Hal 1 SISTEM PENGUKURAN TEKNIK
1.Umum.
Pengukuran ( measurement )
Pengukuran adalah serangkaian kegiatan yang bertujuan untuk menentukan nilai suatu besaran dalam bentuk angka (kwantitatif). Jadi mengukur adalah suatu proses mengaitkan angka secara empirik dan obyektif pada sifat‐sifat obyek atau kejadian nyata sehingga angka yang diperoleh tersebut dapat memberikan gambaran yang jelas mengenai obyek atau kejadian yang diukur.
Instrumentasi (Instrumentation)
Bidang ilmu dan teknologi yang mencakup perencanaan, pembuatan dan penggunaan instrument atau alat ukur besaran fisika atau sistem instrument untuk keperluan diteksi, penelitian, pengukuran, pengaturan serta pengolahan data.
Metrologi (Metrology)
Ilmu Pengetahuan dan Teknologi yang berkaitan dengan kegiatan pengukuran.
Metrologi mencakup tiga hal utama:
1 Penetapan definisi satuan‐satuan ukuran yang diterima secara internasional;misal:meter, kilogram dsb.
2. Perwujuan satuan‐satuan ukuran berdasarkan metode‐metode ilmiah, missal perwujudan nilai meter menggunakan gelombang cahaya laser. 3. Penetapan rantai ketertelusuran dengan menentukan dan merekam nilai dan akurasi suatu pengukuran dan menyebarluaskan
pengetahuan tersebut, misalnya hubungan (perbandingan) antara nilai ukur sebuah mikrometer ulir terhadap balok ukur sebagai standar panjang dilaboratorium.
Hal 2 1.1. Satuan‐‐‐‐satuan dalam Pengukuran
Satuan ”Sistem Internasional” (Le Systeme Internationale d’Unites) – SI
Satuan Dasar adalah satuan pengukuran sebuah besaran dasar pada sebuah sistembesaran phisik. Definisi dan realisasi dari setiap satuan dasar dapat berubah dengan adanya penelitian kemetrologian yang dapat menemukan kemungkinan dicapainya definisi dan realisasi yang lebih akurat dari besaran phisik tersebut.
Contoh: Definisi ”meter”
Th. 1889 didasarkan pada prototipe internasional X meter dari bahan Platinum‐ Iredium yang sekarang disimpan di Perancis.
Th. 1960, meter berubah menjadi standar cahaya yang difinisinya sebagai panjang gelombang dari spektral Krypton 86.
Th. 1983, pada konggres CGPM 17, didefinisikan ulang bahwa satu meter adalah jarak tempuh dari gelombang cahaya Helium‐Neon pada tabung vakum dengan kecepatan 1/ 299 792 458 second, yang direliarisasikan dalam panjang gelombang laser yang distabilkan dengan iodine.
1.2.Satuan Dasar SI
1.2.1.Definisi Satuan Dasar SI
Meter : panjang lintasan yang ditempuh oleh cahaya dalam tabung vakum dalam waktu 1/ 299 792 458 second.
Hal 3 Sekon: durasi dari 9 192 631 770 periode radiasi yang sesuai dengan transisi antara dua tingkat sangat halus dari ground state sebuah atom cecium 133.
Ampere: arus tetap yang jika tidak dijaga dalam dua kawat konduktor yang lurus dan paralel dengan panjang tak terhingga dan luas penampang dapat diabaikan serta berjarak 1 meter satu sama lain , dalam ruang hampa akan menghasilkan gaya sebesar 2 x 10‐7 newton per meter panjang kawat.
Kelvin: 1/ 273,16 dari suhu termodinamis titik tripel air.
Mole : jumlah zat dari sebuah sistem yang mengandung intensitas sebanyak intensitas yang ada dalam 0,012 kg atom karbon ‐12.
Candela: intensitas luminasi pada arah tertentu dari sejumlah sumber yang memancarkan radiasi monocromatik dengan frequensi 540 x 10‐12 herz dan mempunya intensitas radian pada arah tersebut sebesar 1/638 watt per steradian.
1.3. Pengertian Metrologi dan Penerapannya
Ukuran suatu benda kerja baru dapat diketahui setelah benda tersebut diukur.Ilmu pengetahuan teknik tentang ukur mengukur secara luas dinamakan metrologi (metrology), sebagaimana ditulis dalam bahasa inggris “ Metrology is science of measurement” .
Pembagian Utama dalam Metrologi
1. Metrologi Ilmiah (Scientific Metrology) : pengukuran yang
berhubungan dengan pengaturan dan pengembangan standar‐standar pengukuran dan pemeliharaannya.
2. Metrologi Industri (Industrial Metrology): pengukuran yang bertujuan untuk pengendalian mutu suatu produk di industri dengan memastikan bahwa sistem pengukuran dan alat‐alat ukur berfungsi dengan akurasi yangmemadai, baik dalam proses produksi maupun pengujiannya. 3. Metrologi Legal (Legal Metrology): pengukuran yang berkaitan dengan transaksi perdagangan, kesehatan, keselamatan dan kepentingan umum.
Hal 4 1.3.1. Pengukuran (measurement)
Kegiatan mengukur dapat diartikan sebagai proses perbandingan suatu obyek terhadap standar yang relevan dengan mengikuti peraturan peraturan terkait dengan tujuan untuk dapat memberikan gambaran yang jelas tentang obyek ukurnya.
