Penyusunan buku ajar ini didasarkan pada pengalaman selama beberapa tahun dalam proses pembelajaran praktikum PLC di Program Studi Mekatronika PMSD (Politeknik Mekatronika Sanata Dharma) Yogyakarta. Namun hal tersebut tidak menutup kemungkinan bahwa materi dalam buku teks ini juga dapat digunakan oleh siapa saja yang ingin mempelajari materi PLC melalui latihan soal dan diskusi. Materi dalam buku ajar ini diharapkan cukup untuk mencapai kompetensi PLC bagi siswa SMK pada jenjang yang lebih tinggi.
Akhir kata, penulis berharap dapat memberikan kontribusi dalam proses pengajaran khususnya pada program vokasi di perguruan tinggi melalui buku ajar ini. Penulis dengan senang hati akan menerima kritik dan saran guna penyempurnaan materi buku teks ini.
PENGANTAR TENTANG PLC
PENDAHULUAN
Pengontrol logika yang dapat diprogram (PLC) adalah pengontrol yang memenuhi sebagian besar persyaratan di atas dan merupakan kunci untuk meningkatkan efisiensi produksi di industri. Secara tradisional, otomatisasi hanya digunakan untuk jenis produksi bervolume tinggi, namun kebutuhan saat ini memerlukan otomatisasi produk dengan volume sedang. Cara untuk mendorong produktivitas keseluruhan yang lebih tinggi dengan investasi minimal pada pabrik dan peralatan adalah kunci keberhasilan dalam bertahan dalam persaingan saat ini.
Dalam sistem produksi yang fleksibel ini, peralatan otomatis seperti Programmable Logic Controllers (PLC), mesin CNC, robot industri, transportasi otomatis, dan produksi yang dikendalikan komputer akan sering dijumpai.
PERBEDAAN ANTARA HARDWIRED DAN PLC
INPUT
CONTROLLER 3. OUTPUT
Misalnya, dua rangkaian di bawah ini digunakan untuk kontrol logika yang sama. Rangkaian yang berlogika AND dapat disusun kembali menjadi rangkaian AND dengan masing-masing masukan terlebih dahulu dihubungkan ke relay. Pada rangkaian 2 (rangkaian menggunakan PLC), jika kita ingin mengubah logika sistem dengan jumlah input (S1 dan S2) dan output (L1) yang sama, kita hanya perlu mengubah program yang tersimpan di memori PLC tanpa hal tersebut. perlu dipasang ulang.
Dulu ketika logika AND dituliskan pada program PLC, ketika logika tersebut perlu diubah menjadi logika OR atau yang lainnya, kita tinggal mengubah program yang kita tulis saja (mengganti diagram tangga, bahasa pemrograman PLC). Sedangkan pada bagian Outputs terdapat koneksi (tergantung jumlah output pada masing-masing jenisnya) untuk menghubungkan koneksi ke perangkat output (output devices: penerangan, solenoid valve, motor, dll) seperti terlihat pada Gambar 3 di bawah ini.

WAKTU SCAN
SEKILAS TENTANG PLC OMRON CPM1A
PLC OMRON CPM1A
SPESIFIKASI PLC CPM1A
KONEKSI INPUT OUTPUT
NO DAN NC PADA INPUT PLC
Biasanya Terbuka (NO) 2 Biasanya Terbuka (NO) Biasanya Tertutup. NC) Biasanya Tertutup (NC) 3 Biasanya Tertutup (NC) Biasanya Tertutup. Biasanya Tertutup (NC) Catatan: input adalah perangkat keras yang akan dihubungkan ke bagian input PLC sedangkan Controller adalah logika yang diinginkan yaitu program yang ditulis di PLC. Pada tabel baris pertama, perangkat yang terhubung ke bagian input PLC menggunakan tombol kontak Normal Open (NO) misalnya diterapkan pada tombol S1.
Yang dimaksud dengan logika yang diinginkan dalam hal ini adalah sistem menginginkan jika tombol S1 tidak ditekan/diaktifkan maka tidak akan terjadi apa-apa. Ini diartikan sebagai kontak yang biasanya terbuka (NO). Apalagi dalam hal ini kondisi program PLC berarti kontak mana yang akan digunakan (NO. atau NC), sehingga pemasangan perangkat kerasnya seperti yang dijelaskan pada poin nomor_1, serta logika yang diinginkan seperti pada penjelasan nomor_2 di atas, LOGIC yang digunakan sebelumnya tombol ditekan, sistem tidak akan aktif diperlukan kondisi Biasanya Terbuka (NO).
