LAPORAN PRAKTIKUM MATERIAL TEKNIK HEAT TREATMENT
Oleh:
DEDEN TRI PRASETIA 120170076
Asisten Praktikum:
Nurcahyo Wicaksono (118170076)
PROGRAM STUDI TEKNIK MESIN
JURUSAN TEKNIK MANUFAKTUR DAN KEBUMIAN INSTITUT TEKNOLOGI SUMATERA
2021
BAB 1
PENDAHULUAN
1.1 Latar Belakang
Material merupakan komponen yang sangat penting dalam dunia manufaktur.
Struktur material yang menentukan kekuatan dari material tersebut dalam menahan beban yang diterima. Oleh karena itu proses heat treatment berguna untuk meningkatkan sifat material yang sesuai. Perlakuan panas adalah proses pemanasan dan pendinginan logam dalam keadaan padat untuk mengubah sifat- sifat mekaniknya. Baja dapat dikeraskan sehingga tahan aus dan kemampuan memotong meningkat atau dapat dilunakan untuk memudahkan proses pemesinan lanjut. Melalui perlakuan panas yang tepat, tegangan dalam dapat dihilangkan, ukuran butir dapat diperbesar atau diperkecil. Untuk memungkinkan perlakuan panas yang tepat, komposisi kimia baja harus diketahui karena perubahan komposisi kimia, khususnya karbon dapat mengakibatkan perubahan sifat-sifat fisis.
Dalam hal ini proses perlakuan panas sangan penting guna mengetahui sifat fisis maupun mekanis dalm material tersebut. Material yang digunakan adalah Baja AISI 1045. Baja karbon mempunyai nilai kekerasan yang berbeda bergantung pada kadar karbon pada suatu baja. Namun, pada kadar karbon yang sama juga bisa mempunyai nilai kekerasan yang berbeda. Hal tersebut dapat terjadi akibat proses manufaktur yang berbeda-beda pada baja kadar karbon sama. Sehingga, kita perlu mempelajari fenomena-fenomena pengerasan baja karbon agar kita bisa mendapatkan baja karbon sesuai dengan spesifikasi yang kita inginkan.
Pada logam lain juga dapat mengeras jika diberi suatu perlakuan tertentu. Suatu logam dapat berubah kekerasannya akibat dari faktor-faktor penentu kekerasan
logam itu juga sehingga kita perlu memahami faktor penetu kekerasan logam tersebut.
Pada era globalisasi ini yang penuh dengan pembangunan di sektor industri serta bidang-bidang lainnya, tentunya pembangunan itu membutuhkan suatu bahan logam yang cukup baik, entah itu sifat fisik maupun mekanisnya. Namun sifat fisik maupun mekanik dari logam tidaklah dengan mudah ditemukan. Oleh karena itu, perlu diberikan terlebih dahulu suatu perlakuan khusus, sehingga dapat menghasilkan suatu logam yang sesuai dengan yang diinginkan.
Heat Treatment adalah proses perlakuan terhadap logam yang diinginkan dengan cara memberikan pemanasan dan kemudian dilakukan pendinginan dengan media pendingin tertentu, sehingga sifat fisiknya dapat diubah sesuai dengan yang diinginkan. Logam yang baik dan sesuai adalah baja yang merupakan logam paduan FE dan C. Prosedur dari perlakuan panas tersebut adalah berbeda-beda tergantung tujuan dari pemberian proses perlakuan tersebut, yang biasanya mengacu pada sifat-sifat mekanik dari pada material benda kerja. Langkah pertama dalam proses heat treatment adalah pemanasan logam atau paduan dalam temperatur yang berbeda-beda dan dengan atau tanpa memberikan waktu penahanan (holding time), yang kemudian dilanjutkan dengan mendinginkannya dengan laju pendinginan yang diinginkan. Ada beberapa proses heat treatment, diantaranya adalah annealing, normalizing, hardening, dan tempering.
1.2 Tujuan Praktikum
Tujuan dari praktikum ini adalah melakukan proses pengerasan metode quenching pada baja karbon, menguji kekerasan hasil perlakuan panas dan menganalisa hasil perlakuan panas.
BAB II
LANDASAN TEORI
2.1 Heat Treatment
Heat treaatment adalah suatu proses perlakuan panas yang menahan suatu bahan pada temperatur tertentu untuk jangka waktu tertentu (holding time).
Perlakuan ini membutuhkan pemanasan untuk mengubah sifat fisik material, khususnya struktur mikronya, dan mencapai penguatan (curing) atau pelunakan material terlepas dari apakah komposisinya diubah atau tidak. Perubahan struktural ditujukan untuk menghasilkan sifat logam yang diinginkan secara keseluruhan atau sebagian. Heat treatment juga dapat digunakan untuk meningkatkan sifat mekanik bahan dengan memvariasikan suhu dan waktu pemrosesan. Heat Treatment sangat diperlukan untuk penelitian bahan di laboratorium(Fitri.,dkk, 2017).
Sifat alotropik besi menyebabkan perubahan struktur mikro berbagai logam.
Alotropik itu sendiri adalah konversi dari satu bentuk susunan atom (sel satuan) ke bentuk lain. Pada suhu di bawah 910 ° C, sel satuannya adalah Body Center Cubic (BCC), suhunya antara 910 ° C dan 1392 ° C, dan sel satuannya Face Center Cubic (FCC), 1392 ° C. Di atas suhu , sel satuan akan kembali ke Body Center Cubic (BCC).