Dengan melakukan proses pengukuran dapat:
membuat gambaran melalui karakteristik suatu obyek atau prosesnya. mengadakan komunikasi antar perancang, pelaksana pembuatan, penguji mutu dan berbagai pihak yang terkait lainnya.
memperkirakan hal‐hal yang akan terjadi
melakukan pengendalian agar sesuatu yang akan terjadi dapat sesuai dengan harapan perancang.
1.3.2. Metode Pengukuran
Pada umumnya metode pengukuran adalah membandingkan besaran yang diukur terhadap standarnya. Bagaimana proses membandingkan dilakukan, diantarnaya harus diketahui:
‐ konsep dasar tentang besaran yang dilakukan. ‐ dalil fisika tentang besaran tersebut.
‐ spesifikasi peralatan yang harus digunakan pengukuran. ‐ proses pengukuran yang dilakukan.
‐ urut‐urut an langkah yang harus dilakukan. ‐ kualifikasi operator.
‐ kondisi lingkungan.
1.3.3.Terminologi dan metodologi pengukuran yang standarkan meliputi sbb:
a. Metode pengukuran fundamental
Pengukuran berdasarkan besaran‐besaran dasar (panjang, massa, waktu dsb) yang dipakai untuk mendifinisikan besaran yang diukur. Misal pengukuran gravitasi dengan cara bola jatuh, diukur massa benda yang jatuh, jarak yang ditempuh dan waktu yang diperlukan untuk menempuh
Hal 5 jarak tersebut. Disini nilai percepatan gravitasi langsung ditentukan dengan mengukur besaran dasar massa, panjang dan waktu.
b. Metode pengukuran langsung
Metode pengukuran dimana nilai besaran langsung terbaca pada alat ukur tanpa memerlukan pengukuran besaran‐besaran lain yang mempunyai hubungan fungsional dengan besaran yang diukur. Contoh:
‐ pengukuran panjang dengan memakai mistar. ‐ pengukuran massa dengan neraca sama lengan
c. Metode pengukuran tidak langsung
Pengukuran yang diukur ditentukan dengan jalan mengukur besaran lain yang mempunyai hubungan funsional dengan besaran yang diukur, Contoh:
‐ pengukuran tekanan dengan mengukur tingginya kolom cairan didalam suatu tabung
‐ pengukuran suhu dengan mengukur tahanan listrik kawat platina ( temometer tahanan platina).
d. Metode perbandingan
Membandingkan besaran yang diukur dengan besaran sejenis yang telah diketahui nilainya.
Contoh:
‐. mengukur tegangan dengan pontensio meter. Disini tegangan yang akan diukur dibandingkan dengan tegangan sel standar
‐. mengukur tahanan listrik dengan jembatan Wheatstone.
e. Metode subtitusi
Metode pengukuran dimana besaran yang diukur diganti oleh besaran yang sejenis yang nilainya telah diketahui dan dipilih sedemikian rupa sehingga menimbulkan efek yang sama terhadap penunjukkan alat ukur.
Hal 6 f. Metode deferensial
Metode dimana besaran yang diukur dibandingkan dengan besaran yang sejenis yang telah diketahui yang nilainya hanya berbeda sedikit dengan yang diukur adalah perbedaan itu. Contoh:
‐ Pengukuran panjang dengan menggunakan komparator
‐ Pengukuran distribusi suhu didalam ruangan yang suhunya hampir seragam dengan memakai termokopel differinsial.
g. Metode nol
Metode pengukuran dimana nilai besaran yang diukur ditentukan dengan menyetimbangkan, mengatur satu atau lebih besaran yang telah diketahui yang dengan besaran ini mempunyai hubungan tertentu dan dalam keadaan setimbang diketahui bentuknya. Contoh:
‐ pengukuran impendansi dengan memakai rangkaian jembatan impendansi
‐ pengukuran tegangan dengan memakai potensiometer.
1.2.5. Karakteristik alat ukur dan Proses Pengukuran
Proses pengukuran identik dengan proses produksi disuatu industri. Produk proses pengukuran adalah berupa angka‐angka. Karakteristik yang menonjol dari proses pengu kuran adalah pengukuran yang dilakukan berkalikali terhadap suatu besaran yang konstan harganya menghasilkan yang tidak sama. Bagaimana sempurnanya persyaratan metodenya dipenuhi selalu ada perbedaan pada hasil-hasil ukurnya. Angka mana yang dianggap benar ? Analisis statistik menyatakan bahwa nilai yang benar akan didapat bila pengukuran dilakukan tak terhingga kali pada kondisi yang sama Dan kita tidak akan punya waktu dan biaya untuk melakukan seperti tersebut diatas. Karena itu harga yang benar tidak akan pernah diketahui, kemungkinan hanya dapat angka pendekatan saja. yang berdasarkan mharga rata‐rata dari sejumlah pengamatnya. Akan tetapi harga rata‐rata saja tidak cukup, angka tersebut harus disertai dengan keterangan yang menyatakan:
Hal 7 a. Rentang yang menyatakan berapa dekatnya nilai pendakatan tersebut terhadap harga yang sebenarnya.
