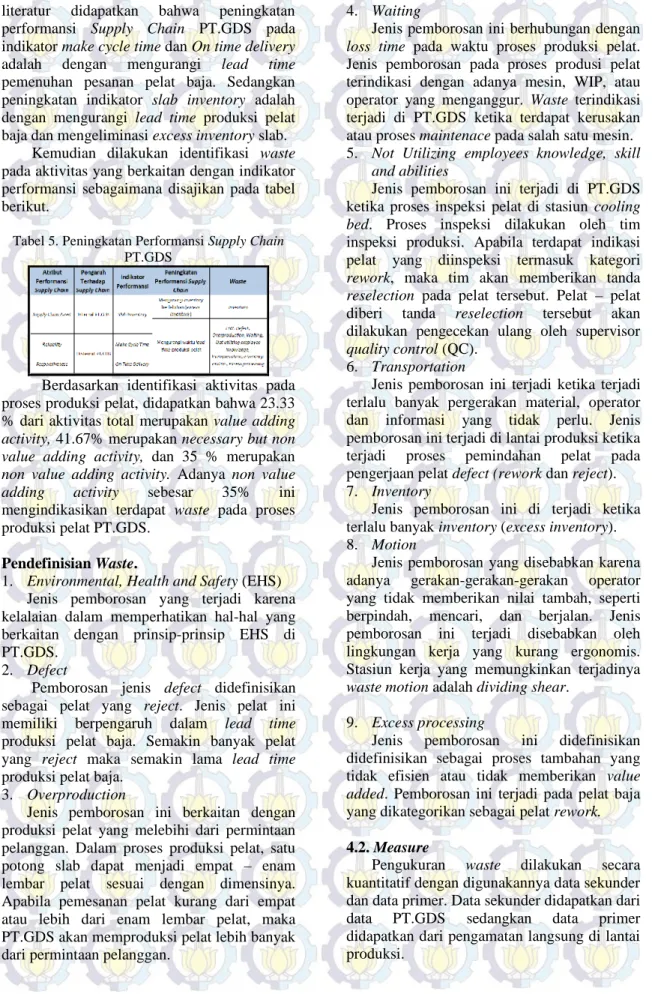
Penggambaran proses produksi (aliran fisik) dan aliran informasi disajikan dengan menggunakan big picture mapping.
Gambar 3. Aliran Fisik Proses Produksi Pelat
Gambar 4. Aliran Informasi Proses Produksi Baja Pengukuran Performansi Supply Chain dengan model SCOR.
Pengukuran performansi Supply Chain PT. Gunawan Dianjaya Steel (GDS) dilakukan dengan model SCOR. Pengukuran dilakukan dengan menggunakan data. Pengukuran indikator performansi dilakukan dengan menggunakan data produksi pelat bulan Oktober – Desember 2009 dan kuesioner. Kuesioner digunakan apabila tidak didapatkan data yang dibutuhkan untuk melakukan pengukuran performansi, kuesioner ini adakan diberikan kepada terhadap departemen yang berkaitan untuk indikator performansi.
