PENDAHULUAN
BAB
1
A. Latar
Belakang
Modul ini disusun berdasarkan system pelatihan yang mengacu pada penguasaan kompetensi yang dirumuskan atas tuntutan kebutuhan lulusan/tamatan diklat. Uraian materi ditujukan untuk penyampaian dan pengajaran kompetensii (pengetahuan, keterampilan dan sikap kerja yang dibutuhkan dalam suatu tugas atau pekerjaan ). Penekanan pembelajaran diarahkan pada apa yang dapat dilakukan oleh seseorang setelah mengikuti pendidikan dan pelatihan. Salah satu yang menjadi ciri penting dari system pelatihan dengan pendekatan kompetensi adalah penguasaan kompetensi secara individual atau kelompok dan kemampuan untuk mengaktualisasikan di tempat kerja.
▸ Baca selengkapnya: untuk pembuatan roda gigi pada mesin frais, benda kerja dicekam dengan menggunakan
(2)B. Deskripsi Singkat
Dengan mempelajari bahan ajar ini Anda akan memahami macam-macam mesin frais, bagian-bagian mesin frais, ukuran standar mesin frais, fungsi mesin frais, perlengkapan mesin frais, macam-macam pisau frais, penggunaan pisau frais, pemasang pahat bubut dan benda kerja, parameter-parameter prose mesin frais dan melaksanakan proses pengefraisan
C. Tujuan Pembelajaran
1. Kompetensi Dasar
Modul ini disajikan dengan tujuan memberikan bekal pengetahuan dan keterampilan pemesinan serta keselamatan kerja khususnya dalam mesin frais secara rincinya adalah sebagai berikut:
a. Mengetahui kontruksi mesin frais secara umum b. Membedakan kontruksi mesin frais
c. Menyebutkan fungsi mesin frais secara umum d. Menyebutkan bagian-bagian mesin frais
e. Menjelaskan fungsi dari komponen mesin frais
2. Indikator Keberhasilan
a. Dapat menjelaskan macam-macam mesin bubut b. Menjelaskan macam-macam mesin frais
c. Menjelaskan macam-macam pisau frais
d. Menentukan parameter-parameter proses pengefraisan e. Melaksanakan proses pengefraisan
2. Sub Materi Pokok
a. Pengertian mesin frais b. Macam-macam mesin frais c. Fungsi mesin frais
d. Perlengkapan mesin frais e. Macam-macam pisau frais f. Penggunaan pisau frais
g. Kecepatan potong (Cutting speed) – Cs
h. Kecepatan putaran mesin (Revolotion Per Menit)–Rpm i. Kecepatan pemakanan (Feeding)
j. Waktu pemesinan frais k. Metode pemotongan l. Sistem pembagian
m. Macam-macam teknik proses pengefraisan n. Langkah-langkah pengopersian mesin frais
KEGIATAN
PEMBELAJARAN
BAB
2
A. Materi
Pokok 1
Macam-macam Mesin Frais
1. Indikator Keberhasilan
Setelah mengikuti pembelajaran, peserta mampu menjelaskan:
1) Ukuran standar
2) Bagian-bagian utama dan fungsi 3) Perlengkapan dan fungsi
2. Uraian Materi dan Contoh
A. Pengertian Mesin Frais
Mesin frais adalah salahsatu jenis mesin perkakas yang dapat digunakan untuk mengerjakan suatu bentuk benda kerja dengan mempergunakan pisau frais sebagai alat potongnya.
Dilihat dari cara kerjanya, mesin frais termasuk mesin perkakas yang mempunyai gerak utama berputar. Pisau dipasang pada sumbu/arbor mesin yang didukung dengan alat pendukung arbor.Jika arbor mesin diputar
Gambar 2.1 Mesin frais
B. Macam-macam Mesin Frais
Macam-macam mesin frais dapat dibedakan menjadi beberapa jenis, diantaranya:
1. Mesin frais tegak (vertikal)
Mesin frais tegak adalah suatu mesin frais yang arbornya tegak (vertikal) seperti gambar , sedang mejanya dapat bergerak ke arah
a. memanjang/longitudinal
b. melintang /cross slide dan naik turun
b
a d
e
Bagian-bagian mesin frais tegak:
a. Spindel e. Engkol ke arah memanjang b. Kepala f. Engkol ke arah naik dan turun c. Tuas otomatis g. Alas mesin
d. Kolom h. Handel ke arah melintang
2. Mesin frais mendatar (horizontal)
Mesin frais horisontal, dibedakan lagi menurut fungsinya yaitu: a. Mesin frais sederhana (Plain milling machine)
b. Mesin frais universal (Universal milling machine)
Mesin frais mendatar/horisontal adalah suatu mesin frais yang arbornya mendatar seperti gambar , sedang mejanya dapat bergerak ke arah
a. memanjang/longitudinal
b. melintang /cross slide dan naik turun . a c b e f d
Bagian-bagian mesin frais horizontal diantaranya:
a. Lengan penahan arbor l. Ulir pendukung b. Tuas otomatis meja memanjang m. Alas bodi
c. Meja/bed machine n. Tuas pengunci sadel d. Handel penggerak meja
memanjang
o. Tuas kecepatan arah otomatis meja melintang
e. Tuas pengunci meja mesin p. Dudukan meja/bede machine f. Handel penggerak meja melintang q. Body Machine
g. Tuas pengatur feeding r. Tiang (colom) h. Tuas pengatur feeding s. Spindel mesin i. Engkol untuk ke arah naik/ turun t. Lengan msin
j. Engkol untuk ke arah naik turun u. Lengan penahan arbor k. Lutut v. Tombol ON/OF
3. Mesin frais universal
Mesin frais universal adalah suatu mesin frais dengan kedudukan arbornya mendatar dan gerakan mejanya dapat kearah memanjang/longitudinal, melintang/
cross slide, naik turun dan dapat diputar membuat sudut tertentu terhadap body
mesin. (gambar 2.4) a b c e g f d i j
Bagian-bagian mesin frais universal:
a. Lengan k. Tuas pengunci meja b. Penyokong arbor l. Tabung pendukung c. Tuas otomatis m. Lutut (knee)
d. Nok pembatas n. Tuas pengunci sadel e. Meja mesin o. Alas meja
f. Engkol ke arah memanjang p. Tuas perubah kecepatan motor listrik g. Tuas pengunci S. Tuas penunjuk kecepatan putaran h. Baut penyetel T. Tiang (colom)
i. Engkol ke arah melintang U. Spindel mesin
j. Engkol untuk ke arah naik turun V. Tuas untuk menjalankan spindel
4. Mesin frais khusus
Dan tipe mesin frais lain yang banyak digunakan di industri berdasarkan fungsi
penggunaannya, antara lain:
a. Mesin frais copy (Copy milling machine) b. Mesin frais hobbing
c. Mesin frais tusuk/stick d. Mesin frais gravier e. Mesin frais planer f. Mesin frais CNC
a. Mesin frais copy
Merupakan mesin frais yang digunakan untuk mengerjakan bentukan yang rumit. Maka dibuat master / mal yang dipakai sebagai referensi untuk membuat bentukan yang sama. Mesin ini dilengkapi 2 head mesin yang fungsinya sebagai berikut:
Gambar 2.5 Mesin frais copy
b. Mesin frais hobbing
Merupakan mesin frais yang digunakan untuk membuat roda gigi / gear dan sejenisnya (sprocket dll). Alat potong yang digunakan juga spesifik, yaitu membentuk profil roda gigi (evolvente) dengan ukuran yang presisi
c. Mesin frais tusuk/stick
Mesin frais tusuk/stick biasanya digunakan untuk membuat alur pasak pada lubang yang berpasangan dengan poros, membuat roda gigi dalam dll.
d. Mesin frais gravier
Merupakan mesin yang digunakan untuk membuat gambar atau tulisan dengan ukuran yang dapat diatur sesuai keinginan dengan skala tertentu.
Gambar 2.7Mesin frais gravier
e. Mesin frais planer
Merupakan mesin yang biasa digunakan untuk memotong permukaan ( face
f. Mesin frais CNC
Merupakan mesin yang digunakan untuk mengerjakan benda kerja dengan bentukan-bentukan yang lebih komplek.
Mesin frais CNC merupakan penggangi mesin frais copy dan gravier. Semua control menggunakan sistem electronic yang komplek (rumit). Dibutuhkan operator yang ahli dalam menjalankan mesin ini.Harga mesin CNC ini sangat mahal.
Gambar 2.9 Mesin frais CNC
C. Ukuran Standar Mesin
Ukuran suatu mesin frais ditentukan oleh beberapa faktor diantaranya: a. Panjang langkah/ jarak tempuh meja mesin frais arah memanjang b. Jarak spindel sampai permukaan meja pada kedudukan paling bawah. c. Panjang langkah/ jaraktempuh meja mesin frais arah melintang
D. Bagian- bagian utama mesin frais dan fungsinya
Mesin frais kontruksinya berbeda-beda, tetapi pada prinsipnya mesin ini mempunyai beberapa komponen utama, yaitu:
a. Kolom mesin/badan mesin b. Arm/lengan mesin
1. Kolom/badan mesin
Badan mesin ini adalah berdiri tegak dan kokoh karena ia dipakai sebagai patokan dan merupakan dudukan dan rumah dari roda gigi. Selain dari itu juga akan jadi dudukan dari sumbu utama, bahkan untuk jadi dudukan motor dan puli-pulinya itulah ditempatkan.