b. Jaminan atau tingkat keyakinan (Confidence Level) bahwa angka rata‐rata akan diperoleh lagi jika kita melakukan beberapa kali terhadap besarantersebut. Contoh: Bila dari hasil penimbangan massa dituliskan sbb:
( 100 ± 2 ) kg pada “Confidence Level” = 95%
2. ALAT UKUR
2.1. Pengertian Alat Ukur (instrument)
Untuk melakukan kegiatan pengukuran, diperlukan suatu perangkat yang dinamakan instrumen (alat ukur). Jadi instrumen adalah sesuatu yang digunakan untuk membantu kerja indera untuk melakukan proses pengukuran. Misalnya pada mobil, manometer (pressure gauge) pengukur tekanan udara dalam ban, termometer ( pengukur suhu mesin), speedometer ( pengukur kecepatan) levelmeter (pengukur bahan bakar pada tangki), pH meter (pengukur derajat keasaman dalam batere) dst. Instrument atau alat ukur terdiri dari banyak jenis yang dapat juga dikelompokkan melalui disiplin kerja atau besaran fisiknya. diantaranya:
alat ukur dimensi: mistar, jangka sorong, mikrometer, bilah sudut, balok ukur, profile proyector, universal measurung machine dst.
alat ukur massa : timbangan,comparator elektronik,weight set dst alat ukur mekanik; tachometer, torquemeter, stroboscope dll alat ukur fisik : gelas ukur, densitometer, visosimeter, flowmeter . alat ukur listrik: voltmeter, amperemeter, jembatan Wheatstone alat ukur suhu: termometer gelas, PRT
Hal 8 2.1.1. Istilah‐‐‐‐istilah pada alat ukur
Rentang Ukur (Range) besarnya daerah pengukuran mutlak suatu alat ukur.Sebuah jangka sorong mempunyai range 0 sd 150 mm
Dayabaca (sering disebut resolusi/atau resolution) jarak ukur antara dua garis skala yang berdampingan pada alat ukur analog, atau perbedaan penunjukkan terbaca dengan jelas pada alat ukur digital.
Span: besarnya kapasitas ukur suatu alat ukur, misal mikrometer luar mempunyai span ukur 25 mm, artinya rentang ukur 0 – 25, 25 – 50, 50 – 75……….dst.
Kepekaan (sensitivity) perbandingan antara perubahan besarnya keluaran dan masukkan pada suatu alat ukur setelah kesetimbangan tercapai.
Kemampuan ulang (repeatibility) kesamaan penunjukkan suatu alat ukur jika digunakan untuk mengukur obyek yang sama, ditempat yang sama. serta dalam waktu yang hampir tidak ada berselisih antara pengukuranpengukuran tersebut.
2.2 Sifat-sifat Alat Ukur
Rantai kalibrasi, yaitu proses pemeriksaan alat ukur yang bertujuan untuk mencocokan harga-harga yang tercantum pada skala alat ukur dengan harga-harga standar, agar tidak terjadi penipuan dari alat ukur.
Kepekaan (Sensitivity), yaitu kemampuan suatu alat ukur untuk merasakan suatu perbedaan yang relatif kecil dari harga yang diukur. Kemudahan Baca (readibility),yaitu kemampuan sistem penunjukkan dari alat ukur untuk memberikan suatu angka yang jelas dan berarti
Histerisis, yaitu penyimpangan yang timbul sewaktu dilakukan pengukuran secara kontinyu dari dua arah yang berlawanan, yakni dari skala nol menuju skala maksimal dan dari skala maksimal menuju skala nol.
Hal 9 Kestabilan nol,yaitu kemampuan suatu alat ukur untuk kembali ke
posisi awal (nol) setelah melakukan pengukuran.
Pengambangan (floating), yaitu keadaan suatu jarum penujuk dari alat ukur yang tidak mau berhenti (terus bergerak), atau angka terakhir paling kanan dari penunjuk berangka (digitas) yang selalu berubah-ubah.
Kepasifan (Pasivity) atau kelambatan reaksi,yaitu kekurang-pekaan alat ukur dalam menerima perubahan yang terjadi pada sensor.
Pergeseran (shifting, drift), yaitu terjadi perubahan atau pergeseran pada pencantat/penunjuk sementara sensor tidak mengisnyaratkan adanya pergesran tersebut.
2.3. Bagian‐‐‐‐bagian dari alat ukur
Secara garis besar suatu alat dibagi menjadi 3 komponen utama yaitu : 1. Sensor atau peraba
2. Pengubah /pengolah sinyal atau tranduser
3. Penunjuk atau indikator/ display dan pencatat atau rekorder
1. Sensor bagian alat ukur yang merasakan adanya sinyal yang harus diukur atau bagian yang berhubungan langsung dengan benda ukurnya. Ada dua jenis sensor, yaitu kontak dan non kontak. Sensor kontak banyak digunakan pada prinsip alat ukur mekanik dan elektrik, sedang sensor non kontak pada prinsip optik dan pneumatik. Contoh sensor pada mikrometer adalah kedua permukaan ukur yang menjepit benda ukur, pada dial indikator terletak pada ujung tangkai batang ukurnya.