Heat treatment adalah salah satu metode untuk mengubah struktur logam dengan cara memanaskan sampel dalam terrant listrik (oven) pada suhu rekristalisasi selama jangka waktu tertentu dan mendinginkannya dengan media pendingin seperti udara, air, air garam, atau minyak. Kepadatan pendinginan diesel yang berbeda. Saat memanaskan atau mendinginkan dengan kecepatan tertentu. Bahan logam dan paduan tertentu yang strukturnya berubah. Perlakuan panas adalah kombinasi proses pemanasan atau pendinginan logam padat atau
paduannya untuk mencapai sifat tertentu. Untuk mendapatkan hal ini maka kecepatan pendinginan dan batas temperature sangat menetukan.
2.2 Deskripsi Alat dan Bahan a. Alat
Laboratory Chamber Furnace
Gambar 2.1 Laboratory Chamber Furnace Carbolite CWF 1300
Tungku dengan keseimbangan integral dapat digunakan untuk analisis termogravimetri (TGA) dan aplikasi loss on ignition (LOI), di mana perubahan berat sampel harus dipantau selama proses pemanasan. Hal ini diperlukan, misalnya, dalam penentuan kandungan bahan anorganik dalam bahan seperti semen, kapur, bauksit terkalsinasi dan refraktori. Panduan Pengguna Chamber Furnace (CWF):
1. Suhu pengoperasian maksimum 1300 °C 2. Kapasitas ruang 13 liter
3. Elemen kawat melingkar bebas yang memancar kuat di kedua sisi ruang memastikan keseragaman termal yang baik
4. Memanaskan hingga suhu pengoperasian dalam separuh waktu desain "lempengan" tradisional
5. Keras memakai insulasi tahan api di dalam ruang dan di sekitar pintu masuk memberikan ketahanan yang baik terhadap abrasi 6. Perapian keramik keras memberikan dasar yang kuat, dan dapat
diganti jika terjadi tumpahan
7. Pintu penyeimbang vertikal menjaga insulasi pintu panas dari operator
8. Sakelar pengaman pintu istirahat postive mengisolasi ruang dari catu daya, ketika pintu dibuka
9. Konstruksi berkulit ganda memungkinkan aliran udara konveksi untuk mendinginkan casing luar, agar sesuai dengan standar keselamatan EN61010
10. Pilihan pengontrol atau pemrogram PID
11. Aplikasi dalam industri umum meliputi, perlakuan panas logam besi, pengerasan, temper, penghilang stres, dan simulasi proses industri yang lebih besar, pada skala laboratorium
12. Aplikasi dalam kontrol kualitas meliputi, pengujian bahan komponen atau produk jadi
13. Aplikasi dalam pembuatan dan pemeliharaan alat meliputi, perlakuan panas alat logam dan baja perkakas
14. Aplikasi dalam pembuatan pelapis meliputi, pengujian pelapis untuk ketahanan terhadap api, dan pengujian umur panjang pelapis jadi model-model ini tidak dirancang untuk tujuan pengabuan/pembakaran.
b. Bahan
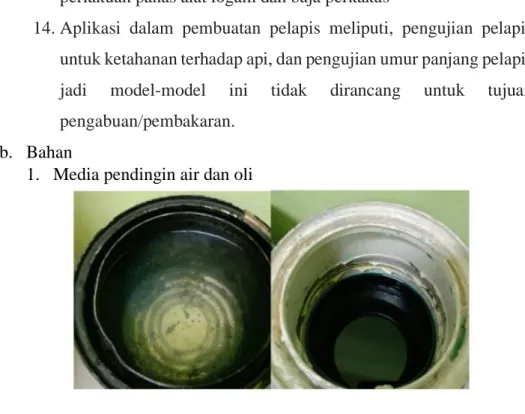
1. Media pendingin air dan oli
Gambar 2.2 Media pendingin air dan oli
a) Air adalah media yang paling banyak digunakan untuk quenching, karena biayanya yang murah, dan mudah digunakan serta pendinginannya yang cepat. Air khususnya digunakan pada
baja karbon rendah yang memerlukan penurunan temperatur dengan cepat dengan tujuan untuk memperoleh kekerasan dan kekuatan yang baik. Air memberikan pendinginan yang sangat cepat, yang menyebabkan tegangan dalam, distorsi, dan retakan.
b) Oli sebagai media pendingin lebih lunak jika dibandingka dengan air. Digunakan pada material yang kritis, Antara lain material yang mempunyai bagian tipis atau ujung yang tajam.
Karena oli lebih lunak, maka kemungkinan adanya tegangan dalam, distorsi, dan retakan kecil. Oleh karena itu medium oli tidak menghasilkan baja sekeras yang dihasilkan pada medium air. Quenching dengan media air akan efektif jika dipanaskan pada suhu 30-60 derajat Celcius.
2. Baja Karbon AISI 1045
Gambar 2 3 Baja karbon AISI 1045
Baja karbon merupakan logam yang banyak digunakan dalam industri dan memenuhi kebutuhan hidup manusia. Jenis baja yang umum digunakan adalah baja AISI 1045 atau baja karbon sedang.
