ACADEMIC ADVISOR RECOMMENDATION LETTER
This internship report is prepared and submitted by Ainul Frisky Nurmuhammad in partial fulfillment of the requirements for the degree of Bachelor Degree in the faculty of Engineering has been reviewed and found to have satisfied the requirements for a report fit to be examined.
Cikarang, Indonesia, November 20
th, 2014
Ir. Andira, MT
COMPANY’S SUPERVISOR RECOMMENDATION LETTER
Ainul Frisky Nurmuhammad has performed and completed an internship in PT AFN, in partial fulfillment of the requirements for the degree of Bachelor Degree in the Faculty of Engineering. I therefore recommend the report to be examined.
Cikarang, Indonesia, November 20
th, 2014
DDA
INTERNSHIP REPORT IN PT AFN, CIKARANG, INDONESIA
Ainul Frisky Nurmuhammad ID No. 004201100032
Approved by
Ir. Andira, MT Internship Advisor
Ir. Andira, MT Internship Coordinator
Herwan Yusmira, B. Sc. MET, MTech
Program Head of Industrial Engineering
ABSTRACT
Number of incident in PT AFN shows increasing pattern in last 6 months. EHS department as the division of the company that has duty ensuring worker’s safety have to response this issue as soon as possible. Hazard cannot be eliminated as long as there are equipment that used by the worker. The only way in order to avoid the incident is controlling the hazard so that the worker prevented from incident. Before controlling the hazard, the hazard must be identified first, after that prevention or improvement to in order to minimize the hazard could be made.
The method that used to identify the hazard is job hazard analysis. In this method all potential hazard that coming from machine, tool, equipment, and environment would be analyzed. This analysis will become improvement guideline in order to prevent workers from incident. At the end, incident number in PT AFN will decrease.
Keywords: Hazard, Job Hazard Analysis, Incident, Injury, Severity, Probability
ACKNOWLEDGEMENT
All the praises and thanks be to Allah SWT will all the blessing and the strength that He give me until I stand for tenth semester in university. He is the Most Gracious and the Most Merciful, I thank to Him because He always give me the best way until I have done my internship report and the best people around me, such as:
1. My families who always love, care, and support me and make me feel lucky to be a part of this family. Thank you my beloved parents for your motivation and makes me up when I feel nothing.
2. The teachers in the college especially Ms. Andira as my internship advisor, thanks you for your advices, help and knowledge that very useful for my internship.
3. My entire classmates, Industrial Engineering batch 2011. Thank you for your support, happiness that always I feel when I come to the class. I wish we can graduate together next year.
4. Ms. D as my mentor in the company. Thank you for the opportunity, the knowledge, the motivation, the advices, and the best experience that has given to me. Thank you for always challenging me and pushing me until I give the best in my job.
5. PT X Indonesia, especially EHS and Compliance team. Thank you for accepting me as a part of you.
TABLE OF CONTENT
ACADEMIC ADVISOR RECOMMENDATION LETTER...i
COMPANY’S SUPERVISOR RECOMMENDATION LETTER...ii
ABSTRACT...iv
ACKNOWLEDGEMENT...v
TABLE OF CONTENT...vi
LIST OF FIGURE...viii
LIST OF TABLE...ix
CHAPTER I INTRODUCTION...1
1.1 Problem Background...1
1.2 Problem Statement...3
1.3 Objectives...4
1.4 Scope and Limitation...4
1.5 Assumption...4
1.6 Research Outline...4
CHAPTER II LITERATURE STUDY...6
2.1 Ergonomic...6
2.2 Risk Analysis...7
2.2.1 Risk Analysis Step...7
2.3 Aspect Impact Hazard Identification and Risk Assessment (AI-HIRA)...10
2.3.1 Severity Classification...11
2.3.2 Probability Classification...12
2.3.3 Calculating Risk Factor Value...14
CHAPTER III RESEARCH METHODOLOGY...15
3.1 Research Flow...15
3.2 Problem Identification...16
3.3 Literature Study...16
3.4 Data Collection and Analysis...16
3.5 Improvement Phase...16
3.6 Conclusion and Recommendation...17
CHAPTER IV COMPANY PROFILE...18
4.1 Brief History...18
4.2 Organizational Structure...19
4.3 Environment, Health, and Safety Department...19
4.3.1 Organizational Chart...20
CHAPTER V DATA ANALYSIS...21
5.1 Current Problem...21
5.1.1 Number of Incident...21
5.1.2 Type of Injury...23
5.2 Cause Analysis...26
5.3 Aspect Impact Hazard Identification and Risk Assessment (AI-HIRA).28 5.3.1 Area Description...29
5.3.2 Material...29
5.3.3 Machine...30
5.3.4 Environment...33
5.3.5 Health and Safety...36
5.4 Improvement Phase...42
5.4.1 Improvement Recommendation...42
5.4.2 Impact of the Improvement...44
CHAPTER VI CONCLUSION AND RECOMMENDATION...45
REFERENCE...46
LIST OF FIGURE
Figure 2. 1 AI-HIRA Assessment Flow...10 Figure 2. 2 Risk Level Matrix...14 Figure 2. 3 Risk Level Description...14 Figure 3. 1 Research Methodology
Figure 4. 1 PT AFN Organizational Structure
Figure 4. 2 Compliance Assurance Organizational Chart Figure 5. 1 Incident Number Chart Semester 1 2013 Figure 5. 2 Incident Number Chart Semester 1 2014
Figure 5. 3 Type of Incident on Final Assembly and Packaging Area Semester 1 of 2014
Figure 5. 4 Fish-Bone Diagram
Figure 5. 5 Type of Incident on Final Assembly and Packaging Area Chart Semester 2 of 2014
LIST OF TABLE
Table 5. 1 Number of Incident Semester 1 2013...21
Table 5. 2 Number of Injury Semester 1 2014...22
Table 5. 3 Type of Incident in Final Assembly and Packaging Area Semester 1 2014...24
Table 5. 4 Area Description...29
Table 5. 5 Material List...29
Table 5. 6 List of Machine and The Potential Hazard...31
Table 5. 7 Environmental Aspect and Impact...33
Table 5. 8 Hazard Identification and Risk Assessment...37
Table 5. 9 Type of Incident on Final Assembly and Packaging Area Semester 2 of 2014...44
CHAPTER I INTRODUCTION
1.1 Problem Background
Working in a comfortable workplace will give a positive effect. The effect of working in a comfortable workplace is not only affecting the worker directly, but also affecting other things for the company such as the quality of the product, the cost efficiency for the company, and the productivity. There are several criteria for a good work place such as, the environment, the layout, the method, and the job itself.