2. Tranduser berfungsi untuk memperkuat/memperjelas dengan
mengubah sinyal sinyal yang diterima dari sensor dan mengirim hasil ke penunjuk atau indikator/ rekorder maupun kontroler. Kemungkinan pada tranduser sinyal dirubah dengan besaran lain, misalnya system
Hal 10 mekanik menjadi elektrik kemudian diubah kembali menjadi sistem mekanik Jadi prinsip kerja dari alat ukur tergantung dari pengubahnya, yang dapat dibedakan menjadi beberapa prinsip kerja, yaitu :
1. sistem mekanik 2. sistem elektrik 3. sistem optik 4. sistem pneumatik
5. sistem gabungan diantara tersebut diatas, diantaranya: a. sistem optomekanik
b. sistem optoelektronik c. sistem mekatronik dst
Contoh tranduser pada mikometer berupa sistem ulir presisi, pada dial Indicator berupa sistem rodagigi yang dapat mengubah dari gerakan linier menjadi gerakan berputar pada indikatornya.
3. Penunjuk atau indikator bertugas untuk menayangkan data ukur yang berupa garis‐garis skala pada mikrometer atau jarum yang bergerak melingkar dengan menunjuk skala ukur yang melingkar juga.
Rekorder dapat mencatat data ukur dalam bentuk numerik atau grafik, sedangkan kontroler berfungsi untuk mengendalikan besarnya nilai obyek yang diukur sesuai dengan nilai ukur yang dikehendaki. Tidak semua alat ukur dilengkapi dengan rekorder dan atau kontroler, namun untuk alat‐alat ukur yang modern yang dilengkapi dengan pembacaan digital sering dilengkapi dengan pengolah data secara statistik (SPC – statistic process control). Komponen pengolah data ini sangat membantu khususnya bagi mereka yang bekerja dibagian pengendalian mutu produk yang dibuat secara massa (mass product). Setiap dimensi dilakukan pengukuran beberapa kali, langsung
data‐data tersebut dapat diolah, sehingga operator dapat memperoleh informasi tentang harga rata‐rata, simpangan baku dan parameter statistik lainnya termasuk penayangan histogram, diagram x‐R dsb.
Hal 11 2.4 Faktor- Faktor Yang Mempengaruhi Hasil Pengukuran
ALAT UKUR: terlalu sering dipakai, jarang dikalibrasi (akan berdampak terhadap histerisis, kepasifan, pergeseran, dan kestabilan nol), keausan sensor yang akan menyebabkan kesalahan sistematis, dan kesalahan rambang.
BENDA UKUR: deformasi akibat tekanan kontak dari sensor alat ukur dan berat benda ukur sendiri
POSISI PENGUKURAN: kesalahan sinus, dan kesalahan Kosinus
3.KALIBRASI (CALIBRATION) 3.1.Definisi
Kalibrasi bagian dari Metrologi kegiatan untuk menentukan kebenaran konvensional nilai penunjukkan alat ukur dan bahan ukur. Atau Kalibrasi adalah memastikan hubungan antara harga‐‐‐‐harga yang ditunjukkan oleh suatu alat ukur atau sistem pengukuran, atau harga‐‐‐‐harga yang diabadikan pada suatu bahan ukur dengan harga yang “sebenarnya” dari besaran yang diukur.
3.2.Kalibrasi di industri
Menjamin ketertelusuran peralatan ukur yang digunakan dalam pengukuran dan pengujian suatu produk industri. Atau menjamin suatu hasil pengukuran, maka alat ukur dan bahan ukur yang digunakan dalam proses pengukuran harus dikalibrasi.
3.3. Kalibrasi alat ukur
Kalibrasi adalah kegiatan untuk mengetahui kebenaran konvensional nilai penunjukkan suatu alat ukur. Kalibrasi dilakukan dengan cara membandingkan alat ukur yang diperiksa terhadap standar ukur yang relevan dan diketahui lebih tinggi nilai ukurnya. Selanjutnya untuk
Hal 12 mengetahui nilai ukur standar yang dipakai, standarnya juga harus dikalibrasi terhadap standar yang lebih tinggi akurasinya.
Dengan demikian setiap alat ukur dapat ditelusuri (traceable) tingkat akurasinya sampai ke tingkat standar nasional dan atau standar internasional.
Dari proses kalibrasi dapat menentukan nilai‐nilai yang berkaitan dengan kinerja alat ukur atau bahan acuan. Hal ini dicapai dengan pembandingkan langsung terhadap suatu standar ukur atau bahan acuan yang bersertifikat. Output dari kalibrasi adalah sertifikat kalibrasi dan label atau stiker yang disematkan pada alat yang sudah dikalibrasi.
Tiga alasan penting, mengapa alat ukur perlu dikalibrasi
1. Memastikan bahwa penunjukan alat tersebut sesuai dengan hasil pengukuran lain
2. Menentukan akurasi penunjukan alat.
3. Mengetahui keandalan alat,yaitu alat ukur dapat dipercaya.
3.4. Manfaat kalibrasi
Dengan kalibrasi suatu alat ukur atau standar ukur, nilai ukurnya dapat dipantau, sehingga tindakan yang tepat dapat segera diambil bila penyimpangan yang terjadi sudah diluar batas toleransi yang diijinkan terhadap spesifikasi standarnya.
Penggunaan alat ukur yang masih baik berdasarkan hasil kalibrasi berguna:
untuk pengukuran yang baik langsung atau tidak langsung menyangkut keselamatan.
hasil produk yang cacat atau menyimpang dapat dihindari/ditekan sekecil mungkin
untuk menjamin bahwa hasil pengukuran yang dilakukan dapat tertelusur ke standar nasional/internasional.
Hal 13 Untuk menarik manfaat tersebut diatas, semua jenis alat ukur semua besaran
perlu dikalibrasi.