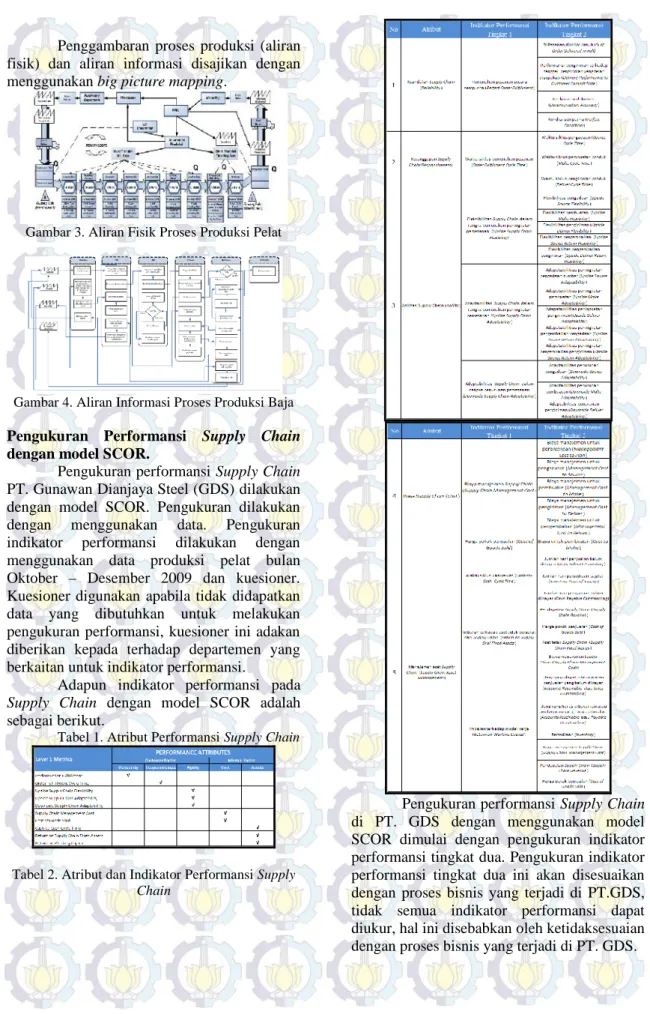
Adapun indikator performansi pada Supply Chain dengan model SCOR adalah sebagai berikut.
Tabel 1. Atribut Performansi Supply Chain
Tabel 2. Atribut dan Indikator Performansi Supply Chain
Pengukuran performansi Supply Chain di PT. GDS dengan menggunakan model SCOR dimulai dengan pengukuran indikator performansi tingkat dua. Pengukuran indikator performansi tingkat dua ini akan disesuaikan dengan proses bisnis yang terjadi di PT.GDS, tidak semua indikator performansi dapat diukur, hal ini disebabkan oleh ketidaksesuaian dengan proses bisnis yang terjadi di PT. GDS.
Adapun hasil penyesuaian indikator performansi SCOR berdasarkan kondisi di PT.GDS adalah sebagai berikut.
Gambar 5. Indikator performansi PT.GDS Berdasarkan Model SCOR
Penentuan Target Pencapaian SCOR di PT. GDS
Performansi Supply Chain PT.GDS dilihat dari tingkat ketercapaian setiap indikator performansi SCOR model yang telah disesuaikan dengan proses bisnis di PT.GDS. Pencapaian indikator ini akan dibandingkan dengan target. Nilai target didapatkan dari nilai yang lebih tinggi antara target perusahaan dengan nilai median benchmarking SCOR 9.0 dari industri diskrit.
Tabel 2. Target Pencapaian Indikator Performansi Berdasarkan Target Perusahaan dan SCOR Model.
Pembobotan SCOR
Pembobotan SCOR diterapkan pada bobot setiap atribut performansi (Reliability, Responsiveness, Agility, Cost dan Assets).
Gambar 6. Input Geometric Mean di Expert Choice
Gambar 7. Hasil Pembobotan Atribut Performansi dengan Expert Choice
Berdasarkan perhitungan bobot metode Analytical Hierarchy Process (AHP) bantuan software Expert Choice dihasilkan bobot untuk setiap atribut sebagai berikut. Bobot ini akan digunakan dalam penentuan indikator performansi kritis PT.GDS, yaitu indikator yang memiliki gap terbesar dikalikan nilai terbobot atribut performansinya. Gap adalah selisih antara target dan pencapaian perusahaan yang telah dinormalisasi.
Tabel 3. Bobot Atribut Performansi Supply Chain
Tabel 4. Perhitungan Indikator Performansi Kritis Supply Chain
Gambar 6. Grafik Pareto Skor Indikator Performansi
Dari grafik pareto didapatkan bahwa indikator performansi paling kritis adalah indikator make cycle time, Slab inventory dan On time delivery. Dengan prinsip pareto 80/40 maka indikator performansi kritis Supply Chain PT.GDS adalah make cycle time, Slab inventory dan On time delivery. Dimana indikator- indikator ini akan dianalisa dan dilakukan perbaikan dengan konsep Lean Six Sigma untuk meningkatkan performansi Supply Chain PT.GDS. Berdasarkan hasil brainstorming dengan manajemen dan studi
literatur didapatkan bahwa peningkatan performansi Supply Chain PT.GDS pada indikator make cycle time dan On time delivery adalah dengan mengurangi lead time pemenuhan pesanan pelat baja. Sedangkan peningkatan indikator slab inventory adalah dengan mengurangi lead time produksi pelat baja dan mengeliminasi excess inventory slab.
