SUMBER BELAJAR PENUNJANG PLPG
2016
TEKNIK PEMESINAN
BAB 6 dan 7
PEMESINAN FRAIS CNC
B. SENTOT WIJANARKA
KEMENTERIAN PENDIDIKAN DAN KEBUDAYAAN
DIREKTORAT JENDERAL GURU DAN TENAGA
KEPENDIDIKAN
2016
183
BAB 6
MESIN FRAIS CNC
Langkah pembuatan benda kerja di mesin perkakas CNC dimulai dengan pembuatan program CNC berdasarkan gambar kerja kemudian mengoperasikan mesin CNC dengan menggunakan program CNC tersebut. Langkah-langkah proses pemesinan dengan mesin perkakas CNC sehingga menghasilkan produk ada dua tahap besar yaitu: pemrograman dan pengoperasian. Tiap-tiap langkah terdiri dari dua tahap seperti terlihat pada Gambar 4.1 . Pertama, menyiapkan gambar kerja untuk menyusun program CNC. Program CNC tersebut kemudian ditulis atau diedit dan diperiksa di sistem kontrol CNC atau simulator CNC. Kedua, memasang benda kerja dan alat potong di mesin CNC dan mengoperasikan mesin CNC sesuai dengan program CNC yang telah dibuat. Bab IV ini akan membahas kedua langkah tersebut, karena antara pemrograman dan pengoperasian sebenarnya tidak dapat dipisahkan. Pembuatan program CNC harus berdasarkan kapasitas dan spesifikasi mesin CNC yang akan digunakan.
Gambar 4.1. Langkah Pembuatan Produk dengan Menggunakan Mesin CNC (Fanuc, 2008:7)
Sebelum membuat program CNC hendaknya membuat rancangan proses pemesinan. Rancangan tersebut meliputi: (1) mengidentifikasi kapasitas benda
Gambar kerja (Part drawing) Pembuatan program (Part programming) Input program di sistem kontrol CNC Pembuatan produk jadi di mesin perkakas CNC Pemrograman (programming) Pengoperasian (Operation)
184
kerja yang dapat dikerjakan di mesin frais CNC; (2) metode pemasangan benda kerja; (3) urutan proses pemesinan pada setiap proses pemesinan; dan (4) alat potong yang digunakan dan kondisi pemesinan (gerak makan, kedalaman potong, dan kecepatan potong). Kapasitas mesin menunjukkan panjang, lebar, dan tinggi area operasi mesin. Pada mesin frais CNC ditunjukkan dengan jarak maksimum atau jangkauan sumbu X, sumbu Y, dan sumbu Z. Daerah operasi mesin berkaitan dengan metode pemasangan benda kerja karena ketinggian perkakas pencekam dan ketinggian benda kerja mengurangi jangkauan gerakan arah sumbu Z. Pencekaman benda kerja dapat dipilih menggunakan ragum, kelem, atau jig yang sesuai dengan bentuk benda kerja, serta harus menjamin kesetabilan posisi benda kerja (tidak bergeser, tidak bergetar, dan tidak melentur) ketika proses pemesinan dilaksanakan.
Metode pemesinan perlu dipilih sesuai dengan bentuk benda kerja di gambar kerja. Pertimbangan untuk metode pemesinan pada setiap proses dapat dilihat pada tabel 4.1. Proses pengasaran, semi finishing, dan finishing harus dipisahkan dan menggunakan alat potong yang berbeda. Pemilihan alat potong disesuaikan dengan material benda kerja yang dikerjakan. Material dan bentuk alat potong harus dipertimbangkan agar proses pemesinan menjadi efisien dan efektif.
Kondisi pemesinan adalah kedalaman potong, gerak makan, dan kecepatan potong. Harga kondisi pemotongan dapat diperoleh melalui perhitungan maupun dari tabel dalam katalog alat potong yang bersangkutan. Kondisi pemotongan berbeda untuk beberapa macam gerakan alat potong (tool path). Gerakan alat potong untuk pemesinan frais meliputi: pengefraisan permukaan (facing), pemotongan samping atau kontur (side cutting), pembuatan lubang (hole machining), pembuatan kantong (pocket). Pertimbangan-pertimbangan antara kondisi pemotongan dan jalannya alat potong harus selalu diperhatikan agar proses pemesinan menghasilkan benda kerja sesuai spesifikasi gambar kerja. Perhitungan kondisi pemotongan dan penentuan jalannya alat potong dapat dilakukan oleh seorang pemrogram CNC apabila telah menguasai
185
kompetensi: sistem koordinat pada mesin frais CNC, pencekaman benda kerja, dan pencekaman alat potong.
Tabel 4.1. Pertimbangan untuk Metode Pemesinan pada Setiap Proses Pemesinan Proses pemesinan Prosedur pemesinan 1 2 3 Gerakan pemakanan Penyayatan samping Pemesinan lubang 1. Metode pemesinan Roughing Semi finishing finishing 2. Alat potong 3. Kondisi pemesinan Gerak makan Kedalaman potong Putaran spindel 4. Jalur alat potong
Gambar 4.2. Menyiapkan Gerakan Alat Potong pada Program dan Kondisi Pemesinan Berdasarkan Gambar Kerja
A. Sistim Koordinat pada mesin Frais CNC
Gerakan alat potong pada mesin frais CNC berdasarkan sistem koordinat. Sistem koordinat yang digunakan pada mesin frais CNC adalah sistem koordinat segi empat (rectangular coordinate systems) dan sistem koordinat polar. Sumbu koordinat untuk sistem koordinat segi empat yang digunakan pada mesin frais
186
CNC adalah sumbu X, sumbu Y, dan sumbu Z. Sistem koordinat ini berfungsi untuk mendeskripsikan tujuan gerakan alat potong terhadap benda kerja yang menggunakan sistem koordinat mesin atau sistem koordinat benda kerja. Sistem koordinat yang ditetapkan oleh pabrik mesin (default) untuk mesin frais CNC adalah sistem koordinat segi empat (gambar 4.3).
Gambar 4.3. Tata nama sumbu koordinat dan arah sumbu X, Y, Z
Titik akhir harga koordinat dapat juga menggunakan koordinat polar. Sistem koordinat polar yang digunakan menggunakan radius dan sudut. Radius adalah jarak antara titik asal dan titik yang dimaksud. Sudut menggunakan acuan nol derajad pada posisi jam 3 dengan arah sudut positif pada arah berlawanan jarum jam. Baik radius maupun sudut dapat diprogram secara absolut atau
incremental (G90 atau G91). Radius pada koordinat polar pada baris program Gambar kerja program Sistem koordinat Alat potong Perintah/ command Mesin perkakas /Benda kerja
187
ditulis X dan sudut ditulis Y (gambar 4.4) . Pengaktifan sistem koordinat polar menggunakan kode G16, sedangkan pembatalannnya dengan kode G15.
Gambar 4.4. Koordinat polar pada mesin frais CNC
Sistem koordinat pada mesin frais CNC tersebut diterapkan untuk sistem koordinat mesin (MCS= Machine Coordinate System) dan sistem koordinat benda kerja (WCS= Workpiece Coordinate System). Sistem koordinat mesin yang diberi simbol M adalah orientasi dari sistem koordinat pada mesin frais CNC. Titik nol (0,0,0) dari sistem koordinat ini dinamakan titik nol mesin (M). Titik nol mesin digunakan sebagai titik referensi, sehingga semua sumbu koordinat titik nolnya di sini. Sistem koordinat tersebut bisa digeser (offset) titik nolnya untuk kepentingan pelaksanaan seting, pembuatan program CNC dan gerakan alat potong. Sistem koordinat benda kerja, diberi simbol W, adalah sistem koordinat yang digunakan untuk mendeskripsikan geometri dari benda kerja. Titik nol benda kerja dapat secara bebas dipindahkan oleh pembuat program CNC menggunakan kode pemrograman pemindahan sistem koordinat (position shift offset). Pembuat program CNC menggunakan sistem koordinat benda kerja untuk memerintah gerakan alat potong. Arah gerakan alat potong dibuat pada program CNC karena pada proses frais yang bergerak adalah alat potongnya. Alat potong tersebut melakukan proses pemesinan dengan gerakan lurus atau melingkar ke arah tujuan
188
koordinat (X,Y,Z) tertentu. Posisi M dan W pada mesin frais CNC dapat dilihat pada gambar 4.5.
Gambar 4.5. Sistem koordinat pada mesin frais CNC, dan titik nol yang ada di mesin frais CNC ( Siemens,2003)
Seting untuk mesin frais CNC dilakukan dengan cara: mengisi data alat potong, menggeser titik nol (zero point offset), dan mengisi data seting. Berikut dijelaskan langkah-langkah : (1) pemasangan benda kerja, (2) pemasangan alat potong, dan (3) seting titik nol benda kerja dan mengisi data seting.
B.Pemasangan Benda Kerja dan Alat Potong pada Mesin Frais CNC
Perkakas bantu berupa pencekam benda kerja dan pemegang alat potong harus dipilih dan dipasang dengan benar agar mesin frais CNC siap dioperasikan. Pencekam benda kerja berfungsi untuk meletakkan benda kerja di meja mesin frais CNC. Pemegang alat potong berfungsi untuk memegang alat potong yang diletakkan pada sumbu utama mesin frais CNC. Pemasangan benda kerja dan alat potong yang tepat akan mempermudah proses seting mesin frais CNC.