3.5. Interval Kalibrasi dan Sertifikasi
Alat ukur yang dikelola berdasarkan metrologi legal, interval kalibrasi (tera) ditetapkan secara periodik berdasarkan oleh peraturan perundang‐undangan (UUML)yang berlaku di Direktorat Metrologi (Deperindag). Untuk alat ukur yang dikelola berdasarkan metrologi teknis, interval kalibrasi tergantung pada tingkat akurasi, lokasi / penyimpanan dan frekuensi pemakaian.
Kalibrasi harus lebih sering dilakukan untuk alat ukur yang : tingkat akurasinya lebih rendah
lokasi pemakaian/penyimpanan yang mengakibatkan kondisi alat ukur makin cepat memburuk.
lebih tinggi frekuensi pemakaiannya.
Setelah proses kalibrasi selesai dilakukan, Sertifikat atau laporan kalibrsi diterbitkan.
3.6. Persiapan kalibrasi
Dalam suatu proses kalibrasi, terdapat enam unsur yang terlibat yaitu: 1. Obyek kalibrasi yang berupa alat ukur
2. Standar ukur
3. Sistem kalibrasi (kalibrator) 4. Standar dokumenter
5. Operator kalibrasi
Hal 14 3.7. Ketertelusuran (traceability)
Kemampuan telusur (traceability) sangat erat kaitannya dengan kegiatan kalibrasi, yaitu sifat dari alat ukur dan bahan ukur yang dapat menghubungkan ke standar yang lebih tinggi sampai ke standar nasional dan atau internasional yang dapat diterima sebagai system pengukuran melalui suatu mata rantai tertentu.Secara umum semua bahan ukur, alat ukur harus tertelusur ke standar yang lebih tinggi akurasinya, standar‐standar yang dipakai sebagi acuan adalah sbb:
Standar Kerja (Working Standard) – merupakan pembanding dari alatalat ukur industri berada di Lab.Kalibrasi industri‐industri.
Standar Acuan (Reference Standard) – merupakan pembanding dari standar‐standar kerja dan berada di Pusat‐ pusat Kalibrasi yang terakreditasi (KAN).
Standar Nasional (National Standard) – merupakan pembanding dari pusat‐ pusat kalibrasi (JNK). Standar tersebut berada di Puslit KIM‐LIPI, Serpong.
Standar Internasional (International Standard) – merupakan
pembanding dari Institusi Metrologi Nasional (NMI) di masing‐masing negara yang dikordinasikan secara regional yang berpusat di BIPM, International Intercomparation.
3.8.Standardisasi (Standardisation)
Jaminan untuk kelancaran kerja bagi semua pihak dalam menyatukan pengertian teknik antar negara yang mempunyai kepentingan bersama. Khususnya sebagai dasar yang tepat bagi pembuatan komponen dengan sifat mampu tukar (interchangability).
Dokument standar seperti ISO / IEC bertujuan : 1. memudahkan perdagangan internasional 2. memudahkan komunikasi teknis
3. memberikan petunjuk‐petunjuk praktis pada persoalan khusus dalam bidang teknologi bagi negara berkembang.
Hal 15 4. INSTRUMENTASI PROSES
4.1.Fungsi instrument
• mengurangi kesalahan manusia • mempertinggi kualitas hasil • menurunkan biaya produksi • cepat dan efisien
4.2.Jenis instrument a. Instrument Ukur
Untuk mengetahui harga (nilai) dari besaran fisik yang diukur dari suatu proses sedang berjalan. Pengukuran bisa dilakukan secara langsung (panjang, berat) atau melalui fisis lain seperti pengukuran temperatur dengan thermokopel, air raksa. Alat ukur bisa berupa alat penunjuk (indicator) transmitter (untuk disalurkan) atau rekorder (alat pencatat).
b. Instrument pengendali (kontrol)
Untuk mengatur suatu proses sehingga nilai sesuai dengan yang dikehendaki.
• Pengendalian kontinyu – feedback kontrol • Pengendalian berurutan – sequencial kontrol
Untuk mengatur urutan dengan waktu tertentu suatu pelaksanaan pekerjaan (proses) sesuai dengan yang diiginkan.
5. PENGUJIAN
Pengujian adalah suatu kegiatan untuk menentukan sifat‐‐‐‐sifat suatu produk, proses atau jasa, menurut suatu prosedur, metodologi atau persyaratan tertentu.
Pengujian suatu produk peralatan bertujuan untuk mengetahui kondisi peralatan tersebut cukup baik dan sesuai dengan spesifikasi peralatan yang diminta oleh konsumen pada saat dikirim oleh produsen pada saat dikirim oleh produsen/kontraktor. Pengujian biasanya dilakukan pada awal penggunaan peralatan tersebut.Secara umum pengujian suatu produk dapat dibagi menjadi 3 jenis pengujian, yaitu:
Hal 16 • Pengujian keandalan (Reliability Test)
• Pengujian keamanan (Safety Test) • Pengujian Fungsi ( Fungtion Test)
Pengujian keandalan adalah pengujian yang dilakukan untuk mengetahui unjuk kerja dari sebuah peralatan dalam waktu yang lama.
Pengujian keamanan adalah pengujian yang dilakukan untuk mengetahui bahwa sebuah peralatan cukup aman digunakan bagi penggunanya dan juga aman bagi peralatan itu sendiri pada tempat dia digunakan.
