SUMBER BELAJAR PENUNJANG PLPG
2016
TEKNIK PEMESINAN
BAB 8
PEMESINAN GERINDA
B. SENTOT WIJANARKA
KEMENTERIAN PENDIDIKAN DAN KEBUDAYAAN
DIREKTORAT JENDERAL GURU DAN TENAGA
KEPENDIDIKAN
2016
243
244
A. Mesin gerinda datar (surface grinding machine)
Mesin gerinda datar adalah mesin yang digunakan untuk menggerinda benda kerja yang berbentuk kotak atau kubus atau kubus yang bersudut. Proses gerinda datar dapat dilihat pada gambar 8.1 di bawah.
Gambar 8.1. Mesin gerinda datar
1. Roda gerinda untuk penggerindaan datar dan gerinda silindris
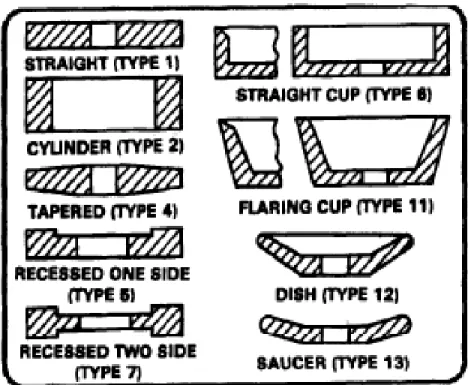
Roda gerinda memiliki beberapa bentuk, ukuran dan jenis abrasive. Beberapa tipe bentuk roda gerinda adalah seperti gambar 8.2 di bawah.
245
Gambar 8.2. Tipe batu gerinda a. Lurus
Roda gerinda berbentuk lurus nomer 1,5, dan 7 biasanya digunakan untuk gerinda internal, silindris, spindel horisontal, permukaan, alat potong, offhand grinding dan snagging.
b. Silinder
Roda gerinda berbentuk silinder (type no 2), dapat digunakan untuk menggerinda dengan sisi potong di permukaan atau sisi sampingnya.
c. Taper
Tiper roda gerinda no. 4 adalah bentuk roda gerinda tirus (taper). Digunakan untuk snagging.
d. Mangkok Lurus
Roda gerinda tipe nomer 6, digunakan untuk geinda permukaan, offhand grinding permukaan datar, bidang datar atau menyudut.
246
Roda gerinda tipe nomer 11 biasanya digunakan untuk gerinda alat potong. Apabila menggunakan perekat resin sangat bagus digunakan untuk snagging. Permukaan yang dikerjakan bisa datar atau menyudut.
f. Piring
Roda gerinda tipe nomer 12 biasa digunakan untuk menggerinda alat potong. Ujung yang runcing memungkinkannya masuk pada celah sempit dan sangat cocok untuk menggerinda alat potong frais dan broach.
g. Piring rata (saucer)
Roda gerinda nomer 13 disebut juga sebagai saw gummer, digunakan untuk menajamkan gergaji.
Bahan abrasive roda gerinda dibuat dari Silicon Carbide atau Alluminum Oxide yang merupakan abrasive artificial. Silicon carbide bersifat sangat keras dan rapuh. Alluminum okside lebih lunak dan lebih tangguh dari pada Silicon carbide. Alluminum Oxide akan tumpul lebih cepat akan tetapi tidak mudah retak sehingga lebih cocok untuk menggerinda material yang memiliki kekuatan tarik tinggi.
