TUGAS AKHIR – TM 145343
RANCANG BANGUN CETAKAN PADA ALAT PENCETAK
NASI GUNA MEMPERCEPAT PEMBENTUKAN NASI
PADA USAHA KATERING DI KEPUTIH TEGAL
SURABAYA
YUNISMA SULALA NRP.2114 030 098
Dosen Pembimbing
Hendro Nurhadi, Dipl-Ing., Ph.D. NIP. 19751120 200212 1 002
PROGRAM STUDI DIPLOMA III
DEPARTEMEN TEKNIK MESIN INDUSTRI Fakultas VOKASI
Institut Teknologi Sepuluh Nopember
RANCANG BANGUN CETAKAN PADA ALAT
PENCETAK NASI GUNA MEMPERCEPAT
PEMBENTUKAN NASI PADA USAHA KATERING DI
KEPUTIH TEGAL SURABAYA
YUNISMA SULALA NRP.2114 030 098
Dosen Pembimbing
Hendro Nurhadi, Dipl-Ing., Ph.D. NIP. 19751120 200212 1 002
PROGRAM STUDI DIPLOMA III
DEPARTEMEN TEKNIK MESIN INDUSTRI Fakultas VOKASI
Institut Teknologi Sepuluh Nopember
DESIGN RICE MOLDING FOR INCREASE
PRODUCTION ON CATERING BUSINESS IN KEPUTIH
TEGAL SURABAYA
YUNISMA SULALA
NRP. 2114030098Advisor Lecturer
Hendro Nurhadi, Dipl-Ing., Ph.D. NIP. 19751120 200212 1 002
DEPARTMENT OF INDUSTRY MECHANICAL ENGINEERING VOCATIONAL FACULTY
Institute of Technology Sepuluh Nopember
PEMBENTUKAN NASI PADA USAHA KATERING DI KEPUTIH TEGAL SURABAYA
Nama Mahasiswa : Yunisma Sulala
NRP : 2114 030 098
Departemen : Teknik Mesin Industri
Dosen Pembimbing : Hendro Nurhadi, Dipl-Ing., Ph.D.
ABSTRAK
Di dalam persaingan dunia usaha, para pengusaha diharapkan mampu berproduksi secara cepat dan efisien untuk memenuhi jumlah target produksi. Tidak terkecuali bagi pengusaha katering. Hingga saat ini, dalam usaha katering secara umum, untuk melakukan pencetakan nasi masih menggunakan cara yang sederhana yakni menggunakan tangan. Kelemahan proses pencetakan nasi yang ada saat ini terdapat pada waktu proses yang lama, sehingga pencetakan nasi sangat memengaruhi kapasitas produksi usaha katering.
Salah satu cara untuk meningkatkan produksi adalah mengubah proses manual menjadi proses mekanik. Alat pencetak nasi modern yang menggunakan otomasi canggih memang sudah ada. Namun harga yang ditawarkan cukup mahal, sehingga untuk kalangan pengusaha katering kelas menengah ke bawah belum mampu untuk membelinya.
Oleh sebab itu dilakukan perancangan alat pencetak nasi yang diharapkan mampu mencetak nasi dengan proses pencetakan yang lebih cepat namun dengan harga yang relatif lebih murah. Alat pencetak nasi ini dirancang dengan memiliki ejector yang berfungsi sebagai pendorong nasi dari dalam cetakan sehingga nasi dapat dikeluarkan lebih cepat setelah nasi selesai dibentuk. Hasil perancangan Alat Pencetak Nasi ini diharapkan dapat meningkatkan kapasitas produksi karena mampu menghasilkan tiga nasi dengan sekali tekan.
DESIGN RICE MOLDING FOR INCREASE PRODUCTION ON CATERING BUSSINES IN
KEPUTIH TEGAL SURABAYA
Nama Mahasiswa : Yunisma Sulala
NRP : 2114 030 098
Department : Mechanical Engineering Industry Advisor Lecturer : Hendro Nurhadi, Dipl-Ing., Ph.D.
ABSTRACT
In the competition of the business world, entrepreneurs are expected to produce quickly and efficiently to meet the number of production targets. No exception for catering entrepreneurs. Until now, in the catering business in general, to do rice printing is still using a simple way that is using hands. The weakness of the existing rice printing process is present at the time of the old process, so the printing of rice greatly affects the production capacity of the catering business. One way to increase production is to transform the manual process into a mechanical process. Modern rice printing equipment that uses advanced automation is already there. But the price offered is quite expensive, so for middle-class catering entrepreneurs down can not afford to buy it.
Therefore, the design of rice printing equipment is expected to print rice with a faster printing process but with a relatively cheaper price. This rice printing device is designed with ejector that serves as a booster of rice from the mold so that the rice can be removed more quickly after the rice is finished. The design result of this Rice Printing Tool is expected to increase production capacity because it can produce three rices with one tap.
Dengan mengucap puji dan syukur kehadirat Tuhan Yang Maha Esa, serta atas segala Rahmat dan Karunia-Nya. Sehingga penulis dapat menyelesaikan penyusunan Tugas Akhir yang berjudul :
RANCANG BANGUN CETAKAN PADA ALAT PENCETAK NASI GUNA MEMPERCEPAT PEMBENTUKAN NASI PADA USAHA KATERING DI
KEPUTIH TEGAL SURABAYA
Laporan ini disusun sebagai salah satu persyaratan yang harus dipenuhi oleh setiap mahasiswa Departemen Teknik Mesin Insudtri FV-ITS untuk bisa dinyatakan lulus dengan mendapatkan gelar Ahli Madya.
Kiranya penulis tidak akan mampu menyelesaikan Tugas Akhir ini tanpa bantuan, saran, dukungan dan motivasi dari berbagai pihak. Oleh karena itu penulis menyampaikan ucapan terima kasih yang sebesar-besarnya kepada :
1. Bapak Hendro Nurhadi Dipl-Ing., Ph.D. selaku dosen pembimbing dan dosen wali yang telah meluangkan waktu, tenaga dan pikiran untuk memberikan ide, arahan, bimbingan dan motivasi selama pengerjaan Tugas Akhir serta selama penulis menempuh studi di Departemen Teknik Mesin Industri FV-ITS.
2. Bapak Dr. Heru Mirmanto S.T, M.T. selaku kepala Departemen Teknik Mesin Industri FV-ITS.
3. Bapak Ir. Suhariyanto, M.T. selaku koordinator Tugas Akhir Departemen Teknik Mesin Industri FV-ITS. 4. Segenap Bapak/Ibu Dosen Pengajar dan Karyawan di
memberikan banyak pengetahuan, dan pengalaman selama penulis menuntut ilmu di kampus ITS.
