1.1 Latar Belakang
Seiring dengan perkembangan zaman dan kemajuan ilmu pengetahuan sekarang ini, maka semakin ketat pula persaingan usaha yang terjadi terutama di industri manufaktur. Sehingga para pelaku industri harus terus melakukan perbaikkan-perbaikkan pada setiap bidang yang mendukung keberhasilan kegiatan suatu perusahaan. Terutama pada perkembangan industri kabel, dimana semakin dibutuhkannya kabel sebagai penunjang aktivitas manusia, sehingga permintaan kabel terus meningkat setiap tahunnya, dan membuat persaingan di industri kabel menjadi lebih sulit.
PT. Sucaco tbk merupakan perusahaan yang bergerak dibidang manufaktur kabel. Produk kabel yang dihasilkan sangat beragam jenisnya, yaitu, kabel bertegangan rendah, kabel bertegangan menengah, kabel bertegangan tinggi, kabel telepon, dan kabel fiber optik. Dimana dari setiap jenis kabel tersebut dibedakan kembali berdasarkan besar ukuran diameter kabel, campuran pemakaian bahan baku, dan penggunaan fungsi dari kabel tersebut.
Dengan jenis produk yang sangat banyak, sehingga dibutuhkan bahan baku yang berbeda-beda pula, baik itu dari jenisnya dan jumlah yang akan digunakan. Untuk itu diperlukan kebijakkan yang tepat dalam mengelola persediaan kebutuhan bahan baku, dalam hasil wawancara yang dilakukan dengan supervisor pada bagian
produksi untuk jenis kabel tegangan rendah, diketahui bahwa selama ini perusahaan memesan bahan baku masih menggunakan cara yang sederhana, dimana besarnya ukuran lot pemesanan dama dengan jumlah permintaan dari bahan baku tersebut.
Seperti yang kita ketahui pada umumnya, metode atau pola pemesanan yang digunakan sekarang ini akan menimbulkan biaya yang cukup besar, sehingga diperlukan tindakkan evaluasi terhadap metode tersebut dengan menggunkan metode
wagner within. Dimana metode ini memiliki perhitungan ukuran lot dengan prosedur
optimasi program linear yang bersifat matematis. Sehingga dalam hal ini dapat diperoleh hasil yang lebih baik dari sebelumnya.
1.2 Identifikasi dan Perumusahan Masalah
Berdasarkan hasil observasi yang dilakukan pada PT. Sucaco tbk, dapat diketahui bahwa perusahaan mengalami beberapa permasalahan yang berhubungan dengan proses pengadaan bahan baku.
Untuk memperjelas permasalahan tersebut, maka digunakan perumusan permasalahan berupa pertanyaan sebagai berikut:
9 Berapakah jumlah besarnya ukuran lot pemesanan yang harus digunakan untuk memenuhi kebutuhan?
9 Bagaimanakah menentukan pola pemesanan bahan baku yang sesuai dengan permintaan?
9 Berapakah biaya-biaya yang diperlukan dalam proses pemesanan bahan baku hingga digunakan?
1.3 Ruang Lingkup
Untuk menunjang penelitian pada PT SUCACO tbk supaya dapat lebih terfokuskan, maka perlu ditentukan ruang lingkup dari objek yang akan digunakan sebagai berikut:
♣ Produk yang dijadikan bahan penelitian adalah kabel berjenis tegangan rendah, yang selalu mengalami pemesanan dari Juni 2007 sampai Mei 2008. ♣ Diasumsikan bahwa proses pengiriman bahan baku berjalan dengan lancar,
dan tidak mengalami kerusakan selama pegiriman.
♣ Diasumsikan proses produksi berjalan dengan lancar tanpa mengalami gangguan fatal yang dapat menghentikan jalannya produksi, seperti kerusakan mesin, pemadaman listrik, dan kejadian yang diluar perkiraan. ♣ Produk yang dijadikan penelitian adalah NYA, NYY, dan NYFGBY.
1.4 Tujuan dan Manfaat
Tujuan yang ingin dicapai dari hasil penelitian ini adalah:
ª Mengetahui ukuran lot pemesanan bahan baku yang sebaiknya dilakukan oleh perusahaan.
ª Mengetahui kapan waktu yang tepat untuk memesan bahan baku sehingga dapat meminimasi biaya.
ª Mengetahui jumlah biaya-biaya yang dikeluarkan untuk memesan bahan baku.