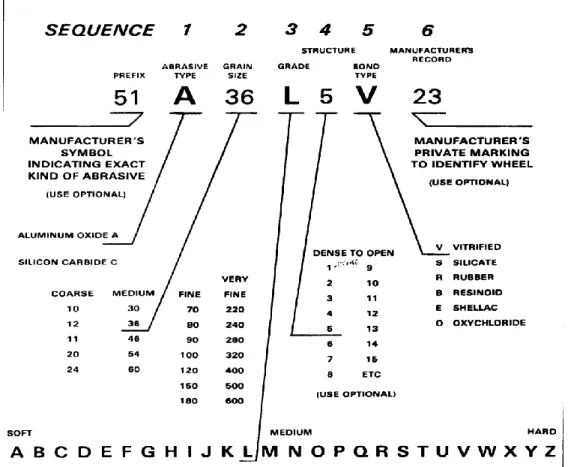
Penamaan batu gerinda
A= bahan abrasive, yaitu Alluminum Oksida (A) atau Silicon Carbida (C) 60 adalah ukuran grit (grit size), apabila 60 berarti 25,4/60 = 0,42 (medium).
Semakin besar angka grit berarti semakin halus. Angka grit size dan pengelompokannya adalah : (1) Sangat kasar : 6-8-10
247
(3) Medium : 36-46-54-70
(4) Halus : 80-90-100-120-150-180 (5) Sangat halus : 220-240-280-320 (6) Powders : 400-500-600
Kode K menunjukkan Grade K adalah Lunak. Grade batu gerinda adalah dari sangat lunak (A sampai G), Lunak (H sampai K), Medium (L- sampai O, Keras (P sampai S), dan Sangat Keras (T sampai Z).
Kode angka 5 menunjukkan struktur. Angka 1 berarti rapat. Angka 5 medium dan angka 12 terbuka.
Kode V adalah kode bahan perekat, yaitu V = vitrified (misalnya kaca), B adalah Resin dan R yaitu Rubber.
Panduan detai dan ringkas dapat dilihat pada Gambar 8.3.
248
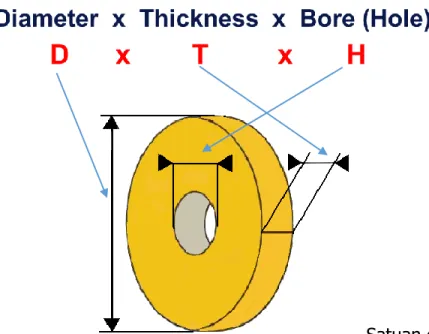
2. Dimensi batu gerinda
Dimensi roda gerinda erdiri dari diameter luar, tebal, dan diameter lubang tengahnya. Cara penulisan dimensi adalah :
Satuan dalam mm Gambar 8.4. Dimensi batu gerinda
Contoh : Ukuran roda gerinda 125 x 13 x 20 berarti diameter luar 125 mm, tebal 13 mm dan diameter lubang tengahnya 20 mm.
3. Bahan abrasive dan perekat batu gerinda
Batu gerinda terdiri dari abrasive dan perekat seperti gambar 8.3 di bawah.
Gambar 8.5. Struktur batu gerinda
abrasive
249
Bahan abrasive batu gerinda terdiri dari dua macam yaitu Alluminum Oksida (Al2 O3)
dan Silicon Carbida (SiC)
4. Menetapkan parameter pemotongan mesin gerinda datar.
Putaran spindel pada mesin gerinda adalah tetap, maka yang dihitung adalah kecepatan potongnya. Karena diameter batu gerinda relatif besar dan rpm mesin cukup tinggi (3500 sd 12000 rpm) maka yang dibatasi adalah kecepatan potong (m/detik).
Vc = πdn/60000 ; m/detik
Gerak makan proses gerinda datar adalah jarak pergeseran batu gerinda
menyamping setiap gerak maju batu gerinda. Untuk proses awal (roughing) pergeseran biasanya sekitar ¾ lebar batu gerinda dan proses finishing gerak makan adalah ½ lebar batu gerinda.
Kealaman potong proses gerinda adalah sekitar 0,001 sampai dengan 0,003 inchi (0,025 sampai dengan 0,075 mm).