Baja AISI 1045 diproduksi dan dicetak untuk kepentingan industri dengan tujuan meningkatkan sifat mekanik dan ketahanan korosi(Nugroho., dkk, 2019)
Baja karbon rendah adalah bahan yang utama digunakan sebagai bahan konstraksi umum. Hal ini karena baja karbon rendah memiliki keuletan yang tinggi tetapi kekerasannya rendah dan tidak
tahan aus. Hal ini dapat diatasi dengan mengubah sifat-sifat bahan yang tersedia, yaitu proses perlakuan panas. Strukturnya tergantung pada proses yang dialami, terutama proses perlakuan panas yang diperoleh selama proses pemesinan. Ketahanan panas baja karbon rendah adalah penting.
Fungsi karbon dalam baja bertindak sebagai elemen pengerasan dalam mencegah dislokasi dalam kisi kristal atom besi dari pergeseran. Struktur mikro tergantung pada proses pemesinan yang dialami, terutama proses perlakuan panas yang diperoleh selama proses pemesinan. Ketahanan panas baja karbon rendah penting dalam rekayasa. Baja karbon rendah adalah bahan yang terutama digunakan sebagai bahan untuk konstruksi umum. Baja karbon rendah memiliki keuletan yang tinggi dan mudah diproses, sehingga memiliki kekerasan yang rendah dan tidak tahan aus.
2.3 Hardening
Hardening merupakan perlakuan panas terhadap logam menggunakan target menaikkan kekerasan alami logam. Perlakuan panas menuntut pemanasan benda kerja menuju suhu pengerasan, jangka saat penghentian yang memadai dalam suhu pengerasan & pendinginan (pengejutan) berikutnya secara cepat menggunakan kecepatan pendinginan kritis. Akibat pengejutan dingin menurut wilayah suhu pengerasan ini, dicapailah suatu keadaan paksaan bagi struktur baja yang merangsang kekerasan, maka dari itu proses pengerasan ini dianggap pengerasan kejut. Karena logam sebagai keras melalui peralihan wujud struktur, maka perlakuan panas ini dianggap juga pengerasan alih wujud(Dayal,. dkk, 2003)
Di dalam proses hardening (pengerasan) proses pendinginan sebagai hal krusial untuk diperhatikan. Proses pendinginan akan membentuk struktur martensit.
Pendinginan dilakukan menggunakan cara megeluarkan material uji menurut dapur pemanasan (furnace) & lalu dilakukan pencelupan dalam media
pendingin yang bisa berupa air, minyak, juga udara. Tingkat persentase kadar karbon juga mempengaruhi media pendinginan yang dilakukan.
Di dalam proses hardening (pengerasan) proses pendinginan sebagai hal krusial buat diperhatikan. Proses pendinginan akan membuat struktur martensit.
Pendinginan dilakukan menggunakan cara megeluarkan material uji berdasarkan dapur pemanasan (furnace) & lalu dilakukan pencelupan dalam media pendingin yang bisa berupa air, minyak, maupun udara. Tingkat persentase kadar karbon juga mempengaruhi media pendinginan yang dilakukan.
Untuk baja karbon tinggi dan baja paduan digunakan minyak sebagai media pencelupan, laju pendinginan tidak secepat air.
Proses ini sangat dipengaruhi oleh parameter tertentu seperti :
a. Temperatur pemanasan, yaitu temperatur austenisasi yang dikehendaki agar dicapai transformasi yang seragam pada material.
b. Waktu pemanasan, yaitu lamanya waktu yang diperlukan untuk mencapai temperatur pemanasan tertentu (temperatur austenisasi).
c. Waktu penahanan, yaitu lamanya waktu yang diperlukan agar didapatkan distribusi temperatur yang seragam pada benda kerja.
2.4 Tempering
Tempering didefinisikan sebagai proses pemanasan logam sesudah dikeraskan dalam temperatur tempering (pada bawah suhu kritis), yang dilanjutkan dengan proses pendinginan. Baja yang sudah dikeraskan bersifat ringkih dan tidak cocok untuk digunakan, melalui proses tempering kekerasan dan kerapuhan dapat diturunkan hingga memenuhi persyaratan penggunaan. Kekerasan turun, kekuatan tarik akan turun juga sedang keuletan dan ketangguhan baja akan meningkat.
Pada suhu 200°C sampai 300°C laju difusi lambat hanya sebagian kecil. karbon dibebaskan, hasilnya sebagian struktur tetap keras tetapi mulai kehilangan
kerapuhannya. Di antara suhu 500°C dan 600°C difusi berlangsung lebih cepat, dan atom karbon yang berdifusi di antara atom besi dapat membentuk sementit.
Menurut tujuannya proses tempering dibedakan sebagai berikut:
a. Tempering pada suhu rendah ( 150° – 300°C )
Tempering ini hanya untuk mengurangi tegangan-tegangan kerut dan kerapuhan dari baja, biasanya untuk alat-alat potong, mata bor dan sebagainya.
b. Tempering pada suhu menengah ( 300° - 550°C )
Tempering pada suhu sedang bertujuan untuk menambah keuletan dan kekerasannya sedikit berkurang. Proses ini digunakan pada alat-alat kerja yang mengalami beban berat, misalnya palu, pahat, pegas. Suhu yang digunakan dalam penelitian ini adalah 500°C pada proses tempering.