Bagian depan yang dikerjakan secara masinal, adalah bebentuk ekor burung tegak yaitu untuk gerak turun naiknya knee yang membawa sadel dan meja. Pada bagian sebelah atas kolom ini dipasang sumbu utama/spindel untuk dudukan dan membawa arbor sebagai pemegang dari pisau frais itu sendiri, sehingga dapat berputar.
Pada bagian atas juga dibuat alur ekor burung mendatar yaitu untuk dudukan lengan, dan arm ini dapat didorong maju ataupun mundur untuk mencapai kedudukan tertentu.
2. Lengan/Arm
Seperti dikatakan di atas bahwa lengan itu letaknya di bagian paling atas dari badan mesin dan bawahnya mempunyai bentuk ekor burung yang pas kepada alur ekor burung pada badan mesin, lengan ini dapat dikunci dan dilepas untuk kebutuhan tertentu. Pada lengan ini dapat dipasang dukungan arbor (suport arbor) yang mempunyai alur ekor burung pas kepada lengan tadi dan ia dapat dikunci pada posisi tertentu, sehingga cocok untuk kebutuhan pekerjaan tertentu.
Pada beberapa jenis mesin, pendukung arbor ini jumlahnya ada yang satu ada yang dua buah untuk lebih kokohnya dukungan terhadap arbor.
3. Meja mesin frais
Meja ini letaknya adalah di atas sadel, bentuknya segiempat panjang dan mempunyai alur-alur T yang berfungsi untuk penempatan baut dan mur T yang berfungsi sebagai pengikat.Untuk jenis mesin tetentu meja ini dapat diatur 0 samapai 45
Gambar 2.10 Meja mesin Frais
4. Sadel (Dudukan Meja)
Sadel ini bentuknya persegi artinya mempunyai ukuran lebar sama dengan ukuran panjangnya, dan sadel ini mempunyai alur ekor burung yang pas kepada lutut , sehingga sadel ini dapat bergerak mundur maju searah dan sejajar dengan gerakan lengan tadi, jadi sadel ini gerakannya tidak bisa kearah kiri atau kearah kanan, artinya hanya dua arah saja yaitu mundur maju dan sadel ini dapat dikunci kepada lutut apabila diperlukan.
Di bagian atas dari sadel ini dibuat alur T melingkar 360 derajat, dengan tujuan untuk membautkan meja kepada sadel agar kokoh, dan alur bentuk melingkar ini yang memungkinkan meja diputar beberapa derajat menurut kebutuhan tertentu. Dan penunjukan besarnya derajat terdapat pada permukaan sadel itu sendiri.Di atas permukaan sadel itu juga dipasang handel pembalik arah gerakan otomatis dari meja.
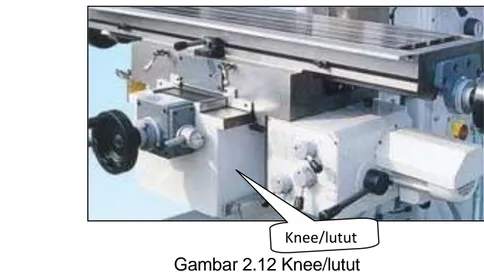
5. Lutut/Knee
Lutut ini adalah mempunyai dua alur ekor burung yang saling tegak lurus, yaitu satu alur dipaskan kepada kolom dan satunya lagi dipaskan kepada sadel itu tadi.
Lutut ini berbentuk rongga, dan dalam rongga itulah dipasang roda-roda gigi untuk gerakan otomatis, mundur maju, naik turun dan kiri kanan. Gerakan dari lutut ini hanya dua arah yaitu turun dan naik saja, lutut ini juga dapat dikuncikan kepada kolom, agar kukuh pada waktu pengefraisan.
Gambar 2.12 Knee/lutut
6. Alas mesin
Alas mesin ini letaknya sama dengan namanya yaitu alas, artinya bagian paling bawah dari mesin, alas ini berfungsi untuk menumpu seluruh beban yang ada pada mesin, seperti berat mesin ditambah berat bahan yang dikerjakan dan berat perlengkapan yang dipakai serta berat dari alas itu sendiri.
Pada alas mesin ini dibuat rongga sebagai bak penampung, yaitu untuk menampung cairan pendingin. Pompa air untuk mengalirkan cairan pendingin kepada cutter dan benda kerja, juga dipasang pada alas ini untuk membuat sirkulasi air pendingin itu tadi.
E. Fungsi Mesin Frais
Dengan berbagai kemungkinan gerakan meja mesin frais, dapat digunakan untuk membentuk bidang-bidang pada benda kerja diantaranya:
a. Bidang rata datar
b. Bidang rata miring menyudut c. Bidang siku
d. Bidang sejajar
e. Alur lurus atau melingkar
f. Segi banyak beraturan atau tidak
Selain benda kerja tersebut diatas, ada beberapa bentuk lain dari benda-benda yang lebih banyak dipakai, bentuk benda ini bergantung kepada bentuk pisaunya dan gerakan-gerakan yang diberikan kepada benda tersebut dan juga peralatan yang dipergunakan untuk mengerjakan pekerjaan tersebut, di antaranya yaitu:
a. Roda gigi lurus b. Roda gigi helik c. Roda gigi payung d. Roda gigi cacing e. Nok/eksentrik
f. Ulir scolor (ulir pada bidang datar)
g. Ulir cacing yang mempunyai kisar besar dan tidak mampu dikerjakan di mesin bubut.
F. Perlengkapan Mesin Frais
Untuk menunjang berbagai macam jenis pekerjaan pada mesin frais, mesin ini dilengkapi beberapa perlengkapan diantaranya:
1. Arbor
Arbor digunakan sebagai dudukan alat potong/pisau (mantel, side and face,
Gambar 2.14. Arbor
2. Stub Arbor
Stub arbor digunakan sebagai dudukan alat potong/pisau (Face mill, Shell endmill dll), yang dipasang pada spindel utama atau tegak. Jadi posisinya dapat
dipasang dalam posisi mendatar (horisontal) atau tegak vertikal. Gambar 2.15.
Gambar 2.15 Stub arbor
3. Collet Chuck
Collet chuck digunakan sebagai pengikat alat potong/pisau (End mill, Slot drill dll), yang dipasang pada spindel utama atau tegak. Jadi posisinya dapat dipasang dalam posisi mendatar (horisontal) atau tegak vertikal. Gambar 2.16.
4. Ragum/Catok (Vice)
Ragum digunakan untuk mengikat benda kerja pada saat pengefraisan. Pemasangan ragum diikatkan pada meja/bed mesin. Jenis ragum ini ada beberapa jenis,diantaranya: Ragum rata (Vice plate) (Gambar 2.17a), Ragum putar (Swivel
Vice) (Gambar 2.17b) dan Ragum Universal (Universal vice) (Gambar 2.17c).
Gambar 2.17. Ragum/Catok
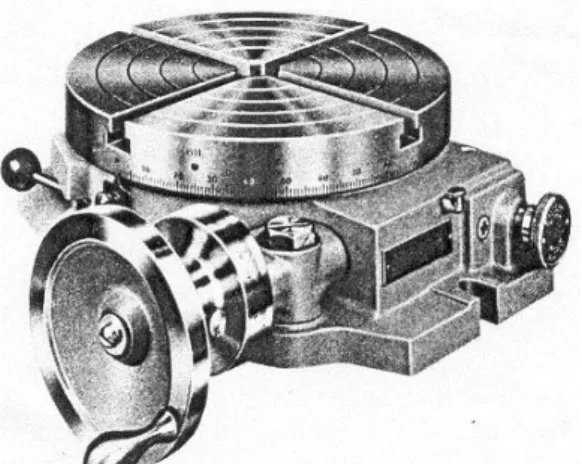
5. Meja Putar (Rotary Table)
Meja putar (Rotary Table) digunakan untuk membagi jarak-jarak lubang, alur, radius (melingkar) dan bentuk-bentuk segi banyak. (Gambar 2.18).
Gambar 2.18 Meja putar (Rotary Table).
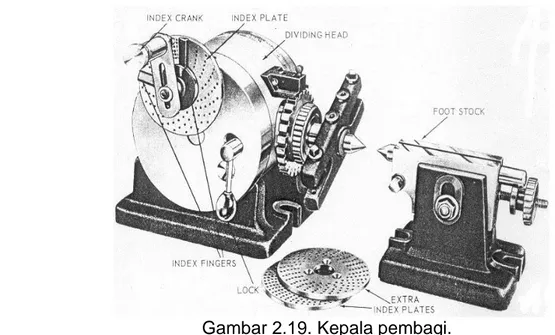
6. Kepala Pembagi (Dividing Head)
Kepala pembagi (dividing head) adalah peralatan mesin frais yang digunakan untuk membentuk segi-segi yang beraturan pada poros benda kerja . Peralatan ini biasanya dilengkapi dengan plat pembagi yang berfungsi untuk membantu pembagian yang tidak dapat dilakukan dengan pembagian langsung. (Gambar 2.19).
Gambar 2.19. Kepala pembagi.
7. Penjepit/Klem Mesin
Klem Mesin ini digunakan untuk memegang/menjepit benda kerja yang tidak dapat dijepit pada ragum, yang umumnya benda panjang atau lebar.
Penjepitan langsung benda kerja itu ditaruh di meja mesin frais bila slindris ditaruh pada alur meja, bila lebih ditempatkan sesuai dengan kemampuan langkah kerja sehubungan dengan jangkauan pisau frais (cutter).
.