5. Tim Dosen Penguji yang telah banyak memberikan saran dan masukan guna kesempurnaan Tugas Akhir.
6. Keluarga tercinta, Bapak ABD. HAMID dan Ibu KUSNATUN serta Emak dan saudara-saudara kandung: Koboi, Blek, dan Cinta yang selalu memberikan semangat, doa, serta dukungan dalam bentuk apapun. 7. Idzmee, Kak Dep, Kartika, Filianti, dan Adek Sopi,
yang selalu ada untuk penulis, menemani di kala suka maupun duka, teman berbagi apa saja, serta telah menjadi keluarga terdekat selama di Surabaya.
8. Bi, yang selalu menjadi motivasi bagi penulis.
9. Aji, Ismah, Heru, Amin, Alhanip, Mas Wahyu, Nisrina, Mas-Mbak Indomaret Keputih, serta seluruh teman-teman yang tidak bisa penulis sebutkan satu persatu yang telah banyak membantu dan berbagi pengalaman hidup bersama penulis selama belajar di Surabaya.
10. Teman – teman D3MITS 2014, atas kebersamaan dan kesediaannya berbagi cerita bersama di kampus ITS.
Penulis menyadari sepenuhnya bahwa Tugas Akhir ini masih jauh dari sempurna, sehingga penulis mengharapkan adanya kritik dan saran dari berbagai pihak, yang dapat mengembangkan Tugas Akhir ini menjadi lebih baik. Akhir kata, semoga Tugas Akhir ini bermanfaat bagi pembaca dan mahasiswa, khususnya mahasiswa Departemen Teknik Mesin Industri FV-ITS.
Surabaya, Juli 2017
HALAMAN JUDUL ... i
LEMBAR PENGESAHAN ... ii
ABSTRAK ... iv
KATA PENGANTAR ... vi
DAFTAR ISI ... vii
DAFTAR GAMBAR ... ix
DAFTAR TABEL ... xi
BAB I : PENDAHULUAN ... 1
1.1 Latar Belakang ... 1
1.2 Perumusan Masalah ... 2
1.3 Tujuan Perencanaan ... 2
1.4 Manfaat Perencanaan ... 2
1.5 Batasan Masalah ... 3
1.6 Sistematika Penulisan ... 3
BAB II : TINJAUAN PUSTAKA ... 5
2.1 Analisa Mitra ... 5
2.2 Mesin Pencetak Onigiri ... 7
2.3 Spesifikasi Ukuran dan Bentuk Nasi ... 8
2.4 Plastik PP (polypropilene) ... 8
2.5 Jig and Fix ... 9
2.6 Kinematika dan Dinamika ... 10
BAB III : METODOLOGI ... 25
3.1 Diagram Alir Tugas Akhir ... 25
3.2 Penjelasan Diagram Alir ... 27
BAB IV : HASIL DAN PERHITUNGAN ... 33
4.1 Perancangan Alat Pencetak Nasi ... 33
4.2 Penentuan Gaya Tekan Nasi ... 33
4.3 Percobaan pada Alat Pencetak Nasi ... 46
4.4 Rasio Keberhasilan ... 47
4.5 Perhitungan Pergeseran Punch ... 48
4.6 Perhitungan Kapasitas Produk ... 51
BAB V PENUTUP ... 53
5.1 Kesimpulan ... 53
5.2 Saran ... 53
DAFTAR PUSTAKA
Gambar 2.1 Mesin Pencetak Onigiri ASM 545 CE ... 7
Gambar 2.2 Massa nasi Mc.Donalds ... 8
Gambar 2.3 Pemanfaatan Polypropilen ... 9
Gambar 2.4 Inversi ... 12
Gambar 2.5 Lower pairing ... 13
Gambar 2.6 Higher pairing ... 13
Gambar 2.7 Kombinasi translasi dan rotasi ... 14
Gambar 2.8 Vektor ... 15
Gambar 2.9 Resultan vektor ... 16
Gambar 2.10 Penjumlahan vektor ... 16
Gambar 2.11 Penguraian dan penggabungan vektor .... 17
Gambar 2.12 Perpindahan posisi partikel ... 17
Gambar 2.13 Gerak rotasi pada benda pejal ... 19
Gambar 2.14 Gerak rotasi partikel ... 20
Gambar 2.15 Kinematika linear dan rotasi . ... 21
Gambar 2.16 Percepatan sudut partikel ... 22
Gambar 2.17 Ilustrasi hukum Newton 2 ... 24
Gambar 2.18 Ilustrasi hukum Newton 3 ... 24
Gambar 3.2 Pemodelan alat dengan SolidWorks ... 28
Gambar 3.3 Desain Cetakan dengan SolidWorks ... 29
Gambar 3.4 Cetakan nasi sebenarnya ... 29
Gambar 3.5 Flowchart Eksperimen ... 30
Gambar 3.6 Massa nasi ... 31
Gambar 3.7 Diameter dan tebal nasi ... 31
Gambar 3.8 Menentukan gaya melalui eksperimen ... 32
Gambar 4.1 Desain mesin pencetak nasi ... 33
Gambar 4.2 Mengukur gaya tekan nasi ... 37
Gambar 4.3 Neraca pegas digital ... 44
Gambar 4.4 Pergerakan Punch ... 48
Gambar 4.5 Free Body Diagram punch posisi awal .... 48
Gambar 4.6 Pergeseran Punch ... 50
DAFTAR TABEL
Tabel 2.1 Analisa Mitra ... 5
Tabel 2.2 Spesifikasi ASM 545 CE ... 7
Tabel 3.1 Kode jenis plastik ... 28
Tabel 4.1 hasil percobaan densitas nasi dengan beras bengawan, perbandingan beras dan air 2:2, serta suhu 30, 50, dan 70. ... 38 Tabel 4.2 Hasil percobaan densitas nasi dengan beras
bengawan, perbandingan beras dan air 2:3, serta suhu 30, 50, dan 70 ... 38
Tabel 4.3 hasil percobaan densitas nasi dengan beras bengawan, perbandingan beras dan air 2:4, serta suhu 30, 50, dan 70 ... 39
Tabel 4.4 hasil percobaan densitas nasi dengan beras rajalele, perbandingan beras dan air 2:2, serta suhu 30, 50, dan 70. ... 40
Tabel 4.5 hasil percobaan densitas nasi dengan beras rajalele, perbandingan beras dan air 2:3, serta suhu 30, 50, dan 70. ... 40 Tabel 4.6 hasil percobaan densitas nasi dengan beras
rajalele, perbandingan beras dan air 2:4, serta suhu 30, 50, dan 70 ... 41
Tabel 4.8 hasil percobaan densitas nasi dengan beas manna AAA, perbandingan beras dan air 2:3, serta suhu 30, 50, dan 70. ... 42
Tabel 4.9 hasil percobaan densitas nasi dengan beras manna AAA, perbandingan beras dan air 2:4, serta suhu 30, 50, dan 70. ... 43
Tabel 4.10 Percobaan kekuatan tarik ... 44
Tabel 4.11 Pengujian menggunakan beras Bengawan ... 46
Tabel 4.12 Pengujian menggunakan beras Rojo lele .... 46
1 1.1 Latar Belakang
Perkembangan zaman yang semakin modern menuntut seluruh pekerjaan dapat dilakukan dengan efektif dan efisien, termasuk dalam hal makanan. Menurut data yang diambil dari usaha rumahan “Rara Catering” di Keputih Tegal Timur, Surabaya, jumlah pesanan yang diterima dalam sehari sedikitnya mencapai 70 kotak nasi. Namun besarnya potensi bisnis ini belum diimbangi dengan perkembangan teknologi yang maksimal salah satunya adalah proses pencetakan nasi yang masih dilakukan dengan mangkok dan ditekan centong.