c. Tempering pada suhu tinggi ( 550° - 650°C )
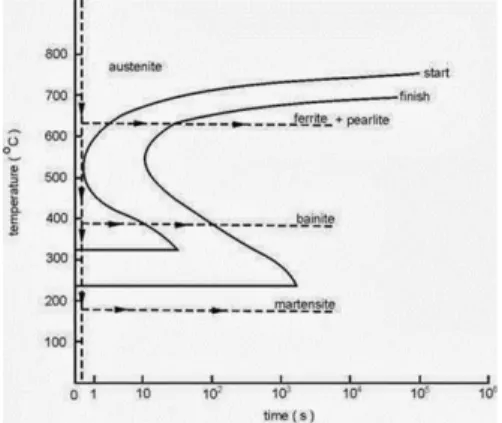
Tujuan tempering suhu tinggi adalah untuk mencapai keuletan tinggi sambil menjaga kekerasan relatif rendah, misalnya untuk roda gigi dan poros penggerak. Ketika satu baja didinginkan ke suhu yang lebih tinggi dan kemudian ditahan, struktur lain dibuat pada suhu rendah untuk jangka waktu tertentu.
Gambar 2 4 Isothermal Tranformation Diagram
Bentuk gambar tergantung pada komposisi kimia, terutama kandungan karbon baja. II9 Ketika baja dengan kandungan karbon kurang dari 0,83%
ditahan pada suhu tertentu pada titik tertentu di ujung menurut kurva C, struktur perlit dan ferit terbentuk. Jika suhu dipertahankan pada titik tertentu di bagian bawah kurva C, tetapi masih di atas cakrawala, maka
struktur mikro bainit (lebih keras dari perlit). Jika suhu dijaga di bawah cakrawala di beberapa titik, itu menjadi struktur martensit (sangat keras dan rapuh). Semakin tinggi kandungan karbon, semakin banyak dua titik pada kurva C bergeser ke kanan. Ukuran partikel terutama ditentukan oleh suhu pemanasan yang lebih tinggi, waktu pemanasan, dan semakin lama pemanasan, semakin besar partikelnya. Pendinginan yang lebih cepat menghasilkan ukuran partikel yang lebih kecil.
2.5 Anealing
Annealing adalah perlakuan panas logam dengan pendinginan lambat untuk menghilangkan tekanan internal atau untuk mengecilkan dan memperbaiki struktur kristal (ketika pemanasan di atas suhu kritis atas). Annealing atau pelunakan baja memanaskan baja di atas temperatur kritis (723 °C), membiarkannya beberapa saat hingga temperatur menjadi seragam, kemudian secara perlahan mendinginkannya hingga temperatur yang diinginkan sambil menjaga temperatur udara luar hampir sama. sebuah proses yang harus dilakukan. Strukturnya diperoleh dengan menggunakan bodi berpendingin udara.
Proses annealing adalah proses perlakuan panas yang membentuk perlit kasar tetapi lunak dengan pemanasan hingga austenit dan pendinginan perlahan dalam tungku untuk meningkatkan ukuran butir kristal dan dalam beberapa kasus, kemampuan mesin. Selain itu, melembutkan untuk meningkatkan keuletan dan mengurangi tekanan internal, yang menyebabkan bahan rapuh.
Selama proses anil, material dipanaskan hingga suhu antara 10.500F dan 13.000F dan kemudian didinginkan. Ini menghilangkan tegangan sisa dan internal material, tetapi tidak semua. Proses annealing sering digunakan sebagai proses heat treatment tambahan dalam pembuatan material. Proses annealing dijalankan beberapa kali dalam beberapa proses ekstraksi. Setelah roughing, annealing dilakukan untuk menghilangkan stres yang disebabkan oleh pemotongan. Setelah tegangan sisa dihilangkan, Anda dapat melanjutkan pekerjaan dengan potongan yang lebih halus. Ini akan mengurangi ketegangan.
Gambar 2.5 Proses terjadinya Anealing dan Normalizing 2.6 Normalizing
Normalizing adalah perlakuan panas logam pada suhu sekitar 40°C di atas batas kritis logam, kemudian ditahan pada suhu tersebut dalam jangka waktu yang relatif lama dan dilanjutkan dengan pendinginan luar ruangan. Normalizing dilakukan dengan memanaskan baja di atas suhu kritis atas (A3 atau Acm) dan kemudian mendinginkannya hingga suhu kamar. Tujuan dari normal annealing adalah untuk meningkatkan kekerasan dan kekuatan baja dibandingkan dengan complete annealing. Untuk beberapa aplikasi, normalizing mungkin merupakan akhir dari perlakuan panas. Oleh karena itu, dalam kasus baja hypereutektoid, perlu dilakukan pemanasan di atas suhu A3 untuk membentuk struktur sementit.
Normalisasi juga digunakan untuk meningkatkan kemampuan mesin baja, menghaluskan butiran dan meningkatkan keseragaman struktur baja. Gambar di atas menunjukkan struktur mikro baja karbon 0,5% berdasarkan metode normalisasi. Dalam keadaan anil, baja memiliki 62% perlit dan 38% ferit proeutektoid. Ketika didinginkan di udara, baja mengandung ferit proeutektoid 10% dan mengelilingi area perlit gelap dengan kain putih.