Kemudian dilakukan identifikasi waste pada aktivitas yang berkaitan dengan indikator performansi sebagaimana disajikan pada tabel berikut.
Tabel 5. Peningkatan Performansi Supply Chain PT.GDS
Berdasarkan identifikasi aktivitas pada proses produksi pelat, didapatkan bahwa 23.33 % dari aktivitas total merupakan value adding activity, 41.67% merupakan necessary but non value adding activity, dan 35 % merupakan non value adding activity. Adanya non value adding activity sebesar 35% ini mengindikasikan terdapat waste pada proses produksi pelat PT.GDS.
Pendefinisian Waste.
1. Environmental, Health and Safety (EHS) Jenis pemborosan yang terjadi karena kelalaian dalam memperhatikan hal-hal yang berkaitan dengan prinsip-prinsip EHS di PT.GDS.
2. Defect
Pemborosan jenis defect didefinisikan sebagai pelat yang reject. Jenis pelat ini memiliki berpengaruh dalam lead time produksi pelat baja. Semakin banyak pelat yang reject maka semakin lama lead time produksi pelat baja.
3. Overproduction
Jenis pemborosan ini berkaitan dengan produksi pelat yang melebihi dari permintaan pelanggan. Dalam proses produksi pelat, satu potong slab dapat menjadi empat – enam lembar pelat sesuai dengan dimensinya. Apabila pemesanan pelat kurang dari empat atau lebih dari enam lembar pelat, maka PT.GDS akan memproduksi pelat lebih banyak dari permintaan pelanggan.
4. Waiting
Jenis pemborosan ini berhubungan dengan loss time pada waktu proses produksi pelat. Jenis pemborosan pada proses produsi pelat terindikasi dengan adanya mesin, WIP, atau operator yang menganggur. Waste terindikasi terjadi di PT.GDS ketika terdapat kerusakan atau proses maintenace pada salah satu mesin. 5. Not Utilizing employees knowledge, skill
and abilities
Jenis pemborosan ini terjadi di PT.GDS ketika proses inspeksi pelat di stasiun cooling bed. Proses inspeksi dilakukan oleh tim inspeksi produksi. Apabila terdapat indikasi pelat yang diinspeksi termasuk kategori rework, maka tim akan memberikan tanda reselection pada pelat tersebut. Pelat – pelat diberi tanda reselection tersebut akan dilakukan pengecekan ulang oleh supervisor quality control (QC).
6. Transportation
Jenis pemborosan ini terjadi ketika terjadi terlalu banyak pergerakan material, operator dan informasi yang tidak perlu. Jenis pemborosan ini terjadi di lantai produksi ketika terjadi proses pemindahan pelat pada pengerjaan pelat defect (rework dan reject). 7. Inventory
Jenis pemborosan ini di terjadi ketika terlalu banyak inventory (excess inventory). 8. Motion
Jenis pemborosan yang disebabkan karena adanya gerakan-gerakan-gerakan operator yang tidak memberikan nilai tambah, seperti berpindah, mencari, dan berjalan. Jenis pemborosan ini terjadi disebabkan oleh lingkungan kerja yang kurang ergonomis. Stasiun kerja yang memungkinkan terjadinya waste motion adalah dividing shear.
9. Excess processing
Jenis pemborosan ini didefinisikan didefinisikan sebagai proses tambahan yang tidak efisien atau tidak memberikan value added. Pemborosan ini terjadi pada pelat baja yang dikategorikan sebagai pelat rework. 4.2. Measure
Pengukuran waste dilakukan secara kuantitatif dengan digunakannya data sekunder dan data primer. Data sekunder didapatkan dari data PT.GDS sedangkan data primer didapatkan dari pengamatan langsung di lantai produksi.
Berdasarkan pengukuran tiap- tiap waste berdasarkan frekuensi kejadian yang terdapat pada proses produksi pelat, didapatkan rekap keseluruhan waste sebagai berikut.