Pencetakan nasi saat ini masih sangat sederhana karena hanya dilakukan dengan tangan dan bantuan alat sederhana. Berdasarkan hasil observasi penulis pada pengusaha katering, waktu yang dibutuhkan oleh seorang operator ahli untuk membuat satu nasi yang sudah dibentuk adalah 21 detik. Hal ini menunjukkan bahwa produktivitas pencetakan nasi masih relatif lambat apabila dibandingkan dengan menggunakan bantuan mesin yang bisa membentuk nasi dalam waktu 11 detik.
2 1.2 Perumusan Masalah
Perumusan masalah dalam pembuatan alat ini adalah 1. Bagaimana cara merancang cetakan alat pencetak nasi 2. Bagaimana cara merancang punch pada alat pencetak nasi
1.3 Tujuan Perencanaan
1. Mengetahui bagaimana cara merancang cetakan alat pencetak nasi
2. Mengetahui bagaimana cara merancang punch pada alat pencetak nasi
1.4 Manfaat Perencanaan
Dari perencanaan cetakan dan punch pada alat pencetak nasi yang telah dilakukan, diharapkan mampu memudahkan operator dan meningkatkan kapasitas produksi serta dapat dijadikan sebagai langkah awal inovasi untuk memunculkan ide perencanaan alat pencetak nasi yang lebih baik di kemudian hari.
1.5 Batasan Masalah
Batasan Masalah dalam perencanaan 1 Takaran nasi telah ditentukan 180 gr. 2 Tidak membahas analisa getaran 3 Tidak membahas tegangan dalam
4 Tidak membahas kesetimbangan benda tegar 5 Tidak membahas gaya gesek antar komponen
6 Perhitungan mekanika teknik dalam kondisi statik dan setimbang.
7 Sambungan kerangka dianggap aman.
3
pembahasan penyelesaian masalah dalam perencanaan ini. Penjelasan mengenai sistematika penulisan perencanaan ini seperti dijelaskan di bawah ini:
BAB I Pendahuluan
Pada bab ini dijelaskan tentang latar belakang, perumusan masalah, tujuan perencanaan, batasan masalah, dan sistematika penulisan yang bersifat umum.
BAB II Dasar Teori
Pada bab ini berisi tentang dasar teori yang digunakan sebagai pendukung perhitungan di dalam tugas akhir ini.
BAB III Metodologi
Pada bab ini dijelaskan tentang bagaimana proses perencanaan dan perakitan alat dari awal hingga selesai.
BAB IV Perencanaan dan Perhitungan
Pada bab ini terdapat uraian perencanaan dalam pembuatan alat yang mencakup semua perhitungan dengan batasan masalah yang telah di tentukan.
BAB V Kesimpulan dan Saran
4
5
BAB II
TINJAUAN PUSTAKA
2.1 Analisa Mitra
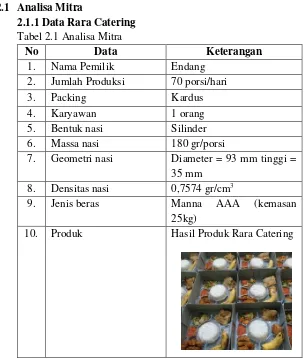
2.1.1 Data Rara Catering Tabel 2.1 Analisa Mitra
No Data Keterangan
1. Nama Pemilik Endang 2. Jumlah Produksi 70 porsi/hari
3. Packing Kardus
4. Karyawan 1 orang
5. Bentuk nasi Silinder 6. Massa nasi 180 gr/porsi
7. Geometri nasi Diameter = 93 mm tinggi = 35 mm
8. Densitas nasi 0,7574 gr/cm3
9. Jenis beras Manna AAA (kemasan 25kg)
6
2.1.2 Proses Pencetakan Nasi
Proses pencetakan nasi pada Rara Catering sebagai berikut: 1. Persiapan alat dan bahan
a. Nasi b. Centong c. Cetakan
2. Melakukan loading nasi ke cetakan mangkok 3. Melakukan penekanan pada tiap lapis pengisian nasi 4. Melakukan unloading nasi dari cetakan mangkok 5. Selesai
2.1.3 Perhitungan Kecepatan Pencetakan Nasi
Adapun perhitungan kecepatan pencetakan nasi pada Rara Catering sebagai berikut:
Loading = 7 sekon Proses = 9 sekon Unloading = 5 sekon Waktu Total (t) = 21 sekon
Maka produk yang dihasilkan selama satu jam adalah:
kapasitas produk = 1 produk21s ×3.600 sjam
=360021s
= 171 produk/jam
7
2.2 Mesin pencetak Onigiri
Mesin pencetak onigiri sudah berkembang di negara jepang. Mesin ini memiliki tipe ASM 545 CE berikut spesifikasinya:
Tabel 2.2 Spesifikasi ASM 545 CE
Gambar 2.1 Mesin Pencetak Onigiri ASM 545 CE Weight 25kg
Power AC 230 V/ 50Hz power consumption 80 W
Production Capacity
8
2.3 Spesifikasi Ukuran dan Bentuk Nasi
Nasi yang dicetak rata-rata memiliki diameter 90-100 mm dan massa 150-200 gr dimensi ini dianggap sebagai ukuran ideal untuk satu porsi makan di Indonesia. (Mc Donalds)
Gambar 2.2 Massa Nasi Mc. Donalds 2.4 Plastik PP (polypropylene)
Plastik (Sinthetic Organic Material) merupakan material yang padat (solid) dalam bentuk akhir tetapi bersifat sebagai cairan (fluid) dalam prosesnya yang dipengaruhi oleh tekanan dan panas. Secara umum bahan-bahan plastik sangat cocok dalam kondisi:
• Material dengan kekuatan “ low – moderat “
• Beban ringan
• Low electrical dan thermal konduktifitas
• Macam-macam warna
• Mudah fabrikasi sampai produk jadi
• Material yang digunakan pada cetakan ini adalah plastik PP (polypropylene).Ciri-ciri: Karakteristik adalah transparan yang tidak jernih atau berawan, cukup mengkilap, kuat-ringan, ketahanan yang baik terhadap lemak, stabil terhadap suhu tinggi (melunak pada suhu 1000C). Kegunaan: Kemasan makanan,
9
Peringatan: Pilihan bahan plastik terbaik, terutama untuk tempat makanan dan minuman seperti tempat menyimpan makanan, botol minum dan terpenting botol minum untuk bayi.