Since the positive effect of good workplace, nowadays companies are more concern in creating a good place to work. They are competing in creating a good workplace for their worker. They try to create the best place for working with their own purposes or goals. PT.AFN is a toy manufacturer under licensed of X, Inc. as the biggest toy company in the world. PT. AFN produces several brands of the product of X, Inc. PT. AFN is located in Jababeka Industrial Park, Cikarang, and West Java, Indonesia. PT. AFN has more than 5000 employees.
Production process in PT. AFN classified into primary process and final assembly process. The process that categorized as a primary process are; molding, painting, and part assembly process. While, processes those include in final assembly process are; final assembly and packaging process. The production activities begin in part molding and finished in final assembly and packaging.
X, Inc. as the biggest toy manufacturer in the world has the vision to make everyone happy and fun. Not only the children who are the customer of X, Inc.
but also the worker who involved in production process must be happy. PT. AFN as the biggest toy manufacturer in Indonesia under X, Inc. has a commitment to make everyone enjoy and feel safe during working in the factory without fear of injury or side effect on their body when they are retire or quit from the company.
Environment, Health, and Safety department as the department that responsible ensuring the health and the safety everyone who are in PT AFN area. Based on the historical data, there are a lot of complaints coming from the worker to the company. It was affecting their productivity and cost. Because of one of the duty of EHS department is ensuring the worker’s health, every complaint must be followed up until it solved with the improvement, so that the company can achieve their goal which is creating comfortable workplace for everyone.
In order to make the workplace is comfortable for the worker in production floor especially, all potential hazard that might be dangerous for the worker must be eliminated or at least controlled. Potential hazard in production area is coming from several sources such as machines, equipment, tools, and also environment.
A hazard is the potential for harm. In practical terms, a hazard often is associated with a condition or activity that, if left uncontrolled, can result in an injury or illness. See Appendix 2 for a list of common hazards and descriptions. Identifying hazards and eliminating or controlling them as early as possible will help prevent injuries and illnesses. (OSHA 3071, 2002)
Hazard cannot be fully eliminated from the production area because as long as there is interaction between human and machine, there would be hazard. Even though could not be eliminated, but it could controlled so that the hazard could be spared. Before controlling the hazard, the potential hazard must be identified first.
The purpose of identifying hazard is find the method or standard in controlling the hazard.
Based on the time-occurrences, the effect of the hazard divided into two categories, the first is short-term effect and long-term effect. Short-term effect is the effect that directly occur to the worker when the worker exposed by the hazard. Usually, short-term effect could be seen physically because it leaves a mark. Long-term effect is the effect that occur when the worker exposed by the hazard in a long time but they do not recognize it. Long-term effect usually happen in the future even the worker is not working anymore, it happens inside of human body, so that it needs special treat to recognize.
The first step to control the hazard in production area is identifying the hazard.
The action only could develop after the potential hazard already identified. A job hazard analysis is a technique that focuses on job tasks as a way to identify hazards before they occur. It focuses on the relationship between the worker, the task, the tools, and the work environment. Ideally, after you identify uncontrolled hazards, you will take steps to eliminate or reduce them to an acceptable risk level (OSHA 3071, 2002).
One of the job hazard analysis is Aspect Impact – Hazard Identification and Risk Assessment (AI-HIRA). AI-HIRA is a method to assess the potential hazard that occurs on workplace. The potential hazard that could identify by AI-HIRA assessment is not only potential hazard that coming from the work or task but also the risk that coming from external of the task or job such as environment, equipment, and so on.
This study will be conducted in final assembly area. The reason why this study conducted in final assembly area is because most of worker and the machine are in final assembly area. It aims to recognize the potential hazard in final assembly area so that the worker will feel comfortable during works in final assembly area.
The purpose of this study is giving recommendation in managerial level what they should do in order to control the hazard, so that the worker will not hurt by the hazard. At the end, the number of incident in the company could be reduced.
1.2 Problem Statement
As the background of the problem has been stated above, therefore this research is aiming to answer the following question:
Is the number of incident can be reduced by applying job hazard analysis as the track of improvement actions?
1.3 Objectives
The key objective of this research is to identify potential hazard that might causing injury to the worker. By conducting this study, it will guide the improvement action in order to avoid incident in the company.
1.4 Scope and Limitation
Due to limited time and resource that is available for this project, some limitations should be established, such as:
1. This study conducted in final assembly area.
2. The result measurement of this study is the data until the second week of November 2014.
3. The process that in development phase is not included in this assessment.
1.5 Assumption
In this project also there will be several assumptions used. They are:
The workers as the sample are work 8 hours per day in 6 working days.
1.6 Research Outline
Chapter I Introduction
This chapter consists of the background of the study, problem identification, objective, scope and assumption used in the research.
Chapter II Literature Study
This chapter consists of earlier literature that is related, or might provide comprehension for this project, in which the writer used as references and knowledge source for the project. The literature review in this chapter includes the basic principle of work system
analysis and design, fish-bone diagram, and risk analysis to support the study.
Chapter III Research Methodology
Research methodology consists of the step by step of job hazard analysis method that is performed to finish the research, including the explanation of the methodology used.
Chapter IV Data Collection and Analysis
Data Collection and Analysis will include the collection of data which is used in this research, as well as the detailed analysis of the data. Since the research is about job hazard analysis and risk assessment, some of the analysis about the current problems body will also be included in this chapter.
Chapter V Conclusion and Recommendation
The conclusion for this research as well as the recommendation for related future research will be put in the final chapter. The conclusion consists of the answer of the problem statement and the effect of the improvement based on the perspective of the worker.
That is all available to explain in chapter 1. Chapter 1 is the introduction chapter that should be presented in any scientific writing as it could provide fundamental information and perceptions about the research to the readers. Chapter 1 begins with the explanation of the problem background, and continued with the problem statement. After the problem has been introduced and identified, list the objectives, scopes, and assumptions of the research. Finally, close the chapter with the outline of the research to give information about the flow of the research.
CHAPTER II
LITERATURE STUDY
2.1 Ergonomic
Ergonomics can be defined simply as the study of work. More specifically, ergonomics is the science of designing the job to fit the worker, rather than physically forcing the worker’s body to fit the job. Adapting tasks, work stations, tools, and equipment to fit the worker can help reduce physical stress on a worker’s body and eliminate many potentially serious, disabling work-related musculoskeletal disorders (MSDs).
Ergonomics draws on a number of scientific disciplines, including physiology, biomechanics, psychology, anthropometry, industrial hygiene, and kinesiology.
Ergonomics is a multidisciplinary activity striving to assemble people’s capacities and capabilities and to use that information in designing job, product, workplace, and equipment. However, ergonomic has traditionally focused on how work affect people. The purpose is to reduce fatigue by designing tasks so that people can reach their capabilities.