3. Latihan
1. Secara garis besar mesin frais ada tiga. Sebutkan!. 2. Jelaskan fungsi mesin frais minimal enam buah.
3. Sebutkan bagian-bagian utama mesin frais minimal enam buah. 4. Sebutkan perlengkapan mesin frais minimal enam buah
5. Ukuran mesin frais ditentukan oleh beberapa factor, sebutkan!.
4. Rangkuman
Mesin frais adalah salahsatu mesin perkakas dapat digunakan untuk mengerjakan/suatu bentuk benda kerja dengan mempergunakan pisau frais sebagai alat potongya. Dan secara garis besar mesin frais terdiri dari, mesin frais vertical, mesin frais mendatar dan mesin frais universal.
Arah gerakan meja mesin frais dapat dilakukan kearah memanjang, melintang dan naik/turun. Dengan berbagai kemungkinan gerakan tadi, mesin frais dapat digunakan untuk, membentuk bidang-bidang diantaranya:1) Bidang-bidang rata datar, 2) bidang-bidang rata miring menyudut, 3) bidang-bidang siku, 4) bidang-bidang sejajar, 5) alur lurus atau melingkar, dan 6) segi-segi beraturan atau tidak beraturan. Selain itu dengan bantuan meja putar atau kepala pembagi mesin frais dapat juga digunakan untuk membuat diantaranya: 1) Roda gigi lurus, 2) Roda gigi helik, 3) Roda gigi paying, 4) Roda gigi cacing, 5) Nok/eksentrik, dan 6) Ulir scolor (ulir pada bidang datar).
Ukuran suatu mesin frais ditentukan oleh beberapa faktor diantaranya: 1) Panjang langkah meja mesin frais arah memanjang, 2) jarak spindel sampai permukaan meja pada kedudukan paling bawah. dan 3) Jarak tempuh ke arah melintang maximum yang dapat dicapai oleh meja mesin terhadap kolomnya
5. Evaluasi Materi Pokok 1
1. Sebutkan cara kerja mesin frais!
2. Sebutkan arah gerak meja mesin frais!
3. Mesin frais khusus untuk membuat roda gigi adalah…
4. Mesin frais yang dapat digunakan untuk membuat roda gigi helic adalah … 5. Untuk membuat gambar atau tulisan dengan ukuran yang dapat diatur harus
menggunakan mesin frais …
6. Umpan Balik dan Tindak Lanjut
Bagi peserta diklat yang dapat menjawab dengan benar soal-soal evaluasi dapat melanjutkan ke materi/ bab berikutnya, sedangkan bagi yang belum dilakukan pengulangan
A.
Materi Pokok 2
Macam-macam Pisau Frais
1. Indikator Keberhasilan
Setelah mengikuti pembelajaran, peserta mampu menjelaskan macam-macam pisau frais berikut fungsinya.
2. Uraian Materi dan Contoh
A. Macam-Macam Pisau Frais dan Fungsinya
Hasil pengefraisan ditentukan oleh jenis alat potong/ pisau frais yang digunakan. Adapun macam-macam pisau frais adalah sebagai berikut:
1. Pisau Frais Mantel (Plane Milling Cutter)
Pisau frais pisau frais mantel pada umumnya digunakan untuk mengefrais bidang yang lebar dan rata. Gambar 3.1.
Gambar 3.1 Pisau Frais Mantel (Plane Milling Cutter)
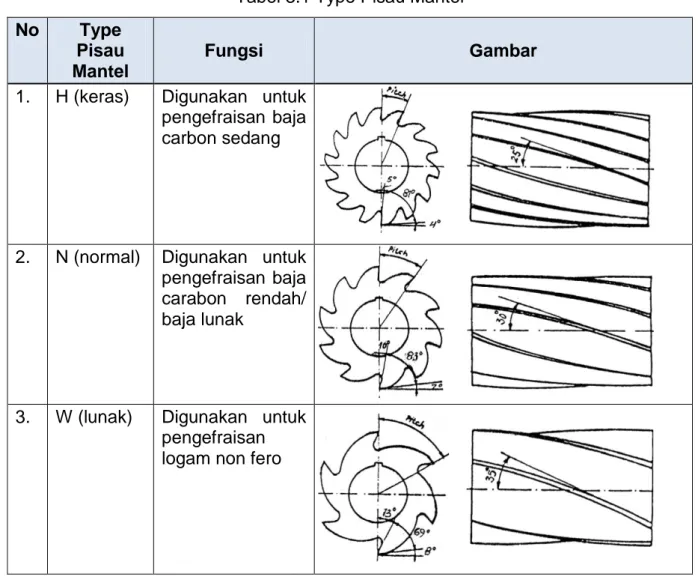
Jenis pisau frais mantel, ada beberapa type yang fungsinya berbeda-beda, diantaranya dapat dilihat pada table 3.1 berikut:
Tabel 3.1 Type Pisau Mantel
No Type Pisau Mantel
Fungsi Gambar
1. H (keras) Digunakan untuk pengefraisan baja carbon sedang
2. N (normal) Digunakan untuk pengefraisan baja carabon rendah/ baja lunak
3. W (lunak) Digunakan untuk pengefraisan logam non fero
2. Pisau Frais Sudut (Angle Cutter)
Pisau frais sudut pada umumnya memiliki sudut 30o, 45o , 60o dan 90o. Sedangkan apabila dilihat dari sisi sudutnya, ada yang memilki sudut tunggal (Single angle cutter) (Gambar 3.2.a) dan ada yang memilki sudut ganda (double angle cutter). (Gambar 3.2.b).
Gambar 3.2. Pisau frais sudut (Single angle cutter dan double angle cutter )
3. Pisau Frais Ekor Burung (Dove Tail Cutter)
Gambar 3.3 Pisau frais ekor burung
Pisau frais ini digunakan untuk mengefrais alur ekor burung, pada umumnya sudut ekor burung yang dapat dibuat besarnya: 30o, 45o dan 60o.
4. Pisau frais Alur Melingkar (Woodruff Keyseat Cutter)
Pisau frais ini digunakan untuk mengefrais alur pasak pada poros yang berbentuk bulan sabit yang letak alurnya tidak pada ujung porosnya (gambar 3.4).
5. Pisau sisi dan Muka (Side and Face Cutter)
Pisau frais ini digunakan untuk mengefrais alur pada permukaan benda kerja (Gambar 3.5).
Gambar .3.5 Pisau sisi
6. Pisau Frais Sisi Gigi Silang (Staggered Tooth Side and Face Cutter).
Pisau frais ini digunakan untuk mengefrais alur pada permukaan benda kerja. Perbedaann dengan pisau frais sisi adalah, pemakanannya lebih ringan(Gambar 3.6).
.
Gambar .3.6 Pisau frais sisi gigi silang
7. Pisau frais radius (bentuk) (Form Cutter)
Pisau frais radius, berfungsi untuk membentuk radius luar berbentuk cekung disebut (convex milling cutter) (gambar 3.7a) dan untuk membentuk radius luar
Gambar .3.7 Pisau frais radius (Bentuk)
8. Pisau Frais Alur T (T Slot Cutter)
Pisau alur T digunakan untuk mengefrais berbentuk alur T sebagaimana alur T pada meja mesin frais dan skrap (Gambar 3.8).
Gambar .3.8 Pisau frais alur T
9. Pisau Frais Jari (Endmill Cutter)
Pisau jari digunakan untuk membuat alur tembus atau betingkat dan mengefrais rata untuk bidang yang kecil (Gambar 3.9)
Gambar .3.9 Pisau frais jari
Dilihat dari sudut heliknya dan jumlah mata sayatnya, ada beberapa jenis pisau jari diantaranya dapat dilihat pada tabel dibawah ini.
Tabel 3.2 Macam-Macam Endmill Dan Penggunaannya No. Gambar Ciri dan Fungsi
1. Sudut helik dan alur
giginya tidak terlalu besar, digunakan untuk baja normal
2. Sudut helik kecil, gigi
lebih banyak, digunakan untuk baja yang keras dan ulet
3. Sudut helik dan alur gigi besar, digunakan untuk baja lunak
4. Memiliki sisi mata sayat
bergerigi, digunakan untuk pemakanan kasar 5. Sudut helik dan alur gigi besar, dapat digunakan untuk pemakanan kebawah/ membuat lubang
10. Pisau Jari Radius ( Bull Noze Cutter)
Pisau jari radius digunakan untuk membuat bidang alur berbentuk radius cekung (Gambar 3.10).
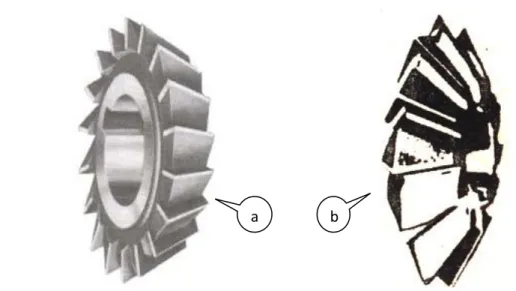
11. Pisau Frais Roda Gigi (Gear Cutter)
Pisau frais roda gigi digunakan untuk pembuatan roda gigi. Pisau jenis ini ada dua macam yaitu, pisau frais roda gigi untuk sistem modul (mm) dan Dp (diameter pitch) (Gambar 3.11).
Gambar 3.11 Pisau frais roda gigi
12. Pisau Frais Muka (Face Mill Cutter)
Pisau muka pada umumnya mata sayatnya ditempel pada bodi dengan cara dilas atau dibaud, yang mata sayatnya terbuat dari bahan cementit carbide. Pisau ini digunakan untuk mengefrais permukaan rata dan luas/lebar (Gambar 2.12).