Gambar 2.3 Pemanfaatan Polypropilen
2.5 Jig and Fixture
Jig dan fixture adalah piranti pemegang benda kerja produksi yang digunakan dalam rangka membuat penggandaan komponen secara akurat. Hubungan dan kelurusan yang benar antara alat potong atau alat bantu lainnya, dan benda kerja harus dijaga. Untuk melakukan ini maka dipakailah jig atau fixture yang didesain untuk memegang, menyangga dan memposisikan setiap bagian sehingga setiap pemesinan dilakukan sesuai dengan batas spesifikasi.
2.5.2 Tujuan Penggunaan Jig and Fixture
• Aspek Teknis/Fungsi: mendapatkan ketepatan ukuran, mendapatkan keseragaman ukuran
• Aspek Ekonomi: Ongkos produksi lebih rendah, waktu lebih cepat, efisiensi tinggi, kesalahan pengerjaan menurun.
10
2.5.3 Aspek Teknis Pembuatan Jig and Fixture 2.5.3.1 Peletakan Benda Kerja (Locating)
• Benda kerja memiliki ruang yang cukup dan tidak memungkinkan benda kerja terbalik / salah pasang untuk menghindari kesalahan pengerjaan.
• Titik peletakan cukup jelas terlihat operator.
• Dimungkinkan peletakan yang dapat diatur (adjustable) pada benda kerja untuk menjaga keausan lokator atau variasi ukuran benda kerja.
2.5.3.2 Pencekaman (Clamping)
Peletakan pencekam dan besarnya gaya pencekam benar-benar meniadakan gaya reaksi akibat gaya-gaya luar akibat pemotongan benda kerja/proses. Gaya pencekaman tidak menyebabkan benda kerja terdeformasi atau merusak permukaannya. Pencekaman harus logis dan mudah.
2.5.3.3 Penanganan (Handling)
Komponen kontrol dan JF keseluruhan harus ringan dan mudah untuk dinaik turunkan dari dan ke mesin. Untuk itu elemen untuk memegang dan memindahkan JF harus tersedia. Tidak ada sisi tajam pada JF. Benda kerja yang kecil dan sulit dalam pemasangan atau pelepasan diberikan kemudahan.
2.5.3.4 Kelonggaran (Clearance)
11
2.5.3.5 Kekakuan/Stabilitas (Rigidity/Stability)
Meskipun Jig and Fixture diharapkan seringan mungkin kestabilan sangat diperlukan, proporsional terhadap besar benda kerja dan gaya luar yang bekerja. Jika perlu digunakan pengikatan baut-mur terhadap mesin.
2.5.3.6 Bahan (Material)
Komponen utama yang mendapatkan gesekan dan atau tumbukan gaya menggunakan material Tool steel atau mendapatkan perlakuan pengerasan. Penggunaan material sisipan (insert) pada komponen yang bergesekan dimaksudkan untuk penggantian. Jika digunakan komponen yang dilas perlu dilakukan perlakukan stress relief setelah pengelasan atau sebelum pemesinan untuk menghindari tegangan dalam maupun pelentingan akibat las.
2.5.3.7 Toleransi (Tolerance)
Toleransi pengerjaan JF yang berhubungan dengan hasil proses adalah sepertiga dari toleransi benda kerja. Misalnya jarak lubang yang akan diproses pada benda kerja memiliki toleransi 0,3 mm toleransi pada jignya untuk seting jarak antar pengarah (bush) adalah 0,1 mm.
2.5 Kinematika dan Dinamika
12
2.5.1 Kinematika
Kinematika adalah suatu cabang ilmu fisika yang mempelajari gerak relative dari suatu elemen-elemen mesin , yaitu kecepatan dan percepatannya. Kecepatan dan percepatan tersebut diperoleh dalam bentuk yang berguna sebagai informasi untuk mendapatkan gaya-gaya dinamik pada elemen-elemen mesin tersebut.
2.5.1.1 Diagram Kinematis
Dalam mempelajari gerakan -gerakan dari bagian-bagian mesin, biasanya digambarkan bagian-bagian-bagian-bagian tersebut dalam bentuk sketsa sehingga hanya bagian-bagian yang akan memberi efek pada gerakan yang diperhatikan.
2.5.1.2 Inversi
Gambar 2.4 Inversi
Dengan membuat suatu batang penghubung yang berbeda dalam rantai kinematis sebagai bagian yang tidak bergerak, diperoleh mekanisme yang berbeda.
13
2.5.1.3 Mekanisme
Suatu rangkaian batang penghubung (linkage) dimana jika salah satu batang ditahan tetap dan satu batang yang lain digerakkan, maka gerakan batang yang lain dapat diperkirakan.
2.5.1.4 Pasangan
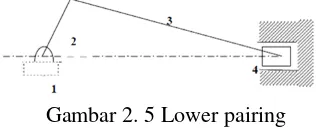
Dua benda yang saling kontak akan membentuk suatu pasangan. Pasangan lebih rendah (lower pairing) terjadi jika dua permukaan saling kontak. Contohnya dari pasangan lebih rendah adalah sebuah torak dengan dinding silindernya.
Gambar 2. 5 Lower pairing
Pasangan lebih tinggi (higher pairing) menyatakan suatu kontak yang berupa titik atau garis. Contohnya dari pasangan lebih tinggi adalah torak dengan silindernya tetapi toraknya dibuat seperti bola, maka toraknya akan kontak dengan dinding silinder sepanjang suatu lingkaran.
Gambar 2.6 Higher pairing
2.5.1.5 Bidang Gerakan
14
satu dari 3 tipe : gerakan menurut garis lurus (translasi), putaran (rotasi) atau kombinasi dari translasi dan rotasi.
2.5.1.6 Translasi
Sebuah benda mempunyai gerakan berupa translasi, jika ia bergerak sedemikian hingga semua garis-garis lurus dalam benda tersebut bergerak mengikuti posisi-posisi yang sejajar. Translasi garis lurus (rectilinear translation) adalah suatu gerakan dimana semua titik dari suatu benda bergerak dalam jalur garis lurus. Suatu translasi dimana titik- titik dalam suatu benda bergerak sepanjang jalur yang berupakurva disebut translasi menurut kurva (curvilinear translation.
2.5.1.7 Putaran
Dalam putaran (rotasi) semua titik dalam sebuah benda selalu mempunyai jarak yang tetap dari sebuah garis yang tegak lurus terhadap bidang geraknya. Garis ini adalah sumbu putaran (axis of rotation) dan titik-titik dalam benda tersebut membuat lintasan menurut jalur berupa lingkaran terhadap garis tersebut.