The benefit of well-designed jobs, equipment, and workplaces are improved productivity, safety, and health, and increased satisfaction for the workers. It can be achieved by removing physical effort from jobs or by reducing mental demands. As concerns about productivity, employee job satisfaction, and health and safety in the workplace has increased.
If work tasks and equipment do not include ergonomic principles in their design, workers may have exposure to undue physical stress, strain, and overexertion, including vibration, awkward postures, forceful exertions, repetitive motion, and heavy lifting. Recognizing ergonomic risk factors in the workplace is an essential first step in correcting hazards and improving worker protection.
Ergonomists, industrial engineers, occupational safety and health professionals, and other trained individuals believe that reducing physical stress in the workplace could eliminate up to half of the serious injuries each year. Employers can learn to
anticipate what might go wrong and alter tools and the work environment to make tasks safer for their workers.
2.2 Risk Analysis
Risk analysis is a set of activity to identify the potential hazard or risk of jobs or tasks. It is important to be known in order to develop improvements. In order to develop an improvement, one aspect that must be considered is the potential risk or hazard of the jobs, area, or equipment.
Identifying hazards and assessing the level of risk associated with those hazards is the most important activity which perform every day, at work and away from work. Effective health and safety management is based on a universal understanding of risks and how to control them through good planning.
A Risk Assessment (RA) is a process that:
• Identifies hazards
• Evaluates the risk of harm from those hazards
• Implements measures to eliminate or control those hazards
• Prioritizes occupations that require Job Hazard Analysis A Job Hazard Analysis (JHA) is a process that:
• Offers a step-by step approach to recognize, assess and control hazards and monitor the ongoing effectiveness of controls
• Systematically evaluates certain jobs, tasks or processes
• Helps to eliminate or reduce risks or hazards in order to protect workers from injury or illness
2.2.1 Risk Analysis Step
Here is the simple step of risk analysis:
1. Select a job task from the inventory
Always start with the highest priority job task; priority is assigned based on the risk assessment.
2. Break the job down into its basic steps or tasks
Observe and list all the main steps needed to perform the job. Some steps may not be performed every time; however, if that step is generally part of the job it should be listed.
To determine where a step begins or ends, look for a change of activity, change in direction or movement.
Discuss documented information with the worker to ensure accuracy.
3. Identify ALL hazards present with each of the identified steps
Include those produced by the environment or conditions and those connected with the job procedure.
Identify how someone completing the activity can get hurt, become ill, or how the equipment used can become damaged.
Consider hazard types and hazard sources.
Hazard Types:
Chemical – gases, vapours, liquids, solids, plasma, dust, fume or mist.
Biological – living organisms, such as bacteria, viruses, mould, parasites and fungi.
Physical – noise, vibration, electricity, heat and cold, pressure and radiation.
Ergonomic – poorly designed equipment or work process which place undue strain on the body by repetitive or strenuous activity.
Psychosocial – risks of crime and violence and harassment in the workplace; production pressures which can influence the pace of work.
Safety – housekeeping, falls, pinch points, sharp points, sharp edges, moving machinery, dropping items, pressure systems and fire and explosion.
Hazard Sources – a useful technique for analyzing and observing a job task is to consider:
People – training, coaching, communication, education, hygiene practices.
Equipment – protective equipment, repair and maintenance.
Materials – correct use, adequate supply, repair and maintenance, storage.
Environment – noise, air quality, lighting, physical layout, housekeeping.
Process – work design, flow, reporting requirements, policies and procedures.
4. Assess risk
The following formula can be used to determine risk potential:
Risk = Frequency x Probability x Consequences
Frequency: There are two ways to look at frequency. One is to estimate how often the job task is done. Another is to determine how often an injury or illness has resulted from performing the job task.
Probability: Look for the probability of loss – which may come in the forms of:
injury
incident
illness
property damage
loss of production
loss of money
etc.
Consequences: Ask yourself “what’s the worst thing that can happen?” When determining consequences, assume controls are not in place for the initial assessment.
Controls should be considered later in the process of completing the Job Hazard Analysis. Illustrating the risk reduction as a result of implementing controls is an important component of risk assessment process.
5. Assess the risk again
Review the JHA for accuracy and completeness. Determine if the recommended actions or procedures have been put in place. Re-evaluate the JHA on a regular basis.
6. Develop job procedures
Job procedures should be developed from the recommended control measures.
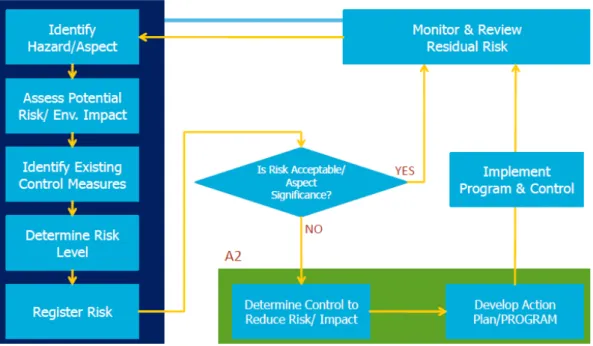
2.3 Aspect Impact Hazard Identification and Risk Assessment (AI-HIRA) Aspect Impact Hazard Identification and Risk Assessment (AI-HIRA) is a method to identify hazard, risk, and environment impact in working area. The purpose of this method is guidance of the improvement and evaluation tool for developed improvement.
This method assessing the hazard which are not only coming from the job of the worker but also external factor of the job such as environment, tools, equipment, and so on. All aspects should be analyzed in order to monitor the potential hazard and risk that might be happened to the worker because the potential hazard coming from internal and external of the job.
Figure 2. 1 AI-HIRA Assessment Flow
2.3.1 Severity Classification I. INSIGNIFFICANT
Health & safety: Discomfort or causing complaints.
Environment: limited environmental pollution that could be solved on ± 1 week.
Width of spread: indoor location with volume < 5 L. Light uncomfortable odour limited at a few people in one room.
Loss period: Minor production upset Repair Cost: Easy
Rating: 1
II. MINOR (INJURY)
Health & safety: Medical only/ outpatient or first aid treatment required.
Environment: limited environmental pollution that needs < 1 month recovery.
Width of spread: Indoor pollution with less probability to pollute the outdoor air,
water, and soil. Spill’s volume is more than 5 L, but less than 10 L. Light uncomfortable odour limited at a most of people in one room.
Loss period: 1 day facility outage Repair Cost: Inexpensive
Rating: 2
III. MEDIUM (HARD INJURY)
Health & safety: Disabling Injury/ causing hospitalized
Environmental: Medium environmental pollution that need > 1 month recovery.
