BAB III
MESIN MILLING DAN DRILLING
3.1 Mesin frais (Milling)
Mesin frais adalah mesin perkakas untuk mengerjakan atau menyelesaikan suatu benda kerja dengan mempergunakan pisau frais (cutter) sebagai pahat penyayat yang berputar pada sumbu mesin. Mesin frais termasuk mesin perkakas yang mempunyai gerak utama berputar. Pisau frais dipasang pada sumbu atau arobor mesin yang didukung dengan alat pendukung arbor. Jika arbor mesin berputar melalui suatu putaran motor listrik maka pisau frais ikut berputar. Arbor mesin dapat berputar ke kanan atau kekiri sedangkan banyaknya putaran diatur sesuai dengan kebutuhan. (Daryanto, 2006)
Gambar 3.1 Mesin Milling dan Drilling
Pisau mesin milling dan drilling, terpasang pada arbor dan diputar oleh spindle. Benda kerja terpasang pada meja dengan bantuan catok (vice) atau alat bantu lainnya, meja bergerak vertikal (naik-turun), horizontal (maju-bundur dan kiri-kanan). Gerakan-geraka tersebut dapat menghasilkan benda-benda seperti pembuatan:
a. Bidang bertingkat b. Berbentuk U
3.2 Bagian-bagian Mesin Milling dan Drilling
Terdapat bagian-bagian pada mesin milling dan drilling
yang memiliki fungsi yang berbeda-beda. Berikut bagian-bagian dari mesin milling dan drilling beserta fungsinya. (Daryanto, 2006)
1. Arbor (Poros tempat cutter atau pahat frais)
Merupakan tempat memasang atau memegang pisau frais pada setiap mesin, sepanjang arbor dibuat alur pasak yang sama ukuranya dengan alur pasak yang terdapat pada ring penjepit pahat yang juga sesuai dengan alur pasak yang terdapat pada pahat frais, arbor juga dinamakan poros frais yaitu perlengkapan yang berguna sebagai tempat kedudukan pisau frais dan ditempatkan pada sumbu mesin.
2. Meja putar
Merupakan bagian mesin milling dan drilling, tempat untuk mengolah benda kerja. operator. Saddle digunakan untuk menopang meja.
5. Knee
Merupakan bagian yang terpasang pada column, tempat mekanisme (transmisi penggerak) pengaturan pemakanan (feed) dan menopang saddle
6. Colum/tiang
7. Base
Merupakan landasan mesin yang terletak menyatu dengan lantai. Base juga berfungsi sebagai reservoir (penampung fluida pendingin).
8. Control
Merupakan pengatur dari bagian-bagian mesin yang bergerak.
Gambar 3.2
Bagian-bagian Mesin Milling
3.3 Klasifikasi Proses Frais (Milling)
3. 3 Tiga Klasifikasi Proses Frais
1. Frais Periperal (Peripheral Milling)
Proses frais ini disebut juga slab milling, ditunjukan oleh gambar 3.4 (a) permukaan yang difrais dihasilkan oleh gigi pahat yang terletak pada permukaan luar badan alat potongnya. Sumbu dari putaran pahat biasanya pada bidang sejajar dengan permukaan benda kerja yang disayat.
2. Frais Muka (Face Milling)
Proses frais muka, ditunjukan oleh gambar 3.4 (b) pahat dipasang pada spindel yang memiliki sumbu putar tegak lurus terhadap permukaan benda kerja. Permukaan hasil proses frais dihasilkan dari hasil penyayatan oleh ujung dan selubung pahat.
3. Frais Jari (End Milling)
Pahat pada proses frais ujung, ditunjukan oleh gambar 3.4 (c) biasanya berputar pada sumbu yang tegak lurus permukaan benda kerja.. Pahat dapat digerakkan menyudut untuk menghasilkan permukaan menyudut. Gigi potong pada pahat terletak pada selubung pahat dan ujung badan pahat.