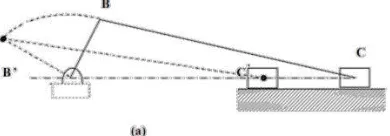
2.5.1.8 Translasi dan Rotasi
Gambar 2.7 Kombinasi translasi dan rotasi
15
ini ditunjukkan dalam gambar (b). Disini dapat dilihat bahwa gerakannya ekivalen terhadap suatu translasi dari BC ke B”C” yang diikuti oleh sutu rotasi dari B”C” ke B’C’. Gerakan ekivalen yang lain diilukiskan dalam ga mbar (c). Disini ditunjukkan suatu putaran dari suatu batang terhadap C dari
posisi BC ke B”C”, diikuti dengan suatu translasi dari B”C” ke
B’C. Jadi gerakan dari batang hubung dapat dianggap sebagai suatu putaran terhadap beberapa titik ditambah suatu translasi.
2.5.1.9 Vektor-Vektor
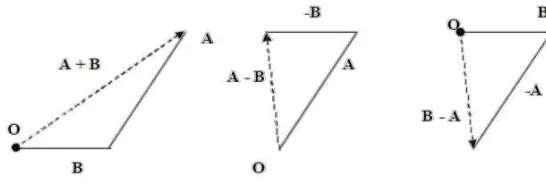
Ada dua tipe besaran yang harus diperhatikan dalam mekanika. Besaran scalar adalah yang hanya mempenyai besar saja. Contohnya : jarak, luas, isi dan waktu. Besaran vektor mempunyai besar dan arah. Contohnya : lintasan, kecepatan , percepatan dan gaya. Sebuah besaran vektor dapat dinyatakan dengan sebuah garis lurus dengan anak panah. Besar dari vektor diyatakan dengan panjangnya yang digambarkan dengan skala tertentu.
• Penjumlahan dan Pengurangan dari vektor-vektor Vektor-vektor A dan B dalam gambar dibawah dapat ditambahkan dengan meletakkan mereka dalam suatu cara seperti pada gambar. Titik O adalah titik awal yang disebut kutub, dari kutub ini vektor A dan vektor B diletakkan dengan ekor dari salah satunya diletakkan pada ujung vektor lainnya. Jumlah dari kedua vektor disebut resultan dan dalam gambar ditunjukkan dengan garis putus-putus.
Gambar 2.8 Vektor
16
memberikan efek terhadap resultannya. Resultan selalu berarah keluar dari kutubnya dan merupakan penutup dari suatu polygon.
Gambar 2.9 Resultan vektor
Penggabungan dan Penguraian dari vektor-vektor.
Penggabungan menyatakan penambahan bersama-sama dari sejumlah vektor. Jumlahnya disebut resultan dan vektor-vektor tersebut disebut komponen dari resultan.
Gambar 2.10 Penjumlahan Vektor
17
dua dari empat besarannya diketahui, dua yang lain dapat ditentukan.
Gambar 2.11 Penguraian dan Penggabungan Vektor
2.5.2 Lintasan dan Kecepatan Linear 2.5.2.1 Kecepatan Linear
Lintasan dari sebuah titik adalah perubahan dari posisinya dan dia adalah besaran vektor. Pada gambar sebagai titik P bergerak sepanjang jalur dari posisi B ke posisi C. Lintasan linearnya adalah perbedaan posisi dari vektor OB dan OC.
Gambar 2. 12 Perpindahan posisi partikel
18
Ukuran dari lintasan linear dapat dinyatakan dalam bentuk ukuran besar x dan y.
𝑠 = √(∆𝑥)2+ (∆𝑦)2
Kecepatan linear adalah kecepatan perubahan terhadap waktu dari lintasan linearnya. Dalam gambar 2.17 titik p bergerak dari posisi B ke posisi C dalam waktu t. Kecepatanrata-ratanya selama selang waktu ini
adalah:
𝑉𝑎𝑣=∆𝑡𝑠
Kecepatan linear sesaat dari suatu titik pada waktu di titik B adalah :
𝑉 = lim𝑡→0𝑠𝑡 =𝑑𝑠𝑑𝑡
2.5.2.2 Percepatan Linear
Percepatan linear adalah kecepatan perubahan terhadap waktu dari kecepatan linearnya.
𝑎 = lim 𝑡→0 𝑉
𝑡 =
𝑑𝑉 𝑑𝑡
𝑡𝑒𝑡𝑎𝑝𝑖: 𝑉 =𝑑𝑠𝑑𝑡
19
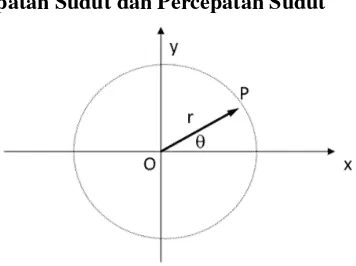
2.5.3 Kecepatan Sudut dan Percepatan Sudut
Gambar 2.13 Gerak rotasi benda pada pejal
Gambar di atas memperlihatkan sebuah benda pejal yang melakukan gerak rotasi murni dengan sumbu tetap (sumbu z) yang tegak lurus bidang xy. Setiap partikel mengalami gerak rotasi terhadap titik O. Oleh karena itu untuk menyatakan posisi titik P lebih baik digunakan kordinat polar (r,). Dalam keadaan ini, r tetap konstan dan yang berubah adalah .
Bila partikel bergerak dari = 0 rad ke titik P partikel telah menempuh lintasan sejauh panjang busur s, dimana :
s = r
atau
= s/r
20
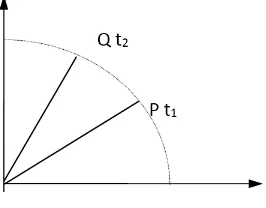
Gambar 2.14 Gerak rotasi partikel
Partikel bergerak dari P ke Q dalam selang waktu t (= t2 - t1)
telang menyapu sudut = (2 - 1), maka kecepatan sudut
rata-rata partikel adalah :
2 - 1
t2 - t1 t
kecepatan sudut sesaat adalah
= lim /t = d/dt
t0
Catatan : setiap partikel pada benda tersebut akan mempunyai kecepatan sudut yang sama.
Jika kecepatan sudut sesaat dari benda tersebut berubah dari
1 ke 2 dalam selang waktu t, maka percepatan sudut rata-rata
dari benda tersebut adalah
2 - 1
21
dan percepatan sudut sesaatnya adalah :
= lim /t = d/dt
t0
Untuk rotasi dengan sumbu tetap, setiap patikel pada benda pejal tersebut mempunyai kecepatan sudut yang sama dan percepatan sudut yang sama. Jadi dan merupakan karakteristik keseluruhan benda pejal tersebut.
Arah dari dapat dicari dengan aturan arah maju sekrup putar kanan. dan arah sama dengan arah d/dt yang sama dengan arah
bila dipercepat dan berlawanan dengan arah bila diperlambat.