Width of spread: Indoor pollution which likely pollute the outdoor air, water, and soil. Spill’s volume is more than 10 L, but less than 50 L. Medium uncomfortable odours at most of people in more than one rooms.
Loss period: 1 week facility outage
Repair Cost: Normal & / or Dept. Head Approval Rating: 3
IV. MAJOR (DEATH/ PERMANENT HANDICAPED)
Health & safety: Single fatality (death) and causing permanent disability of 1 – 5 people
Environmental: Major environmental destruction that need 1 year recovery.
Width of spread: Indoor pollution which absolutely pollute air, water, and soil because of unavailable/ failure on pollution prevention system. Spills volume is 50 – 200 L. High uncomfortable odour at most of people at PTMI area.
Loss period: 1 month facility outage
Repair Cost: Hard & / or Special request of Director Rating: 4
V. CATASTROPHIC
Health & safety: Numerous fatalities (multiple deaths/ causing permanent disability of > 5 people. Explosion / fire, Toxic release.
Environment: Pollution widely spread in the air, water, and soil and make a terrible and irreversible environmental destruction. Spills volume > 200 L. Higher uncomfortable odor at most of people outside PTMI area (Radius 1 km).
Rating: 5
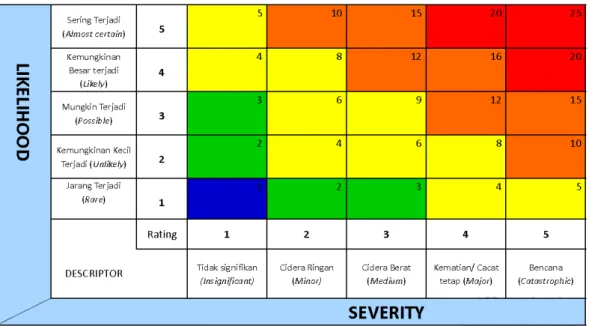
2.3.2 Probability Classification
A. RARE (JARANG TERJADI) Likely to occur frequent Once in 5 years
Rating: 1
B. UNLIKELY (KEMUNGKINAN KECIL TERJADI) Will occurring many times.
Once in 1 – 5 years Rating : 2
C. POSSIBLE (MUNGKIN TERJADI) Likely to occur sometimes
Once in 6 months – 1 years Rating: 3
D. LIKELY (KEMUNGKINAN BESAR TERJADI) Unlikely but possible to occur
Once in 3 – 6 months Rating: 4
E. ALMOST CERTAIN (SERING TERJADI) So Unlikely
Once in 3 months Rating: 5
Figure 2. 2 Risk Level Matrix
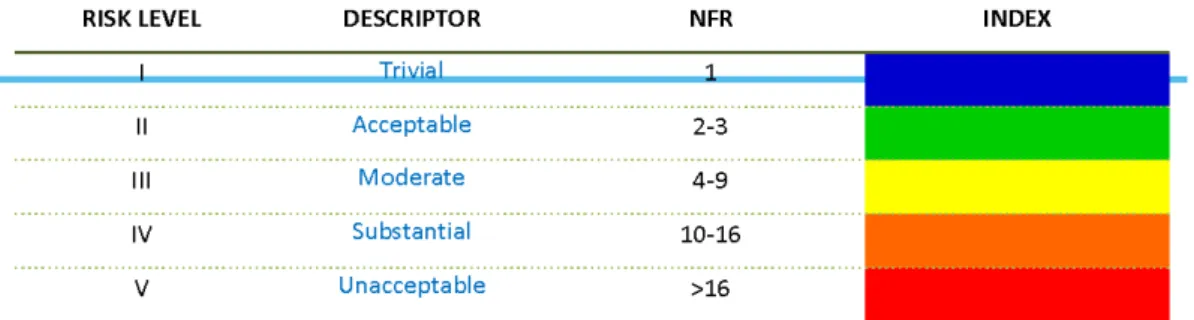
2.3.3 Calculating Risk Factor Value
Risk factor value is the score to determine the risk level of the impact that resulted from the process. The formula is:
RFV = P x S P = Probability
S = Severity
Figure 2. 3 Risk Level Description
CHAPTER III
RESEARCH METHODOLOGY
This chapter will explain briefly on how to conduct the research, from the beginning until the end where the project is finished.
3.1 Research Flow
Problem Identification
Literature Study
Data Collection and Analysis
Improvement Phase
Conclusion
Collecting the incident historical data Identify the problem and cause
Determine objective and scope and limitation of the research
Collecting the incident historical data Identify the problem and cause
Determine objective and scope and limitation of the research
JHA AI-HIRA JHA AI-HIRA
Find potential cause using Fish-bone Diagram Use Paretto chart to make priority
Implement Aspect Impact Hazard Identification and risk Assessment to determine potential hazard and risk.
Find potential cause using Fish-bone Diagram Use Paretto chart to make priority
Implement Aspect Impact Hazard Identification and risk Assessment to determine potential hazard and risk.
Recommend some improvements Implement the improvement
Incident number after improvements Evaluate the result
Recommend some improvements Implement the improvement
Incident number after improvements Evaluate the result
Answering the problem statement Summarizing the result
Answering the problem statement Summarizing the result
3.2 Problem Identification
The first phase of this study is identifying the problem. The problem are show from historical incident number on PT AFN. After the historical data showing the problem, analyze the cause of the problem. After that develop study to solve the problem. The last, in order to solve the problem, the objective, scope, and the limitation of the study must be determined.
3.3 Literature Study
The next section of this study is collecting the method or theory from the expert that might be applied for the study. The theory or method from the expert will guide the research activity. The literature review in this chapter includes work system analysis and design as the basic guidelines in job hazard assessment activity. Another literature review that would be used is AI-HIRA as one method of job hazard analysis that used in this study. Postural assessment also include in this study as the part of the assessment.
3.4 Data Collection and Analysis
There will be several data that are needed to be collected for the research. First is the historical data of the number of the incident. The next is analyze the potential cause of the problem using fish-bone diagram. The next is do Aspect Impact Hazard Identification and Risk Assessment activity to determine current situation.
The result of the assessment would be used to determine the priority of the improvement action and also the recommendation of the improvement.
3.5 Improvement Phase
After the assessment done, there is several recommendation of improvement and also the priority for the improvements. Since the goal of study is decreasing the number of incident. Improvement phase consists of the improvement action that already done in last 3 months after the assessment activity. Whether the
assessment is effective or not could be seen from the incident number after the assessment and improvement done.
3.6 Conclusion and Recommendation
Conclusion can be extracted from the result of the improvement phase, which can be done once the improvement has been finished, implemented, and evaluated.