2.7 Quenching
Proses quenching melibatkan beberapa faktor yang saling terkait. Di satu sisi, jenis dan persyaratan proses media pendingin, di sisi lain, komposisi kimia dan kemampuan mengeras logam. Hardenability merupakan fungsi dari komposisi kimia dan ukuran buah pada suhu tertentu. Selain itu, dimensi logam juga
mempengaruhi kinerja proses quenching. Austenite membutuhkan waktu pemanasan yang cukup untuk mencapai keseragaman ini. Selain itu, baja dengan cepat direndam dalam media pendingin, tergantung pada laju pendinginan di mana kekerasan baja ingin dicapai. Selama quenching, atom karbon yang terlarut dalam austenit tidak dapat berdifusi dan membentuk sementit dalam keadaan karbon, sehingga fasa austenit tidak berubah menjadi ferit atau perlit.
Gambar 2.6 Media quenching
Dalam proses quenching, media pendingin memiliki pengaruh yang besar terhadap struktur logam dan kapasitas mekanis yang dapat dicapai oleh logam tersebut. Berikut adalah beberapa media pendingin yang umum digunakan :
a. Air memiliki massa jenis yang besar tapi lebih kecil dari air garam, kekentalannya rendah sama dengan air garam. Laju pendinginannya lebih lambat dari air garam. Air menghasilkan tingkat pendinginan mendekati tingkat maksimum.
b. Oli memiliki nilai viskositas atau kekentalan yang tertinggi dibandingkan dengan media pendingin lainnya dan massa jenis yang rendah sehingga laju pendinginannya lambat.
2.8 Holding Time
Holding time dilakukan untuk mencapai kekerasan material yang maksimal pada proses curing dengan cara menjaga material pada temperatur curing agar
dapat memanaskan struktur austenit secara merata atau untuk melarutkan karbida dalam austenit.
Hasil penelitian menunjukkan bahwa faktor waktu pertahanan panas (holding time) berpengaruh terhadap tarik, kekerasan, dan struktur mikro sampel penelitian. Untuk sampel dengan waktu retensi 20 menit nilai tegangan maksimum sebesar 334,61 MPa, nilai tegangan luluh sebesar 238,09, dan nilai elongasi sebesar 8,9%. Nilai tegangan maksimum untuk sampel dengan waktu retensi 40 menit adalah sebesar 328,72 MPa, sedangkan nilai tegangan luluh sebesar 235,61 dan nilai elongasi sebesar 31,33.%(Sardi, 2018).
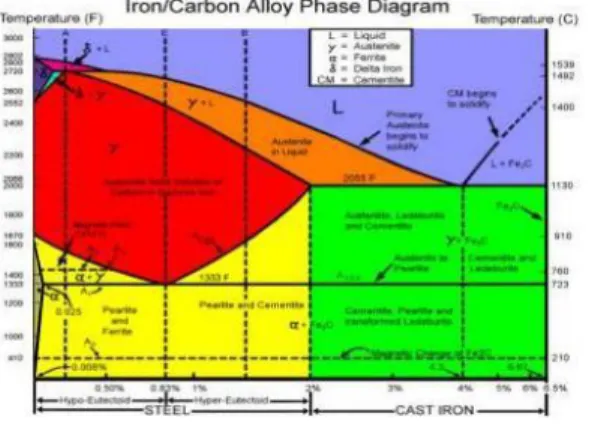
a. Diagram Fe-Fe3C
Diagram Fe-Fe3C merupakan diagram yang menampilkan interaksi antara temperatur dimana terjadi perubahan fasa selama proses pendinginan lambat dan pemanasan lambat menggunakan kandungan karbon (%C). Diagram fasa besi dan karbida besi Fe3C ini sebagai landasan untuk laku panas kebanyakan jenis yang kita kenal..
Kandungan eutectoid terdapat pada 4,3% (berat) karbon (17% atom) dan suhu eutectoid adalah 1148°C. Besi cor berada di daerah eutectoid ini karena rata-rata mengandung 2.5%–4%. Pada bagian diagram antara 700°C-900°C dan daerah karbon antara 0%-1% ini mikrostruktur baja dapat diatur dan disesuaikan dengan keinginan.
Struktur-struktur yang ada pada diagram fasa Fe-Fe3C:
Gambar 2.7 Diagram Fe-Fe3C
Dari gambar di atas, cara pembentukan kekerasan material menggunakan metode quenching adalah dengan memanaskan material hingga temperatur austenit pada kisaran 800 °C kemudian dipanaskan hingga fase martensit sambil didinginkan. Selama kurang dari 10 detik dengan fase keras, dislokasi karena bentuk partikel kecil dapat dicegah. Untuk menentukan batas dan waktu yang diperlukan untuk mencapai fase yang diinginkan, diagram fase adalah diagram yang menunjukkan perubahan fase berbasis material pada suhu tertentu menggunakan konsentrasi atom asing atau campuran yang berbeda.
Contoh campuran baja atau besi dengan karbon, alumunium dengan nikel, macam-macam dari fasa yang terbentuk dari material campuran ini adalah Ferrite, austenite, cementite, bainitite, martensite, pearlite:
1. Ferrit (Besi α) merupakan suatu komposisi logam yang memiliki batas maksimum kelarutan Karbon 0,025 % C pada temperature 723°C, struktur kristalnya BCC (Body Center Cubic) dan dalam temperatur kamar memiliki batas kelarutan Karbon 0,008% C. Sifat-sifatnya merupakan ketangguhan rendah, keuletan tinggi, kekerasan < 90 HRB, struktur paling lunak di dalam diagram Fe-Fe3C dan ketahanan korosi medium.Austenit (Besi γ) adalah suatu larutan padat yang mempunyai batas maksimum kelarutan Carbon 2,11 % C pada temperature 1148°C, struktur kristalnya FCC (Face Center Cubic). Sifat-sifatnya adalah ketangguhan baik sekali, ketahanan korosi yang paling baik dari SS yang lain, non hardened heat treatment, mudah dibentuk dan paling banyak dipakai dalam industri.