B. Mesin gerinda gerinda silindris (cylindrical grinding machine).
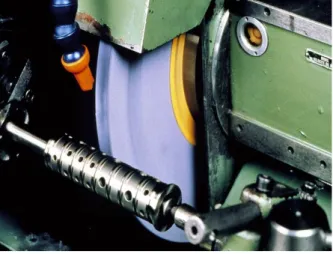
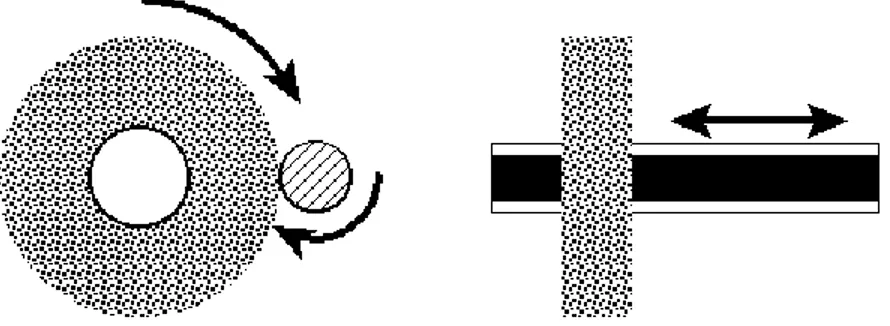
Proses gerinda slindris dapat dilihat pada gambar 8.6. Proses gerinda silindris pada dasarnya sama dengan proses gerinda rata, akan tetapi benda kerja berbentuk silindris dan berputar ketika proses gerinda berlangsung (Gambar 8.7).
250
Gambar 8.7. Proses gerinda silindris dengan benda kerja berputar dan batu gerinda bergeser ke kiri dan ke kanan
Parameter proses gerinda silindris identik dengan proses gerinda rata.
C. Soal Latihan
1. Pendingin pada proses gerinda alat potong bertujuan untuk …. a. Mendinginkan mesin
b. Memperkuat batu gerinda c. Agar struktur batu gerinda tetap
d. Menghindari debu akibat penggerinda
e. Menghilangkan kotoran/ debu hasil penggerindaan* 2. Bagian no 1 pada mesin di bawah ini adalah ….
a. Motor b. Grinding Head* c. Support d. Collet e. Poros utama 1
251
3. Bahan batu gerinda yang cocok untuk penggerindaan keramik, kaca, granit, kuarsa, marmer,dan batu-batu permata, adalah
a. Silikon Karbida b. Boron Nitrida c. Aluminium Oksida d. Diamond*
e. Korondum
4. Pernyataan di bawah ini benar, kecuali
a. Semakin besar ukuran butiran asah, tingkat kekasaran semakin halus b. Konstruksi mesin tidak berpengaruh pada tingkat kekerasan roda gerinda* c. Semakin kecil ukuran butiran asah, tingkat kekasaran semakin kasar Roda d. Roda gerinda lunak digunakan pada penggerindaan material yang keras e. gerinda keras digunakan pada penggerindaan material yang lunak 5. Perekat yang khusus digunakan untuk roda gerinda asah alat potong adalah
a. Vitrified b. Silicate* c. Shellac d. Gum e. Bakelit
6. Gambar di bawah ini merupakan bentuk roda gerinda…
a. Taper bucket emery wheel* b. Disc emery wheel
c. Straight emery wheel
d. Straight bucket emery wheel e. Platen emery wheel
7. Pengasahan untuk memperbaiki permukaan roda gerinda agar ketajaman pemotongan lebih baik disebut : ……… a. Setting b. Truing c. Sentering d. Dressing* e. Finishing
252 a. 6-120* b. 10-130 c. 12-200 d. 8-120 e. 15-180
9. Besarnya sudut puncak mata bor (a) untuk bahan aluminium dan logam ringan adalah..
a. 1180
b. 1360
c. 1050
d. 1500
e. 1400*
10. Besarnya sudut bebas untuk pisau frais di bawah ini (untuk bahan aluminium) adalah…
a. 15-180
b. 12-150
c. 3-50
d. 10-120*
253
Daftar Pustaka
Cincinnati.(2001). Fanuc ISO Programming. GE Fanuc: Korea.