The recommendation for the research will also include the recommendation for both the company where the research is initiated.
CHAPTER IV COMPANY PROFILE
4.1 Brief History
X Inc. was established in 1945 in the garage of the founders’ house. They started to produce the wooden frame and develop the children’ toys manufacture company. X Inc. has introduced some brands that have functions as an entertainer and educator toys. The company has applied the GMP (Global Manufacturing Principles) since 1997. Nowadays, the company has more than 30,000 employees in 43 countries and sells to more than 150 countries in the world. The company has vision: “Creating the Future Play”. For compete with other toy manufacturing companies, the values of X Inc. applied are:
1. Play Fair: Act with unwavering integrity on all occasions. Treat each other with respect and dignity. Be accountable for the impact of every action and decision.
Trust each other to make the right decisions.
2. Play Together: Work as a team to reach our full potential. Form lasting partnerships and productive relationships. Enrich the communities where we work and play.
3. Play with Passion: Use unparalleled innovation and creativity to make a positive impact on the lives of children and families around the globe. Have the ingenuity, commitment and confidence to drive change.
4. Play to Grow: Pursue inventive thinking and take smart risks. Reward innovation in every part of our business. Be leaders, deliver superior quality and surpass goals.
While the strategies of the company are:
1. Improve Execution of the Existing Toy Business: Across all elements of our business systems, Profitable volume growth, Lower costs
3. Extend the Brands: Interactive, Internet, Entertainment, Publishing/Licensing 4. Create New Brands and Enter New Categories: Within our existing business and in new segments
5. Develop People: Train, measure, reward and promote
6. Improve Productivity and Simplify Processes: Work “smarter”
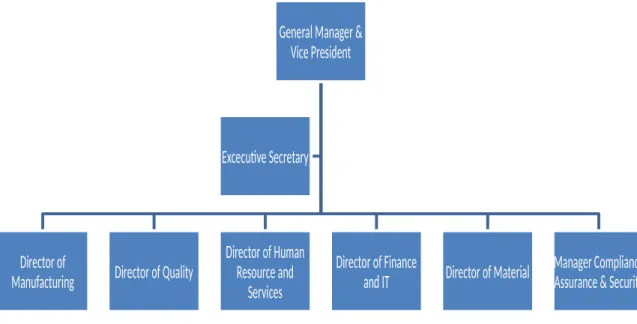
4.2 Organizational Structure
Figure 4. 1 PT AFN Organizational Structure
4.3 Environment, Health, and Safety Department
Environment, Health, and Safety (EHS) department is one of department in PT AFN under Compliance Assurance, Security, and Government Relation Department. EHS department was developed in order to comply with ISO certification and International Committee Toy Industries (ICTI). Both institution has a regulation that ruled a safety in toy manufacturing company. All toy manufacturers in the world should comply with the regulation from ICTI.
The main duty of EHS department are:
Ensuring the environment is safe for everyone inside and outside of the factory.
General Manager &
Vice President
Director of
Manufacturing Director of Quality
Director of Human Resource and
Services
Director of Finance
and IT Director of Material Manager Compliance Assurance & Security Excecutive Secretary
Ensuring everyone in the company’s health during and after working in the factory
Ensuring everyone in the company is safe during working in factory area.
In order to run the main duty above, all policy that made by EHS department should be supported by whole company. EHS department is the department that manages all policy and procedure in the company.
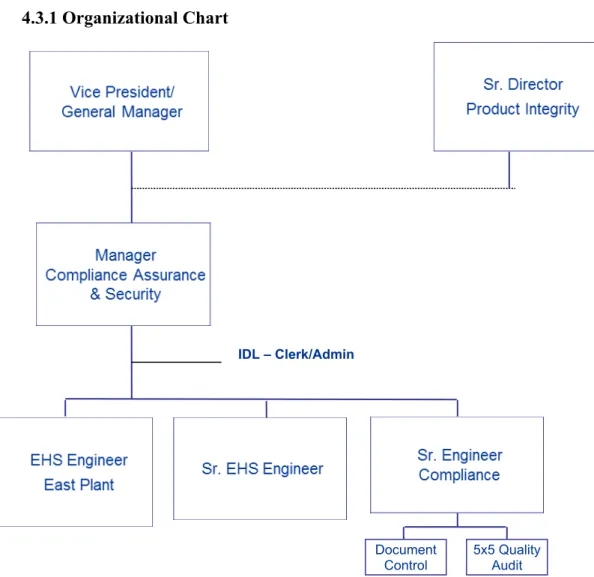
4.3.1 Organizational Chart
Document Control
5x5 Quality Audit IDL – Clerk/Admin
Figure 4. 2 Compliance Assurance Organizational Chart
CHAPTER V DATA ANALYSIS
5.1 Current Problem
During semester 1 of 2014 the number of incident in PT AFN increasing very significant compared with semester 1 of 2013. It becomes crucial issue on managerial level of PT AFN. Management worries it will affecting the production activity on PT AFN. Moreover, semester 1 is an entrance of the peak production activity.
5.1.1 Number of Incident
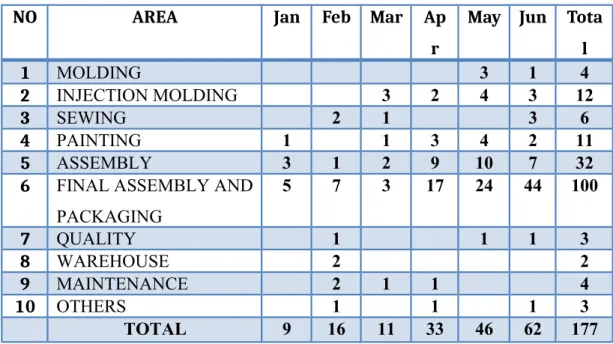
The data below shows the number of incident during semester 1 of 2014 increasing more than 50% compared with the number of incident during semester 1 of 2013.