PIRANTI PEMROGRAMAN PLC CPM1A
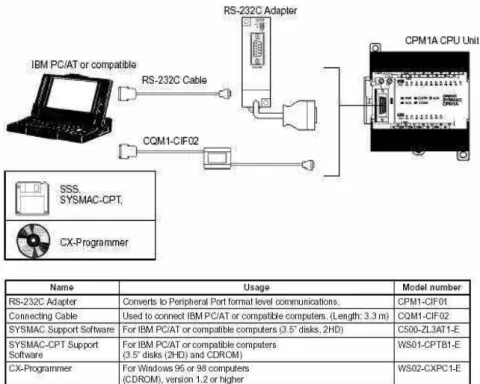
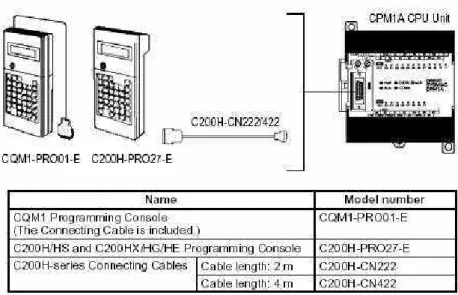
Istilah kontak di kolom ketiga di bawah ini adalah apa yang Anda tulis di diagram tangga. PLC CPM1A dapat diprogram melalui konsol genggam dengan koneksi seperti ditunjukkan pada Gambar 11 di bawah ini dan dapat dihubungkan ke PLC untuk download dan upload program seperti ditunjukkan pada Gambar 12. PLC CPM1A juga dapat diprogram melalui komputer PC dengan koneksi seperti terlihat pada Gambar 12 di bawah ini menggunakan program SYSMAC atau CX programmer dan dihubungkan ke PLC untuk download dan upload program.
Perangkat yang diperlukan adalah unit Adaptor RS-232C dan kabel RS-232C (lihat tabel yang disediakan untuk koneksi PLC alternatif ke komputer desktop).
KOMUNIKASI SERIAL PLC - PLC CPM1A
SOFTWARE CX-PROGRAMMER (OMRON)
CX-Programmer adalah alat pemrograman PLC yang dapat digunakan untuk membuat, menguji dan memperbaiki program PLC OMRON CS/CJ, CV dan seri C. Program ini menyediakan kemampuan perangkat pendukung dan informasi alamat PLC serta untuk komunikasi dengan PLC OMRON dan jenis-jenisnya. jaringan yang mereka dukung. CX-Programmer berjalan pada PC yang kompatibel dengan Pentium atau CPU yang lebih baik, termasuk Pentium II.
It runs in a Microsoft Windows environment (Microsoft Windows 95, 98, Millennium, 2000 or XP and NT4.0 with Service Pack 5 or later).
MEMULAI CX-PROGRAMMER
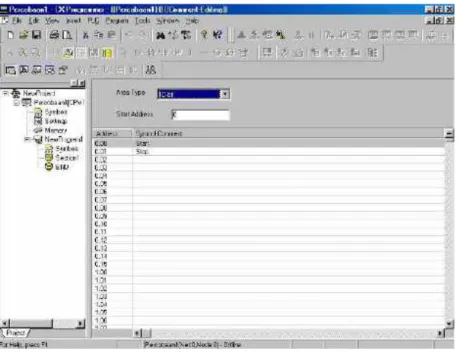
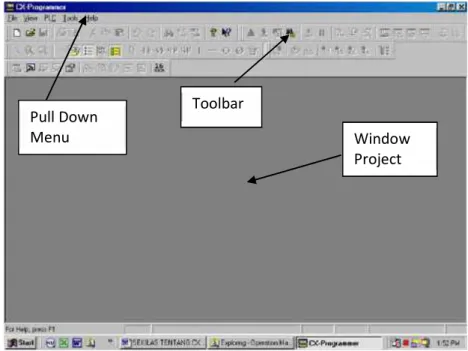
Ketika muncul tampilan di atas, untuk mulai membuat proyek PLC, pilih toolbar “new”, atau dari menu drop-down “File”, pilih perintah “New”, maka akan muncul toolbox seperti pada Gambar 2. Ketika selesai, kita masih perlu mengubah pengaturan jenis perangkat, pilih jumlah I/O yang sesuai dengan PLC yang digunakan.
PEMBUATAN PROGRAM PLC
FUNGSI-FUNGSI DALAM PEMROGRAMAN PLC
Menggunakan fungsi timer (ON DELAY dan OFF DELAY) ON Delay Timer merupakan timer dimana proses kerja terlebih dahulu menghitung waktu tunda, dan apabila waktu tunda terpenuhi maka kontak timer akan aktif. Shift register merupakan shift register yang melakukan proses penyimpanan data dan diaktifkan berdasarkan rentang alamat register yang digunakan. Jika terjadi pulsa tinggi maka data atau input dimasukkan ke alamat shift register dengan urutan seperti pada tabel di bawah.
Pada saat dituliskan shift register SFT(spasi)200(spasi)200 inilah data atau alamat yang digunakan untuk shift register yaitu 200.00 sampai dengan 200.15. Reset digunakan untuk menghapus (reset) data pada alamat shift register kembali ke keadaan awal.