1. Memasang Ragum/Pencekam di Mesin Frais CNC
Ragum dipasang di meja mesin frais menggunakan dua buah baut yang disisipkan di T-slot yang ada di meja mesin frais. Gambar Ragum yang biasa digunakan dalam proses pemesinan frais dapat dilihat pada gambar 4.6.
189
Gambar 4.6. Ragum universal untuk benda kerja tunggal dan benda kerja ganda
2. Asesoris untuk mesin Frais
Beberapa macam asesoris digunakan di mesin frais. Asesoris tersebut membantu operator dalam melakukan seting alat potong, pemasangan benda kerja, dan pencekaman benda kerja. Beberapa asesoris dapat dilihat pada Gambar 4.7.
3. Alat Potong
Beberapa tipe alat potong yang sering digunakan pada proses pemesinan frais adalah seperti gambar 4.8 sampai 4.9. Alat potong yang digunakan terbuat dari material HSS (High Speed Steel) atau karbida.
a. Macam-macam Alat potong Frais
Endmill HSS sering digunakan untuk membentuk kontur, sedangkan face mill digunakan untuk proses meratakan permukaan. Selain itu, digunakan juga
endmill yang berupa batang endmill ditambah dengan pahat sisipan dari karbida. Alat potong frais muka (face milling) yang berdiameter besar untuk mesin frais vertikal biasanya menggunakan tempat alat potong (tool holder) yang dapat dipasang beberapa pahat sisipan (inserts). Sisipan yang digunakan bentuknya telah distandarkan oleh ISO. Contoh alat potong tersebut adalah seperti gambar 4.9. Alat potong dalam bentuk sisipan (insert) pada saat ini sangat sering digunakan karena efektivitas dan efisiensinya. Dikatakan efektif karena alat potong memiliki kekerasan dan ketahanan aus yang tinggi sehingga proses frais dapat menghasilkan benda kerja dengan kualitas dimensi dan geometris yang presisi. Sementara itu, efisien karena memiliki kecepatan potong yang tinggi, sehingga proses pemesinan menjadi lebih cepat. Alat potong sisipan tersebut telah distandarkan bentuk dan
190
ukurannya oleh ISO. Kodifikasi bentuk sisipan/insert telah distandarkan seperti terlihat pada Gambar 4.10.
(a) Parallel (b) Alat bantu untuk menemukan titik (line finder)
(c) Line finder yang terpasang pada kolet di tempat alat potong
(d) Edge finder atau pre set tool
untuk menemukan koordinat pojok benda kerja
(e) Vise stopper atau stopper
ragum yang digunakan di mulut ragum.
(f) Pembatas posisi benda kerja di ragum
(g) V Block (h) Satu set kelem
Gambar 4.7. Beberapa macam asesoris yang digunakan di mesin frais CNC
191
Gambar 4.8. Beberapa tipe alat potong frais yang digunakan pada mesin frais vertikal dan horisontal
192
Gambar 4.9. Alat potong Face milling yang menggunakan klem untuk memasang sisipan (Courtesy Iscar Metals, Inc. dan Courtesy Greenleaf Corp.)
193
194
Gambar 4.10. Penamaan atau kodifikasi alat potong sisipan/insert menurut ISO
(lanjutan)
b. Memasang Alat Potong di Mesin Frais CNC
Endmill HSS biasanya digunakan untuk proses frais pada mesin frais vertikal. Alat potong ini pada waktu dipasang di mesin frais memerlukan dua buah
195
pemegang. Endmill dipegang oleh kolet. Selanjutnya kolet yang sudah dipasang
endmill kemudian dipasang di arbor. Pada ujung arbor dipasang pull stud yang berfungsi untuk pengait pada tempat alat potong di mesin frais CNC (gambar 4.11). Rangkaian alat potong tersebut kemudian dipasang di tempat alat potong pada lubang arbor di spindel utama mesin frais CNC dengan cara menekan tombol ganti alat potong dan memasukkan arbor ke dalam lubangnya.
Gambar 4.11. Pemegang alat potong yang terdiri dari: kolet, arbor atau pencekam kolet , pull stud, dan kunci pengencang
C. Pemindahan Sistem Koordinat Mesin ke Sistem Koordinat Benda Kerja
Pengoperasian mesin frais CNC pada dasarnya meliputi melakukan seting, mengedit program CNC dan menjalankan program CNC. Seting untuk mesin frais CNC dilakukan dengan cara: mengisi data alat potong, menggeser titik nol (zero point offset), dan mengisi data seting. Pemilihan alat potong dan seting alat potong telah dibahas pada subbab sebelumnya. Pada subbab berikut akan dijelaskan mengenai langkah-langkah pemindahan sistem koordinat.
1. Pemindahan Sistem Koordinat (Position Shift Offset) dan Data Seting
Pada mesin frais CNC pemindahan sistem koordinat dari sistem koordinat mesin (M) ke sistem koordinat benda kerja/ workpiece (W) dilakukan untuk 3 sumbu, yaitu sumbu X, sumbu Y, dan sumbu Z. Hasil langkah-langkah pemindahan sistem koordinat adalah harga koordinat sumbu X, sumbu Y, dan sumbu Z untuk G54 seperti pada Gambar 4.12. G54 adalah kode perintah untuk
196
memindah titik nol dari titik M ke titik W, sehingga pembuat program CNC menggunakan titik W sebagai acuan sistem koordinat benda kerja.
Gambar 4.12. Pemindahan sistem koordinat mesin (M) ke benda kerja (W)
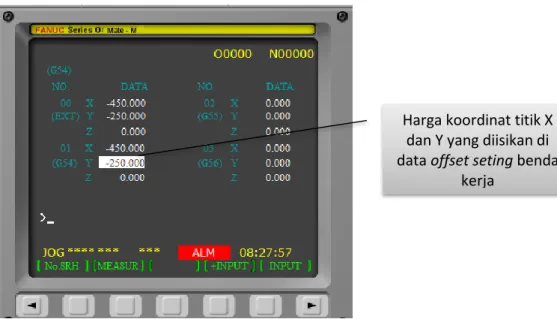
Identifikasi koordinat titik pojok kiri atas benda kerja sebagai titik nol benda kerja dilakukan dengan cara menyentuhkan alat potong pada masing- masing sisi kiri (arah sumbu X) dan sisi depan (arah sumbu Y) seperti terlihat pada Gambar 4.13. Posisi koordinat titik X dan Y tersebut kemudian diisikan pada data pergeseran titik nol G54 pada sumbu X dan sumbu Y (Gambar 4.14).
197
Gambar 4.14. Data Seting Titik Nol Benda Kerja
Pemindahan sistem koordinat dari W ke M di atas dilakukan pada arah sumbu X dan sumbu Y, sedangkan untuk sumbu Z harganya tetap nol, karena untuk sumbu Z dilakukan pengukuran panjang alat potong atau tool offset. Pengukuran panjang alat potong dilakukan dengan cara menyentuhkan alat potong pada bidang atas benda kerja. Kemudian dicatat harga koordinat sumbu Z yang tercantum pada layar. Harga koordinat sumbu Z untuk alat potong tersebut diisikan pada offset seting pada sub menu offset di kolom Geom (lihat Gambar 4.15).
Gambar 4.15. Menyentuhkan Alat Potong pada Sisi Atas Benda Kerja dan
Mengisi Data Offset Tool
D. Pratikum
Harga koordinat titik X dan Y yang diisikan di data offset seting benda
198
Lakukan tugas praktikum berikut secara perorangan. Tugas ini bisa Anda kerjakan dengan menggunakan perangkat lunak simulator mesin frais CNC (SSCNC). Perangkat lunak tersebut dapat diperoleh pada CD yang disertakan di buku ini. Prosedur pemasangan program simulator CNC dapat dilihat pada lampiran 1.
1) Lakukan pemasangan: dua buah alat potong (face mill diameter 40 mm dan
endmill diameter 12 mm), ragum, dan benda kerja ukuran 100 mm x 100 mm x 40 mm!
Catatan : tinggi benda kerja yang menonjol adalah 13 mm.
2) Identifikasi koordinat pojok kiri atas benda kerja tersebut dan catat sebagai harga G54!
3) Identifikasi harga sumbu Z untuk tiap alat potong, kemudian isikan data tersebut pada data offset alat potong!
4) Lakukan pengecekan, apakah posisi titik nol benda kerja tersebut sudah benar! 5) Apabila masih ada kesalahan, lakukan seting lagi sampai diperoleh harga G54
199
BAB 7
PEMROGRAMAN CNC UNTUK MESIN FRAIS
Pembuatan program CNC untuk mesin bubut dan mesin frais pada dasarnya identik. Mesin bubut CNC menggunakan sumbu koordinat (X,Z), sedangkan mesin frais CNC menggunakan sumbu koordinat (X,Y,Z). Berikut ini dipaparkan mengenai dasar-dasar pemrograman CNC dan kode-kode instruksi pemrograman CNC. Hal ini harus dikuasai lebih dahulu karena program yang rumit dan panjang sebenarnya adalah program dasar yang berjumlah banyak.