2.5.4 Gerak Rotasi dengan Percepatan Sudut Konstan
Untuk mendapatkan persamaan gerak rotasi, kita mengambil langsung persamaan gerak yang sudah diperoleh pada gerak translasi:
(1). = o + t
(2). = o + 1/2 ( + o )t
(3). = o + ot + 1/2 t2
(4). 2 =
o2 + 2 ( - o)
2.5.5 Hubungan Antara Kinematika Linear dan Kinematika Rotasi dari Partikel yang Bergerak Melingkar
Gambar 2.15 Kinematika linear dan kinematika rotasi
22
Panjang lintasan yang telah ditempuh partikel adalah s dan sudut yang telah disapu . Jari-jari lintasan partikel adalah r yang berharga konstan.
s = r
bila dideferensialkan terhadap t, diperoleh :
ds/dt = d/dt . r
Kecepatan linear partikel :
v = r
bila dideferensialkan sekali lagi terhadap t :
dv/dt = d/dt . r
Percepatan tangensial partkel :
at = r
Pada saat tersebut partikel bergerak melingkar maka partikel juga mendapat percepatan centripetal (radial)
23
ar = v2/r
ar = 2r
Percepatan total partikel : a = ar2+ at2
2.5.6 Dinamika
Dinamika adalah bidang ilmu yang mempelajari gaya-gaya yang bekerja pada suatu sistem mekanik yang diakibatkan oleh percepatan translasi atau rotasi yang terjadi pada elemen elemen suatu sistem mekanik
2.5.6.1 Gaya dan Hukum Newton
Hubungan antara gaya-gaya dan gerak benda didasarkan pada hukum Newton:
• Hukum newton I : Suatu partikel akan diam atau bergerak dengan kecepatan tetap pada suatu garis lurus bila tidak ada
24
• Hukum newton II : percepatan berbanding lurus dengan gaya resultan yang bekerja padanya, dan berbanding terbalik
dengan massanya. [ΣF = ma]
Gambar 2.17 Ilustrasi hukum newton 2
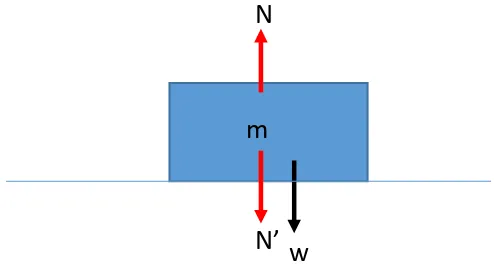
• Hukum Newton III : Gaya Aksi = Gaya Reaksi
Gambar 2.18 Ilustrasi hukum newton 3
m
F
a
N
w
N’
m
N
25
3.1 Diagram Alr (Flowchart)ya
Mulai
Studi literatur dan Observasi
Perancangan cetakan alat pencetak nasi
Perhitungan gaya tekan nasi
Kebutuhan gaya sesuai desain?
A
Desain ulang gaya
tidak Pemodelan dengan
26
Gambar 3.1 Flowchart Perancangan Cetakan
A
Pemilihan bahan dan
bentuk cetakan
Jenis material bahan
aman?
Pembuatan cetakan
Pengujian cetakan
Bentuk nasi sesuai
parameter?
Penyusunan Laporan
Selesai
tidak
ya
tidak
ya
Material tidak sesuai
Kandungan material
27
harus terstruktur dengan baik sehingga dapat dengan mudah menerangkan atau menjelaskan perancangan yang dilakukan. 3.2.1 Studi Literatur dan Observasi
Upaya ini dilakukan dengan mendapatkan data dan keterangan-keterangan dari buku-buku. Melalui metode ini diperoleh teori-teori dasar dalam setiap pembahasan untuk menunjang perencanaan kerangka, cetakan, dan mekanisme alat.
Selain itu juga dilakukan observasi pada usaha katering “Rara Catering” di Keputih Tegal Timur Surabaya untuk mendapat data yang menunjang perencanaan, perancangan, dan penulisan laporan. Densitas nasi : 0,7574 gr/mm3
Massa nasi : 180gr Bentuk nasi : Lingkaran
Jenis beras : Manna AAA (kemasan 25 kg)
3.2.2 Perancangan dan Perhitungan
28
3.2.3 Pemodelan dengan SolidWorksMelakukan pemodelan alat dengan menggunakan software Solidworks untuk merancang desain. Hal ini berguna untuk mempermudah dalam proses penyusunan dan pembuatan alat.
Gambar 3.2 Pemodelan alat dengan Solidworks
3.2.4 Pemilihan Bahan
Ditinjau dari sifat materialnya, didapatkan bahan yang sesuai untuk cetakan nasi. Yakni plastik dengan kode polimer nomor 5 atau PP (polipropilen). Pemilihan material tersebut berdasar pada kesesuain jenis plastik yang paling aman digunakan untuk makanan.
29
maka dilakukan proses manufaktur agar didapatkan cetakan nasi yang sesuai. Proses yang dilakukan sebagai berikut:
• Pemotongan
Proses pemotongan dilakukan pada material alumunium untuk mendapatkan bentuk yang diinginkan. Hasil potongan ini digunakan sebagai tempat mencekam cetakan. Alat potong yang digunakan untuk memotong aluminium adalah gerinda.
• Pelubangan
Pelubangan dilakukan pada bagian tengah plastik yang akan dijadikan cetakan nasi. Lubang ini berfungsi sebagai tempat ejektor untuk mengangkat nasi keluar dari cetakan.
• Penyambungan
Penyambungan dilakukan dengan cara menempelkan material aluminium dengan plastik menggunakan lem.
Gambar 3.3 Desain cetakan menggunakan Solidworks
30
3.2.6 Pengujian CetakanPengujian dimaksudkan untuk memastikan bahwa kinerja dari masing-masing cetakan nasi dapat berfungsi sesuai yang diharapkan.
3.2.6.1 Flowchart Pengujian cetakan
Gambar 3.5 Flowchart Ekspreimen Selesai
Hasil data Apakah dimensi sesuai? Pengujian sampel nasi
Menentukan besar gaya yang digunakan
tidak
ya Menentukan dimensi nasi yang akan dicetak Pemilihan jenis beras/nasi
Mulai
31
beras yang digunakan sebagai sampel, hal ini bertujuan untuk mewakili jenis-jenis beras yang ada di pasaran yaitu:
1. Manna AAA 2. Rojolele 3. Bengawan
3.2.6.3 Dimensi Nasi
Menentukan dimensi nasi yang akan dicetak bertujuan agar bentuk dan ukuran yang dihasilkan memiliki keseragaman. Dimensi nasi ini meliputi massa, diameter, dan ketebalan.
Gambar 3.6 massa nasi
Gambar 3.7 diameter dan tebal nasi
32
3.2.6.4 Penentuan Besar GayaMetode yang digunakan untuk mengetahui besar gaya yang dibutuhkan dalam proses mencetak nasi menggunakan alat ini adalah dengan percobaan atau eksperimental. Caranya dengan meletakkan nasi di atas timbangan, kemudian menekannya.