Gambar 3.12. Pisau frais muka
13. Pisau Frais Sisi dan Muka (Shell endmil Cutter)
Pisau frais sisi dan muka, digunakan untuk pemakanan bagian samping dan muka, sehingga dapat digunakan untuk mengefrais bidang siku. Pisau jenis ini ada macam yaitu, untuk pemakanan ringan/finising (Gambar 3.13a) dan Untuk Pemakanan berat/pengasaran (Gambar 3.13b).
Gambar 3.13 Pisau frais sisi dan muka
14. Pisau Frais Gergaji (Slitting Saw)
Pisau gergaji digunakan untuk memotong/ membelah benda kerja yang memiliki ukuran ketebalan tidak terlalu besar (tipis) (Gambar 3.14).
Gambar 3.14 Pisau frais gergaji (Slitting saw)
B. Penggunaan Pisau Frais
Penggunaan pisau frais tergantung dari jenis pekerjaan yang akan dilakukan pengefraisan. Dibawah ini tabel penggunaan masing-masing pisau frais sesuai fungsinya.
Table 3.3 Pisau Frais dan Penggunaannya.
No. Jenis Pisau Frais Ilustrasi Penggunaan 1 Pisau Frais Mantel
(Plane Milling Cutter)
2. Pisau Frais Sudut
(Angle Milling Cutter)
3. Pisau Frais Ekor Burung
(Dove Tail Milling Cutter)
4. Pisau frais Alur Melingkar
No. Jenis Pisau Frais Ilustrasi Penggunaan 5. Pisau sisi dan Muka
(Side and Face Cutter)
6. Pisau Frais Sisi Gigi Silang
(Staggered Tooth Side and Face Cutter)
7. Pisau frais radius (bentuk)
(Form Cutter)
8. Pisau Frais Alur T
(T Slot Cutter)
9. Pisau Frais Jari
No. Jenis Pisau Frais Ilustrasi Penggunaan 10. Pisau Frais Roda Gigi
(Gear Cutter)
11. Pisau Frais Muka
(Face Mill Cutter)
12. Pisau Frais Sisi dan Muka
(Shell endmil Cutter)
13. Pisau Frais Gergaji (Slitting
3. Latihan
a. Sebutkan macam-macam pisau frais minimal enam buah. b. Jelaskan kegunaan pisau frais jari, mantel, dan shell endmill.
c. Pisau frais sisi gigi silang, sangat cocok untuk membuat alur. Jelaskan pada posisi mana pisau tersebut didunakan, dan jelaskan kenapa?.
4. Rangkuman
Banyak macam-macam nama bentuk pisau frais yang diperuntukan sesuai dengan profil atau bentuk yang akan di frais. Maka dari itu pada saat memilih pisau frais harus cermat baik nama maupun bentuknya, sehingga hasil pengefraisan dapat maksimal.
Macam-macam pisau frais diantaranya: 1) Pisau frais mantel (Plane milling cutter), 2) Pisau frais sudut (Angle milling cutter), 3) Pisau frais ekor burung (Dove tail milling
cutter,) 4) Pisau sisi dan muka (Side and face cutter), 5) Pisau frais alur melingkar
(Woodruff keyseat cutter), 6)Pisau Frais sisi gigi silang (Staggered tooth side and face
cutter), 7) Pisau frais radius (bentuk) (Form cutter) 8) Pisau frais alur T (T Slot cutter), 9)
Pisau Frais Jari (Endmill cutter), 10) pisau frais roda gigi (Gear cutter), 11) Pisau frais muka (Face mill cutter), 12) Pisau frais sisi dan muka (Shell endmil cutter), 13) Pisau frais bentuk (Form Cutter),14) Pisau frais gergaji (Slitting saw).
5. Evaluasi Materi Pokok 2
1. Jelaskan perbedaan antara face mill cutter dengan shell end mill cutter! 2. Pisau frais mantel tidak dapat digunakan pada mesin frais ...
3. Sebutkan 3 type pisau mantel!
4. Untuk membuat bentuk radius luar (cembung) harus menggunakan pisau frais...
B. Materi Pokok 3
Parameter-parameter Proses Pemesinan Frais
1. Indikator Keberhasilan
Setelah mengikuti pembelajaran ini peserta mampu menghitung parameter-parmeter pada proses pemesinan frais:
1) Kecepatan potong
2) Kecepatan putaran mesin 3) Kecepatan pemakanan
2. Uraian dan Contoh
Yang dimaksud dengan parameter-parameter proses pemesinan frais adalah, dasar-dasar perhitungan yang gunakan untuk menentukan perhitungan-perhitungan dalam proses pemotongan/penyayatan pemesinan fraisdiantaranya, kecepatan potong (Cs), kecepatan putaran mesin (Revolotion Per-Menit), kecepatan pemakanan berikut waktu proses pemesinannya.
A. Kecepatan potong (Cutting speed) – Cs
Pada saat proses pengefraisan berlangsung, cutter berputar memotong benda kerja yang diam dan menghasilkan potongan atau sayatan yang menyerupai chip, serpihan-serpihan tersebut dapat juga berbentuk seperti serbuk (tergantung dari bahan). Kemampuan mesin menghasilkan panjang sayatan tiap menit disebut
Cs = π. d . n ( m/menit )
Keterangan:
Cs =Cutting Speed ( m/menit ) d = Diameter Cutter ( mm ) n = Putaran Spindle ( Rpm ) π = Konstanta ( 3,14 )
Pada prinsipnya kecepatan pemotongan suatu material tidak dapat dihitung secara matematis. Karena setiap material memiliki kecepatan potong sendiri-sendiri berdasarkan karakteristiknya dan harga kecepatan potong dari tiap material ini dapat dilihat didalam table yang terdapat didalam buku atau referensi.Untuk lebih jelasnya mengenai harga kecepatan potong dari tiap material dapat dilihat pada table dibawah ini.
Tabel 4.1 Kecepatan Potong Untuk Beberapa Jenis Bahan. No Bahan Benda Kerja Cs ( m/ menit ) 1 Kuningan, Perunggu keras 30 – 45
2 Besi tuang 14 – 21 3 Baja >70 10 – 14 4 Baja 50-70 14 – 21 5 Baja 34-50 20 – 30 6 Tembaga, Perunggu lunak 40 – 70
Rpm
B. Kecepatan Putaran Mesin (Spindle Machine)
Sebagaimana telah dijelaskan pada materi mesin bubu, yang dimaksud kecepatan Putaran Mesin adalah, kemampuan kecepatan putaran mesin dalam satu menit. Dalam hal ini mengingat nilai kecepatan potong untuk setiap jenis bahan sudah ditetapkan secara baku, maka komponen yang bisa diatur dalam proses penyayatan adalah putaran mesin/benda kerja. Dengan demikian rumus untuk menghitung putaran adalah:
Karena satuan Cs dalam meter/menit sedangkan satuan diameter pisau/benda kerja dalam millimeter, maka rumus menjadi:
Keterangan:
n = Putaran Spindle (rpm )
Cc = Kecepatan potong ( m/menit ) D = Diameter cutter ( mm )
π = Konstanta ( 3,14 )
Contoh:
Diketahui: Baja lunak akan difrais dengan alat potong alat potong 80 mm dan (CS = 30 m / menit). Hitung kecepatan putaran mesinnya!.
Jawab: n = 119,42 ≈ 119 rpm
d
Cs
n
.
1000
d
Cs
n
.
1000
RpmUntuk menentukan besaran putaran mesin dapat juga menggunakan tabel, sebagaimana dapat dilihat pada (Tabel 4.2).
C. KecepatanPemakanan (Feeding)
Pada umumnya mesin frais, dipasang tabel kecepatan pemakanan atau feeding dalam satuan mm/menit. Jadi misalnya pada mesin disetel besar kecepatan pemakannya 28; artinya kecepatan pemakanan pisau frais sebesar 28 mm/menit. Makin kecil kecepatan pemakanan pisau frais, kekasarannya makin rendah atau lebih halus. Tabel besar pemakanan pada mesin baru berlaku jika mesin frais tersebut dijalankan dengan cara/ mode otomatis.
Menghitung kecepatan pemakanan/feeding= F (mm/menit) F (mm/men) = f (mm/putaran) x n ( put/menit)
Dimana, f adalah bergesernya pisau frais (mm) dalam satu putaran.
Contoh:
Ditentukan n = 600 putaran/menit, f pada tabel ditetapkan 0,22 mm/putaran. Berapa kecepatan pemakanannya (F mm/menit)!.
Jawab:
F= 0,22 mm/putaran x 600 putaran/men = 132 mm/menit.
Pengertiannya adalah,piasu frais bergeser sejauh 132 mm selama satu menit.
D. Perhitungan Waktu Pemesinan Frais 1. Waktu Pemesinan Pengefraisan Rata
mm/menit mm . pemakanan rata rata kerja meja tempuh jarak (tm) pemesinan Waktu L = ℓ+ℓa+ℓu S = s.n Dimana:
t = jumlah mata sayat alat potong s = pemakanan tiap mata potong n = Rpm
L = jarak tempuh pemakanan keseluruhan ℓ = panjang benda kerja
ℓa = kelebihan awal ℓu = kelebihan akhir
S’ = pemakanan setiap menit
Contoh:
1. Bahan ST 41, panjang 250 mm, difrais menggunakan pisau jari dengan mata sayat 4, S= 0,2 dan n = 400 rpm.
Hitung tm, bila (la) = 30 mm dan (Lu) = 30 mm.
Jawab: S’= s . n = 0,2 . 400 = 80 mm/ menit L = ℓ + ℓa + ℓu = 250 + 30 + 30 = 310 mm
'
S
L
tm
Waktu Pengeboran Pada Mesin Frais
Gambar 4.2 Panjang langkah pengefraisan rata
Sebagimana pada proses facing, untuk menghitung waktu pengeboran pada mesin frais pada dasarnya sama dengan rumus untuk mencari waktu pemesinan pengefraisan rata. Berikut adalah rumus untuk mencari waktu pengeboran pada mesin bubut.