A.Struktur Program CNC
Program CNC terdiri dari baris (block) yang berurutan. Setiap baris merupakan langkah pemesinan. Perintah/instruksi ditulis dalam satu baris dalam bentuk kata-kata (words). Baris terakhir dari urut-urutan tersebut berisi kata khusus untuk mengakhiri program yaitu M2 atau M30.
%
O0011; Nama program CNC
N10 G54; baris/ blok N20 M6 T1 ... ; baris/ blok N30 G0 X…Y…Z...; N40 ...; M30; Program berakhir 1. Nama Program CNC
Ketika membuat program CNC, nama program atau nama file program CNC ditentukan oleh pembuat program dengan ketentuan sebagai berikut.
a. Karakter pertama adalah huruf “O”.
b. Karakter berikutnya adalah empat digit angka, misal: O0003 (lihat gambar 5.1).
2. Struktur Baris
Suatu baris instruksi (block instructions) berisi semua data yang diperlukan untuk melaksanakan satu langkah pemesinan. Baris biasanya terdiri dari beberapa kata dan selalu diakhiri dengan the end of-block character “LF” (line feed). Karakter tersebut akan muncul dengan sendirinya ketika tombol return atau input
200
ditekan ketika kita menulis program. Satu baris program terdiri dari nomer, fungsi gerak (kode G), koordinat (X,Y,Z), fungsi bantu (kode M), putaran sumbu utama (S), alat potong yang digunakan (T), dan LF.
Gambar 5.1. Daftar Program CNC Tersimpan di Sistem Kontrol CNC
Gambar 5.2. Diagram Struktur Blok/Baris Program CNC
Pada kontrol CNC Fanuc Oi, nomer baris tidak harus ada, tetapi sebaiknya ditulis agar mudah mengeditnya, misalnya nomer baris diawali dengan N10 dan untuk baris berikutnya ditambah 10 sehingga baris berikutnya N20 dan seterusnya.
3. Kata
Kata atau word terdiri dari kode huruf diikuti angka, misalnya G01, X100, atau M3. Ketika satu baris terdiri dari lebih dari satu pernyataan, kata-kata dalam satu baris harus diatur dengan urutan seperti gambar 5.2 di atas. Pada satu baris
201
boleh terdiri dari satu kata atau lebih dari satu kata. Apabila ada lebih dari satu kode G pada satu kelompok, maka kode G yang terakhir yang digunakan.
4. Komentar/ Catatan (Comment/Remark)
Catatan dapat digunakan untuk menjelaskan pernyataan atau keterangan dari baris program. Pernyataan dapat berupa nama program, tanggal pembuatan, identifikasi program atau keterangan teknis misalnya ukuran benda kerja, alat potong yang digunakan, cara pencekaman, dan lain sebagainya. Komentar ditampilkan bersama dengan isi program yang lain dari satu baris yang sedang tampil. Komentar hanya ditampilkan di monitor dan tidak mempengaruhi gerakan mesin. Catatan ditulis diantara dua tanda kurung.
Contoh Program : %
O0003;
(PROGRAM NAME - STMHAVE)
(DATE=DD-MM-YY - 09-07-14 TIME=HH:MM - 18:46) N100G54;
N102G0G17G40G49G80G90;
( 6. FLAT ENDMILL TOOL - 1 DIA. OFF. - 1 LEN. - 1 DIA. - 6.) N104T1M6; N106G0G90X-1.75Y-1.75A0.S1591M3; N108G43H1Z5.M8; N110Z2.; N112G1Z-2.F40.; N114X77.75F60.; N140 M2; Program berakhir 5. Istilah Khusus
Gerakan alat potong ke tujuan titik koordinat tertentu disebut interpolasi (Gambar 5.3). Interpolasi terdiri dari dua macam, yaitu interpolasi lurus (linier interpolation) dan interpolasi melingkar (circular interpolation). Interpolasi lurus dapat berupa gerakan pada arah satu sumbu koordinat saja (pada arah sumbu X, pada arah sumbu Z, pada arah sumbu Z), gerak interpolasi dua sumbu (sumbu X dan sumbu Y berubah, sumbu X dan sumbu Z berubah, sumbu Y dan Z berubah), dan gerakan pada arh tiga sumbu (sumbu X,Y,Z semua berubah).
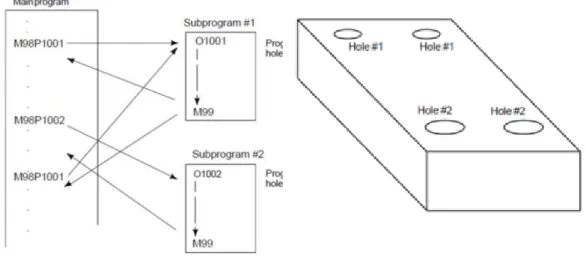
Program CNC dapat berupa program utama saja atau terdiri dari program utama (main program) dan subprogram (subprogram). Program utama bisa
202
memiliki satu atau lebih subprogram tergantung kebutuhan yang ditunjukkan oleh gambar kerja. Misalnya untuk membuat benda kerja berlubang seperti pada gambar 5.4, maka program utama dapat memiliki dua subprogram untuk membuat lubang 1 dan lubang 2,tiap-tiap subprogram dipanggil dua kali.
Gambar 5.3. Interpolasi Lurus dan Interpolasi Melingkar
Gambar 5.4. Program CNC yang Terdiri dari Program Utama (Main Program) dan Dua Subprogram
B.Kode- kode pemrograman dan fungsinya
Kode-kode instruksi untuk pembuatan program CNC (Kode G, M, F, T, D, S) yang sering digunakan di sini akan dijelaskan sesuai urutan penggunaan kode yang digunakan dalam suatu program CNC. Kode program atau instruksi untuk pemrograman CNC dibagi dalam dua kelompok, yaitu modal dan non modal. Kode
203
program modal berarti kode program tersebut tetap aktif sampai dengan dibatalkan oleh kode program dari kelompok yang sama, misalnya G0 tetap aktif sampai baris program berikutnya dan akan dibatalkan oleh G1,G2, atau G3 di baris program sesudahnya. Seperti pada mesin bubut CNC, maka kode program yang digunakan adalah kode G dan kode M.
1. Format dan deskripsi kode G
Penjelasan dan gambar yang digunakan pada buku ini diambil dari buku manual yang dibuat oleh perusahaan Fanuc. Daftar kode G secara lengkap adalah seperti tabel 4.1. Kode G di tabel tersebut akan dibahas satu per satu atau per kelompok sesuai dengan letaknya pada suatu program CNC.
Tabel 4.1. Deskripsi Kode G
Kode G Kelompok Deskripsi
G00* 01 Gerak cepat (Rapid traverse)
G01 Interpolasi lurus (Linear interpolation)
G02 Interpolasi melingkar searah jarum jam (Circular interpolation
CW)
G03 Interpolasi melingkar berlawanan arah jarum jam (Circular
interpolation CCW)
G04 00 Berhenti sementara (Dwell)
G17* 02 Pilihan bidang XY (X Y plane selection)
G18 Pilihan bidang ZX (Z X plane selection)
G19 Pilihan bidang YZ (Y Z plane selection)
G28 00 Kembali ke titik referensi (Return to reference position)
G30 Kembali ke titik referensi ke 2, ke 3 dan ke 4 (2
nd, 3rd and 4th
reference position return)
G40* 07 Kompensasi radius alat potong batal (Cutter compensation
cancel)
G41 Kompensasi radius alat potong arah kiri (Cutter compensation
left)
G42 Kompensasi radius alat potong arah kanan (Cutter
compensation right)
G43 08 Kompensasi panjang alat potong arah + (Tool length
compensation + direction)
G44 Kompensasi panjang alat potong arah – (compensation – direction Tool length )
G49* Kompensasi panjang alat potong dibatalkan (Tool length
204
Kode G Kelompok Deskripsi
G53* 14 Sistem koordinat mesin (Machine coordinate system selection)
G54 Sistem koordinat benda kerja 1 (Workpiece coordinate system
1 selection)
G55 Sistem koordinat benda kerja 2 (Workpiece coordinate system
2 selection)
G56 Sistem koordinat benda kerja 3 (Workpiece coordinate system
3 selection)
G57 Sistem koordinat benda kerja 4 (Workpiece coordinate system
4 selection)
G58 Sistem koordinat benda kerja 5 (Workpiece coordinate system
5 selection)
G59 Sistem koordinat benda kerja 6 (Workpiece coordinate system
6 selection)
G65 00 Pemanggilan macro
G66 12 Pemanggilan perintah modal macro
G67* Pembatalan perintah modal macro
G68 16 Koordinat diputar (Coordinate rotation)
G69 Koordinat diputar dibatalkan (Coordinate rotation cancel)
G73 09 Siklus gurdi dengan pengembalian (Peck drilling cycle)
G74 Siklus pembuatan spiral kiri (Left-spiral cutting cycle)
G76 Siklus gurdi halus (Fine boring cycle)
G80* Sikulus gurdi dibatalkan (Canned cycle cancel)
G81 Siklus gurdi, senter bor (Drilling cycle, spot boring cycle)
G82 Siklus gurdi, dengan berhenti sementara (Drilling cycle or
counter boring cycle)
G83 Siklus gurdi dengan pengembalian (Peck drilling cycle)
G84 Siklus pengetapan (Tapping cycle)
G85 Siklus pengeboran (Boring cycle)
G86 Siklus pengeboran
G87 Siklus pengeboran
G88 Siklus pengeboran
G89 Siklus pengeboran
G90* 03 Perintah pemrograman absolut (Absolute command)
G91* Perintah pemrograman incremental (Increment command)
G92
00 Pergeseran titik nol benda kerja atau putaran spindel maksimum (Setting for work coordinate system or clamp at maximum spindle speed)
205
Kode G Kelompok Deskripsi
G94* 05 Gerak makan dengan satuan mm/menit
G95 Gerak makan dengan satuan mm/putaran
G98* 10 Kembali ke titk awal (Return to initial point in canned cycle)
G99 Kembali ke titik pengembalian (Return to R point in canned
cycle)
Catatan : *) = harga awal (default).