Manfaat yang ingin diperoleh dari hasil penelitian adalah:
o Hasil dari penelitian dapat memberikan masukkan kepada perusahaan dalam pemesanan bahan baku, sehingga dapat mengurangi biaya-biaya yang ada. o Hasil dari penelitian dapat memaksimalkan keuntungan yang akan diperoleh
perusahaan.
1.5 Gambaran Umum Perusahaan 1.5.1`Sejarah Singkat Perusahaan
Didirikan pada tanggal 9 November 1970 di Jakarta dengan nama PT.
SUPREME CABLE MANUFACTURING CORPORATION (PT. SUCACO).
Perseroan menjalankan usahanya dalam rangka Undang-Undang No.6 tahun 1968 . Undang-Undang No. 12 tahun 1970 tentang Penanaman Modal Dalam Negeri. Dengan kantor pusatnya pada saat ini terletak pada Jalan Kebon Sirih No. 71 Jakarta Pusat, sedangkan pabrik terletak di Desa Semanan Jl. Daan Mogot Km. 16 Cengkareng Jakarta Barat.
Menekuni bisnis kabel selama lebih dari 30 tahun, PT. SUPREME CABEL
MANUFACTURING COORPORATION Tbk atau yang lebih dikenal dengan PT.
SUCACO Tbk telah tumbuh secara mantap umtuk menjadi salah satu produsen kabel terbesar dan terkemuka di Indonesia, dengan total penjualan mencapai Rp 1 triliyun per tahun serta reputasi internasional untuk mutu dan keandalan.
Pada tahun permulaan setelah berdirinya, produksi yang dihasilkan perusahaan ini terdiri dari kabel-kabel listrik tegangan rendah dan formika. Kemudian
sejalan dengan kemampuan dan pengalaman perusahaan asing terkemuka seperti antara lain dengan :
1. The Furukawa Electric Company Ltd. Japan 2. Sumitomo Electric Industries Ltd. Japan 3. I.E.S.C. New York USA
Maka lambat laun mampu diproduksi sendiri kabel telepon (sejak tahun 1975), kabel listrik sampai dengan 15 KV (tahun 1976), kabel Enamelled (tahun 1977), kabel konduktor aluminium (tahun 1976), dan pada tahun 1981 Perusahaan telah mampu produksi kabel listrik tegangan menengah dan tinggi dengan 77 KV. Hasil karya tersebut semata-mata dikerjakan langsung oleh tenaga Indonesia (tidak terdapat tenaga asing dalam PT. SUCACO sampai saat ini).
Hasil produksi dari PT. SUCACO Tbk ini memenuhi berbagai standar nasional maupun internasional, seperti SNI, SPLN, SII, STEL-K, IEC, ICEA/NEMA, JIS, BS, AS, REA, dll., atau disesuaikan dengan permintaan pelanggan.
Adapun bidang usaha yang dilakukan yaitu memproduksi : 1. Electrical Power Cables (kabel listrik), yaitu :
Bare Conductors Overhead Conductors PVC Low Voltage Cables Industrial Cables
XLPE Low Voltage Cables
XLPE High Voltage Cables (up to 150 kV)
2. Telecomunications Cables (kabel telekomunikasi), yaitu : Aerial Cable
Drop Wire Burial Cables PCM Cable
Duct Cables (with Solid or Foam Skin Insulation/Jelly Field or Air
Core)
Direct Buried Cables (with Solid or Foam Skin Insulation) 3. Enameled Wires (kawat enamel), yaitu :
Polyvinyl Formal Copper Wire (PVF) Polyester – imide Copper Wire (EIW) Polyester Copper Wire (PEW)
Polyurethane Copper Wire (UEW) Polyester Nylon Copper Wire (PEW-N)
Polyester Amide Imide Copper Wire (PEW-AI)
Selain menjadi salah satu pemain utama di pasar domestik, PT. SUCACO Tbk juga mengekspor produk ke pasar mancanegara, antara lain Australia, Selandia Baru, Brazil, Singapura, Hongkong, Thailand, Philipina, Vietnam, Nepal, Sri Lanka, Bangladesh, Iran, Kepulauan Solomon, Madagaskar, dan Uni Emirat Arab.
1.5.2 Proses Produksi Secara Umum
Berikut merupakan proses produksi yang dilakukan untuk menhasilkan kabel adalah:
1) Proses drawing
Merupakan proses penarikan kawat alumunium dengan menggunakan beberapa dies dari ukuran diameter supply sampai diameter kawat yang diinginkan, yang nantinya untuk membuat penghantar berbentuk bulat.