Tabel 6. Frekuensi Terjadinya Waste Terhadap Waktu Produksi
Kemudian dilakukan pembobotan besar efek tiap jenis waste terhadap lead time produksi pelat dengan AHP. Kemudian hasil bobot akan dikalikan dengan besar frekuensi untuk mendapatkan waste kritis terhadap lead time produksi pelat. Didapatkan bahwa waste kritis terhadap lead time produksi pelat adalah waiting, not utilizing employees knowledge, skill and abilities, transportation dan excess processing.
Tabel 7. Skor Waste Kritis
Perhitungan Biaya Yang Ditimbulkan Oleh Waste Kritis
Perhitungan biaya terhadap waste kritis dilakukan untuk mengetahui kerugian secara finansial dengan adanya waste terhadap PT.GDS. Adapun besar biaya akibat waste di PT.GDS adalah sebagai berikut.
Tabel 8. Besar Biaya Akibat Waste di PT.GDS
Identifikasi CTQ dari Waste Kritis
Berdasarkan perhitungan didapatkan bahwa CTQ dari waste kritis adalah sebagai berikut.
Tabel 9. CTQ Waste Kritis
Pengukuran Kapabilitas Proses Produksi Pelat
Kapabilitas proses menunjukan kemampuan dari suatu proses untuk menyelesaikan suatu target sesuai dengan spesifikasi yang ditetapkan. Dengan mengetahui kapabilitas dari suatu proses produksi, maka perusahaan dapat mengetahui kinerja pekerjaan terhadap target perusahaan. Kapabilitas dihitung dengan bantuan software Wizard Sigma Calculator dan perhitungan manual.
Gambar 7. Pergeseran Nilai Sigma Waiting
Gambar 8. Pergeseran Nilai Sigma Not Utilizing Employee Knowledge, Abilities and Skill
Gambar 9. Pergeseran Nilai Sigma Pelat Rework 5. Analisis dan Perbaikan
5.1. Analyze
Analisis dilakukan dengan mencari akar permasalahan dengan Root Cause Analysis (RCA) dan menghitung prioritas perbaikan yang harus dilakukan dengan nilai RPN di Failure Mode and Effect Analyze (FMEA).
Berikut adalah perhitungan nilai RPN dari setiap akar permasalahan waste kritis.
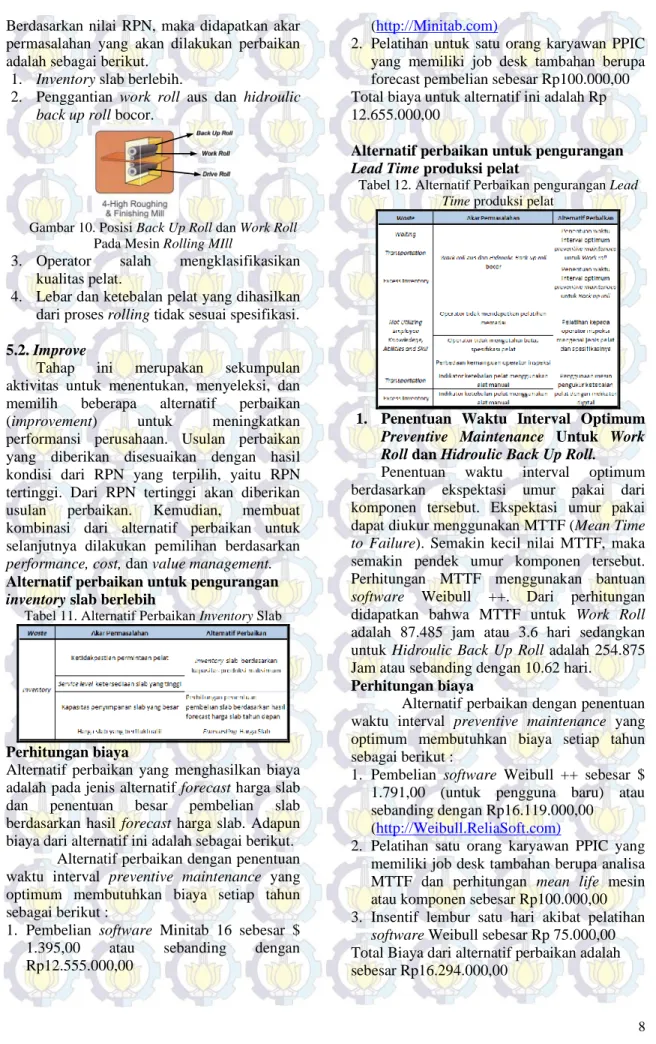
Berdasarkan nilai RPN, maka didapatkan akar permasalahan yang akan dilakukan perbaikan adalah sebagai berikut.