Dimana:
ℓ = kedalaman lubang/tebal benda kerja L = ℓ + 0,3 d (la)
d = mata bor/lubang (mm) n = putaran mata bor (Rpm) s = pemakanan (mm/put) Contoh: Diketahui, ℓ = 30 mm d = 12 mm s = 0,04 pemakanan mm/put
Be
nd
a
Ke
rja
A
l
a
t
p
t
g
A
l
a
t
p
t
g
.
L l u l l a 0 , 3 d ( l a)
d3. Latihan
1. Tuliskan rumus kecepatan potong (Cs) dan turunkan menjadi rumus putaran mesin frais (n)
2. Diketahui: Pisau frais HSS 60, akan digunakan mengefrais baja lunak dengan Cs = 25 m/menit. Hitung: Kecepatan putaran mesinnya!.
3. Diketahui putaran mesin frais (n)= 400 putaran/menit, f pada tabel dimesin disetel 0,2 mm/putaran. Berapakecepatan pemakanannya (F mm/menit)!. 4. Diketahui: Bahan ST 41, panjang 200 mm, difrais menggunakan pisau jari
dengan mata sayat 4, s= 0,2 dan n = 600 rpm, (la) = 30 mm dan (Lu) = 30 mm. Hitung waktu pemesinan frais (tm), apabila pemakanan 1 kali jalan!. 5. Diketahui,
ℓ = 30 mm d = 12 mm
s = 0,04 pemakanan mm/put n = 260 rpm
Hitung waktu pengeboran pada mesin frais (tm)?
4. Rangkuman
1. Menghitung putaran mesin Frais
Rumus untuk menentukan putaran mesin frais adalah:
2. Menghitung kecepatan pemakanan/feeding= F (mm/menit)
F (mm/men) = f (mm/putaran) x n ( put/menit)
d
Cs
n
.
1000
3. Waktu Pemesinan frais mm/menit mm . pemakanan rata rata kerja meja tempuh jarak (tm) pemesinan Waktu
n
s
S
S
L
tm
..
'
'
L = ℓ + ℓa + ℓu Dimana:t = jumlah mata sayat alat potong s = pemakanan tiap mata potong n = Rpm
L = jarak tempuh pemakanan keseluruhan ℓ = panjang benda kerja
ℓa = kelebihan awal ℓu = kelebihan akhir
S’ = pemakanan setiap menit
4. Waktu Pemesinan Bor
Dimana:
ℓ = kedalaman lubang/tebal benda kerja L = ℓ + 0,3 d (la)
d = mata bor (mm) n = putaran mata bor (rpm) s = pemakanan (mm/put)
5. Evaluasi Materi Pokok 3
1. Jelaskan yang dimaksud dengan feeding!
2. Pisau jari HSS 10 akan digunakan untuk membuat alur memanjang pada baja lunak (Cs 25) berapa kecepatan putaran mesin?
3. Sebuah bahan baja lunak (Cs = 25) dengan ukuran 40 x 40 x 80 akan difrais dengan shell end mill cutter 50, bahan tersebut dijadikan ukuran 39 x 39 x 80 (difrais 4 bidang masing-masing satu kali jalan) dengan kecepatan pemakanan / feeding (s) =0,2 berapa lama waktu pemesinan, bila (la) = 5 dan (lu) = 30. 4. Diketahui, a. ℓ = 20 mm b. d = 20 mm c. s = 0,04 pemakanan mm/put d. n = 360 rpm
e. Hitung waktu pengeboran pada mesin frais (tm)?
6. Umpan Balik dan Tindak Lanjut
Bagi peserta diklat yang dapat menjawab dengan benar soal-soal evaluasi dapat melanjutkan ke materi/ bab berikutnya, sedangkan bagi yang belum dilakukan pengulangan.
C. Materi Pokok 4
Proses Pengefraisan
1. Indikator Keberhasilan
Setelah mengikuti pembelajaran ini peserta diklat mampu melaksanakan proses pengefraisan:
1) Metode pemotongan 2) System pembagian 3) Teknik pengefraisan 4) Langkah proses frais
2. Uraian dan Contoh
A. Metode Pemotongan
Untuk mendapatkan hasil pengfraisan yang baik dan alat potongnya tahan lama, perlu memahami metoda pemotongan yang benar. Metode pemotongan pada proses pemesinan frais dibagi menjadi tiga, diantaranya:
1. Pemotongan searah
Yang dimaksud pemotongan searah adalah, pemotongan yang datangnya benda kerja searah dengan arah putaran cutter. Pada pemotongan ini hasilnya kurang baik karena meja (benda kerja) cenderung tertarik oleh cutter ( Gambar 5.1)
Gambar 5.1 Pemotongan searah
2. Pemotongan Berlawanan Arah
Yang dimaksud pemotongan searah adalah, pemotongan yang datangnya benda kerja berlawanan deangan arah putaran cutter. Pada pemotongan ini hasilnya dapat maksimal karena meja (benda kerja) tidak tertarik oleh cutter ( Gambar 5.2).
Gambar 5.2 Pemotongan berlawanan arah
B. Sistem Pembagian
Di dalam mesin frais atau milling machine, selain mengerjakan pekerjaan-pekerjaan pengefraisan rata, menyudut, membelok, mengatur dsb, dapat pula mengerjakan benda kerja yang berbidang-bidang atau bersudut-sudut.Yang dimaksud benda kerja yang berbidang-bidang ialah benda kerja yang mempunyai beberapa bidang atau sudut atau alur beraturan misalnya segi banyak beraturan, batang beralur, roda gigi, roda gigi cacing, dan sebagainya.
Untuk dapat mengerjakan benda-benda kerja tersebut di atas, mesin frais dileng-kapi dengan kepala pembagi dan kelengkapannya. Kepala pembagi ini berfungsi untuk membuat pembagian atau mengerjakan benda kerja yang berbidang-bidang tadi dalam sekali pencekaman.
Dalam pelaksanaannya, operasi tersebut di atas ada lima (lima) cara, yang merupakan tingkatan cara pengerjaan, yaitu:
a. Pembagian langsung (direct indexing) b. Pembagian sederhana (simple indexing) c. Pembagian sudut (angel indexing)
d. Pembagian differensial (differential indexing)
e. Pembagian sudut differensial (differential angel indexing)
Dari kelima cara tersebut, merupakan tingkatan-tingkatan cara pengerjaan, artinya cara yang kedua lebih sulit/rumit dari pada cara yang pertama, cara yang ketiga adalah cara yang lebih sulit/rumit dari cara yang kedua, demikian pula cara keempat adalah cara yang lebih dari pada cara ketiga. Cara kelima adalah cara yang paling sulit/rumit dan digunakan apabila keempat cara yang lainnya tidak dapat dilaksanakan.
1. Pembagian Langsung
Yang dimaksud dengan pembagian langsung adalah, cara mengerjakan benda kerja dibagi menjadi berbidang-bidang dengan cara pembagian langsung, yang
langsung pada spindel.Dibawah diperlihatkan kepala pembagi langsung dengan alur V (Gambar 5.3).
Gambar 5.3 Kepala pembagi langsung.
Pelat/piring pembagi dengan alur V pada umumnya memilki jumlah alur yang genap, diantaranya ada yang beralur 24 dan 60 (Gambar 5.4).
Gambar 5.4 Pelat/piring pembagi dengan alur V
Sedangakan pelat pembagi dengan lubang-lubang, mempunyai satu lingkaran lubang dan terdapat pula angka-angka yang menyatakan nomor lubang itu. Cara kerjanya sama dengan plat pembagi beralur V, hanya saja fungsi pengunci indeks diganti dengan pen indeks.
Contoh:
Sebuah benda kerja bulat akan dibuat menjadi 8 (enam) bidang segi beraturan, dengan kepala pembagi langsung yang pelat pembaginya mempunyai alur 24. Hitung agar supaya mendapatkan pembagian yang sama.
Jawab:
Jadi untuk mengerjakan setiap bidang, maka spindel kepala pembagi (benda kerja) diputar sebanyak 3 alur, dan pengunci indeks dimasukkan pada alur keempat bila dihitung dari tempat semula.Atau sebaiknya, pengunci indeks ditempatkan pada angka yang sesuai dengan pembagian yang dikehendaki.
2. Pembagian Sederhana
Melakukan pembagian dengan kepala pembagi langsung, jumlah pembagian dan sudut putarnya sangat terbatas. Untuk jumlah pembagian dan sudut putar banyak, digunakan kepala pembagi universal (Gambar 5.5).
Kepala pembagi jenis ini terdiri dari dua bagian utama yaitu, roda gigi cacing dan ulir cacing.Perbandingan antara jumlah gigi cacing dengan ulir cacing disebut
ratio.Ratio kepala pembagi pada umumnya 1:40 dan 1:60, akan tetapi yang paling
banyak digunakan adalah yang rationya 1: 40. Artinya, satu putaran roda gigi cacing memerlukan 40 putaran ulir cacing.
Dalam pelaksanaannya untuk membuat segi-segi nberaturan, kepala pembagi universal dapat digunakan untuk pembagian langsung.Namun apabila pembagian tidak dapat dilakukan dengan system pembagian langsung, pembagiannya dapat dilakukan menggunakan bantuan pelat/piring pembagi (Indexsing plate)(Gambar 5.6), yang diputar dengan engkol kepala pembagi(Indexs Crank) dan dibatasi dengan lengan/gunting penepat.