Gambar 3.8 Menentukan besar gaya melalui eksperimen
3.3 Penulisan Laporan
33
4.1 Perancangan Alat Pencetak Nasi
Gambar 4.1 Desain Alat Pencetak Nasi
4.2 Penentuan Gaya Tekan Nasi
4.2.1 Gaya Tekan pada Nasi Melalui Eksperimen
Untuk mengetahui besar gaya tekan pada nasi, dilakukan sebuah percobaan dengan langkah sebagai berikut:
No Langkah Keterangan
1. Persiapan alat dan bahan: - Nasi
34
-Thermometer
Untuk mengukur temperatur pada nasi sebelum dilakukan pengujian. Perbedaan temperatur juga menjadi salah satu parameter yang digunakan dalam pengujian.
- Timbangan
Berfungsi untuk mengukur massa nasi sebelum diuji, serta berfungsi untuk mengetahui besar gaya yang diberikan saat proses penekanan nasi.
- Cetakan
35
menekan nasi saat percobaan
2. Meletakkan cetakan di atas timbangan dan melakukan pendataan terhadap massa cetakan sebelum diberi nasi.
Massa cetakan tanpa beban = 0,073 kg
3. Melakukan pengukuran terhadap temperatur nasi menggunakan thermometer
Variasi temperatur nasi yang dipakai dalam percobaan ini adalah 70, 50, dan 30 derajat celcius. Hal ini bertujuan untuk mengetahui
36 4. Melakukan penekanan atau
pemberian gaya pada nasi yang telah diletakkan di atas timbangan
Besar gaya yang diberikan untuk menekan nasi pada percobaan ini antara lain: 21N, 23N, 25N, 27N, dan 29N.
5. Mengeluarkan nasi dari cetakan kemudian mengukur dimensi nasi
37
nasi. Temperatur nasi yang digunakan dalam pengujian adalah 30, 50, dan 70 derajat celcius. 30 adalah suhu rata-rata pada ruangan, pada temperatur ini nasi sudah dalam keadaan dingin. 50 derajat nasi dalam keadaan hangat. 70 derajat adalah temperatur rata-rata nasi sesaat setelah diangkat dari penanak nasi. Semakin tinggi temperaturnya, maka nasi lebih lunak dan mudah dibentuk. Sebaliknya apabila temperatur semakin rendah, nasi akan lebih keras dan sulit untuk dibentuk.
Gambar 4.2 Mengukur gaya tekan nasi
38
Tabel 4.1 hasil percobaan densitas nasi dengan beras bengawan, perbandingan beras dan air 2:2, serta suhu 30, 50, dan 70.
No Jenis
Tabel 4.2 hasil percobaan densitas nasi dengan beras bengawan, perbandingan beras dan air 2:3, serta suhu 30, 50, dan 70.
39
Tabel 4.3 hasil percobaan densitas nasi dengan beras bengawan, perbandingan beras dan air 2:4, serta suhu 30, 50, dan 70.
40
Tabel 4.4 hasil percobaan densitas nasi dengan beras rajalele, perbandingan beras dan air 2:2, serta suhu 30, 50, dan 70.
No Jenis perbandingan beras dan air 2:3, serta suhu 30, 50, dan 70.
41 perbandingan beras dan air 2:4, serta suhu 30, 50, dan 70.
42
Tabel 4.7 hasil percobaan densitas nasi dengan beras manna AAA, perbandingan beras dan air 2:2, serta suhu 30, 50, dan 70.
No Jenis
Tabel 4.8 hasil percobaan densitas nasi dengan beras manna AAA, perbandingan beras dan air 2:3, serta suhu 30, 50, dan 70.
43
Tabel 4.9 hasil percobaan densitas nasi dengan beras manna AAA, perbandingan beras dan air 2:4, serta suhu 30, 50, dan 70.
44
4.2.2 Kemampuan gaya rata-rata manusia
Sebelum menentukan besar gaya yang digunakan untuk menekan nasi pada cetakan, terlebih dahulu dilakukan percobaan untuk mengetahui kekuatan rata-rata manusia dengan menggunakan neraca pegas digital.
Gambar 4.3 Neraca Pegas Digital
Data yang diambil dari percobaan adalah sebagai berikut:
Tabel 4.10 Percobaan Kekuatan Tarik
NO Percobaan ke Umur L/P Gaya (kg)
1 Pertama 16 L 16,12
2 Kedua 20 L 16,53
3 Ketiga 24 L 25,16
4 Keempat 36 L 21,14
5 Kelima 40 L 22,54
6 Keenam 16 P 8,52
7 Ketujuh 20 P 8,47
8 Kedelapan 25 P 11,66
9 Kesembilan 32 P 13,39 10 Kesepuluh 40 P 9,55
45
• Maka didapat hasil rata-rata gaya yang dimiliki laki-laki:
𝐹 =16,12 + 16,53 + 25,16 + 21,14 + 22,54 +5
=101,495 = 20,29 𝑘𝑔 • Hasil rata-rata gaya oleh perempuan:
𝐹 =8,52 + 8,47 + 11,66 + 13,39 + 9,55 5
=51,595
= 10,31 𝑘𝑔 • Gaya rata-rata yang dimiliki manusia:
𝐹 =20,29 + 10,312
=30,6
2 = 15,30 𝑘𝑔 𝐹 = 15,30 𝑘𝑔 ∙ 𝑔 𝐹 = 15,30 ∙ 10 𝑚 𝑠⁄ 2 𝑭 = 𝟏𝟓𝟑𝑵
46
4.3 Percobaan Penekanan Nasi pada Alat Pencetak Nasi Percobaan penekanan nasi pada alat pencetak nasi ini dilakukan sebanyak sepuluh kali untuk masing-masing jenis beras. Didapatkan data sebagai berikut:
Tabel 4.11 Pengujian menggunakan beras Bengawan No Percobaan ke Cetakan 1 Cetakan 2 Cetakan 3
Tabel 4.12 Pengujian menggunakan beras Rojo lele
47
√ = pengujian cetakan berhasil X = pengujian cetakan gagal