1. Inventory slab berlebih.
2. Penggantian work roll aus dan hidroulic back up roll bocor.
Gambar 10. Posisi Back Up Roll dan Work Roll Pada Mesin Rolling MIll
3. Operator salah mengklasifikasikan kualitas pelat.
4. Lebar dan ketebalan pelat yang dihasilkan dari proses rolling tidak sesuai spesifikasi. 5.2. Improve
Tahap ini merupakan sekumpulan aktivitas untuk menentukan, menyeleksi, dan memilih beberapa alternatif perbaikan (improvement) untuk meningkatkan performansi perusahaan. Usulan perbaikan yang diberikan disesuaikan dengan hasil kondisi dari RPN yang terpilih, yaitu RPN tertinggi. Dari RPN tertinggi akan diberikan usulan perbaikan. Kemudian, membuat kombinasi dari alternatif perbaikan untuk selanjutnya dilakukan pemilihan berdasarkan performance, cost, dan value management. Alternatif perbaikan untuk pengurangan inventory slab berlebih
Tabel 11. Alternatif Perbaikan Inventory Slab
Perhitungan biaya
Alternatif perbaikan yang menghasilkan biaya adalah pada jenis alternatif forecast harga slab dan penentuan besar pembelian slab berdasarkan hasil forecast harga slab. Adapun biaya dari alternatif ini adalah sebagai berikut.
Alternatif perbaikan dengan penentuan waktu interval preventive maintenance yang optimum membutuhkan biaya setiap tahun sebagai berikut :
1. Pembelian software Minitab 16 sebesar $ 1.395,00 atau sebanding dengan Rp12.555.000,00
(http://Minitab.com)
2. Pelatihan untuk satu orang karyawan PPIC yang memiliki job desk tambahan berupa forecast pembelian sebesar Rp100.000,00 Total biaya untuk alternatif ini adalah Rp 12.655.000,00
Alternatif perbaikan untuk pengurangan Lead Time produksi pelat
Tabel 12. Alternatif Perbaikan pengurangan Lead Time produksi pelat
1. Penentuan Waktu Interval Optimum Preventive Maintenance Untuk Work Roll dan Hidroulic Back Up Roll. Penentuan waktu interval optimum berdasarkan ekspektasi umur pakai dari komponen tersebut. Ekspektasi umur pakai dapat diukur menggunakan MTTF (Mean Time to Failure). Semakin kecil nilai MTTF, maka semakin pendek umur komponen tersebut. Perhitungan MTTF menggunakan bantuan software Weibull ++. Dari perhitungan didapatkan bahwa MTTF untuk Work Roll adalah 87.485 jam atau 3.6 hari sedangkan untuk Hidroulic Back Up Roll adalah 254.875 Jam atau sebanding dengan 10.62 hari.
Perhitungan biaya
Alternatif perbaikan dengan penentuan waktu interval preventive maintenance yang optimum membutuhkan biaya setiap tahun sebagai berikut :
1. Pembelian software Weibull ++ sebesar $ 1.791,00 (untuk pengguna baru) atau sebanding dengan Rp16.119.000,00
(http://Weibull.ReliaSoft.com)
2. Pelatihan satu orang karyawan PPIC yang memiliki job desk tambahan berupa analisa MTTF dan perhitungan mean life mesin atau komponen sebesar Rp100.000,00 3. Insentif lembur satu hari akibat pelatihan
software Weibull sebesar Rp 75.000,00 Total Biaya dari alternatif perbaikan adalah sebesar Rp16.294.000,00
2. Pelatihan terhadap operator inspeksi Alternatif perbaikan adalah :
1. Pelatihan mengenai jenis – jenis cacat permukaaan pelat dan toleransi dimensi pelat. Pelatihan ini dilakukan di ruang supervisor Quality Contol, dengan pengisi materi adalah supervisor QC. Pelatihan ini dirancang pada 2 jam pada setelah jam kerja supervisor QC berakhir (16.00). dilakukan pada pukul 18.00 hingga 20.00 2. Program “Last 15 minute education”
(LIME).