Gambar 5.6 Pelat/piring pembagi
Fungsi dari indexing plate ini adalah untuk menempatkan pemu-taran/pembagian benda kerja yang diinginkan. Dengan lubang-lubang yang ada pada indeksing plate itulah dapat menempatkan pembagian benda kerja sesuai dengan yang diinginkan. Dengan demikian, semakin banyak lingkaran lubang yang ada, makin banyak pula kemungkinan benda kerja dapat membuat segi nberaturan lebih banyak.
Kepala pembagi universal biasanya dilengkapi dengan 3 buah pelat pembagi,
tetapi ada juga yang hanya mempunyai 2 buah. Jumlah lubang setiap lingkaran harus dipilih untuk pembagian yang mungkin dibuat dalam hubungannya dengan ulir cacing pada kepala pembagi.
Dibawah ini ditunjukkan beberapa contoh set indexcing plate. Mesin frais Accera:
Keping I : 15; 18; 21; 29; 37; 43 Keping II : 16; 19; 23; 31; 39; 47 Keping III : 17; 20; 27; 33; 41; 49 Mesin frais Brown & Sharpe:
Keping I : 15; 16; 17; 18; 19; 20 Keping II : 21; 23; 27; 29; 31; 33 Keping III : 37; 39; 41; 43; 47; 49 Mesin frais Hero:
Keping I : 20; 27; 31; 37; 41; 43; 49; 53. Keping II : 23; 29; 33; 39; 42; 47; 51; 57. Mesin frais Vilh Pedersen:
Keping I : 30; 41; 43; 48; 51; 57; 69; 81; 91; 99; 117. Keping II : 38; 42; 47; 49; 53; 59; 77; 87; 93; 111; 119.
Apabila diketahui perbandingan antara jumlah gigi cacing dengan ulir cacing (rationya) = 40: 1 atau i = 40: 1, berarti 40 putaran ulir cacing atau putaran engkol pembagi, membuat satu putaran roda gigi cacing atau benda kerja. Untuk T pembagian yang sama dari benda kerja, setiap satu bagian memerlukan:
Dimana:
nc = putaran indeks
Contoh:
Sebuah benda kerja akan dibuat alur berjumlah 16 bagian yang sama (Gambar 5.7). Hitung nc , apabila i = 40: 1
Gambar 5.7 Pembagian alur jumlah 16 Jawab:
Jadi, engkol kepala pembagi diputar dua putaran penuh, ditambah 8 lubang pen indeks pada piring pembagi yang jumlahnya 16, untuk setiap bagian alur benda kerja.
C. Macam-macam Teknik Proses Pengefraisan
1. Pengefraisan Rata Sejajar dan Siku Arah Mendatar (Horizontal)
Dalam melakukan pemotongan mendatar, jenis mesin yang digunakan yaitu mesin frais horizontal. Pisau yang digunakan yaitu jenis pisau frais mantel. Berikut ini langkah-langkah pengefraisan rata dengan posisi mendatar:
a. Siapkan perlengkapan mesin yang diperlukan meliputi ragum mesin,arbor,dan satu set kollar (ringarbor) dengan diameter lubang sama dengan diameter lubang alat potong yang akan digunakan berikut kelengkapan lainnya.
Gambar 5.8 Pemasangan arbor
Gambar 5.9 Membersihkan bagian tirus
Gambar 5.11 Pemasangan cutter dan kollar (ringarbor)
f. Pasang pendukung arbor (support) pada lengan mesin dengan posisi tidak jauh dari pisau dan ikat dengan kuat (Gambar 5.12).
Gambar 5.12 Pemasangan pendukung arbor
g. Selanjutnya pasang ragum pada meja mesin frais pada posisi kurang lebih ditengah-tengah meja mesin agar mendapatkan area kerja yang maksimal.
h. Lakukan pengecekan kesejajaran ragum. Apabila jenis pekerjaannya tidak dituntut hasil kesejajaran dengan kepresisian yang tinggi, pengecekan kesejajaran ragum
(a) (b)
Gambar 5.13 Pengecekan kesejajaran ragum
i. Pasang benda kerja pada ragum dengan diganjal paralel pad di bawahnya (Gambar 5.14a) .Untuk mendapatkan pemasangan benda kerja agar dapat duduk pada paralel dengan baik, sebelum ragum dikencangkan dengan kuat, pukul benda dengan keras secara pelan-pelan dengan palu lunak (Gambar 5.14b).
(a) (b)
Gambar 5.14 Pemasangan benda kerja pada ragum
j. Selanjutnya lakukan setting nol untuk persiapan melakukan pemakanan dengan cara menggunakan kertas (Gambar 5.15a). Untuk jenis pekerjaan yang tidak dituntut hasil dengan kepresisian tinggi, batas kedalaman pemakanan dapat
Gambar 5.15a Setting nol diatas permukaan kerja dengan kertas
Gambar 5.15b Penandaan kedalaman pemakanan
k. Atur putaran dan feeding mesin sesuai dengan perhitungan atau melihat table kecepatan potong mesin frais.
l. Selanjutnya, lakukan pemakanan dengan arah putaran searah jarum jam bila pisau yang digunakan arah mata sayatnya helik kiri (Gambar 5.15). Pemakanannya dapat dilakukan secara manual maupun otomatis.
m. Dalam menggunakan nonius ketelitian yang terletak pada handel mesin,pemutaran roda handel arahnya tidak boleh berlawanan arah dari setting awal karena akan menimbulkan kesalahan setting yang akan mengakibatkan hasil tidak presisi.(Gambar 5.16) menunjukan pengunaan nonius ketelitian pada handel mesin frais.
Gambar 5.16 Pemutaran handel pemakanan
2. Pemotongan Rata Sejajar dan Siku Arah Tegak(Vertical)
Untuk mengefrais bidang rata dapat digunakan shell endmill cutter (Gambar 5.171) dengan cara yang sama, tetapi menggunakan mesin frais tegak. Namun, untuk mesin frais universal dapat juga digunakan untuk mengefrais rata pada sisi benda kerja, yaitu stub arbor dipasang langsung pada spindel mesin.
3. Pengefraisan Bidang Miring
Bidang miring dapat dikerjakan dengan memiringkan benda kerja pada ragum
universal (Gambar 5.18).
Gambar 5.18 Pengefraisan bidang permukaan miring
Apabila bidang permukaannya lebih lebar, diperlukan memasang cutter pada arbor yang panjang dengan pendukung (Gambar 5.19).
4. Pengefraisan Alur
a. Pengefraisan Alur V Menggunakan pisau Sudut
Pemotongan bidang miring atau sudut juga dapat dibuat dengan pisau sudut.Gambar 5.20 menunjukan hasil pengefraisan menggunakan pisau dua sudut 45° dan prosesnya dapat dilihat pada Gambar 5.21.
Gambar 5.20 Blok-V Gambar 5.21 Pengefraisan blok-V b. Pengefraisan Alur Tembus
Banyak bagian mesin yang mempunyai bentuk/bidang beralur seperti ditunjukan pada Gambar 5.22.
Gambar 5.22 Pembuatan alur
5. Pengefraisan Alur Pasak
Gambar 5.23 Pembuatan alur pasak pada mesin frais horizontal
Gambar 5.25 Pengefraisan alur pasak pada mesin frais tegak
6. Pengefraisan Bentuk Persegi
Bentuk-bentuk persegi misalnya membuat segienam, segiempat, dan sebagainya dapat dilakukan dengan mesin frais dengan alat bantu kepala pembagi. Untuk membuat bentuk segi beraturan ini dapat dilakukan pada posisi mendatar dengan menggunakan pisau endmill (Gambar 5.26). Atau dilakukan pada posisi tegak dengan menggunakan pisau shellendmill (Gambar 5.27).
Gambar 5.27 Pengefraisan persegi empat dengan shell endmill cutter
D. Langkah-langkah Pengoperasian Mesin frais.
Pengoperasian mesin frais pada dasarnya sama dengan pengoperasian mesin perkakas lainnya. Mesin frais digunakan untuk membuat benda-benda kerja dengan berbagai bentuk tertentu dengan jalan penyayatan. Dari berbagai mesin perkakas yang ada, mesin frais adalah salah satu yang mampu digunakan untuk membuat berbagai macam bentuk komponen.Oleh sebab itu diperlukan langkah-langkah sistematis yang perlu dipertimbangkan sebelum mengoperasikan mesin frais.
Langkah-langkah tersebut antara lain:
1) Mempelajari gambar kerja untuk menentukan langkah kerja yang efektif dan efesien
2) Memahami karakteristik bahan yang akan dikerjakan untuk menentukan jenis cutter ,
3) putaran mesin, feeding dan media pendingin yang akan digunakan. 4) Menetapkan kualitas hasil penyayatan yang diinginkan.