2. Cementit (Besi Karbida) merupakan sebuah senyawa yang terdiri atas unsur Fe dan C dengan perbandingan tertentu (mempunyai rumus empiris) dan struktur kristalnya
Orthohombic. Sifat-sifatnya adalah sangat keras dan bersifat getas.
3. Lediburite ialah campuran Eutectic antara besi Gamma dengan Cementid yang dibentuk pada temperature 1130°C dengan kandungan Carbon 4,3%C.
4. Pearlite adalah Eeutectoid mixture dari ferrite dan cementite (α+Fe3C), terjadi pada temperatur 723°C, mengandung 0,8
% karbon
Faktor- faktor yang mempengaruhi laju pendinginan media pendingin:
1. Densitas
Semakin tinggi densitas suatu media pendingin, maka semakin cepat proses pendinginan oleh media pendingin tersebut.
2. Viskositas
Semakin tinggi viskositas suatu media pendingin, maka laju pendinginan semakin lambat, Viskositas merupakan sebuah berukuran penolakan sebuah fluid terhadap perubahan bentuk pada bawah tekanan shear. Biasanya diterima menjadi "kekentalan", atau penolakan terhadap penuangan.
Viskositas mendeskripsikan penolakan pada fluid kepada aliran dan bisa dipikir menjadi sebuah cara buat mengukur ukiran fluid. Air mempunyai viskositas rendah, sedangkan minyak sayur mempunyai viskositas tinggi.
Pengaruh Viskositas dan Density berdasarkan media pendingin:
1. Air Garam
Air Garam mempunyai viskositas yang rendah sebagai akibatnya nilai kekentalan cairan kurang, sehingga laju pendinginan cepat dan massa jenisnya lebih besar dibandingkan menggunakan media pendingin lainnya
misalnya air, solar, oli, udara. Sehingga kecepatan media pendingin besar dan makin cepat laju pendinginannya.
2. Air
Air memiliki massa jenis yang besar tapi lebih kecil dari air garam, kekentalannya rendah sama dengan air garam.
Laju pendinginannya lebih lambat dari air garam.
3. Solar
Memiliki viskositas yang tinggi dibandingkan dengan air dan massa jenisnya lebih rendah dibandingkan air sehingga laju pendinginannya lebih lambat
4. Oli
Oli memiliki nilai viskositas atau kekentalan yang tertinggi dibandingkan dengan media pendingin lainnya dan massa jenis yang rendah sehingga laju pendinginannya lambat.Udara tidak memilki viskositas tetapi hanya memiliki massa jenis sehingga laju pendinginannya sangat lambat.
b. Koefisien Perpindahan Panas
Semakin kecil suhu media pendingin (udara, air, oli, garam, dll) maka Kecepatan pendinginan semakin cepat karena panas pada specimen akan lebih cepat mengalir ke suhu media pendingin yang lebih kecil.
BAB III
METODOLOGI PRAKTIKUM
3.1 Alat dan Bahan
Adapun alat dan bahan yang digunakan dalam praktikum heat treatment adalah sebagai berikut:
a. Laboratory Chamber Furnace Carbolite CWF 1300
Gambar 3.1 Laboratory Chamber Furnace Carbolite CWF 1300 b. Media pendinginan air dan oli
Gambar 3.2 Media pendinginan air (kiri) dan oli (kanan) c. Baja karbon AISI 1045
Gambar 3.3 Carbon Steel Medium (Komposisi Carbon 0,43-0,50 %) AISI 1045
3.2 Prosedur Praktikum
a. Menyiapkan 3 sampel material baja dan media pendinginan air dan oli.
b. Memastikan Membaca Prosedur cara Menggunaan alat sebelum praktikum cara menghidupkan, cara penggunaan dan cara mematikan alat
c. Baja yang digunakan yakni AISI 1045 berbentuk plat Tebal 5 mm.
d. Menghidupkan Chamber Furnace Carbolite Gero CWF 1300.
e. Mengatur SPºC pada suhu 800ºC, SPrr OFF, Holding time t1 30 menit.
f. Menggunakan alat-alat keselamatan seperti finger gloves dan tang crusible pada saat memasukkan dan mengeluarkan material dari Chamber Furnace Carbolite Gero CWF 1300.
g. Mengeluarkan ketiga sampel yang telah di panaskan 1. Sampel pertama didinginkan di suhu ruangan. 2. Sampel kedua langsung dimasukkan ke media pendingin air 3. Sampel ketiga langsung dimasukkan ke media pendingin oli.
h. Mereset/mengulang program Chamber Furnace Carbolite Gero CWF 1300 ke setting default. Lalu matikan alat.
i. Setelah dingin, sebaiknya membersihkan permukaan sampai rata dan halus.