3.4 Metode Proses Frais
3.5). Metode proses frais ada duyaitu frais naik dan frais turun. (Widarto, 2008)
Gambar 3.4 (a) Frais Naik (Up Milling) dan Frais Turun (Down Milling)
1. Frais Naik (Up Milling)
Frais naik biasanya disebut frais konvensional (conven-tional milling), ditunjukan oleh gambar 3.5 (a). Gerak dari putaran pahat berlawanan arah terhadap gerak makan meja mesin frais. Sebagai contoh, pada proses frais naik apabila pahat berputar searah jarum jam, benda kerja disayat ke arah kanan. Penampang melintang bentuk beram (chips) untuk proses frais naik adalah seperti koma diawali dengan ketebalan minimal kemudian menebal. Proses frais ini sesuai untuk mesin frais konvensional/ manual, karena pada mesin konvensional backlash ulir transportirnya relatif besar dan tidak dilengkapi backlash compensation.
2. Frais Turun (Down Milling)
meja mesin frais akan tertekan dan ditarik oleh pahat.
3.5 Mesin gurdi (Drilling machine)
Mesin bor (drilling) adalah proses pemesinan yang paling sederhana di antara proses pemesinan yang lain. Biasanya di bengkel atau workshop proses ini dinamakan proses bor, walaupun istilah ini sebenarnya kurang tepat. Proses drilling
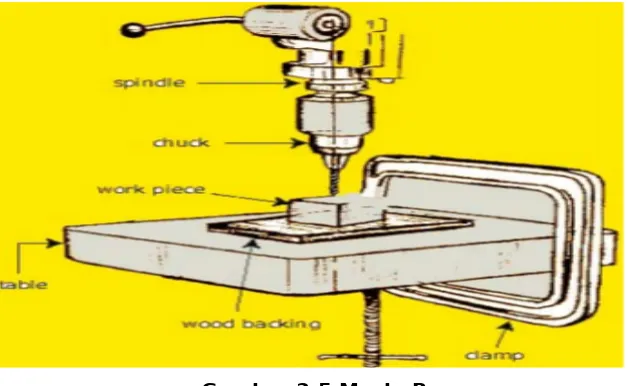
dimaksudkan sebagai proses pembuatan lubang bulat dengan menggunakan mata bor (twist drill). Sedangkan proses bor (boring) adalah proses meluaskan/memperbesar lubang yang bisa dilakukan dengan batang bor (boring bar) yang tidak hanya dilakukan pada Mesin drilling, tetapi bisa dengan Mesin Bubut, Mesin Frais, atau Mesin Bor. Gambar 3.5 berikut menunjukkan proses drilling. (Widarto, 2008)
Gambar 3.5 Mesin Bor
pada dinding lubang, maka diperlukan pengerjaan lanjutan dengan pembenam atau penggerek. Pada proses drilling, beram (chips) harus keluar melalui alur helix pahat gurdi ke luar lubang. Ujung pahat menempel pada benda kerja yang terpotong, sehingga proses pendinginan menjadi relatif sulit. Proses pendinginan biasanya dilakukan dengan menyiram benda kerja yang dilubangi dengan cairan pendingin, disemprot dengan cairan pendingin, atau cairan pendingin dimasukkan melalui lubang di tengah mata bor.
3.6 Jenis-jenis Mesin gurdi (Drilling machine)
Mesin gurdi (drilling machine) adalah suatu mesin yang digunakan untuk membuat lubang. Terdapat jenis-jenis mesin bor yang penggunaannya dan fungsinya melubangi bahan yang berbeda-beda. Berikut adalah jenis-jenis mesin gurdi dengan penggunaan dan fungsinya. (widarto, 2008)
1. Mesin gurdi portable
Mesin Gurdi portable adalah Mesin Gurdi kecil yang terutama digunakan untuk operasi penggurdian yang tidak dapat dilakukan dengan mudah pada Mesin Gurdi biasa.
2. Mesin gurdi vertikal
Mesin Gurdi vertical mempunyai mekanisme hantaran daya untuk penggurdi putar dan dirancang untuk kerja yang lebih berat.
3. Mesin gang (kelompok)
Mesin Kalau beberapa spindel penggurdi dipasangkan pada meja tunggal, ini disebut sebagai penggurdi gang atau kelompok. Jenis ini sesuai untuk pekerjaan produksi yang harus melakukan beberapa operasi.
pekerjaan dengan benda kerja tidak memungkinkan berputar, dan untuk pekerjaan menggurdi beberapa lubang.
5. Mesin turet
Mesin Turet mengatasi keterbatasan ruang lantai yang ditimbulkan oleh kempa gurdi kelompok.