Pengujian fungsi adalah pengujian yang dilakukan untuk mengetahui kerja/fungsi dari sebuah peralatan sesuai dengan spesifikasinya.
6. Pengukuran Standard 6.1 ALAT UKUR PANJANG
a. Mistar
Alat ukur panjang yang banyak digunakan dalam kehidupan sehari-hari adalah mistar. Skala terkecil dari mistar adalah 1 mm (0,1 cm) dan ketelitiannya setengah skala terkecil 0, 5 mm (0,05 cm)
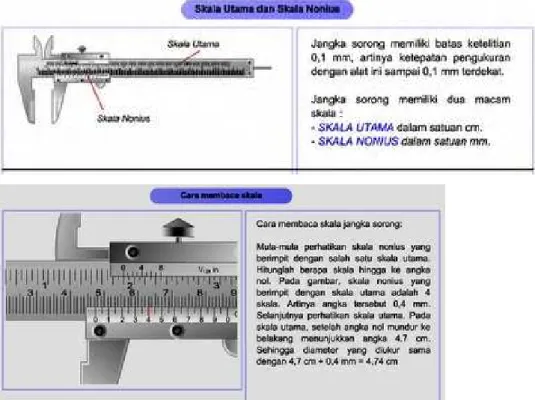
Hal 17 b. Jangka Sorong
Dalam prakteknya, mengukur panjang kadang-kadang memerlukan alat ukur yang mampu membaca hasil ukur sampai ketelitian 0,1 mm (0,01 cm). Untuk pengukuran semacam ini kita bisa menggunakan jangka sorong.
(b)
Gambar 1.5 Jangka Sorong a) Skala utama dan skala nonius. b) Cara membaca skala (Sumber: http://www.e-dukasi.net)
c. Mikrometer Sekrup
Alat ukur panjang yang paling teliti adalah mikrometer sekrup yang memiliki ketelitian 0,01 mm, biasanya digunakan oleh para teknisi mesin.
Hal 18 Gambar 1.6 Pembacaan skala Mikrometer
• Digunakan untuk mengetahui ukuran panjang yang sangat kecil • Mempunyai tingkat ketelitian sampai dengan 0,01 mm
d. Bevel Protraktor
Fungsi : untuk memeriksa sudut dari hasil pengerjaan permesinan, membuat garis-garis gambar pada benda kerja yang akan dibentuk dengan sudut-sudut tertentu atau dapat juga digunakan untuk memeriksa kerataan dari dua permukaan yang mempunyai sudut tertentu. Konstruksi dan bagian-bagian Bevel Protractor terdiri atas :
1) Busur derajat
Busur derajat satu lingkaran penuh dipasang pada rangka, pada busur derajat ini terdapat garis
satuan derajat, mulai dari 0 sampai 360 2) Rangka
Rangka terbuat dari baja tuang, pada rangka ini terdapat busur derajat, mistar baja dan blok dengan posisi yang dapat diatur sesuai dengan posisi sudut yang diinginkan
Bagian-bagian.
e. Block Ukur
Berbentuk persegi panjang bulat atau persegi empat,mempunyai dua sisi sejajar dengan ukuran yang tepat.
Busur derajat satu lingkaran penuh dipasang pada rangka, pada busur derajat ini terdapat garis-garis skala ukuran sudut dalam
n derajat, mulai dari 0 sampai 360.
Rangka terbuat dari baja tuang, pada rangka ini terdapat busur derajat, mistar baja dan blok dengan posisi yang dapat diatur sesuai dengan posisi sudut yang diinginkan
Block Ukur
Berbentuk persegi panjang bulat atau persegi empat,mempunyai dua sisi sejajar dengan ukuran yang tepat.
1. Bilah utama 2. Pelat dasar 3. Kunci bilah 4. Kunci piringan 5. Skala utama
6. Skala nonius (kiri dan 7. Piringan dasar
Hal 19 Busur derajat satu lingkaran penuh dipasang pada rangka, garis skala ukuran sudut dalam
Rangka terbuat dari baja tuang, pada rangka ini terdapat busur derajat, mistar baja dan blok dengan posisi yang dapat diatur sesuai
Berbentuk persegi panjang bulat atau persegi empat,mempunyai dua sisi Bilah utama
Pelat dasar Kunci bilah Kunci piringan Skala utama
Skala nonius (kiri dan kanan) Piringan dasar
Hal 20 Aplikasi Blok Ukur :
Digunakan untuk kalibrasi alat alat ukur (pembanding ukuran). Sebagai standard laboratorium induk untuk mengukur ukuran
selama produksi. Jenis Blok Ukur :
1.Blok Ukur Persegi Panjang
Hal 21 Macam-macam Blok Ukur Set yang berada di pasaran
1. Blok gauge set max 10 mm
2 Blok gauge set besar 100 mm
Prosedur pemeliharaan blok ukur :
Untuk mendapatkan usia pakai yang relatif lama, perlu adanya rawatan dan pemeliharaan dengan baik melalui langkah-Iangkah;
a. Setelah dipakai bersihkan alat ini dari debu atau kotoran dengan lap bersih.
b. Olesi atau lumasi dengan vaseline
c. Simpanlah pada tempat yang telah disediakan (kotak kayu/plastik) sesuai dalam kotak penyimpanannya.