NO AREA Jan Feb Mar Ap
r
May Jun Tota l
1 MOLDING 3 1 4
2 INJECTION MOLDING 3 2 4 3 12
3 SEWING 2 1 3 6
4 PAINTING 1 1 3 4 2 11
5 ASSEMBLY 3 1 2 9 10 7 32
6 FINAL ASSEMBLY AND
PACKAGING
5 7 3 17 24 44 100
7 QUALITY 1 1 1 3
8 WAREHOUSE 2 2
9 MAINTENANCE 2 1 1 4
10 OTHERS 1 1 1 3
TOTAL 9 16 11 33 46 62 177
Table 5. 1 Number of Incident Semester 1 2013
Total 4
12 6 11
32 100
3 2 4 3
Number of Injury Based on Area Semester 1 2013
MOLDING INJECTION MOLDING
SEWING PAINTING
ASSEMBLY FINAL ASSEMBLY AND PACKAGING
QUALITY WAREHOUSE
MAINTENANCE OTHERS
Figure 5. 1 Incident Number Chart Semester 1 2013
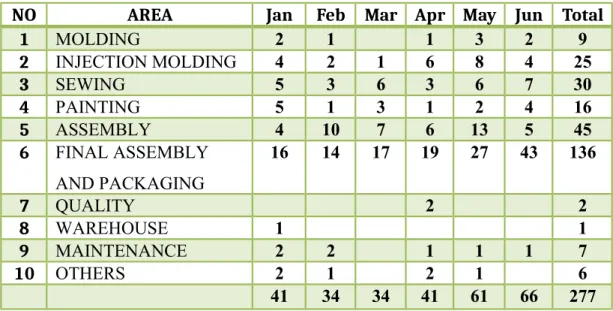
NO AREA Jan Feb Mar Apr May Jun Total
1 MOLDING 2 1 1 3 2 9
2 INJECTION MOLDING 4 2 1 6 8 4 25
3 SEWING 5 3 6 3 6 7 30
4 PAINTING 5 1 3 1 2 4 16
5 ASSEMBLY 4 10 7 6 13 5 45
6 FINAL ASSEMBLY
AND PACKAGING
16 14 17 19 27 43 136
7 QUALITY 2 2
8 WAREHOUSE 1 1
9 MAINTENANCE 2 2 1 1 1 7
10 OTHERS 2 1 2 1 6
41 34 34 41 61 66 277
Table 5. 2 Number of Injury Semester 1 2014
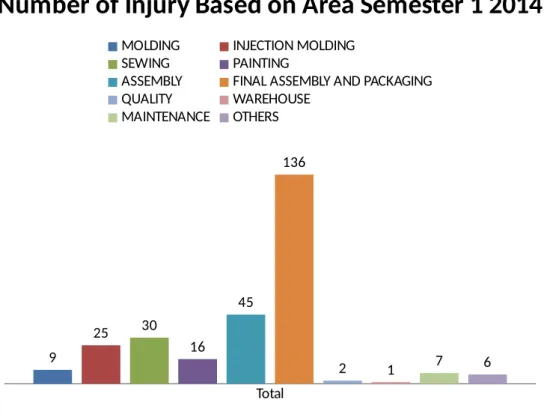
Total 9
25 30
16 45
136
2 1 7 6
Number of Injury Based on Area Semester 1 2014
MOLDING INJECTION MOLDING
SEWING PAINTING
ASSEMBLY FINAL ASSEMBLY AND PACKAGING
QUALITY WAREHOUSE
MAINTENANCE OTHERS
Figure 5. 2 Incident Number Chart Semester 1 2014
Based on the data above, in both years the highest number of incident happens in final assembly and packaging area. Based on initial observation, it happens because the number of machine on this area is high either the number of worker that work in this area.
5.1.2 Type of Injury
In order to know the cause of the incident, we have to know the type of the incident that happens during semester 1 of 2014. The company already classifies type of incident into several categories. The categories are made based on the cause and effect of the incident.
This study is focused on final assembly area, which has the highest number of incident. The data below is the type of incident that happens in final assembly and packaging area. As mentioned earlier, the type of incident already classified by X Inc. for their entire business unit. It means these types of incident also occur in other area in all X Inc. business units.
No Month
Cut, laceration, puncture,bruise Slip, trip, fall Crushed, pinched, struck by Chemical exposure (splash, eye irritation, dermatitis, rash) Lifting Repetitive motion Burn, scald Other
Total
1 January 10 3 2 1 16
2 February 8 2 3 1 14
3 March 8 2 5 2 17
4 April 11 3 3 2 19
5 May 15 5 3 1 3 27
6 June 19 3 9 4 7 1 43
TOTAL 71 0 15 26 0 7 14 3 136
Table 5. 3 Type of Incident in Final Assembly and Packaging Area Semester 1 2014
TOTAL 71
0
15
26
0
7
14
3
Type of Incident on Final Assembly and Packaging Area Semester 1 of 2014
Cut, laceration, puncture, bruise Slip, trip, fall
Crushed, pinched, struck by
Chemical exposure (splash, eye irritation, dermatitis, rash) Lifting
Repetitive motion Burn, scald Other
Figure 5. 3 Type of Incident on Final Assembly and Packaging Area Semester 1 of 2014
As mentioned above, the type of injury classified by the company based on the cause and effect of the incident. This classification applied in all business unit of X Inc. There are seven types of injury:
Cut, Laceration, Puncture, and Bruise is the type of injury that caused by sharp tool that used in cutting process. Sharp tools that causing this type of injury in final assembly area are scissors, trimmer, and seal cutter.
Usually, the effect of the incident is scratched, sliced, and bleeding.
Slip, Trip, and fall is the type of injury that caused by low-friction surface such as wet surface, trash on the floor, and so on. Usually this type of incident happens when the worker walking on the area the effect of this injury is bruised, and bleeding.
Crushed, pinched, and struck is the type of incident that caused by moving sharp tool such as pinching tool, pinning tool, and so on. The effect of this type of incident is bleeding.
Chemical exposure is the type of incident that caused by chemical material that used in the process. Chemical exposure sometimes difficult to detect because usually it happens after several period of time. The effect of this type of incident is skin illness.
Lifting is the incident that caused by lifting the material. It hard to detect because it happens after several time of period or cycle. The effect of this incident is occurs after long time of activity. The effect of this type of incident is cumulative trauma disorder of the body part.
Repetitive motion is the type of incident that caused by cumulative trauma disorder that happens inside the body. In final assembly and packaging area most of worker that got injury because of repetitive motion is the worker who work in assembly area. It happens because they assemble a small part, so they need big effort and energy to assemble.
Burn and scald is the type of incident that caused by hot surface and material. There are 3 levels of burn, burn level 1 is minor wound and the worst is burn level 3. In final assembly area, there is equipment that resulting hot surface; the first is oven to heat the doll’s head, and the second gluing machine that used to melt the glue. There is also hot material which is hot glue that resulted from gluing machine.
The rest of incident that does not recognize in X Inc. included in other.
5.2 Cause Analysis
Figure 5. 4 Fish-Bone Diagram
Generally, incident occurs because of two factors, the first is internal and the second is external
.
Internal factor is the factor that coming from the worker such as their awareness, their knowledge, their habit, and their illness history.
Those factors increase the probability of incident occurrence.
Their awareness can increase the probability because it determines their capability in detecting and identifying the danger around them
.
If they are aware with their safety, they will recognize the dangerous thing around them.