Program ini berisikan tentang pembelajaran pada 15 menit terakhir jam kerja, pembelajaran ini dilakukan dengan melakukan inspeksi bersama pada pelat yang ada di cooling bed langsung bersama dengan supervisor QC (pada setiap jam aktif supervisor QC).
Perhitungan biaya
Adapun perhitungan biaya dari alternatif perbaikan diatas adalah :
1. Biaya Insentif lembur bagi operator yang mengikuti pelatihan (4 operator setiap shift x 3 shift kerja = 12 orang). Dengan besar insentif tiap operator Rp 75.000,00
2. Biaya insentif lembur bagi supervisor QC (pelatihan dilakukan tiga kali karena terdapat 3 shift kerja operator). Dengan besar insentif setiap kali pelatihan Rp150.000,00
Total biaya dari alternatif ini adalah Rp 1.350.000,00
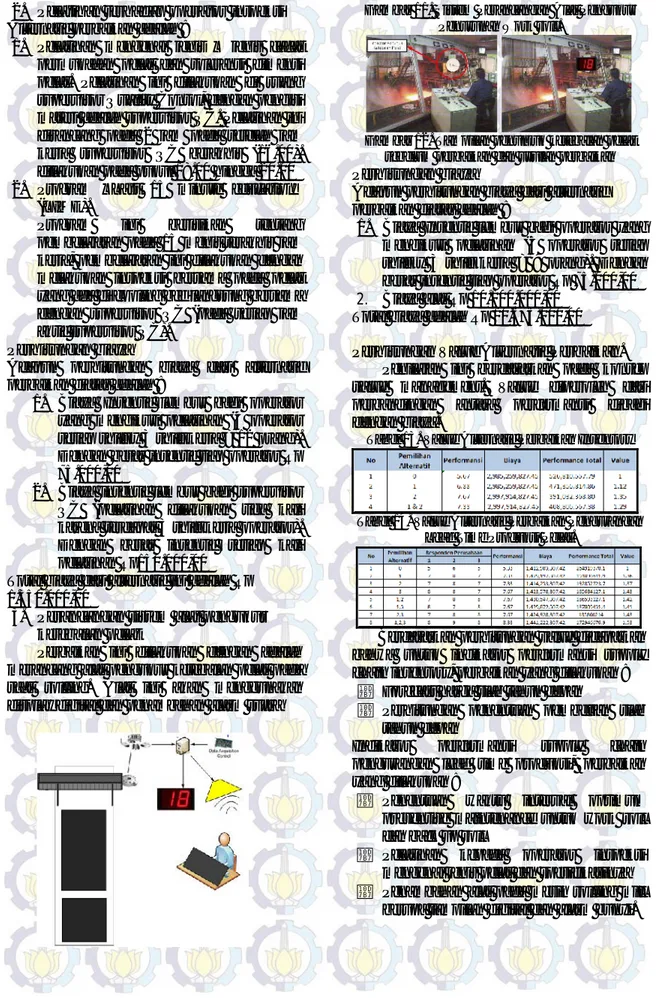
3. Perancangan sistem alat pengukur ketebalan pelat
Perbaikan ini dilakukan dengan adalah merancang alat pengukur ketebalan pelat pada saat rolling. Alat ini akan menggunakan display digital dan penambahan alarm suara
Gambar 11. Sistem Perancangan Alat Pengukur Penurunan Work roll.
Gambar 12. Tampilan penunjuk ketebalan pelat sebelum perbaikan dan usulan perbaikan Perhitungan biaya
Adapun perhitungan biaya dari alternatif perbaikan diatas adalah :
1. Biaya Insentif lembur bagi operator yang mengikuti pelatihan (3 operator setiap shift x 3 shift kerja = 9 orang). Dengan besar insentif tiap operator Rp 75.000,00 2. Biaya alat Rp 10.100.000,00
Total biaya adalah Rp 10.675.000,00 Perhitungan Value Alternatif Perbaikan.