Hal 22 Contoh ukuran blok ukur (88 blok)
3 blok terdiri dari : 0,5 ; 1,0 ; 1,0005 mm
9 blok dengan imbuhan sebesar 0,001 mm mulai dari 1,001 – 1,009 mm
49 blok dengan imbuhan sebesar 0,01 mm mulai dari 1,01 – 1,49 mm
17 blok dengan imbuhan sebesar 0,5 mm mulai dari 1,5 – 9,5 mm 10 blok dengan imbuhan sebesar 10 mm mulai dari 10 – 100 mm Contoh Pemakaian Blok Ukur
f. CMM ( Coordinate Measuring Machine )
Coordinate Measuring Machine (mesin pengukur kordinat) adalah sebuah alat pengukur multi fungsi berkecepatan tinggi yang menghasilkan akurasi dan efisiensipengukuran yang tinggi. Pada prinsipnya CMM adalah kebalikan dari CNC. Pada CNCkordinat yang
Hal 23 dimasukkan menghasilkan gerakan pahat pada sumbu X, Y dan Z. Sedangkan pada CMM kontak antara probe dengan benda kerja menghasilkan kordinat. Selain itu jika pada mesin CNC menggunakan bantalan peluru bersirkulasi (circulated ball bearing) maka pada mesin CMM menggunakan batalan udara (air pad bearing) sehingga gerakannya sangat halus.
Untuk menjamin keakuratan konstruksi CMM dibuat sangat kaku (rigid). Salah satu caranya dengan menggunakan granit sebagai meja atau bidang acuan.
Gambar CMM (Coordinate Measuring Machine) Keunggulan CMM :
• Kordinat manapun dari benda kerja dapat ditentukan dengan mudah • Presisi pengukuran yang tinggi
• Unit pengolah data dapat mengolah data secara cepat dan langsung bisa dicetak
6.2 ALAT UKUR MASSA Dalam kehidupan sehari
tetapi dalam tinjauan fisika kedua besaran tersebut berbeda. Massa tidak dipengaruhi gravitasi,
gravitasi. Alat ukur massa yang paling neraca.
Neraca
Neraca yang digunakan di laboratorium fisika pada umumnya berbeda neraca yang dijumpai dalam kehidupan sehari
Berikut adalah beberapa contoh neraca berbagai bentuk. ALAT UKUR MASSA
Dalam kehidupan sehari-hari, massa sering diartikan sebagai berat, tetapi dalam tinjauan fisika kedua besaran tersebut berbeda. Massa tidak dipengaruhi gravitasi, sedangkan berat dipengaruhi oleh gravitasi. Alat ukur massa yang paling sering digunakan adalah
yang digunakan di laboratorium fisika pada umumnya berbeda neraca yang dijumpai dalam kehidupan sehari-hari.
beberapa contoh neraca berbagai bentuk.
Hal 24 hari, massa sering diartikan sebagai berat, tetapi dalam tinjauan fisika kedua besaran tersebut berbeda. Massa sedangkan berat dipengaruhi oleh sering digunakan adalah
yang digunakan di laboratorium fisika pada umumnya berbeda
Hal 25 Dan di bawah ini adalah contoh neraca yang sering ditemukan di laboratarium
6.3 ALAT UKUR WAKTU
Waktu adalah selang antara dua kejadian/peristiwa. Untuk keperluan sehari-hari, telah dibuat alat-alat pengukur waktu, misalnya jam tangan dan stopwatch.
Hal 26 e. Stopwatch
6.4 ALAT UKUR SUHU
Suhu didefinisikan sebagai derajat/tingkatan panas suatu benda atau kuantitas panas suatu benda.suhu merupakan salah satu besaran pokok dengan satuan derajat Kelvin. Alat yang tepat untuk mengukur suhu benda adalah termometer.
Macam – macam termometer
A. Berdasarnya zat termometriknya, termometer dapat dibedakan menjadi: 1) Termometer zat padat.
Termometer zat padat menggunakan prinsip perubahan hambatan logam konduktor terhadap suhu sehingga sering juga disebut sebagai termometer hambatan. Biasanya termometer ini menggunakan kawat platina halus yang dililitkan pad mika dan dimasukkan dalam tabung perak tipis tahan panas.
Hal 27 Contoh: Termometer platina
2) Termometer zat cair.
Termometer zat cair dibuat berdasarkan perubahan volume. Zat cair yang digunakan biasanya raksa atau alkohol. Contoh termometer Fahrenheit, Celcius, Reamur.
Alasan pemilihan raksa atau alkohol sebagai isi termometer adalah sebagai berikut:
1. mudah dilihat karena raksa terlihat mengkilap sedangkan alkohol dapat diberi warna merah.
2. daerah ukurannya sangat luas (raksa : – 390C s/d 3370C dan alkohol: -1140C – 780C)
3. keduanya merupakan panghantar kalor yang baik 4. keduanya mempunyai kalor jenis yang kecil.
Hal 28 3) Termometer gas
Termomter gas menggunakan prinsip pengaruh suhu terhadap tekanan. Bagan alat ini sama seperti nanometer. Pipa U yang berisi raksa mula-mula permukaannya sama tinggi. Jika salah satu ujungnya dihubungkan dengan ruangan yang bersisi gas bertekanan, maka akan terjadi selisih tinggi.