Nasi yang dihasilkan baik secara bentuk (padat dan tidak pecah) Densitas sesuai dengan perhitungan saat eksperimen yaitu = 7,57909 x 10-5 gr/mm3
4.4 Rasio Keberhasilan
48
4.5 Perhitungan Pergeseran Punch
Gambar 4.4 Pergerakan Punch
Gambar 4.5 Free Body Diagram punch di posisi awal
• Posisi Awal Diketahui
r = 320 mm θ = 55°
A B
Y r
P
49 sin θ =Yr
Y = sin θ ∙ r
= sin 55 ° ∙ 320 mm = 262,128 mm
• Cari panjang X
cos θ =Xr
X = cos θ ∙ r
= cos 55 ° ∙ 320 mm = 183,544 mm
• Untuk bergerak dari titik P ke titik C maka tuas dapat dihitung melalui pendekatan panjang busur lingkaran
360° =𝜃 𝑘𝑒𝑙𝑖𝑙𝑖𝑛𝑔 𝑙𝑖𝑛𝑔𝑘𝑎𝑟𝑎𝑛 𝑝𝑎𝑛𝑗𝑎𝑛𝑔 𝑏𝑢𝑠𝑢𝑟
360° =55° 𝑝𝑎𝑛𝑗𝑎𝑛𝑔 𝑏𝑢𝑠𝑢𝑟2𝜋𝑟
𝑝𝑎𝑛𝑗𝑎𝑛𝑔 𝑏𝑢𝑠𝑢𝑟 =360 ∙ 2 ∙ 3,14 ∙ 320 𝑚𝑚55
50
Gambar 4.6 Pergeseran punch
Gambar 4.7 Free Body Diagram kedalaman tekan punch
• Kedalaman langkahpunch didesain sejauh 20 mm maka dapat dihitung penyimpangan posisi tuas melalui:
𝑋 = √𝑟2− 𝑌2 𝑋 = √102.400 − 400 𝑋 = √102.000 𝑋 = 319,374 𝑚𝑚 AC = 320 mm
• Jadi penyimpangan yang terjadi bila tuas bergerak setinggi 20 mm adalah:
AC – X = 320 mm – 319,374 mm
= 0,626 mm
C A
Y= 20 mm
51
4.6 Perhitungan Kapasitas Produk yang dihasilkan
• Proses Manual
Loading = 7 sekon Proses = 9 sekon Unloading = 5 sekon Waktu Total (t) = 21 sekon
Maka Produk yang dihasilkan selama satu jam adalah:
𝑘𝑎𝑝𝑎𝑠𝑖𝑡𝑎𝑠 𝑝𝑟𝑜𝑑𝑢𝑘 = 1 𝑝𝑟𝑜𝑑𝑢𝑘
21𝑠 ×
3.600 𝑠 𝑗𝑎𝑚 =360021𝑠
= 171 𝑝𝑟𝑜𝑑𝑢𝑘/𝑗𝑎𝑚
Jadi, kapasitas produk dengan cara manual menghasilkan kurang lebih 171 produk/jam.
• Proses Menggunakan Alat Bantu Loading = 15 sekon
Proses = 2 sekon Unloading = 15 sekon Waktu Total (t) = 32 sekon
Maka Produk yang dihasilkan selama satu jam adalah:
𝑘𝑎𝑝𝑎𝑠𝑖𝑡𝑎𝑠 𝑝𝑟𝑜𝑑𝑢𝑘 = 3 𝑝𝑟𝑜𝑑𝑢𝑘32𝑠 ×3.600 𝑠𝑗𝑎𝑚
=10.80032𝑠
= 337 𝑝𝑟𝑜𝑑𝑢𝑘/𝑗𝑎𝑚
52
53 PENUTUP
5.1 Kesimpulan
1. Hasil dari rancangan cetakan nasi dibuat dari bahan plastik polypropilene, memiliki bentuk lingkaran dengan diameter 100 mm, dan ketinggian cetakan 35 mm. Nasi yang dibentuk memiliki nilai minimum densitas 7,57909 x 10-5 gr/mm3, volume 232.539,1763
mm3, dengan massa 180 gr.
2. Punch dibuat dari bahan plastik polypropylene, berbentuk lingkaran dengan diameter 90 mm, dengan disambung menggunakan material aluminium sepanjang 118 mm. Kebutuhan gaya tekan nasi dari hasil eksperimen didapatkan nilai sebesar 27 N.
5.2 Saran
54
55
DAFTAR PUSTAKA
1. ASM Metal Handbook Volume 9, 2004
2. Beer, Ferdinand P., E. Russell Johnston Jr. 2007. Vector Mechanics for Engineers : Statics, SI Metric Edition, McGraw-hill, 3rd Edition.
3. Cahyo, Dwi O., 2014. Perencanaan Rangka Mesin Briket Karbon Hasil Limbah Proses Pyrolisa Ban Bekas Truk. 4. Deutchman, Aoron D. 1975. Machine Design : Theory
and Practice. New York: Macmillian Publishing Co., Inc 5. http://asat.staff.umy.ac.id diakses pada 13 April 2017,
pukul 22.31 WIB
6. http://www.cens.com/ diakses pada 11 Juli 2017, pukul 15.44 WIB
7. http://www.matweb.com diakses pada 13 April 2017, pukul 20.57 WIB
8. Sato, G. Takeshi, N. Sugiharto Hartanto. 1981. Menggambar Mesin Menurut Standar ISO. PT. Pradnya Paramita : Jakarta
9. Sularso Kiyokatsu Suga.1994. Dasar Perencanaan dan Pemilihan Elemen Mesin, cetakan ke 10.
10.
Kalpakjian, Serope dan Steven R. Schmid. 1995.
Manufacturing Engineering and Technology. New
York: Addison-Wesley.
11.
R.C, Hibbeler, 2010,
Engineering Mechanics:
Statics & Dynamics
, edisi 12, Prentice Hall
International, USA
56
140
535
4
324,22
30
340
70
490
230
400
110
45
20
6
3
1
SKALA: UKURAN: mm
TANGGAL: 11-07-2017 DILIHAT : Hendro N. Dipl.-Ing.,Ph.D NRP : 2114030099
DIGAMBAR: Tri Prasetyo Aji KETERANGAN:
D3 T. MESIN
KOMPONEN ALAT
A4
90
93
12
6
310
110
25
1
47
16
118
10
11
12
SKALA: UKURAN: mm
TANGGAL: 11-07-2017 DILIHAT : Hendro N. Dipl.-Ing.,Ph.D NRP : 2114030099
DIGAMBAR: Tri Prasetyo Aji KETERANGAN:
D3 T. MESIN
KERANGKA DAN TUAS
A4
140
TANGGAL: 11-07-2017 DILIHAT : Hendro N. Dipl.-Ing.,Ph.D NRP : 2114030099
DIGAMBAR: Tri Prasetyo Aji KETERANGAN:
Biodata Penulis
Penulis bernama Yunisma Sulala, lahir di Banyuwangi, pada tanggal 26 Oktober. Penulis merupakan anak kedua dari empat bersaudara.
Pendidikan formal yang telah ditempuh yaitu pada tahun 2002-2008 bersekolah di MI Salafiyah 1 Setail Genteng, kemudian pada tahun 2008-2011 melanjutkan di SMPN 1 Genteng, dan pada tahun 2011-2014 melanjutkan ke SMAN 1 Genteng. Pada tahun 2014, penulis melanjutkan studi Perguruan Tinggi Negeri di Surabaya, yaitu Departemen Teknik Mesin Industri Fakultas Vokasi ITS bidang studi manufaktur.