6. Mesin gurdi spindle jamak
Mesin Gurdi spindel jamak untuk menggurdi beberapa lubang secara serempak.
7. Mesin gurdi produksi jenis perpindahan
Mesin Gurdi ada yang dirancang sebagai mesin otomatis, dilengkapi suatu rangkaian operasi pemesinan pada stasiun yang berurutan.
8. Mesin gurdi lubang dalam
Beberapa masalah yang tidak dijumpai dalam operasi penggurdian biasa, dapat muncul dalam penggurdian lubang yang panjang/dalam misalnya pada saat menggurdi laras senapan, spindel panjang, batang engkol, dan lain-lain.
3.7 Jenis-jenis mata bor
Ada beberapa jenis mata bor untuk jenis pekerjaan yang berbeda. Bahan benda kerja dapat juga mempengaruhi jenis dari mata bor yang digunakan. Penggunaan dari masing-masing mata bor tersebut adalah sebagai berikut. (Widarto, 2008)
1. Mata bor helix besar (high helix drills)
lemah. Mata bor ini digunakan untuk memotong logam lunak atau bahan yang memiliki kekuatan rendah.
2. Mata bor helix kecil (low helix drills)
Mata bor dengan sudut helix lebih kecil dari ukuran normal berguna untuk mencegah pahat bor terangkat ke atas atau terpegang benda kerja ketika membuat lubang pada material kuningan dan material yang sejenis.
3. Mata bor kerja berat (heavy-duty drills)
Mata bor yang digunakan untuk menahan tegangan yang tinggi dengan cara menebalkan bagian web.
4. Mata bor tangan kiri (left hand drills)
Mata bor standar dapat dibuat juga untuk mata bor kiri. Digunakan pada pembuatan lubang jamak yang mana bagian kepala Mesin Bor didesain dengan sederhana yang memungkinkan berputar berlawanan arah.
5. Mata bor dengan sisi sayat lurus (straight flute drills)
Adalah bentuk ekstrim dari mata bor helix kecil, digunakan untuk membuat lubang pada kuningan dan plat.
6. Mata bor poros engkol (crankshaft drills)
Mata bor yang didesain khusus untuk mengerjakan poros engkol, sangat menguntungkan untuk membuat lubang dalam pada material yang ulet. Memiliki web yang tebal dan sudut helix yang kadang-kadang lebih besar dari ukuran normal. Mata bor ini adalah mata bor khusus yang banyak digunakan secara luas dan menjadi mata bor standar.
7. Mata bor panjang (extension drills)
Mata bor dengan badan pahat yang panjang, untuk membuat lubang yang dalam.
9. Mata bor bertingkat (step drills)
Satu atau dua buah diamater mata bor dibuat pada satu batang untuk membuat lubang dengan diameter bertingkat. 10. Mata bor ganda (subland drills)
Fungsinya sama dengan mata bor bertingkat. Mata bor ini terlihat seperti dua buah mata bor pada satu batang.
11. Mata bor solid carbide
Untuk membuat lubang kecil pada material paduan ringan, dan material bukan logam, bentuknya bisa sama dengan mata bor standar. Proses pembuatan lubang dengan mata bor ini tidak boleh ada beban kejut, karena bahan carbide mudah pecah.
12. Mata bor dengan sisipan karbida (carbide tipped drills)
Sisipan karbida digunakan untuk mencegah terjadinya keausan karena kecepatan potong yang tinggi. Sudut helix yang lebih kecil dan web yang tipis diterapkan untuk meningkatkan kekakuan mata bor ini, yang menjaga keawetan karbida. Mata bor ini digunakan untuk material yang keras, atau material non logam yang abrasif.
13. Mata bor dengan lubang minyak (oil hole drills)
Lubang kecil di dalam bilah pahat bor dapat digunakan untuk mengalirkan minyak pelumas/pendingin bertekanan ke ujung mata bor. Mata bor ini digunakan untuk membuat lubang dalam pada material yang liat.
Batang lurus dan rata dapat digerinda ujungnya membentuk ujung mata bor. Hal tersebut akan memberikan ruang yang besar bagi beram tanpa bagian helix. Mata bor ini digunakan untuk membuat lubang pada jalan kereta api.
15. Mata bor dengan tiga atau empat sisi potong