3. Latihan
1. Teori
a. Jelaskan pengertian dari pemotongan searah, berlawanan arah dan netral. b. Sebuah benda kerja akan dibuat alur berjumlah 16 bagian yang sama, Hitung
nc , apabila i = 40: 1
2. Praktek
LATIHAN MENGEFRAIS SEJAJAR, SIKU, MIRING, ALUR DAN MENGEBOR a. Tujuan Khusus Pembelajaran (TKP):
Setelah selesai mempelajari dan berlatih topik ini peserta/ petatar mampu: 1) Mengoperasikan mesin frais sesuai SOP
2) Memilih alat-alat potong sesuai kebutuhan 3) Memasang alat potong sesuai ketentuan
4) Mengefrais sejajar, siku, miring, alur dan mengebor sesuai ketentuan
b. Peralatan
1) Mesin frais dan perlengkapanya 5) Kikir halus 10” 2) Senter bor BS 3 6) Contersing 3) Shell endmill 40 mm 7) Mistar sorong 4) Bor diamter 9,5 mm 8) Remer 10
c. Bahan
Baja lunak MS 22 x 22 x 85 mm
d. Keselamatan Kerja
1) Periksa alat-alat sebelum digunakan
2) Simpan peralatan pada tempat yang aman dan rapih selama dan sesudah digunakan
e. Langkah Kerja
1) Pelajari gambar kerja atau lembaran kerja
2) Siapkan peralatan yang diperlukan dan berikut benda kerjanya 3) Atur putaran mesin dan feeding sesuai ketentuan
4) Pasang ragum pada meja mesin, dalam hal ini ragum harus benar-benar kuat dan sejajar dengan meja mesin. Selanjutnya pasang benda kerja pada ragum dengan possisi benda sedikit nonjol keluar dari sisi mulut ragum
5) Pasang alat potong pada spindel mesin
6) Laksanakan pengefraisan bidang A1, dan bidang A2 hingga mencapai ukuran 18 mm. Serta lanjutkan megefrais bidang C1 sebagai dasar mencapai panjang 81 mm
7) Ganti posisi benda kerja untuk persiapan pengefraisan bidang B, dalam hal ini pemasangan benda kerja sedikit menonjol keluar dari sisi mulut ragum. Selanjutnya laksanakan pengefraisan bidang B1dan B2, dan lanjutkan megefrais bidang C2 hingga mencapai panjang 81 mm
8) Selanjutnya miringkan benda kerja sebesar 30, selanjutnya laksanakan pengefraisan bidang D
9) Atur kembali pemasangan benda kerja secara tegak, dan selanjutnya laksanakan pengefraisan cemper 1,5x45
10) Setelah selesai atur kembali pemasangan benda kerja secara mendatar, dan selanjutnya laksanakan membuat lubang 10 h7 dengan dimulai membuat lubang senter bor terlebih dahulu serta jangan lupa salah satu ujungnya di camper
11) Ganti posisi benda kerja,dan selqanjutnya buat lubang 5. dan jangan lupa kedua ujung lubang camper
bagian-Catatan:
Diperbolehkan menggunakan langkah kerja yang lain, dengan catatan sesuai prosedur.
4. Rangkuman
Metode pemotongan pada proses pengefraisan ada tiga diantaranya: pemotongan searah, berlawanan arah dan netral.
Yang dimaksud dengan pembagian langsung adalah, cara mengerjakan benda kerja dibagi menjadi berbidang-bidang dengan cara pembagian langsung, yang dilakukan dengan memutar spindel kepala pembagi yang mengacu pada alur-alur/lubang-lubang pelat pembagi.
Ada lima cara, yang merupakan tingkatan cara pengerjaan, yaitu: a. Pembagian langsung (direct indexing)
b. Pembagian sederhana (simple indexing) c. Pembagian sudut (angel indexing)
d. Pembagian differensial (differential indexing)
e. Pembagian sudut differensial (differential angel indexing)
Penggunaan pembagian sederhana, pada perbandingan antara jumlah gigi cacing dengan ulir cacing (rationya) = 40: 1 atau i = 40: 1, berarti 40 putaran ulir cacing atau putaran engkol pembagi, membuat satu putaran roda gigi cacing atau benda kerja. Untuk T pembagian yang sama dari benda kerja, setiap satu bagian memerlukan:
Dimana:
nc = putaran indeks
i= angka pemindahan (ratio) T = pembagian benda kerja
5. Evaluasi Materi Pokok 4
1. Sebutkan minimal 3 cara pembagian menggunakan menggunakan kepala pembagi?
2. Mengapa penyangga arbor harus diusahakan lebih dekat dengan kolom pada waktu pengefraisan mendatar?
3. Apa yang terjadi apabila arah putaran tebalik dengan arah mata sayat pisau? 4. Pada waktu pengefraisan baja menggunakan pisau HSS, mengapa harus
menggunakan pendingin?
5. Mengapa pemakanan searah tidak dianjurkan pada waku pemakanan yang relatif tebal?
6. Umpan Balik dan Tindak Lanjut
Bagi peserta diklat yang dapat menjawab dengan benar soal-soal evaluasi dapat melanjutkan ke materi/ bab berikutnya, sedangkan bagi yang belum dilakukan pengulangan.
D. Materi Pokok 5
Roda Gigi
1. Indikator Keberhasilan
2. Uraian dan Contoh
A. Pembuatan Roda Gigi
Secara teknis proses pembuatan roda gigi dapat dilakukan dengan dengan berbagai cara, diantaranya:
a . Proses pemotongan
Pembuatan roda gigi dengan cara ini dapat dilakukan melalui proses pemesinan yaitu:
• Milling (pengefraisan) • Shaping (penyekrapan) • Planing (penyerutan) • Hobbing (pergeseran)
Dari keempat cara diatas yang paling standard dan presisi adalah dengan proses pemesinan Hobbing.
Pemilihan/penetapan cara pembuatan roda gigi dengan mempertimbangkan berbagai faktor, diantaranya:
• Jenis mesin yang tersedia • Kompetensi operator
• Ketelitian yang dikehendaki
• Kekuatan roda gigi yang dikehendaki • Jumlah roda gigi yang dikehendaki • Kecepatan produksi yang dikehendaki • Cost/biaya
B. Ukuran roda gigi
Ada bermacam-macam sistem ukuran roda gigi yaitu, Sistem modul, Sistem
diametral pitch, dan Sistem circural pitch.
a. Sistem modul (m)
Sistem ini digunakan untuk satuan metris dan untuk satuan modul (mm) biasanya tidak dicantumkan. Modul adalah perbandingan antara diameter jarak antara dengan jumlah gigi.
Jadi:
b. Diameter pitch (Dp)
Diameteral pitch (Dp) ialah perbandingan antara banyaknya gigi dengan diameter
jarak antara (dalam inchi). Jadi:
c. Circural pitch (Cp)
Circural pitch (Cp) adalah panjang busur lingkaran jarak antara pada dua buah
gigi yang berdekatan (dalam inchi) Jadi: Bila π.
Catatan:
Pembuatan roda gigi yang sistem besarannya tidak sama, hasilnya tidak dapat dipasangkan.
C. Istilah-istilah pada roda gigi
a. Pitch circle (lingkaran tusuk/lingkaran jarak antara) = merupakan garis lingkaran bayangan yang harus bertemu/ bersinggungan untuk sepasang roda gigi.
b. Pitch diameter = panjang busur lingkaran jarak antara pada dua gigi yang berdekatan.
c. Circular pitch = panjang busur lingkaran jarak antara pada dua gigi yang berdekatan.
d. Addendum (tinggi kepala gigi) = tinggi gigi di luar lingkaran jarak antara. e. Dedendum (tinggi kaki gigi) = tinggi gigi di dalam lingkaran jarak antara.
f. Clearance = kelonggaran antara tinggi gigi-gigi dengan tinggi kepala gigi yang saling menangkap.
g. Backlash = perbedaan antara lebar gigi yang saling menangkap pada lingkaran jarak antara.
h. Sudut tekan = sudut antara garis singgung jarak antara dengan garis tekan. i. Garis tekan = garis yang dihasilkan dari hubungan titik-titik tekan dan melalui titik
Gambar 6.1Istilah pada roda gigi
D. Ukuran Roda Gigi
a. Ukuran utama roda gigi system module
Tabel 6.1 Ukuran utama roda gigi system module
NAMA SIMBOL RUMUS
Jarak sumbu antara roda gigi
A
Circular pitch Cp
Diameter jarak antara D p. m Diameter puncak/kepala Da z . m Diameter alas/kaki Df D + 2 . m
NAMA SIMBOL RUMUS
Banyak gigi z
Modul m
Tebal gigi b 6 8 . m (automotive)
8 12 . m (penggerak umum)
Sudut tekan a 20° evolvente Perbandingan transmisi i
b. Ukuran utama roda gigi system diameteral pitch
Tabel 6.2 Ukuran utama roda gigi system diameteral pitch
NAMA SIMBOL RUMUS
Diameter pitch diukur pada lingkaran tusuk Dp Addendum ha Deddendum hf Whole depth Wd Clearence C
Tebal gigi pada lingkaran tusuk t
Diameter lingkaran tusuk
Diameter lingkaran luar Da
E. Pisau roda gigi (Gear cutters)
Untuk memperjelas uraian materi sebelumnya tentangpisau roda gigi, di bawah ini akan dibahas lagi lebih luas tentang materi pisau roda gigi. Sebagaimana alat-alat potong pada mesin bubut, pisau roda gigi dibuat dari bahan baja carbon (carbon steel) atau baja kecepatan potong tinggi (High Speed Steel=HSS). Bentuknya dibuat sedemikian rupa sehingga hasil pemotongannya membentuk profil gigi, yakni garis lengkung (evolvente).
a. Macam pisau frais roda gigi
1) Tipe plain
Digunakan baik untuk pemotongan pengasaran maupun untuk penyelesaian (finishing) pada roda gigi dengan profil gigi kecil (modul kecil).