After recognizing they can take action to avoid the incident and more careful in working.
Their awareness have to be supported by knowledge because with their knowledge they could separate which one is safe for them and which one is dangerous
.
They only could recognize the danger if and only if they have knowledge about it.
Their awareness and knowledge will influence and determine their habit
.
If they are lack of knowledge and awareness their habit will become unsafe habit, and it will causing they did unsafe action during working.
Unsafe action will increase the probability of incident occurrence.
Their illness also take a part of incident caused incident such as allergy
.
Allergy of something will resulting incident during working because allergy will react anytime and anywhere.
Another factor that causing incident is external factor
.
External factor is the factor that coming from outside of the worker.
External factor also will increase the probability of incident occurrence because basically incident happens because there are an interaction between human and machine, equipment, and environment.
Machine becomes one of the incident cause because the worker use the machine in a production process
.
The potential hazard that exist on the machine caused by several factors; the first is the design of the machine, most of the machine has not perfect and safe edge or shape. There are several machine that has sharp edge, surface, and corner, those are dangerous for the worker who use the machine.The second is the tool or part on the machine, the tool and the part is also contribute in resulting potential hazard. Because of the factory already run more than 20 years, so most of the machine already modified by engineering team. It makes most of the modification is dangerous for the worker because it was not modified based on factory standard.
The last is the moving machine, the moving machine such as conveyor also dangerous to the worker. The moving machine is dangerous when the worker is not focused while they are close to the machine.
In final assembly and packaging area there are several types of machine that used for production activity
.
The first type of machine is sharp tool-used machine, the machines are rooting machine that use a needle and scissors, and tape sealer machine that use cutter.
The second is the machine that resulting heat, the machines are oven, and gluing machine.
Those machines have potential hazard that could injure the worker.
The next factor that causing incident is material
.
The material that causing incident is hazardous material such as chemical material. In final assembly process the process use hair setting liquid which is chemical liquid.
It becomes one factor that causing injury because it causing skin illness to the worker in several times of activity.
The illness happens because of the reaction of the skin to the character of material.
Another material that has a probability injuring worker is glue
.
Glue is used for packaging and assembly.
The glue that used is in solid form, so the glue has to be heated using gluing machine. It becomes dangerous because the glue that used is hot glue that resulted from gluing machine.The last but not the least, the factor that causing injury is a production method. It happens because there is no standard operational procedure for the worker how to work safely. Because there is no standard operational procedure, the worker works based on what they want. The important thing for them is achieving the target, so they will do anything as long as the target achieved. That is why they are not pay attention to their safety.
5.3 Aspect Impact Hazard Identification and Risk Assessment (AI-HIRA) In order to prevent the injury occurred in final assembly and packaging area, the company choose to do assessment to identify and controlling the hazard. After the cause of injury are listed, the next is assess all potential hazard and risk on the area. The assessment activity involve EHS department, engineering department, and the leader of the area.
5.3.1 Area Description
Room Size Number of employee
EMERGENCY / FIRE PROTECTIVE EQUIPMENTS
INDUSTRIAL HYGIENE
± 50 meter per line 49 – 52 employee per line
Fire Extinguisher ð Temperature : 25.06° C
Eyewash ð Lighting : 249 lux
Patient cart (wheel chair) ð Local Exhaust Ventilation : NR Emergency box
Evacuation route and emergency exit
Table 5. 4 Area Description
The first step is fill the area description table. This table contains the description about the size of the area, the employee that works on the area, the emergency and fire protective equipment, and the condition of the area.
From this information also could determine whether the area is enough or not, safe or not related to environment, health, and safety standard policy from the company or regulation from external institution such as ISO, ICTI, and OSHA.
5.3.2 Material
MATERIAL NAME
TYPE (plastic, paper, glue, paper, fiber,
etc.)
QTY.
(kg, gr, liter, pcs, etc.)
FORM (liquid, solid,
gas, paste)
HAZARD (flammable,
reactive, combustible,
toxic, etc.)
EXPOSURE
liquid chemical
only ( ppm) Machine’s
oil Lubricant ± 50 ml per
bottle Liquid
Toxic, flammable, reactive
N/A
Hair setting Hair setter ± 1 Liter per
drum Liquid
Toxic, flammable, reactive, corrosive
N.A
Hot melt
adhesive Glue/ adhesive ± 500 gram per process
Solid (normal), liquid (after heat by certain temperature)
Toxic N/A
Table 5. 5 Material List
The next is assess the material and the hazard that exist on final assembly area. In final assembly process the process use hair setting liquid which is chemical liquid
.
It becomes one factor that causing injury because it causing skin illness to the worker in several times of activity
.
The illness happens because of the reaction of the skin to the character of material.
Another material that has a probability injuring worker is glue
.
Glue is used for packaging and assembly.
The glue that used is in solid form, so the glue has to be heated using gluing machine. It becomes dangerous because the glue that used is hot glue that resulted from gluing machine.Machine’s oil is also dangerous because it could make the worker slip during working. Most of job in final assembly and packaging area done by hand, so the worker needs to keep the hand clean and dry. If the machine’s oil exist and touched by the worker, it could danger them.
5.3.3 Machine
PICTURE POTENTIAL HAZARD
MAIN EQUIPMENT 1. Manual rooting
Stitched, electrical hazard, Abrasion
2. Oven Box
Short circuit, fire hazard, heat exposure
3. Elastic stapler
Stitched, pinched.
4. Hot melt
Paraffin oil exposure, chemical splash
5. Sealer machine Pinched hazard
6. Oven conveyor Falling object, ergonomic issues
7. Blister Sealing 8. Hot Sealer Machine
Hot exposure
9. Auto pack machine Pinched hazard
SAFETY DEVICES:
Emergency Stop, panel control, acrylic cover, PPE, Warning sign
TOOLING
Scissors, hair brush, basket, rooting needle - Falling hazard
- Puncture hazard - Abrasion Table 5. 6 List of Machine and The Potential Hazard
The next section is assess the machine that used in final assembly and packaging.
First, list all machines that used in final assembly and packaging process. The machine that listed is the machine that used in all lines and used by worker. The second is do analysis the potential hazard that might be resulted by the machine or the activity of the machine.
In final assembly and packaging area there are several types of machine that used for production activity
.
The first type of machine is sharp tool-used machine, and the second is heat-resulted machine. Both of type of the machine has a potential hazard and may causing the injury.The machines that included in sharp tool-use machine are; rooting machine that use a needle and scissors, and tape sealer machine that use cutter
.
The type of injury that caused by this type of machine is cut, laceration, and puncture, and pinched, and struck. This type of injury is caused by the sharp tool that exist and used on the machine.The other type of machine is heat resulted machine. This type of machine is use electricity in resulting heat. The heat result exist in the surface of the machine. It dangerous when the worker touch the machine. The potential hazard from this type of machine is burn and scald.