j. Setelah selesai melakukan praktikum, sebaiknya merapihkan, membersihkan dan mengembalikan alat-alat yang tadi digunakan k. Memastikan daya listrik telah tercabut (Baca Prosedur Penggunan Alat)
dan Isi log book pengunaan alat
3.3 Prosedur penggunaan alat Furnace Carbolite Gero CWF 1300
Gambar 3.4 Mesin furnace carbolite gero cwf 1300 Spesifikasi Alat Chamber Furnace
Nama : Carbolite Gero CWF 1300 Type : CWF 13/13 220-240 V 1 PH Serial No.: 21-902498
Max Temp : 1300°C
Listrik : 230 V, 1 Phase, 50-60 Hz 2872 Watts dan 12,5 A
a. Memastikan sambungan listrik dan grounding (maks 1 volt) terpasang b. Sebelum menggunakan alat ini, pastikan gunakan Finger gloves dan alat-
alat keselamatan lainnya.
c. Memastikan Crusible Cylinder dalam keadaan baik (tidak pecah).
d. Menggunakan tang Crusible untuk memasukkan dan mengelurkan Crusible Cylinder.
e. Menghidupkan Furnace dengan menekan Tombol ON
f. Untuk mengatur temperatur yang diinginkan tekan tombol Menu>Arrow Keys>SPoC kemudian atur suhu yang diingikan dengan menekan arrow keys ke atas atau bawah.
g. Setelah suhu diatur, maka lampu pada Heater menyala.
h. SPrr digunakan untuk mengatur kecepatan kenaikan suhu, yakni tekan Menu>Arrow keys>SPrr. Untuk nilai tekan ke atas atau kebawah. Ex. 1 oC per menit, ketika mode ini ON maka pada lampu heater akan berkedip karena menyesuaikan kenaikan suhu.
i. Kemudian pilih metode (t1, t2, t3, t4 dan t5 ) yang akan digunakan dengan menekan 1,5 detik pada tombol Menu.
j. Memilih t1 (Type 1) maka ketika suhu mencapai setpoint, maka Timer akan langsung menghitung mundur dan setelah habis maka furnace secara otomatis akan mati (lampu heater mati). Pada home display muncul ‘End’.
k. Memilih t2 (Type 2) maka ketika tombol di tekan timer akan langsung menghitung mundur dan ketika waktu habis furnace akan mati (lampu Heater mati) tanpa memperhatikan telah setpoint atau belum. Pada home display muncul ‘End’.
l. Memilih t3 (Type 3) maka ketika tombol di tekan, timer akan langsung menghitung mundur dan ketika waktu habis, switch pada furnace menyalakan daya ke elemen sehingga type ini dapat digunakan untuk menunda pemanasan awal.
m. Memilih t4 (Type 4) hampir mirip dengan t1 namun setelah waktu habis maka furnace secara otomatis ke control normal. Pada home display muncul
‘End’
n. Memilih t5 (Type 5) hampir mirip dengan t2 namun ketika waktu habis furnace akan secara otomatis ke control normal tanpa memperhatikan telah setpoint atau belum. Pada home display muncul ‘End’.
o. Setelah type-type dipilih, kemudian tekan tombol Menu>t1(contoh)> set waktu holding.
p. Kemudian tekan tombol Timer dan lampu timer akan menyala.
q. Untuk menu tbnd dapat digunakan pada t1 dan t4, tujuan dari fitur ini memungkinkan pada saat mengatur Timer dapat berjalan sebelum setpoint tercapai. Ex. ‘tbnd’ set nilai 3, hasil pada timer akan mulai menghitung mundur 3°C sebelum temperatur setpoint tercapai.
r. Untuk mereset type, tekan 1,5 detik tombol Timer sampai muncul r5t s. Untuk mematikan tekan tombol OFF.
t. Mengembalikan alat-alat yang digunakan, pastikan daya listrik telah tercabut.
u. Isi log book sesuai dengan penggunaan alat.
BAB IV
PENGUMPULAN DAN PENGOLAHAN DATA
4.1 Pengumpulan Data a. Lembar kerja (tabel)
Tabel 1. Spesifikasi data yang diambil pada saat praktikum
1. Gambar Chamber Furnace 2. Gambar Sampel Pendingin Suhu Ruangan
3. Gambar Sampel Media Pendingin Air
4. Gambar Sampel Media Pendingin Oli
b. Data Praktikum
Tabel 2. Data Heat Treatment Spesimen : Baja Karbon AISI 1045
Alat : Laboratory Chamber Furnace Merek : Carbolite CWF 1300
No Preheat (N/Y)
Holding Pre-Heat (Menit)
Temperature Austenisasi
((°𝐶
𝑠)
Holding Temp.