a. G54, G55, G56, G57, G58, G59, dan G53 ( sistem kooordinat benda kerja 1 sampai 6)
Pengaktifan sistem koordinat benda kerja dimaksudkan untuk memindah titik nol sistem koordinat mesin (W) ke titik nol sistem koordinat benda kerja (W). Pemindahan ini diidentifikasi setelah benda kerja dipasang pada ragum di mesin dan harus diisikan pada parameter titik nol (zero point offset). Pengaktifan sistem koordinat benda kerja melalui program CNC dengan menuliskan G54 (lihat gambar 5.5), atau sistem kordinat benda kerja yang lain, misalnya G55, G56, G57, G58, atau G59. Benda kerja yang berbentuk rumit dapat menggunakan pemindahan titik nol lebih dari satu kali, misalnya G54 dan G55. Benda kerja yang sederhana yang hanya memiliki satu titik nol sebagai acuan biasanya menggunakan G54 sebagai sistem koordinat benda kerjanya.
206 Format:
N... G54; sistem koordinat benda kerja 1 diaktifkan. ……….
………
G57 ; sistem koordinat benda kerja 4 diaktifkan …….
…….
G53 ; sistem koordinat mesin diaktifkan.
Benda kerja yang memiliki banyak titik pojok atau beberapa benda kerja dipasang di meja mesin frais dapat mengunakan beberapa pergeseran titik nol (zero offset/ ZOF). Kode G54 sampai dengan G59 adalah kode G modal, sehingga akan tetap aktif sampai dengan dibatalkan oleh kode G dalam satu kelompok tersebut. Pergeseran titik nol ke 1 sampai dengan ke 6 (Gambar 5.6) dibatalkan dengan G53.
Gambar 5.6. Pemindahan Sistem Koordinat Mesin (W) ke Sistem Koordinat Benda Kerja ke 1 Sampai dengan ke 6
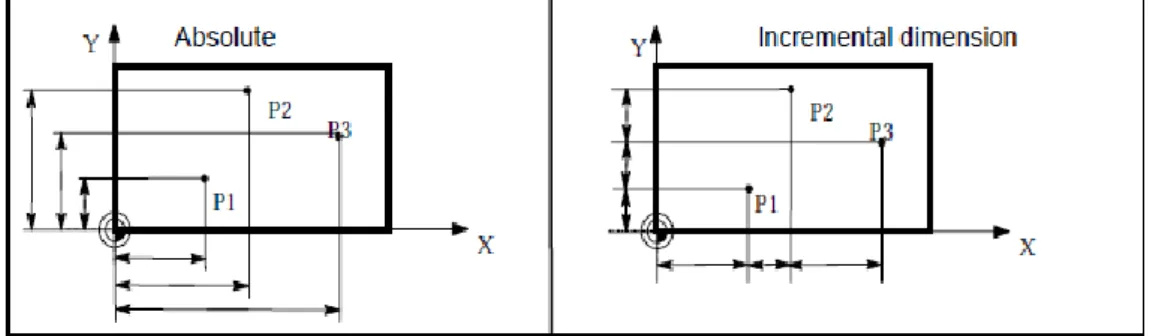
b. G90/ G91 (Pemrograman Menggunakan Koordinat Absolut/
Incremental)
Pemosisian alat potong yang diperintahkan menggunakan koordinat absolut dari titik nol benda kerja apabila di awal program CNC ditulis G90. Apabila di awal program tidak ditulis G90 atau G91, maka harga awal (default) adalah G90. Identik dengan pemberian ukuran absolut dan inkremental di gambar 5.7, maka
207
titik nol benda kerja sebagai titik nol absolut atau (0,0,0). Pada sistem koordinat absolut semua perintah gerakan alat potong menuju koordinat tertentu dihitung dari koordinat (0,0,0) tersebut, sehingga perintah bergerak lurus atau melingkar menuju ke X10, Y20, Z30 berarti menuju titik koordinat (10,20,30).
Gambar 5.7. Koordinat Absolut dan Incremental Format:
N.. G90 ; sistem koordinat absolut diaktifkan N…
N… G91 ; sistem koordinat incremental diaktifkan. N……
Contoh penggunaan kode G90, menggunakan sistem koordinat absolut: N30 G90
N40 G0 X20. Y20. ; berarti perintah bergerak menuju koordinat (20,20) N50 X30. Y30. ; berarti perintah bergerak menuju koordinat (30,30) ………
………..
208
Kode G91 berarti sistem koordinat yang digunakan ialah koordinat relatif atau incremental. Pergeseran alat potong diprogram dari tempat alat potong berada ke posisi berikutnya. Koordinat ditulis menggunakan sumbu (U,V,W). Titik nol (0,0,0) berada di ujung sumbu alat potong. Perintah bergerak lurus ke U10, berarti alat potong bergerak 10 mm pada arah sumbu X dari posisi alat potong sebelumnya.
Contoh penggunaan kode G91, menggunakan sistem koordinat incremental: N30 G91
N40 G0 U20. V20. ; perintah menuju koordinat (20,20) dari posisi awal alat potong
N50 U30. V30. ; perintah menuju koordinat (30,30) dari N40. Gambaran gerakan alat potong adalah seperti gambar 5.9 di bawah.
Gambar 5.9. Gerakan Alat Potong dengan Sistem Koordinat Incremental
c. G92 (Pergeseran Titik Nol Benda Kerja atau Pembatasan Putaran Spindel)
Pergeseran titik nol pada sistem koordinat benda kerja, koordinat titik nol benda kerja dapat digeser lagi menggunakan G92. Pergeseran ini dimaksudkan untuk memindahkan titik nol dari W ke titik lain di benda kerja. Apabila pemindahan sistem koordinat dari M ke W sudah cukup pada waktu membuat program CNC, maka G92 tidak digunakan.
Format :
209
G92 juga berfungsi sebagai kode pembatasan putaran maksimal spindel. Pembatasan ini diperlukan terutama pada mesin CNC yang memiliki putaran maksimal mesin rendah atau putaran maksimal pemegang alat potong relatif rendah.
Format :
N… G92 S3500 ; putaran maksimal spindel 3500 rpm.
d. T ( Pemanggilan Alat Potong)
Alat potong yang digunakan dipilih dengan menuliskan kata T diikuti nomer alat potong, misalnya T1, T2, T3. Nomer alat potong bisa dari angka bulat 1 sampai 400, dan pada sistem kontrol CNC maksimum 15 alat potong yang bisa disimpan pada waktu yang sama (tergantung spesifikasi mesin). Apabila akan mengganti alat potong, maka pada program CNC ditulis perintah ganti alat potong (M6) diikuti angka nomer alat potong yang dimaksud.
Format:
N... M6 T1; alat potong ke 1 diaktifkan N...
N… M6 T14 ; alat potong diganti dengan alat potong ke 14.
e. G43 (Kompensasi Panjang Alat Potong)
Beberapa alat potong memiliki panjang dan diameter yang berbeda. Untuk mengaktifkan perbedaan tersebut, maka sesudah menulis nomer alat potong (misalnya T1), pada baris berikutnya diikuti dengan pengaktifan panjang alat potong dengan kode G43 H… Harga kompensasi panjang alat potong disimpan pada parameter tool correction/ tool compensation data (lihat Gambar 5.10). Harga kompensasi panjang ini dibatalkan dengan G49.
Format: N....
N... M6 T1; berarti alat potong 1 dipanggil
N... G43 H1; berarti panjang alat potong T1 diaktifkan.
f. S ( Putaran Spindel)
Pengaktifan jumlah putaran spindel mesin frais CNC digunakan huruf S diikuti dengan jumlah putaran per menit (rpm). Arah putaran spindel mengikuti
210
perintah kode M, yaitu M3 putaran searah jarum jam, dan M4 putaran berlawanan arah jarum jam, sedangkan perintah M5 putaran spindel berhenti.
Format:
N... M3
N... S2650; berarti putaran spindel searah jarum jam 2650 rpm.
Penentuan harga putaran spindel adalah berdasarkan kecepatan potong benda kerja. Kecepatan potong benda kerja dipengaruhi oleh material alat potong dan material benda kerja. Berikut diberikan contoh putaran spindel untuk alat potong dari HSS dengan berbagai bahan benda kerja yang sering digunakan.