Daewoo. (1998). CNC Program Manual. Daewoo Heavy Industries and Machinery LTD : Korea.
Dogra.M, Sharmab. V. S., Durejac. J.(2011). Effect of tool geometry variation on finish turning – A Review. Journal of Engineering Science and Technology Review . Vol 4 (1).pp 1-13. EMCO. (2003). EMCO WinNC GE Series Fanuc 21 MB. EMCO MAIER Gesellschaft m. b.
H.Department for technical documentation A-5400: Hallein, Austria.
Fanuc. (2006). FANUC Series- Model C_ FANUC Series O1 Mate-Model C- Maintenance
Manual- B-64115EN/02. Yamanashi Japan.
Fanuc. (2008). FANUC Series- oi Model D/ Fanuc Series o1 Mate-Model D- Start Up Manual. Yamanashi Japan.
Fanuc. (2008). FANUC Series- Model Oi-Model/ Oi Mate-Model D-Parameter Manual. Yamanashi Japan.
Fanuc. (2008). FANUC Series- Model Oi-Model/ Oi Mate-Model D-For For Lathe System
User’s Manual.Yamanashi Japan.
Fanuc. (2004). Fanuc Series oi-MC Operators Manual.Yamanashi Japan.
Kyocera.(2012). Kyocera Cutting Tools Turning Catalog. Kyocera Cutting Tool Global Network : Hendersonville USA.
Mastercam. (2008). Mastercam X3 Getting Started Guide. CNC Software Inc: Tolland USA Mastercam. (2008). Mastercam X3 Installation Guide. CNC Software Inc: Tolland USA Mastercam. (2008). Whats New in Mastercam X3. CNC Software Inc: Tolland USA
MTS. (2005). CNC Exercises for The Fanuc Programming Key. MTS Mathematisch Technische Software-Entwicklung GmbH Kaiserin-Augusta-Allee 101 D-10553: Berlin.
Nanjing Swansoft. (2006). Swan NC Simulation Software Fanuc System Instraction of Operation
and Programming. Nanjing Swan Software Technology Co.,Ltd. : Nanjing.
Siemens. (2014). Splash-Proof Camera Housing. CNC4you The Shopfloor Magazine,Volume 2, September 2014.
Siemens. (2003). Operation and Programming 08/2003 Edition Sinumerik 802S base line,
Sinumerik 802C base line Milling. Federal Republic of Germany: Siemens AG .
Siemens. (2003). Operation and Programming 08/2003 Edition Sinumerik 802S base line,
Sinumerik 802C base line Milling. Federal Republic of Germany: Siemens AG .
Siemens. (2009). Sinutrain. Diambil pada tanggal 1 Desember 2009, dari (www.cncdesign.com.au/product/training_sinutrain.html).
254
Kunci Jawaban
Kunci Jawaban BAB 1 (1) E (2) D (3) B (4) D (5) B (6) D (7) C (8) A (9) C (10) B
Kunci Jawabab BAB 2 (1) B (2) B (3) B (4) B (5) E (6) D (7) C (8) B (9) C (10) B (11) D (12) B (13) D (14) E (15) D (16) C (17) C (18) D (19) D
Kunci jawaban BAB 3 (1) A (2) D (3) D (4) C (5) E (6) E (7) B (8) D (9) E (10) B
255
Kunci Jawaban BAB 5 (1) D (2) C (3) C (4) D (5) D (6) B
Kunci Jawabab BAB 7 (1) C (2) E (3) C (4) C (5) D (6) C (7) D (8) C
Kunci Jawaban BAB 8 (1) E (2) B (3) D (4) B (5) B (6) A (7) D (8) A (9) E (10) D