2) Proses annealing
Merupakan proses pemanasan kawat conductor yang dihasilkan dari proses drawing dengan tujuan untuk meghasilkan kawat yang mempunyai kelunakan tertentu.
3) Proses stranding
Merupakan proses pemilinan kawat Al/Cu untuk membuat conductor dengan jumlah tertentu (7 kawat atau lebih) dipilin bersama-sama dalam bentuk bulat (round), bulat padat (compact) dengan arah atau langkah pilin, diameter
conductor dan lay pict tertentu.
4) Proses insulating
Merupakan proses pemberian lapisan isolasi melalui tiga proses ekstursi sekaligus, yaitu Inner Semi Conductor, Insulation, Outer Semi Conductor.
5) Proses sheating
Merupakan proses pemberian lapisan/selubung dalam, tengah atau luar yang dilakukan secara ekstrusi sehingga menutupi celah-celah/lapisan sebelumnya dengan menggunakan bahan sejenis plastic PVC dan PE.
6) Proses armouring
Merupakan proses pemberian lapisan pelindung dari kerusakan mekanis yang dilakukan secara helical sedemikian rupa, sehingga menutupi celah-celah bagian dalam. Material yang dipakai adalah Steel Tape.
7) Proses screening
Merupakan proses pemberian lapisan pelindung dari gangguan elektris yang dilakukan secara helical sedemikian rupa, sehingga menutupi celah-celah bagian dalam. Pada proses ini memakai: Cooper Tape, Walter Blocking Tape,
Binder Tape/Pita Warna.
8) Proses Insulating Silane
Merupakan proses pembungkusan conductor dengan menggunakan campuran Material LDPE, Catalyst, VTMOS, BHT, DCP dalam perbandingan tertentu dengan cara diekstrusi bersama-sama sedemikian rupe sehingga menutupi celah-celah conductor.
9) Proses Metalic Sheating
Merupakan proses pemberian lapisan pelindung dari kerusakan mekanis yang dilakukan secara ekstrusi sedemikian rupa, sehingga menutupi lapisan sebelumnya dengan menggunakan bahan dari Lead Alloy (timah).
10) Proses Cabling
Merupakan proses cabling yaitu proses pemilinan conductor berjumlah 2 inti atau lebih yang dipilin secara bersama-sama menjadi satu dengan arah dan jarak pilin tertentu.
11) Proses Corrugating
Merupakan proses pemberian lapisan pelindung mekanis yang dilakukan sedemikian rupa berbentuk pipa gelombang sehingga menutupi lapisan sebelumnya dengan bahan metal (tembaga, aluminium, stainless, baja).
12) Proses Rewinding
Merupakan proses rewinding yaitu proses membagi /menggulung kawat (Al/Cu) dari supply yang ada digulung sesuai dengan ukuran yang dibutuhkan, dengan tujuan agar kawat yang dihasilkan dapat diproses lanjut.
1.5.3 Pemakaian Bahan Baku Dan Arti Kode
Bahan baku utama yang digunakan dalam proses produksi adalah tembaga, dan terdapat juga bahan baku penolong sebagai campuran untuk mendapatkan hasil yang diinginkan.
Karena produk yang dihasilkan sangat banyak jenisnya, maka perusahaan menggunakan kode-kode untuk membedakan produk-produknya, adapun kode yang dimaksud:
4 N : Kabel jenis standar, dengan tembaga sebagai penghantar 4 NA : Kabel jenis standar dengan aluminium sebagai penghantar
4 Y : Isolasi PVC (polyvinychoride)
4 2X : Isolasi XLPE (Cross-linked polyethylene) 4 2Y : Isolasi PE (Polyethylene)
4 R : Kawat baja bulat (round) 4 F : Kawat baja pipih (flat) 4 GB : Spiral pita baja 4 B : Pita baja
4 NFA : Kabel dipilin jenis standar, dengan alumunium sebagai penghantar 4 T : Penggantung dari kawat baja
4 SE : Lapisan pita tembaga pada masing-masing urat (core) 4 SE : Lapisan pita tembaga
4 C : Penghantar tembaga konsentris
4 CE : Penghantar tembaga konsentris pada bagian luar masing-masing 4 A : Kawat isolasi
4 Y : Selubung PVC 4 2Y : Selubung PE
4 re : Penghantar padat bulat (single wire) 4 se : Penghantar padat bentuk sektor
4 sm : Pengahantar padat dipilin bentuk sektor
4 cm : Penghantar dipadatkan berkawat banyak sehingga menjadi compact 4 -I : Kabel dengan sistem pengenal warna core dengan warna hijau 4 -O : Kabel dengan sistem pengenal warna core tanpa hijau kuning
4 M : Isolasi PVC
4 AAAC : Penghantar alumunium paduan sebagai penghantar 4 S : Selubung XLPE
4 K : Selubung lead (timah)
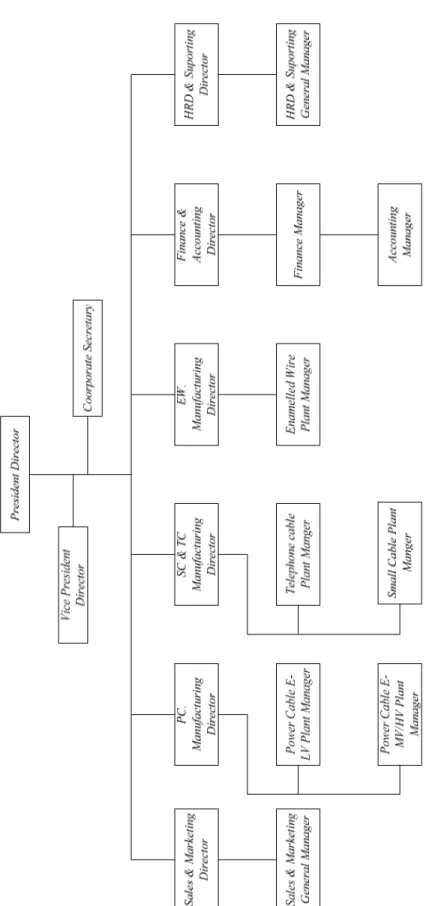
1.5.4 Struktur Oganisasi Prusahaan
PT SUCACO merupakan perusahaan kabel yang cukup besar, untuk menjaga kelancaran aktivitas perusahaan dan mendukung berjalannya roda perusahaan, maka diperlukan struktur organisasi. Struktur organisasi ini juga dimaksudkan agar tidak terjadi kekeliruan dalam pengambilan keputusan dan memperjelas tugas dan tanggung jawab serta wewenang setiap orang dalam perusahaan.
Perusahaan menggunakan struktur organasasi fungsional, dimana setiap departemen yang ada memiliki tanggung jawabnya masing-masing, sehingga tugas yang dikerjakan menjadi jelas.
G amb ar 1 .1 Str uk tur O rga ni sa si
Adapun tugas dan tanggung jawab yang dimiliki oleh masing-masing jabatan adalah:
ª President Director
♣ Menyusun kebijakan dan peraturan perusahaan
♣ Melakukan pengawasan kepada Vice President Director dan Director preusan
♣ Bertugas memimpin dan bertanggung jawab terhadap kegiatan yang dilaksanakan atas nama perusahaan di dalam ataupun diluar preusan
♣ Mengelola kegiatan operasi perusahaan. ª Vice President Director
♣ Melakukan pengawasan kepada Director perusahaan ♣ Mengkoordinasi tugas para Director.
ª Corporate Secretary
♣ Mengelola dan menyimpan dokumen-dokumen perusahaan ♣ Menyiapkan dokumen atau persyaratan administrasi perusahaan. ª Sales dan Marketing Director
♣ Menyusun rencana kerja departemen Sales dan Marketing
♣ Memimpin, mengawasi, dan mengkoordinasi jalannya kegiatan Sales dan
Marketing
♣ Menganalisa bersama General Manager tentang perkembangan Sales dan Marketing serta menentukan strategi perusahaan berdasarkan situasi dan kondisi pasar.