Gambar 5.10. Tabel Data Alat Potong
Tabel 4.1. Jumlah Putaran Spindel dalam Rpm untuk Alat Potong dari HSS Material Benda
kerja
Alat potong HSS dengan diameter
6 mm 12 mm 25 mm 40 mm 50 mm
Low-Carbon Steel 1600 800 400 267 200
High-Carbon Steel 960 480 240 160 120
Aluminum 4000 2000 1000 667 500
Brass & Bronze 3200 1600 800 533 400 (sumber: http://www.southbaymachine.com/setups/cuttingspeeds.htm ).
g. F ( Gerak Makan)
Gerak makan F adalah kecepatan pergerakan alat potong yang berupa harga absolut. Harga gerak makan ini berhubungan dengan gerakan interpolasi G1, G2, atau G3 dan tetap aktif sampai harga F baru diaktifkan di program CNC. Satuan
Diisi panjang alat potong
211
untuk F ada dua yaitu mm/menit apabila sebelum harga F ditulis G94, dan mm/putaran apabila ditulis G95 sebelum harga F. Satuan mm/putaran hanya dapat berlaku apabila spindel berputar. Harga satuan F secara default yang aktif adalah mm/menit.
Format: N....
N... G94 F300; harga gerak makan 300 mm/menit N... M3 S1000
N... G95 F0.2; gerak makan 0,2 mm/putaran.
Harga gerak makan dipengaruhi oleh banyak faktor antara lain: material benda kerja, material alat potong, kedalaman potong, kehalusan permukaan akhir, bentuk alat potong, dan kondisi pemotongan yang digunakan. Berikut disampaikan tabel gerak makan (F) sebagai harga pendekatan gerak makan untuk alat potong yang terbuat dari HSS pada kedalaman potong 1,25 mm dan 6 mm. Harga gerak makan untuk kedalaman potong yang lain dapat diinterpolasi dari harga pada tabel 4.2.
Tabel 4.2. Gerak Makan (F) untuk Berbagai Kedalaman Potong dan Material Benda Kerja untuk Beberapa Diameter Alat Potong (Endmill)
Material Benda kerja
Kedalaman potong 0,05” (1,25 mm) Kedalaman potong 0,25” (6 mm) Diameter alat potong
3 mm 10 mm 12,5 mm 10 mm 18 mm
Plain Carbon Steels 0,0012-0,025 0,050-0,075 0,075-0,1 0,025-0,050 0,050-0,1 High Carbon Steel 0,003-0,025 0,025-0,075 0,050-0,1 0,003-0,025 0,025-0,1 Tool Steel 0,0012-0,025 0,025-0,075 0,050-0,1 0,025-0,050 0,075-0,1
Cast Aluminum Alloy 0,050 0,075 0,125 0,075 0,2
Cast Aluminum -Hard 0,025 0,075 0,125 0,075 0,150
Brasses & Bronzes 0,0012-0,025 0,075-0,1 0,1-0,150 0,050-0,075 0,1-0,150
Plastics 0,050 0,1 0,125 0,075 0,2
Catatan: harga gerak makan adalah mm/gigi, sehingga harga gerak makan untuk alat potong harus dikalikan jumlahgigi. Harga F = harga F tabel x jumlah sisi potong x S
h. G0 (Gerak Cepat atau Gerak Memposisikan Alat Potong)
G0 berfungsi untuk menempatkan (memposisikan) alat potong secara cepat dan tidak menyayat benda kerja. Semua sumbu bisa bergerak secara bersama
212
(simultan), sehingga menghasilkan jalur lurus (lihat gambar 5.11). Perintah G0 akan selalu aktif sebelum dibatalkan oleh perintah dari kelompok yang sama, yaitu G1, G2, atau G3.
Format:
N... G0 X… Y… Z… Keterangan :
X,Y,Z: posisi titik koordinat yang dituju.
Gambar 5.11. Gerak Cepat dengan Menggunakan Perintah G0
i. G1 (Gerak Interpolasi Lurus dengan Gerak Makan F)
Fungsi dari perintah G1 adalah menggerakkan alat potong dari titik awal menuju titik akhir dengan gerakan lurus. Kecepatan gerak makan ditentukan dengan F. Semua sumbu dapat bergerak bersama untuk menuju titik yang diprogramkan (lihat gambar 5.12). Perintah G1 tetap aktif sebelum dibatalkan oleh perintah dari kelompok yang sama (G0, G2, atau G3).
213 Format:
N… G1 X… Y… Z… F… atau N… G1 U… V… F… Keterangan :
X,Y,Z: posisi titik koordinat yang dituju F: gerak makan
Contoh penggunaan G0 dan G1 : N... G0 X20. Y40. Z2.;
N... G1 Z-10. F20. ; berarti alat potong bergerak lurus menuju Z-10 N... G1 X40. Y48. Z-12. ; berarti alat potong menuju (40,48,-12) N...
Contoh 1.
Dibuat program CNC untuk gambar benda kerja sebagai berikut. Alat potong yang digunakan adalah Endmill diameter 16 mm. Putaran spindel searah jarum jam 2000 rpm. Pendingin menggunakan cairan pendingin (M8).
Gambar 5.13. Gambar Kerja untuk Contoh 1 Program CNC dan penjelasannya
Program CNC Penjelasan O0001
N10 G54;
Nama program
214 N20 M6 T1; N30 M3 S2000 F80 M8; N40 G43 H1; N50 G0 X-20. Y-20. Z5.; N60 G1 Z-2. N70 G42 D1 N80 G1 X6. Y6.; N90 X54.; N100 Y54.; N110 X6.; N120 Y-14.; N130 G0 X-20. Y-20. ; N140 G40; N150 Z15.; N160 M5 M9; N170 M30;
Alat potong yang digunakan T1
Putaran spindel, gerak makan, dan pendingin Kompensasi panjang alat potong 1
Gerak cepat menuju (-20,-20,5) Alat potong turun ke Z = -2
Kompensasi radius alat potong kanan aktif Gerak interpolasi lurus menuju (6,6) Gerak interpolasi lurus menuju (54,6) Gerak interpolasi lurus menuju (54,54) Gerak interpolasi lurus menuju (6,54) Gerak interpolasi lurus menuju (6,-14) Gerak cepat menuju (-20,-20)
Kompensasi radius alat potong dibatalkan Gerak cepat naik ke Z=15
Spindel OFF dan Pendingin OFF Program Selesai
Program CNC tersebut di atas menggunakan satu alat potong. Pemanggilan alat potong menggunakan kode M6 T1, yaitu ganti alat potong T1. Gerakan alat potong pada satu titik koordinat memperhitungkan radius alat potong yang digunakan, sehingga menggunakan kode kompensasi alat potong (G42 dan G40). Kompensasi panjang alat potong menggunakan kode G43 H1. Pembahasan mengenai kompensasi radius dan panjang alat potong akan dibahas pada subbab selanjutnya.
Contoh 2.
Dibuat program CNC untuk gambar benda kerja sebagai berikut. Alat potong yang digunakan adalah Endmill diameter 16 mm. Kedalaman kontur tepi 2 mm. Putaran spindel searah jarum jam 2000 rpm. Pendingin menggunakan cairan pendingin (M8). Langkah pemesinan diawali dengan pengefraisan permukaan (facing), kemudian membuat kontur tepi sesuai dengan gambar kerja.
215
Gambar 5.14. Gambar Kerja untuk Contoh 2
Gambar proses penyayatan dan hasil benda kerja adalah seperti gambar di bawah. a. Jalur alat potong facing dan alur tepi
Gambar 5.15. Jalur Alat Potong untuk Proses Facing dan Pembuatan Kontur Jalur
facing
216
b. Gambaran benda kerja yang telah selesai dibuat
Gambar 5.16. Gambar Hasil Simulasi untuk Contoh 2 Program CNC % O0012; (PROGRAM NAME - CNTH2C) (DATE=DD-MM-YY - 06-09-14 TIME=HH:MM - 10:01) N10G54; N20M3 S2000 M8 F60;
( 16. FLAT ENDMILL TOOL - 1 DIA. OFF. - 1 LEN. - 1 DIA. - 16.) N30T1M6; N40G0X-20. Y-20.; N50G43H1Z5.; N60Z2.; N70G1Z0.F40.; N80X89.6F60.; N90G3Y8.001R6.4; N100G1X-9.6; N110G2Y20.801R6.4; N120G1X89.6; N130G3Y33.6R6.4;
217 N140G1X-9.6 N150G2Y46.4R6.4 N160G1X89.6 N170G3Y59.199R6.4 N180G1X-9.6 N190G2Y71.999R6.4 N200G1X89.6 N210G3Y84.798R6.4 N220G1X-17.6 N230G0Z5. N240X25.5Y-27. N250Z2. N260G1Z-2.F40. N270G42D1Y-11.F60. N280G2X41.5Y5.R16. N290G1X72. N300X75.Y11. N310Y75. N320X11. N330X5.Y71. N340Y7. N350X11.Y5. N360X41.5 N370G2X57.5Y-11.R16. N380G1G40Y-27. N390G0Z5. N400M5 N410M9 N420G0.Z20. N430M30; Contoh 3.