Gambar 6.2 Gear plain cutter (pisau gigi tipe plain)
2) Tipe stocking
Pada gigi pemotong mempunyai alur yang selang-seling (Gambar 6.3). Beram (tatal) akan terbuang melalui alur-alur. Karena alurnya berselang–seling, maka pada benda kerja tidak akan pernah terjadi garis-garis. Cutter tipe ini digunakan untuk pengefraisan pengasaran pada roda gigi dengan profil besar (modul = 2,5 ÷ 12). Untuk penyelesaian (finishing) digunakan cutter tipe plain.
b. Ukuran pisau frais roda gigi
Pisau frais roda gigi dibuat untuk setiap ukuran, yakni untuk diameteral pitch maupun untuk system modul. Untuk setiap ukuran terdiri satu set yang mempunyai 8 buah atau 15 buah. Untuk setiap nomor cutter hanya digunakan untuk memotong roda gigi dengan jumlah roda gigi tertentu. Hal ini dibuat mengingat bahwa roda gigi dengan jumlah gigi sedikit profil giginya akan sedikit berbeda dengan profil gigi dari roda gigi dengan jumlah gigi banyak (lihat table 6.3).
Tabel 6.3 Pemilihan nomor pisau sistem modul
No Nomor pisau Untuk memotong gigi berjumlah
01 1 12÷13 02 2 14÷16 03 3 17÷20 04 4 21÷25 05 5 26÷34 06 6 35÷134 07 7 155÷134
08 8 135 keatas “Gigi rack”
Table 6.4 Satu set cutter modul dengan 15 nomor
No Nomor pisau Untuk memotong gigi berjumlah
01 1 12 02 1,5 13 03 2 14 04 2,5 15÷16 05 3 17÷18 06 3,5 19÷20 07 4 21÷22 08 4,5 23÷25 09 5 26÷29 10 5,5 30÷34
Pisau frais yang digunakan untuk pemotongan roda gigi menurut system diameter pitch, juga mempunyai 8 buah cutter (satu set). Misal roda gigi dengan jumlah 12 gigi, maka cutter terdiri dari nomor 8.
Table 6.5 Satu set cutter modul sistem diameter pitch
No Nomor pisau Untuk memotong gigi berjumlah
01 1 Gigi rack 02 2 55÷134 03 3 35÷54 04 4 26÷34 05 5 21÷25 06 6 17÷20 07 7 14÷16 08 8 12÷13
c. Perawatan pisau roda gigi
Perawatan pisau roda gigi dimaksudkan untuk memperpanjang umum secara ekonomi maupun umur secara teknologi dari pada alat potong.
Adapun cara-cara perawatannya adalah sebagai berikut:
1) Memasang cutter dengan cara-cara yang benar, yakni cukup kuat, tidak oleng/goyang, menggunakan pasak dan sebagainya.
2) Menggunakan putaran dan feeding (pemakanan) sesuai dengan ketentuan. 3) Menggunakan pendinginan yang cukup. Untuk besi tuang tidak perlu ada
pendinginan dengan cairan.
4) Penyimpanan cutter dengan baik, diberi minyak pelumas, sisi-sisi potong jangan sampai terjadi tabrakan/benturan.
F. Pemasangan benda kerja
Harus diingat bahwa dalam proses pemotongan roda gigi, benda kerja telah dububut terlebih dahulu sesuai dengan ukuran-ukuran yang dikehendaki, jadi dalam mesin frais tinggal memotong profil giginya saja. Cara pemasangan benda kerja ini
Gambar 6.4 Pemasangan benda kerja dengan mandril
G. Menyetel pisau/cutter
Salah satu cara menyetel agar pisau/cutter benar-benar tepat diatas garis senter benda kerja adalah dengan menggunakan siku-siku dan micrometer (Gambar 149) . Adapun langkah-langkahya adalah sebagai berikut:
a. Letakkan siku pada meja dan singgungkan pada benda kerja. b. Ukur tebal cutter
c. Jarak antara siku dengan bagian cutter yang paling tebal adalah: ½ D (diameter benda kerja) – ½ tebal cutter. (Siku dapat juga disinggungkan pada mandrel)
d. Setel engkol pembagi dan masukan pen index pada lobang yang dikehendaki, pemutaran engkol pembagi harus cermat
e. Pemasangan cutter pada arbor harus benar, cutter tidak boleh goyang (oleng), sebab bila demikian roda gigi yang dipotong hasilnya tidak presisi.
f. Pisau harus tepat pada pertengahan benda kerja atau di atas garis senter g. Putaran mesin (cutter) dan keceepatan potong harus sesuai dengan ketentuan.
Catatan:
Untuk mendapatkan hasil pemotongan yang baik, matikan mesin (putaran cutter) bila akan menarik kembali benda kerja. Hal ini dilakukan agar cutter tidak merusak permukaan gigi yang baru saja dipotong.
I. Pengefraisan/pemotongan roda gigi
1. Pengefraisan/pemotongan roda gigi sistem modul
Untuk memotong roda gigi lurus pada mesin frais dapat dilakukan dengan cara berikut ini:
Pelajari gambar kerja (Gambar 6.6), misalnya diketahui sebuah roda gigi lurus dengan z = 30 gigi, dan modulnya (m) 1,5.
a) Menghitung ukuran-ukuran roda gigi: Diameter tusuk (Dt) = z.m = 30.1,5 = 45 mm Diameter luar (Dl) = Dt+(2.m) = 45 mm Kedalaman gigi (h) = ha+hf
= (1.1,5)+(1,2.1,5) = 3,3 mm
Pisau yang digunakan adalah nomor 5
Pembagian pada kepala pembagi bila ratio perbandingan pembagiannya 40:1, Maka:
Jadi: Engkol kepala pembagi diputar sebesar satu putaran penuh, ditambah
enam lubang pada indek piring pembagi berjumlah 18.
b) Persiapkan peralatan dan perlengkapan yang diperlukan untuk pembuatan roda gigi lurus.
c) Pasang blank roda gigi yang sudah terpasang pada mandril diantara dua senter. d) Setting pisau ditengah-tengah benda kerja, dan lanjutkan setting pisau diatas nol
permukaan benda kerja.
e) Atur kedalaman pemakanan sesuai perhitungan.
f) Atur pembagian mengatur piring pembagi dan lengan untuk pembagian 30 gigi, dalam hal ini dari hasil perhitungan menggunakan piring pembagi berjumlah 18.
k) Kemudian lakukan kembali pemotongan hingga selesai dengan menggunakan gerakan meja secara otomatis.
l) Sebagai ilustrasi hasil pemotongan dalam pembuatan roda gigi lurus dapat dilihat pada (Gambar 6.7)
Gambar 6.7 Pemotongan gigi lurus
2. Pengefraisan/pemotongan batang bergigi/gigi rack (Rack gear)
a) Fungsi gigi rack
Rack adalah suatu batang bergerigi, yang berguna untuk memindahkan gerak
putar menjadi gerak lurus, biasanya pada kecepatan yang lambat atau kecepatan putaran tangan. Gerak putar dari suatu engkol, menggerakkan roda gigi pinion, roda gigi pinion menggerakkan batang bergerigi ini terdapat, misalnya pada mesin bor, press dan sebagainya.
b) Ukuran gigi rack
Contoh: Besarnya axial pitch (Px) bila gigi rack dengan modul (m) = 3 adalah: Px = pt = π . m = 3,14.3= 9,42 mm
Gambar 6.8 Ukuran gigi rack
c) Mengefrais batang bergerigi yang berukuran pendek.
Bila batang bergerigi lebih pendek daripada pergeseran meja melintang (cross
slide), maka benda kerja dapat dipasang (dijepit) dengan ragum mesin. Untuk
pembagiannya digunakan sekala pada cross slide dan apabila menghendaki lebih teliti lagi dapat digunakan jam ukur (dial indicator).
d) Mengefrais batang bergerigi yang panjang
Bila batang bergerigi lebih panjang daripada pergeseran melintang, maka benda kerja dipasang memanjang sepanjang meja frais dan diklem. Pisau frais dipasang pada rack milling attachment (perlengkapan frais rack). Di sini pembagiannya dengan menggunakan pergeseran memanjang (longitudinal
slide).
Gambar 6.10 Perlengkapan pembagi batang bergigi
f) Prosedur pemotongan
Untuk memotong gigi rack lurus pada mesin frais dapat dilakukan dengan cara berikut ini:
1) Pelajari gambar kerja (Gambar 6.11), misalnya diketahui Sebuah gigi rack lurus dengan panjang (L )= 71mm, danmodulnya (m) 1,5.
Gambar 6.11 Roda gigi lurus
Maka ukuran-ukuran yang lain dapat direncanakan sebagai berikut, termasuk agar supaya sisa gigi sisi kanan dan kiri sama.
Besarnya aksial pitch px = .m
= 3,14.1,5
= 4,71 mm
Jadi sisa gigi adalah = 0,0743.( .m)
= 0,35 mm
Untuk mendapatkan sisa gigi yang sama, bila tebal pisaunya adalah 4 mm maka:
Pisau yang digunakan adalah nomor 8.
Persiapan peralatan dan perlengkapan yang diperlukan untuk pembuatan roda gigi lurus.
Pasang blank gigi rack pada ragum yang telah terpasang sebelumnya.
Setting pisau pada sisi benda kerja, dan selanjutnya geser pisau sebesar X = 2,175 mm.
Atur kedalaman pemakanan sebesar 3,3 mm.
Setelah yakin benar bahwa posisi cutter pada posisi yang benar, lakukan pemotongan pada gigi pertama.
Berikutnya lakukan pemotongan gigi kedua dengan menggeser meja sebesar 4,71 mm.
Ukurlah tebal gigi dengan gear tooth vernier bila ternyata ada kekurangan atur kembali defth of cut (h).
Kemudian lakukan kembali pemotongan hingga selesai dengan menggunakan gerakan meja secara otomatis/manual.
3. Latihan
1. Teori
a. Sebuah benda kerja akan dibuat alur berjumlah 16 bagian yang sama, Hitung nc