Austenisasi (Menit)
Heat Rate (°𝐶
𝑠)
Cooling Method
1. 300°𝐶 35 menit 900°𝐶 70 menit Air
2. 300°𝐶 35 menit 900°𝐶 70 menit Oli
3. 300°𝐶 35 menit 900°𝐶 70 menit Udara
4.2 Pengolahan Data a. Data Grafik
1. Grafik Holding Time (Kurva Heat Treatment)
Gambar 4.1 Holding time 2. Diagram Fasa Fe-Fe3C
Gambar 4.2 Diagram Fasa Fe-Fe3C
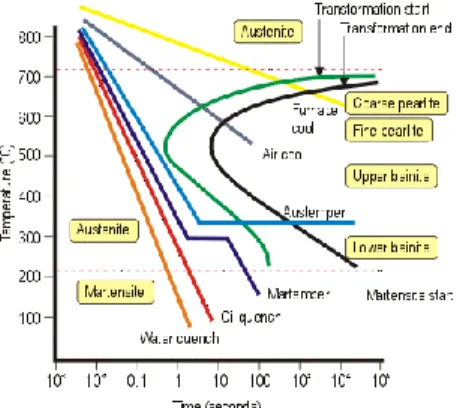
3. Diagram CCT AISI 1045
Gambar 4.3 Diagram CCT AISI 1045
BAB V
ANALISIS DAN PEMBAHASAN
Heat Treatment adalah salah satu proses untuk mengubah struktur logam dengan jalan memanaskan specimen pada elektrik terance pada temperature rekristalisasi selama periode waktu tertentu kemudian didinginkan pada media pendingin seperti udara, air, air garam, oli dan solar yang masing-masing mempunyai kerapatan pendinginan yang berbeda-beda.
Beberapa macam metode dalam heat treatment antara lain adalah Hardening.
Hardening merupakan perlakuan panas terhadap logam dengan sasaran meningkatkan kekerasan alami logam,tempering dimana logam yang tidak dikeraskan, dipanaskan sampai temperature dibawah titik kritis kemudian ditahan dalam waktu yang secukupnya pada temperatur ini kemudian didinginkan perlahan- lahan, tujuannya adalah untuk mengurangi internal stress dan menstabilkan struktur dari logam, anealing adalah perlakuan panas logam dengan pendinginan yang lambat, normalizing adalah perlakuan panas logam di sekitar 400°C di atas batas kritis. Logam kemudian di tahan pada temperatur ini untuk masa waktu yang cukup, kemudian didinginkan dengan udara.
Pada praktikum kali ini kita menggunakan proses quenching atau pengerasan baja adalah suatu proses pemanasan logam sehingga mencapai batas austenit yang homogen. Untuk mendapatkan kehomogenan ini maka austenit perlu waktu pemanasan yang cukup. Selanjutnya secara cepat baja tersebut dicelupkan ke dalam media pendingin, tergantung pada kecepatan pendingin yang kita inginkan untuk mencapai kekerasan baja.
Langkah-langkah dalam proses quenching, pertama yaitu jenis media pendingin dan kondisi proses yang digunakan, yang kedua adalah komposisi kimia dan hardenbility dari logam tersebut, hardenbility merupakan fungsi dari komposisi kimia dan ukuran butir pada temperatur tertentu. Selain itu, dimensi dari logam juga berpengaruh terhadap hasil proses quenching.
BAB V PENUTUP 5.1 Kesimpulan
Kesimpulan yang dapat ditarik setelah praktikum Heat Treatment kali ini, sebagai berikut:
a. Perlakuan panas (Heat Treatment) adalah proses kombinasi antara proses pemanasan atau pendinginan dari suatu logam atau paduannya dalam keadaan padat untuk mendaratkan sifat-sifat tertentu. Untuk mendapatkan hal ini maka kecepatan pendinginan dan batas temperature sangat menentukan
b. Tujuan dari proses quenching secara umum pada baja adalah untuk proses hardening, yaitu menghasilkan struktur mikro martensit pada baja tersebut.
c. Pada proses quenching media pendinginan sangat berpengaruh pada struktur logam serta kemmpuan mekanik yang dapat dicapai oleh logam tersebut,
d. Quenching adalah proses pendinginan cepat pada saat logam telah mengalami perlakuan panas sehingga pada titik tempratr tertentu, media yang dapat di gunakan ialah air dan oli
e. Proses pendinginan sangat mempengaruhi kekerasan material 5.2 Saran
Adapun saran yang diberikan setelah selesai praktikum sebagai berikut : a. Selama pelaksaan praktikum praktikan wajib menaati peraturan dan
mendengarkan penjelasan yang diberikan Laboran.
b. Sebaik nya para praktikan lebih membaca serius dalam praktikum kedepannya karna praktikum ini di lakukan secara daring, media yang digunakan bisa bervariasi.
c. praktikan lebih teliti dan memerhatikan video saat menggunakan alat agar mengerti di praktikum berikutnya.
DAFTAR PUSTAKA
Dayal, V., and Terry C. Totemeier. 2003. “Mechanical Testing.” Smithells Metals Reference Book: 6.
Fitri, Sari Widya, Harmadi Harmadi, and Wildian Wildian. 2017. “Rancang Bangun Sistem Pegontrolan Temperatur Dan Waktu Untuk Proses Heat Treatment.”
Jurnal Fisika Unand 6(3): 283.
Nugroho, Eko, Sulis Dri Handono, Asroni Asroni, and Wahidin Wahidin. 2019.
“Pengaruh Temperatur Dan Media Pendingin Pada Proses Heat Treatment Baja AISI 1045 Terhadap Kekerasan Dan Laju Korosi.” Turbo : Jurnal Program Studi Teknik Mesin 8(1): 100.
Sardi, Vicky Sardi; Jokosisworo, Joko; Yudo, Hartono. 2018. “Pengaruh Normalizing Dengan Variasi Waktu Penahanan Panas (Holding Time) Baja St 46 Terhadap Uji Kekerasan, Uji Tarik, Dan Uji Mikrografi.” Jurnal Teknik Perkapalan 6(1): 142.