218
Dibuat program CNC untuk gambar benda kerja bentuk segi enam beraturan sebagai berikut. Alat potong yang digunakan adalah Endmill diameter 16 mm (T1) dan 12 mm (T2). Kedalaman kontur tepi 3 mm. Putaran spindel searah jarum jam 2500 rpm. Pendingin menggunakan cairan pendingin (M8). Langkah pemesinan membuat kontur tepi sesuai dengan gambar kerja.
219 Program CNC O0013 (PROGRAM NAME - CNTH3C) N10G54; N20M3S2000M3M8F60;
( 16. ENDMILL TOOL - 1 DIA. OFF. - 1 LEN. - 1 DIA. - 16.) N30T1M6; N40G0X-29.311Y-14.232; N50G43H1Z5.; N60Z2. N70G1Z-3.F40; N80G42D1X-15.454Y22.232F60; N90G2X6.402Y16.376R16.; N100G1X14.268Y2.751; N110X45.732; N120X61.464Y30.; N130X45.732Y57.249; N140X14.268; N150X-1.464Y30.; N160X6.402Y16.376; N170G2X.546Y-5.481R16.; N180G1G40X-13.311Y-13.481; N190G0Z5.; N200M5; N210M9; N220GZ20.;
( 12. FLAT ENDMILL TOOL - 2 DIA. OFF. - 2 LEN. - 2 DIA. - 12.) N240T2M6;
N250G0G90X-17.Y-16. S2500M3; N260G43H2Z5.M8;
220 N280G1Z-3.F40.; N290G42D2X-7.392Y22.268F80.; N300G2X9.Y17.876R12.; N310G1X16.Y5.751; N320X44.; N330X58.Y30.; N340X44.Y54.249; N350X16.; N360X2.Y30.; N370X9.Y17.876; N380G2X4.608Y1.483R12.; N390G1G40X-5.785Y-4.517; N400G0Z5.; N410M5; N420M9 N430G0.Z20.; N440M30;
j. G2 dan G3 (Gerak Interpolasi Melingkar Searah Jarum Jam dan Berlawanan Arah Jarum Jam)
Perintah G2 atau G3 berfungsi untuk menggerakkan alat potong dari titik awal ke titik akhir mengikuti gerakan melingkar. Arah gerakan alat potong terdiri dari dua arah, yaitu G2 untuk gerakan searah jarum jam, dan G3 untuk berlawanan arah jarum jam (lihat gambar 5.18). Gerak makan alat potong menurut F yang diprogram pada baris sebelumnya. Alat potong akan bergerak melingkar apabila diberitahu posisi pusat lingkaran terhadap titik awal bergerak. Posisi titik pusat didefinisikan sebagai koordinat inkremental (I,J) dari titik awal ke titik pusat lingkaran (gambar 5.19). Selain itu, gerakan alat potong melingkar dapat juga diberi data mengenai radiusnya dengan simbul R. Harga R adalah radius lingkaran yang ditulis tanpa tanda atau selalu positif.
221 Format: N… G2 X… Y… I… J… F… N… G3 X… Y… I… J… F… Atau N… G2 X… Y… R… N… G3 X… Y… R… Keterangan :
X,Y: koordinat yang dituju (U,V apabila inkremental) I: jarak antara harga X awal dengan pusat lingkaran J: jarak antara harga Y awal dengan pusat lingkaran F: gerak makan.
Contoh penggunaan : N...
N... G2 X... Y... I5 J-1; bergerak melingkar ke (X,Y) dengan posisi titik pusat lingkaran di (5,-1) dari titik awal gerak alat potong
N... G2 X... Y...R10; bergerak melingkar ke (X,Y) dengan radius 10 N...
222
Gambar 5.19. Harga Parameter I dan J untuk Interpolasi Melingkar
k. G41, G42, G43,G40 (Kompensasi Radius Alat Potong Kiri/Kanan dan Kompensasi Panjang Alat Potong)
Kompensasi radius alat potong akan aktif apabila ditulis G41/G42. G41 adalah kompensasi radius kiri, sedangkan G42 adalah kompensasi radius kanan. G40 adalah membatalkan kompensasi radius atau tanpa kompensasi. Kompensasi radius kanan adalah apabila alat potong bergeser ke bagian kanan garis kontur yang dituju sejauh radius alat potong (lihat gambar 5.20). Untuk mengidentifikasi arah kompensasi, maka pandangan kita searah dengan arah gerakan alat potong. Kompensasi radius kiri adalah apabila alat potong bergeser ke bagian kiri garis kontur yang dituju sejauh radius alat potong.
Format :
N.. M6 T1
N... G0 X... Y... Z...
N... G42 ; berarti kompensasi radius alat potong kanan diaktifkan N... G1 X... Y...
N..N... G40 ; berarti kompensasi dibatalkan.
Kompensasi panjang alat potong menggunakan kode G43. Kode ini harus ditulis sesudah mengganti alat potong karena pada kenyataannya alat potong yang digunakan panjangnya berbeda-beda.
223
Gambar 5.20. Kompensasi Radius Alat Potong Kanan (G42)
Gambar 5.21. Panjang Alat Potong yang Berbeda-Beda Format: N…. G54 N…. M6 T3 N…. G43 H3 N…. G0 X… Y… Z… Keterangan : Alat potong
Jalur sumbu alat potong bergeser pada jarak yang sama ke kontur
224
H adalah panjang alat potong (lihat gambar 5.21).
l. Kode M
Kode M ini adalah kode untuk fungsi tambahan. Arti beberapa kode M tersebut sama dengan yang digunakan pada mesin bubut CNC. Kode M sebagian besar berfungsi sebagai ON atau OFF. Kode M yang digunakan adalah sebagai berikut.
M2 = program berakhir
M3 = spindel ON dengan putaran searah jarum jam
M4 = spindel ON dengan putaran berlawanan arah jarum jam M5 = spindel OFF
M6 = ganti alat potong
M7 = pendingin ON (udara bertekanan) M8 = pendingin ON (cairan pendingin) M9 = pendingin OFF.
M30 = program berakhir.
Contoh 4.
Dibuat program CNC untuk benda kerja seperti pada gambar di bawah. Kedalaman kontur tepi 2 mm. Material benda kerja Alluminum dan material
endmill adalah HSS. Diameter alat potong yang digunakan T1 memiliki diameter 16 mm (proses roughing), dan T2 memiliki diameter 12 mm (proses finishing).
225
Gambar 5.22. Gambar Kerja untuk Latihan Interpolasi Melingkar Program CNC O0011; N10 G54; N20 M6 T1; N30 M3 S2000 F80 M8; N40 G43 H1; N50 G0 X-20. Y-20. Z5.; N60 G1 Z-2. N70 G42 D1 N80 G1 X8. Y8.; N90 X52.; N100 Y52.; N110 X8.; N120 Y-16.; N130 G0 X-20. Y-20. ; N140 G40; N150 Z15.; N160 M5; N170 M6 T2; N180 M3 S2500 F120; N190 G43 H2; N200 G0 X-15. Y-15. Z5.; N210 Z-2.; N220 G41 D2; N220 G1 X10. Y16. ; N230 Y34.; N240 G2 X16. Y40. I6. J0.; N250 G1 X34.; N260 G2 X40. Y34. I0. J-6.; N270 G1 Y16.;
226 N280 G2 X34. Y10. I-6. J0.; N290 G1 X16.; N300 G2 X10. Y16. I0. J6.; N310 G1 Y20.; N320 X-20.; N330 G0 X-22. Y-22. G40; N340 Z20.; N350 M5 M9; N360 M30;
C.Kode Pemrograman Siklus Pembuatan Lubang
Siklus pembuatan lubang ada beberapa macam tergantung kondisi bahan benda kerja, kedalaman lubang, dan jenis lubang yang dibuat. Bahan benda kerja yang lunak, keras, atau liat menentukan proses pembuatan lubang yang berbeda. Misalnya apabila benda kerja lunak maka gerakan mata bor menerus tanpa berhenti atau gerak kembali dapat diaplikasikan. Kedalaman lubang juga harus mendapat perhatian, terutama dengan tujuan pemutusan tatal dan memperpanjang umur mata bor. Jenis lubang yang akan dibuat juga menentukan kode siklus yang dipilih, misalnya: lubang baru dengan diameter kecil (senter bor, drilling), lubang tembus, memperbesar lubang (boring atau counter boring), pengetapan (ulir kanan atau ulir kiri). Daftar siklus pembuatan lubang, gerakan dan penerapannya dapat dilihat pada tabel 4.3.
1. Kode Pemrograman dan Langkah Pembuatan Lubang
Pembuatan lubang terdiri dari dua macam, yaitu pembuatan lubang baru (drilling), dan memperbesar lubang (boring). Pembuatan lubang baru menggunakan mata bor (twist drill). Pembuatan lubang yang relatif besar diameternya (misalnya diameter 16 mm) hendaknya dimulai dengan pembuatan lubang awal dengan menggunakan bor senter, kemudian dilanjutkan dengan mata bor dengan diameter keciL, misalnya 6 mm, 12 mm, dan terakhir 16 mm. Proses memperbesar lubang menggunakan batang bor (boring bar) ialah proses memperbesar diameter lubang yang telah ada, misalnya sudah ada lubang awal
227
diameter 20 mm atau memang sudah ada lubang untuk benda kerja hasil pengecoran.