Hal 29 6.5 ALAT UKUR KUAT ARUS LISTRIK
a. Amperemeter
Amperemeter adalah alat yang digunakan Untuk mengukur arus listrik yang mengalir pada suatu rangkaian, atau pada pengukuran arus kecil; kita menggunakan milli amperemeter. Dalam pertangkaian alat ukur amperemeter harus dihubung seri dengan beban yang terletak dimuka atau dibelakang alat pemakai (bebean). Karena emperemeter harus dihubung seri terhadap rangkaian maka harus mempunyai tahanan dalam yang sangat kecil, jika tidak maka akan menambah jumlah tahanan di dalam rangkaian.
b. Voltmeter.
Volt meter adalah alat yang digunakan untuk mengukur beda potensial atau tegangan pada suatu rangkain listrik. Misalnya untuk
mengukur accumulator yang dianggap sebagai sumber tegangan maka volt meter tadi harus dipasang secara paralel terhadap sumber tegangan yang hendak diukur.
Hal 30 c. Galvanometer
Galvanometer adalah alat pengukur kuat arus yang sangat lemah. Cara kerjanya sama dengan Amperemeter, Voltmeter, dan
Ohmmeter. Ketiga alat itu cara kerjanya sama dengan motor listrik,
tapi karena dilengkapi pegas, maka kumparannya tidak berputar. Karena muatan dalam magnet dapat berubaha karena arus listrik yang mengalir ke dalamnya.
d. Multimeter
Multimeter adalah alat pengukur listrik yang sering dikenal sebagai VOAM (VolT, Ohm, Ampere meter) yang dapat mengukur tegangan (voltmeter), hambatan (ohm-meter), maupun arus (amper-meter). Ada dua kategori multimeter: multimeter digital atau DMM (digital
multi-meter)(untuk yang baru dan lebih akurat hasil pengukurannya), dan multimeter analog. Masing-masing kategori dapat mengukur listrik AC, maupun listrik DC.
Hal 31 6.6 JUMLAH ZAT/MOLEKUL
Jumlah molekul tidak diukur secara langsung, sehingga tidak perlu memakai alat ukur.
6.7 ALAT UKUR INTENSITAS CAHAYA
a. Light meter
Adalah alat uji untuk mengukur intensitas cahaya atau mengukur jumlah cahaya yang masuk melalui alat uji ukur cahaya ini. Dalam fotografi, pengukur cahaya yang sering digunakan untuk menentukan eksposur yang tepat untuk foto. Biasanya Light Meter akan mencakup sebuah komputer, baik digital atau analog.
b. Lux meter
Lux meter adalah sebuah alat yang digunakan untuk mengukur intensitas cahaya atau tingkat pencahayaan. Biasanya digunakan dalam ruangan.
Hal 32 c. Photometer
Photometer adalah suatu alat untuk mengukur intensitas cahaya atau sifat optik solusi atau permukaan. Photometers digunakan untuk mengukur Pencahayaan, Radiasi, Penyerapan cahaya, Hamburan cahaya, Refleksi cahaya.
d. Spektrometer
Spektrometer adalah alat untuk mengukur spektrum cahaya. Dalam astronomi dan beberapa cabang ilmu fisika dan kimia. Spektrometer adalah alat optik untuk menghasilkan garis spektrum cahaya dan mengukur panjang gelombang serta intensitasnya.
Hal 33 Referensi http://santriw4n.wordpress.com/2009/11/18/pengertian‐dan‐konsep‐evaluasi‐ penilaian‐dan‐pengukuran/ http://www.scribd.com/doc/101386714/Materi‐Besaran‐Dan‐Satuan http://www.scribd.com/doc/101386714/Materi‐Besaran‐Dan‐Satuan www.artikelbagus.com/2012/01/alat‐ukur‐panjang‐dan‐ketelitiannya.html http://www.artikelbagus.com/2011/10/alat‐ukur‐suhu‐termometer.html http://www.artikelbagus.com/2012/01/alat‐ukur‐massa‐dan‐waktu.html http://www.artikelbagus.com/2012/04/macam‐macam‐alat‐ukur.html http://organisasi.org/fungsi‐pengertian‐amperemeter‐voltmeter‐ohmmeter‐alat‐ukur‐ listrik‐ilmu‐fisika http://sultan‐elektro.blogspot.com/2009/04/macam‐macam‐alat‐ukur‐yng‐ digunakan.html http://www.chem‐is‐try.org/materi_kimia/kimia‐industri/instrumentasi‐dan‐ pengukuran/alat‐pengukur‐suhu‐termometer/ http://arifkristanta.wordpress.com/belajar‐online/suhu‐dan‐pengukurannya/ http://dwicitranurhariyanti.wordpress.com/about‐fisika/besaran‐dan‐satuan/ http://www.alatuji.com/article/detail/62/thermocouple#.UD3gqYGneM8 http://www.elektro.undip.ac.id/sumardi/www/komponen/4_4.htm repository.usu.ac.id/bitstream/123456789/12031/1/09E02774.pdf http://ariefbudi16.blogspot.com/2012/06/standar‐pengukuran‐mutlak‐sekunder‐ dan.html http://physics.kenyon.edu/EarlyApparatus/Optics/Photometer/Greenslade225a.JPG http://id.wikipedia.org/wiki/Coordinate_Measuring_Machine
(Inggris) de Silva, GMS (2002). "Basic Metrology for ISO 9000 Certification". Buttenworth Heinemann ISBN 0‐7506‐5165‐2