Penilaian ini berdasarkan pada konsep value management. Value diperoleh dari perbandingan antara performansi dibagi dengan biaya.
Tabel 13. Value Alternatif Perbaikan Inventory
Tabel 14. Value Alternatif Perbaikan Pengurangan Lead Time Produksi Pelat.
Berdasarkan perhitungan value didapatkan bahwa untuk indikator performansi supply chain inventory, perbaikan yang dilakukan :
Forecast harga slab tahun depan
Perhitungan penentuan pembelian slab tahun depan
Indikator performansi supply chain pengurangan lead time produksi, perbaikan yang dilakukan :
Penentuan waktu interval optimum preventive maintenance untuk work roll dan back up roll
Pelatihan kepada operator inspeksi mengenai jenis pelat dan spesifikasinya Penambahan alat pada mesin rolling mill
6. Kesimpulan
Dari penelitian ini, dapat disimpulkan sebagai berikut :
1. Atribut performansi kritis pada Supply Chain PT.GDS adalah reliability, responsiveness dan asset .
2. Indikator performansi kritis adalah delivery performance to customer commit date (On time delivery) , make cycle time (lead time produksi pelat) dan inventory days of supply (slab inventory).
3. Waste pada on time delivery dan lead time produksi pelat adalah waiting, not utilizing employee, knowledge, skill and abilities, transportation dan excess processing. Sedangkan waste pada inventory days of supply adalah inventory slab
4. Penyebab terjadinya waste kritis waste waiting, transportation dan excess processing adalah work roll aus, hidroulic back up roll bocor dan indikator pengukur ketebalan pelat kurang ergonomis. Untuk jenis waste not utilizing employee, knowledge, skill and abilities disebabkan oleh pengetahuan operator inspeksi pelat kurang memadai. Sedangkan untuk waste inventory disebabkan oleh ketidak pastian harga slab .
5. Berdasarkan value, perbaikan yang dilakukan untuk meningkatkan performansi indikator on time delivery dan lead time produksi pelat adalah penentuan interval preventive maintenance yang optimum pada work roll dan hidroulic back up roll, pelatihan mengenai kualitas pelat dan spesifikasi pelat dan penambahan alat tampilan digital ketebalan pelat pada saat proses rolling. Perbaikan yang dilakukan untuk meningkatkan performansi indikator inventory adalah forecast harga slab tahun depan dan perhitungan mengenai keputusan pembelian slab.
Referensi
Beamon, M. Benita. (1999). Measuring Supply Chain Performance. University of Cincinnati, Ohio. United States of America.
Febrina, Maria. (2002). Pengukuran Performansi Supply Chain Di PT. Indofood Sukses Makmur, Bogasari Flour Mills. Surabaya. Tugas Akhir. Jurusan Teknik Industri. Universitas
Kristen Petra Surabaya.
Huang, S. H., Sheoran, S, K., dan Keskar, H. (2005). Computer- assisted supply chain configuration based on supply chain operations reference (SCOR) model. Computers & Industrial Engineering 48, 377- 394.
Kent, Douglas, Attri, Kent. (2009). SCOR, Lean, and Six Sigma – Supply Chain Synergy.
Potter, A., Manson, R., Naim, M., Lalwani, C., (2004). The evolution towards an integrated steel supply chain: A case study from the UK. International Journal of Production Economics 89, 207- 216. PT. Gunawan Dianjaya Steel. (2008).
Company Profile Book. Surabaya. Rahayu, Dina, RR. (2009). Pengembangan
Model Pengukuran Kinerja Supply Chain (Studi kasus: Direktorat Aerostructure PT. Dirgantara Indonesia). Tesis. Jurusan Teknik dan Manajemen Industri. Institut Teknologi Bandung. Bandung.
Levi, D., Kaminsky, P., dan Simchi-Levi, E. (2003). Designing & managing the Supply Chain: Concepts, Stategies & Case Studies. McGraw- Hill, 1221 Avenue of the America, New York, NY 10020.
Smartwood. (2003). Using Lean, Six Sigma, and SCOR To Improve Competitiveness.