Tabel 4.3. Daftar kode G Siklus untuk Proses Pembuatan Lubang
Kode G Drilling
(arah –Z) Gerakan ketika di dasar lubang kembali (arah Gerak +Z)
Penerapan
G73 Gerak makan
tidak kontinyu - Gerak cepat Siklus pembuatan drilling lubang dangkal
G74 Gerak makan Berhenti sesaat
Spindel berputar searah jarum jam (CW)
Gerak makan Siklus
pengetapan ulir kiri
G76 Gerak makan Gerak cepat Siklus boring
halus
G80 Pembatalan
siklus
G81 Gerak makan Gerak cepat Siklus drilling,
spot drilling
G82 Gerak makan Berhenti sesaat Gerak cepat Siklus drilling,
siklus counter boring
G83 Gerak makan
tidak kontinyu - Gerak cepat Siklus drilling peck
G84 Gerak makan Berhenti sesaat
Spindel berputar berlawanan arah jarum jam (CCW)
Gerak makan Siklus
pengetapan ulir kanan
G85 Gerak makan Gerak makan Siklus boring
G86 Gerak makan Spindel berhenti Gerak cepat Siklus boring
G87 Gerak makan Spindel berputar searah
jarum jam (CW) Gerak cepat Siklus boringback
G88 Gerak makan Berhenti sesaat, spindel
berhenti manual Siklus boring
G89 Gerak makan berhenti sesaat Gerak makan Siklus boring
Siklus untuk proses pengeboran (drilling) berisi enam urutan operasi (gambar 5.23), yaitu:
Operasi 1:Pemosisian pada koordinat X, Y;
Operasi 2:Gerak cepat menuju garis level pada titik R; Operasi 3:Pembuatan lubang;
Operasi 4: Operasi di dasar lubang; Operasi 5:Gerak kembali ke level R;
228
Pembuat program CNC harus menentukan posisi lubang (X,Y,Z), ketinggian awal, dan ketinggian bidang kembalinya alat potong.
Gambar 5.23. Urutan Operasi Pembuatan Lubang dengan Mata Bor
2. Ketentuan Bidang Awal dan Bidang Kembali untuk Proses Membuat Lubang
Proses awal membuat lubang dengan mata bor biasanya diawali dengan memposisikan mata bor pada posisi bebas pada ketinggian tertentu. Setelah mata bor masuk mencapai kedalaman lubang maka kemudian kembali ke posisi bebas tersebut. Ketinggian jarak bebas tersebut dinamakan ketinggian R. Ada dua kode posisi kembalinya mata bor tersebut, yaitu G98 dan G99. Misalnya posisi awal mata bor di Z=10, apabila setelah melakuan proses membuat lubang kemudian mata bor kembali ke Z=10 berarti mata bor kembali ke posisi awal yang dinamakan G98. Ketika lubang yang dibuat lebih dari satu atau jamak, apabila setelah mata bor sampai dasar lubang kemudian kembali ke titik awal akan memerlukan waktu relatif lebih lama dari pada titik kembalinya didefinisikan di Z= 2. Pendefinisian kembalinya lubang ke ketinggian tertentu tersebut dinamakan G99. Ketinggian kembali tersebut ditetapkan dengan parameter R.
229
Gambar 5.24. Bidang Awal dan Bidang Kembali R
3. G73 (Siklus Gurdi dengan Pemotongan Beram)
Kode program ini menjalankan proses gurdi (drilling) lubang dalam. Mata bor melakukan gerakan secara bertahap ke arah dasar lubang untuk membuang beram dari dalam lubang. Aplikasi siklus ini adalah untuk proses pembuatan lubang dalam bagi material yang memiliki ketermesinan jelek atau sulit dimesin. Format :
G73 X... Y... Z... R... Q...F...K...; Keterangan:
X,Y: lokasi lubang;
Z: kedalaman lubang dari posisi R;
R: jarak dari posisi awal ke ketinggian R (mm);
Q: kedalaman potong untuk setiap tahap masuknya mata bor (mm); F: gerak makan;
230
Gambar 5.25. Langkah siklus pembuatan lubang G73 Contoh 5.
Membuat 3 buah lubang dengan diameter 6 mm, kedalaman 10 mm pada posisi X25. Y 25. Lubang kedua dan ketiga pada posisi X50 dan X75. Titik awal lubang pada Z=10 mm. Titik R berada 6 mm dibawah titik awal.
M3 S2000 G0 X25. Y25. Z5. G90 G99 G73 X25. Y25. Z-14. R-6. Q1500. F40 K2; X50.; G98 X75.; G80; Contoh penggunaan :
Dibuat lubang bor sesuai dengan gambar 5.26. Mata bor yang digunakan diameter 6 mm, dengan kedalaman lubang masing-masing 6 mm.
231
NB: lubang Φ6 dalam 6 mm Gambar 5.26. Gambar Kerja untuk Contoh Siklus G73
Program CNC G54; G90; M6 T3; M3 S1700 F0.1 M8; G0X25.Y25. Z10. G99 G73 X25. Y25. Z-6. R-6. Q1500. F40 K6; X75. Y25.; X75. Y50.; X25. Y50.; X25.Y75.; G98 X75. Y75.; G80; G0 X0.Y0.Z20.; M5M9; M30;
4. G74 (Siklus Pengetapan Ulir Kiri)
Kode G 74 merupakan perintah untuk melakukan proses pembuatan ulir kiri dengan menggunakan tap. Perlu dicatat bahwa untuk membuat ulir dengan tap harus terlebih dahulu disiapkan lubang dengan diameter yang tepat. Lubang
232
tersebut dapat dibuat dengan siklus pembuatan lubang yang lain. Sebelum siklus G74 harap dipastikan putaran spindel berlawanan arah jarum jam (M5).
Format :
G74 X… Y…. Z… R…. P…. Q….. F…. K…..; Keterangan :
X,Y: posisi lubang pada bidang X,Y
Z: jarak antara titik pengembalian ke dasar lubang ulir P: berhenti sesaat (P1000 = 1 detik)
Q: kedalaman pengetapan setiap tahap (µm) F: gerak makan atau kisar ulir
K: jumlah pengulangan (apabila diperlukan).
Gambar 5.26. Langkah Proses Pengetapan Ulir Kiri
5. G81 (Siklus Gurdi/ Pembuatan Lubang Baru dengan Mata Bor)
Siklus ini digunakan untuk proses gurdi normal. Gerakan mata bor sesuai gerak makan ke arah dasar lubang, kemudian kembali ke posisi awal. Aplikasi siklus ini adalah untuk lubang dangkal bagi material yang mudah dimesin. G81 biasanya digunakan untuk pembuatan lubang awal dengan menggunakan bor senter.
Format :
233
Gambar 5.27. Langkah pembuatan lubang dengan siklus G81 Contoh 6.
Dibuat lubang dengan mata bor menggunakan G81. Lubang berjumlah 5 buah pada posisi (X,Y) : (25,25); (75,25); (50,50); (75,75); (25,75). Kedalaman lubang 6 mm. Mata bor yang digunakan diameter 5 dengan putaran spindel 2000 rpm.
Program CNC
G54; M6T1; G43H1; G90M3S2000M8F40; G0X0.Y0.Z8.;234 G99G81X25.Y25.Z-6.R3.P5000K5.; X75.Y25.; X50.Y50.; X25.Y75.; X75.Y75.; G80; G0X-10.Y-10.Z25.; M5M9; M30; %.
6. G82 (Pembuatan Lubang dengan Mata Bor (drilling) untuk Lubang Dangkal (Spot Facing))
Pada siklus G82 ini mata bor dengan jumlah putaran dan gerak makan yang terprogram masuk ke benda kerja sampai dengan kedalaman akhir tertentu. Apabila kedalaman akhir telah dicapai maka gerakan turun mata bor akan berhenti sebentar (dwell) sesuai dengan harga yang telah diprogramkan di parameter P. Setelah itu mata bor akan kembali dengan cepat ke bidang pengembalian.
235
Syarat penggunaan siklus G82 ini adalah putaran spindel dan arah putarannya demikian juga harga gerak makan sudah diprogram di baris program sebelumnya. Posisi koordinat pengeboran dilakukan pada siklus ini. Alat potong yang dibutuhkan dengan harga kompensasi panjang alat potong sudah diisikan datanya sebelum siklus ini dipanggil.
Format:
G82 X... Y... Z... R... P... F.. K... ; Keterangan:
X, Y: data posisi lubang
Z: jarak antara titk R dengan dasar lubang
R: Jarak antara ketinggian awal ke ketinggian titik R P: waktu berhenti sementara di dasar lubang
F: gerak makan
K: jumlah pengulangan (apabila diperlukan).