5.3.4 Environment
ASPECT IMPACT ASSESMENT
No Activity/
Process Aspect E Impact ConditionN/A/E
Initial
Risk Level Existing Control Measures
(ECM)
Residual Risk
Risk Level P S
RFV
P S
RFV
1 Manual
Rooting Machine's
oil spills E Waste disposal from oil spills
N 3 2 6 Cleaner rags
available 2 2 4 Acceptable
2 Grooming Chemical spills
E Cleaner rags from spills controlling
N 3 2 6 Provide
hazardous waste management
2 2 4 Acceptable
Improper disposal of hazardous waste
E Soil and/
water pollution when hazardous waste treated as non- hazardous waste
A 2 3 6 Keep
hazardous waste in different bin/
container and dispose to hazardous waste store
1 2 2 Acceptable
3 Fire Smog
release E Air
pollution N 4 2 8 Emergency lamp, Emergency exit, Emergency toolbox, ERT, Paging system, Fire extinguisher, emergency response program
2 2 4 Acceptable
Table 5. 7 Environmental Aspect and Impact
The next section is assess the environmental aspect and impact. In this section the scoring of the impact is used. The first step of this section is listing the environmental potential hazard on the process or activity. The next step is analyze the impact of the process to the environment. The scope of the environment is the environment around the worker and around the company because the company has a responsibility to the environment outside the company.
The next is determine the condition when the impact is happens. There are 3 levels of condition when the impact is occurs; Normal, Abnormal, and Emergency.
Normal condition is the condition if the normal environmental impact occurs. In the other word there is no special impact occurring from the production process.
Abnormal condition is the condition if there is unusual impact on the environment from the production activity or process such as the citizen have a disease caused by the environment. And the last emergency condition is the condition if there is a hazard from unusual activity or process such as explosion, fire, or poisoned.
The next is give the probability score and severity score to determine Initial Risk Factor Value. After that list the existing control measurement. Existing control measurement in the existing activity or process or tools to control the hazard.
After that give the residual risk score after the hazard was controlled. Residual risk score is the score after the hazard was controlled. The score is similar with the initial risk level which are probability and severity. From residual risk, the risk level could be determined. The risk level represent the priority of the improvement that must be made.
The table above shows the result of AI-HIRA environmental assessment. There are 3 activities that resulting environmental impact. The first is manual rooting, there is machine’s oil spilling that give impact to the environment. The impact from machine’s oil spilling is waste disposal. The condition is Normal with the probability score is 3 or possible and the severity score is or minor level. The existing control is providing cleaner rags on the machine. Because of this controlling method, the probability score reduce to 2 or unlikely. The residual risk factor value from this process is 4 or Acceptable.
The second activity is grooming process, this activity use hair setting which is chemical compound. There are two environmental aspects resulted from this process. The first is chemical spills, this aspect give the impact in cleaning process. The condition of this aspect is normal with the probability score 3 and severity score is 2. The existing measurement control to control the hazard is
providing hazardous waste management. By this controlling action the probability score becomes 2 and the severity score becomes 2. The total residual score is 4 which means the risk level is acceptable.
The second aspect is improper disposal hazardous waste. The condition of this aspect is abnormal which means it will affecting special case to the environment with the probability score 2 and severity score is 3. The existing measurement control to control the hazard is keeping the hazardous material waste in a special bin. By this controlling action the probability score becomes 1 and the severity score becomes 2. The total residual score is 2 which means the risk level is acceptable.
The last activity is heating process. Heating process will resulting smog to the air.
It becomes air pollution inside and outside area. The condition of this aspect is normal with the probability score 4 and severity score is 2. The existing measurement control to control the hazard is providing Emergency lamp, Emergency exit, Emergency toolbox, ERT, Paging system, Fire extinguisher, emergency response program in case of worst condition. By this controlling action the probability score becomes 2 and the severity score becomes 2. The total residual score is 4 which means the risk level is acceptable.
5.3.5 Health and Safety
HAZARD IDENTIFICATION RISK ASSESSMENT
Risk. No
Activity/
Process Hazard S/H Risk ConditionR/NR
Initial
Risk Level Existing Control Measures
(ECM)
Residual Risk
Risk Level P S
RFV
P S
RFV
1 Manual
Rooting 1. Stitched by rooting needle/
S Stitched
injured R 6 2 12 Finger
protection &
Work instruction
4 2 8 Moderate
2. Not ergonomic sitting position
H Low back
pain R 2 4 8 N/A 2 4 8 Moderate
3. Machine's
oil spills S Slippery
floor NR 5 1 5 Cup for spills
oil container 3 1 3 Acceptable 2 Gluing
head Skin contact with hot surface/
machine
S Burnt skin R 5 2 10 (1) Acrylic cover &
warning sign (2) Modify process by adding manual toggle to ensure glue properly spread inside rot head.
3 2 6 Moderate
Hot melt adhesive glue contact with skin
S Burnt skin R 6 2 12 (1) Timer to limit amount of air pressure, temperature controller and platform (2) Additional toggle create less hazard rather than manual squeezing by operator hand.
4 2 8 Moderate
3 Grooming
Process 1. Skin contact with hair setting in long period
H Irritation
on skin R 4 2 8 - Use proper dog brush.
- Use hand/finger protection during grooming process.
3 2 6 Moderate
2. Eye contact with hair setting chemical
S Irritation
on eyes R 1 2 2 Controlled by
method 1 2 2 Trivial
3. Chemical Vapor
H Irritation on tractus respiratory
R 1 2 2 N/A 1 2 2 Trivial
4. Repetitive contact between dog brush and hand
S Scratched by dog brush on blowing hair process
R 4 2 8 - Use proper dog brush.
- Control by method
2 2 4 Acceptable
4 Oven box 1. Over
heating S Fire NR 3 3 9 MCB, Timer,
alarm 1 3 3 Acceptable
2. Broken temperature indicator
S Fire NR 3 2 6 Regular
maintenance/
calibration
1 2 2 Trivial
3. Material left in the oven (ex:
hair yarn)
S Fire R 3 2 6 Control by
method 1 2 2 Trivial
4. Short
circuit S Fire R 3 2 6 MCB 1 2 2 Trivial
5 Blister Sealing Process
Pinched by
Moving part S Finger
injured R 3 2 6 Acrylic cover
on machine 1 2 2 Trivial
6 Oven conveyor
Pinched by uncover moving part
S Finger injured
R 2 2 4 Cover
hazardous part on the conveyor.
1 2 4 Acceptable
7 Hot sealer