ª Power Cable Manufacturing Director
♣ Menyusun rencana kerja untuk produksi power cable
♣ Memimpin, mengawasi, dan mengkoordinasi jalannya kegiatan produksi
power cable
♣ Berperan sebagai representator dan membantu Direksi utama untuk menginspirasikan kepemimpinan dan keteladanan dalam mengimplementasikan program atau kebijakan Direksi Utama atau perusahaa
♣ Merumuskan kebijakan direktorat
♣ Melaksanakan review dan evaluasi terhadap sasaran departemen
♣ Menetapkan kebijakan, mengendalikan, dan memimpin Plant Manager atau G.M bagian-bagian atau fungsi terkait dalam program-program pengendalian, perbaiakan dalam hal efisiensi dan peningkatan OEE (Overall
Equipment Effectiveness) dari mesin-mesin dan peralatan produksi
♣ Dibantu oleh Plant Manager atau G.M untuk memonitoring dan menetapkan tindakan-tindakan yang diperlukan untuk mengendalikan dan meminimalisasi biaya produksi
♣ Melaksanakan upaya-upaya peningkatan kapasitas atau kapabilitas produksi dan tingkat kapabilitas mutu dengan berlandaskan kebijakan perusahaan. ª Small Cable dan Telephone Cable Manufacturing Director
♣ Memimpin,mengawasi, dan mengkoordinasi jalannya kegiatan produksi
small cable dan telephone cable
♣ Berperan sebagai representator dan membantu Direksi Utama untuk menginspirasikan kepemimpinan dan keteladanan dalam mengimplementasikan program atau kebijakan Direksi Utama atau perusahaan
♣ Merumuskan kebijakan direktorat
♣ Melaksanakan review dan evaluasi terhadap sasaran departemen
♣ Menetapkan kebijakan, mengendalikan, dan memimpin Plant Manager atau G.M bagian-bagian atau fungsi terkait dalam program-program pengendalian, perbaiakan dalam hal efisiensi dan peningkatan OEE (Overall
Equipment Effectiveness) dari mesin-mesin dan peralatan produksi
♣ Dibantu oleh Plant Manager atau G.M untuk memonitoring dan menetapkan tindakan-tindakan yang diperlukan untuk mengendalikan dan meminimalisasi biaya produksi
♣ Melaksanakan upaya-upaya peningkatan kapasitas atau kapabilitas produksi dan tingkat kapabilitas mutu dengan berlandaskan kebijakan perusahaan. ª Enamelled Wire Director
♣ Menyusun rencana kerja untuk produksi enamelled wire manufacturing ♣ Memimpin,mengawasi, dan mengkoordinasi jalannya kegiatan produksi
♣ Berperan sebagai representator dan membantu Direksi Utama untuk menginspirasikan kepemimpinan dan keteladanan dalam mengimplementasikan program atau kebijakan Direksi Utama atau perusahaan
♣ Merumuskan kebijakan direktorat
♣ Melaksanakan review dan evaluasi terhadap sasaran departemen
♣ Menetapkan kebijakan, mengendalikan, dan memimpin Plant Manager atau G.M bagian-bagian atau fungsi terkait dalam program-program pengendalian, perbaiakan dalam hal efisiensi dan peningkatan OEE (Overall
Equipment Effectiveness) dari mesin-mesin dan peralatan produksi
♣ Dibantu oleh Plant Manager atau G.M untuk memonitoring dan menetapkan tindakan-tindakan yang diperlukan untuk mengendalikan dan meminimalisasi biaya produksi
♣ Melaksanakan upaya-upaya peningkatan kapasitas atau kapabilitas produksi dan tingkat kapabilitas mutu dengan berlandaskan kebijakan perusahaan. ª Finance dan Accounting Director
♣ Mengendalikan seluruh aktivitas yang berkaitan dengan keuangan perusahaan
♣ Bertanggung jawab terhadap pengelolaan dan pengolahan data akuntansi dan memeriksa kebenaran bukti-bukti transakasi
ª HRD dan Supporting Director
♣ Memimpin, mengawasi, dan mengkoordinasi semua karyawan
♣ Menyusun rencana pelatihan seperti pelatihan keselamatan kerja untuk karyawan.
ª Manager
♣ Menetapkan, menyetujui rencana pembebanan mesin beserta tanggal penyerahan produk jadi
♣ Melakukan monitoring dan evaluasi umum atas kesiapan kebutuhan
item-item untuk terlaksananya order produksi, seperti : kesiapan bahan baku,
mesin, operator dan tools
♣ Memimpin pengevaluasian atas pencapaian hasil proses produksi secara periodik dan memberikan arahan atau strategi pada bawahannya untuk memastikan penyelesaian tahap order berikutnya
♣ Melakukan koordinasi, analisa dan evaluasi atas data kinerja mutu produk hasil proses
♣ Melakukan koordinasi untuk terlaksananya perbaikan ♣ Melaksanakan evaluasi dan analisa atas kinerja waste
♣ Melakukan tindakan dan melaksanakan perbaikan atas kinerja waste produksi dimensi dan perbaikan bahan
♣ Memastikan bahwa semua investaris perusahaan yang digunakan pada semua unit kerja yang ada di departemennya terdaftar dengan baik dan jelas penanggung jawabnya
♣ Menilai dan mengevaluasi atas aktivitas penyediaan fasilitas serta pemeliharaan keselamatan dan kebersihan lingkungan kerja dengan menerapkan 5-R
♣ Melakukan pemantauan atas pengaruh proses produksi terhadap keamanan dan kenyamanan lingkungan.