7. G83 (Siklus Pembuatan Lubang Dalam)
Fungsi dari siklus ini adalah membuat lubang dalam dengan suatu siklus yang berulang, tahap demi tahap mata bor masuk ke benda kerja yang jumlah gerakan masuknya bisa diprogram pada parameternya. Mata bor bisa kembali ke bidang referensi untuk membuang beram sesudah masuk ke benda kerja atau kembali 1 mm pada setiap masuk untuk mematahkan beram (lihat gambar 5.29).
Format:
G83 X... Y... Z... R... Q...F... K... ; Keterangan:
Q: kedalaman untuk tiap tahap pembuatan lubang Format/ contoh:
N… G0 X… Y… Z15.;
N… G83 Z-... R…Q… F0.3 K2 ;pemanggilan siklus N… G0 X… Y… Z….
236
Gambar 5.29. Langkah Proses Pembuatan Lubang dengan Siklus G83
8. G84 (Siklus Pengetapan Ulir Kanan)
Siklus ini identik dengan G74, tetapi yang dibuat adalah ulir kanan. Format:
G84 X… Y…. Z…. R…. P….F….K….
237 Contoh 7.
Dibuat program untuk membuat ulir dalam dengan G84. Sebelum ditap terlebih dahulu dibuat lubang yang sesuai dengan diameter dan posisi bagian yang ditap dengan G81 atau G82 atau G73.
Gambar 5.31. Hasil Simulasi untuk Siklus G84 Program CNC G54; M6T2; G43H1; G90M3S2000M8F40; G0X0.Y0.Z8.; G99G84X25.Y25.Z-15.R6.F1500K5; X75.Y25.; X50.Y50.; X25.Y75.; X75.Y75.; G80; G0Z25.; M5M9; M30; %.
238
9. G86 (Siklus Pengeboran)
Siklus pengeboran dimaksudkan sebagai proses memperbesar lubang yang ada menggunakan alat potong batang bor (lihat gambar 5.32).
Format :
N… G86 X…Y…Z…R…F…K…;
Gambar 5.32. Langkah Siklus Pengeboran G86
10.G87 (Siklus Pengeboran dengan Pergeseran)
Kode siklus G87 dimaksudkan untuk pengeboran dengan pergeseran alat potong arah X, yang ditetapkan dengan parameter Q.
Format :
G87 X…Y…R…Q…P…F…K…;
239
11.G88 (Siklus pembuatan lubang/ boring cycle)
Siklus G88 adalah proses pembuatan lubang dengan menggunakan batang bor.
Format :
G88 X… Y… Z… R… P… F… K…;
Gambar 5.34. Lanngkah Siklus G88
12.G89 (siklus pengeboran)
Siklus G89 adalah proses pembuatan lubang dengan menggunakan batang bor seperti siklus G88.
Format :
G89 X…Y…Z…R…P…F…K…;
Gambar 5.35. Langkah Siklus G89
Penerapan semua siklus pengeboran adalah identik, sehingga kode G proses boring tersebut sebenarnya dapat saling dipertukarkan dengan penyesuaian parameter yang harus ditetapkan oleh pembuat program.
240
D. Soal Latihan
Petunjuk :
Pilihlah jawaban soal di bawah dengan cara memilih jawaban yang paling tepat pada pilihan jawaban A,B,C,D,E
Prinsip kerja mesin milling CNC pada sumbu X, Y, dan Z dengan kaídah…. A. tangan kiri 3 jari menghadap ke atas
B. tangan kiri 3 jari menghadap ke bawah C. tangan kanan 3 jari menghadap ke atas D. tangan kanan 3 jari menghadap ke bawah E. tangan kanan, ibu jari menghadap ke atas
2. Apabila akan terjadi tabrakan akibat kesalahan program pada mesin CNC, maka tindakan darurat/cara menyelamatkannya dengan menekan tombol.... A. saklar utama (main Switch)
B. saklar operasi mesin (operating Switch)
C. saklar kecepatan putar D. saklar layanan posisi mesin E. emergensi
3. Pada gambar di samping, penempatkan referensi terhadap benda kerja
(zeropoint) dari mesin milling CNC tersebut
adalah....
A. bottom side-left, front workpart corner
B. bottom side-left, back workpart corner
C. top side-left, front workpart corner
D. top side-left, back workpart corner
E. top side-workpart, corner center point
4. Gerak melingkar searah jarum jam pada program CNC ditandai dengan kode ....
241
B. G01 C. G02 D. G03 E. G04
5. Pembuatan kantong lingkaran dengan diameter 21 mm dan kedalaman 10 mm pada mesin frais CNC yang paling efisien dan efektif sebaiknya
menggunakan alat potong:
A. Endmill ø 6 mm, dua sisi potong B. Endmill ø 10 mm, dua sisi potong C. Endmill ø 12 mm, empat sisi potong D. Endmill ø 12 mm, dua sisi potong E. Endmill ø 20 mm, empat sisi potong
6. Fungsi dari kompensasi alat potong G41 di mesin frais CNC adalah: A. memerintahkan alat potong untuk bergeser ke kiri garis sejauh
diameter alat potong
B. memerintahkan alat potong untuk bergeser ke kanan garis sejauh diameter alat potong
C. memerintahkan alat potong untuk bergeser ke kiri garis sejauh radius alat potong
D. memerintahkan alat potong untuk bergeser ke kiri garis sejauh radius alat potong
E. memerintahkan alat potong untuk bergeser ke kiri garis sejauh panjang alat potong
7. Fungsi dari kompensasi alat potong G42 di mesin frais CNC adalah: A. memerintahkan alat potong untuk bergeser ke kanan garis sejauh
diameter alat potong
B. memerintahkan alat potong untuk bergeser ke kiri garis sejauh diameter alat potong
242
C. memerintahkan alat potong untuk bergeser ke kiri garis sejauh radius alat potong
D. memerintahkan alat potong untuk bergeser ke kiri garis sejauh radius alat potong
E. memerintahkan alat potong untuk bergeser ke kiri garis sejauh panjang alat potong
8. Pemasangan endmill dengan diameter 12 mm di spindel mesin CNC memerlukan pencekam alat potong yang terdiri dari ….
A. cekam bor, kunci L, kunci pas dan kunci bor
B. cekam rahang tiga, kunci L, kunci ring dan kunci cekam C. kolet, arbor, pull stud, dan kunci arbor
D. boring bar, kunci L, kunci T dan arbor
243
Daftar Pustaka
Cincinnati.(2001). Fanuc ISO Programming. GE Fanuc: Korea.
Daewoo. (1998). CNC Program Manual. Daewoo Heavy Industries and Machinery LTD : Korea.
Dogra.M, Sharmab. V. S., Durejac. J.(2011). Effect of tool geometry variation on finish turning – A Review. Journal of Engineering Science and
Technology Review . Vol 4 (1).pp 1-13.
EMCO. (2003). EMCO WinNC GE Series Fanuc 21 MB. EMCO MAIER Gesellschaft m. b. H.Department for technical documentation A-5400: Hallein, Austria.
Fanuc. (2006). FANUC Series- Model C_ FANUC Series O1 Mate-Model C- Maintenance Manual- B-64115EN/02. Yamanashi Japan.
Fanuc. (2008). FANUC Series- oi Model D/ Fanuc Series o1 Mate-Model D- Start Up Manual. Yamanashi Japan.
Fanuc. (2008). FANUC Series- Model Oi-Model/ Oi Mate-Model D-Parameter Manual.Yamanashi Japan.
Fanuc. (2008). FANUC Series- Model Oi-Model/ Oi Mate-Model D-For For Lathe System User’s Manual.Yamanashi Japan.
Fanuc. (2004). Fanuc Series oi-MC Operators Manual.Yamanashi Japan. Kyocera.(2012). Kyocera Cutting Tools Turning Catalog. Kyocera Cutting Tool
Global Network : Hendersonville USA.
Mastercam. (2008). Mastercam X3 Getting Started Guide. CNC Software Inc: Tolland USA
Mastercam. (2008). Mastercam X3 Installation Guide. CNC Software Inc: Tolland USA
Mastercam. (2008). Whats New in Mastercam X3. CNC Software Inc: Tolland USA
Mastercam. (2008). Mastercam X3 Transition Guide. CNC Software Inc: Tolland USA.
MTS. (2005). CNC Exercises for The Fanuc Programming Key. MTS Mathematisch Technische Software-Entwicklung GmbH Kaiserin-Augusta-Allee 101 D-10553: Berlin.
244
Nanjing Swansoft. (2006). Swan NC Simulation Software Fanuc System Instraction of Operation and Programming. Nanjing Swan Software Technology Co.,Ltd. : Nanjing.
Siemens. (2014). Splash-Proof Camera Housing. CNC4you The Shopfloor Magazine,Volume 2, September 2014.
Siemens. (2003). Operation and Programming 08/2003 Edition Sinumerik 802S base line, Sinumerik 802C base line Milling. Federal Republic of
Germany: Siemens AG .
Siemens. (2003). Operation and Programming 08/2003 Edition Sinumerik 802S base line, Sinumerik 802C base line Milling. Federal Republic of
Germany: Siemens AG .
Siemens. (2009). Sinutrain. Diambil pada tanggal 1 Desember 2009, dari (www.cncdesign.com.au/product/training_sinutrain.html).
Swansoft. (2007). Swan NC Simulation Software. Nanjing: Swan Software Technology Co.Ltd.