BAGIAN KEDUA : PRAKTEK
Uji program PLC dengan mensimulasikan sistem pneumatik. Setelah menyelesaikan semua langkah di atas, jalankan sistem dengan perintah pada pertanyaan: tekan tombol S1 dan sensor B1 mendeteksi keberadaan suatu benda, sehingga persyaratan untuk mengaktifkan silinder terpenuhi (berikutnya). Benda kerja dimasukkan melalui pemandu sehingga menyentuh 2 dari 3 saklar proximity (B1, B2 dan B3). Uji program PLC dengan mensimulasikan sistem pneumatik. Setelah Anda menyelesaikan semua langkah di atas, jalankan sistem dengan perintah pada pertanyaan: tekan tombol S1 dan sensor B1/B2/B3 mendeteksi keberadaan suatu objek, sehingga persyaratan untuk mengaktifkan silinder (berikutnya) terpenuhi.
Keberadaan paket pada roller conveyor bawah dipantau oleh sensor proximity B1 (sensor optik dengan metode pemindaian difus). Ketika silinder 1.0 berada pada posisi maksimal maka packing akan mendorong silinder 2.0 menuju roller conveyor atas. Silinder hanya akan bergerak jika tombol S1 ditekan, posisi silinder minimum, dan benda kerja berada pada posisinya. gunakan sensor jarak kapasitif B3 untuk mendeteksi benda kerja).
Menekan tombol S1 akan menyebabkan roller bergerak maju terus menerus selama 5 detik dan kemudian mundur selama 5 detik. Jika tombol tahan START (S1) ditekan dan sensor B1 mendeteksi paket, roller 1.0 akan mengambil paket tersebut. Setelah roller 1.0 bergerak maju selama 1 detik (dengan asumsi roller berada pada kondisi maksimum), roller 2.0 akan mendorong paket menuju roller conveyor atas.
Dua sensor B1 dan B2 digunakan untuk menentukan apakah benda kerja berada di bawah bor dan counter. Sistem ini tidak mengharuskan benda kerja berada di bawah unit bor dan countersink setiap kali silinder pengangkut bergerak. Proses pengeboran dan/atau countersinking tidak boleh berjalan apabila terdeteksi benda kerja tidak berada di bawahnya.
Proses pengeboran dan/atau countersinking tidak boleh berjalan apabila terdeteksi benda kerja tidak berada di bawahnya. Warna, jenis material dan keberadaan benda kerja juga dideteksi pada stasiun ini menggunakan 3 sensor yaitu induktif, optik dan kapasitif.

BAGIAN KETIGA : MODUL APLIKASI PLC
PLC OMRON CP1E-N20
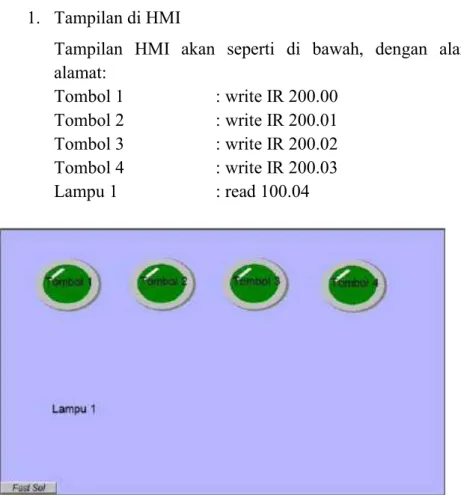
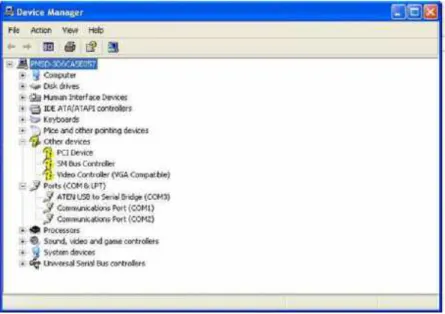
CP1E-N20 adalah PLC kompak dan berkecepatan tinggi yang dirancang untuk kontrol pengontrol sistem tingkat lanjut dan memiliki 20 I/Os. HMI biasanya digunakan untuk menampilkan dan dapat digunakan untuk membuat aplikasi suatu proyek dan juga sebagai pengganti input (tombol) dan juga dapat menampilkan output dari suatu program aplikasi. Untuk komunikasi antara PLC dan HMI kami menggunakan COM 3 pada HMI dan port RS232 pada PLC.
Agar PLC dan HMI dapat berkomunikasi, kita perlu membuat kabel dengan port RS232 yang menghubungkan PLC dan HMI. Ketika Start ditekan maka sensor fotodioda akan membaca sensor tersebut, kemudian silinder terdorong kemudian kembali ke posisi awal disusul dengan lampu yang menyala selama proses berlangsung. Setelah itu download program dari komputer ke PLC, pilih menu PLC > Transfer > Transfer ke PLC.
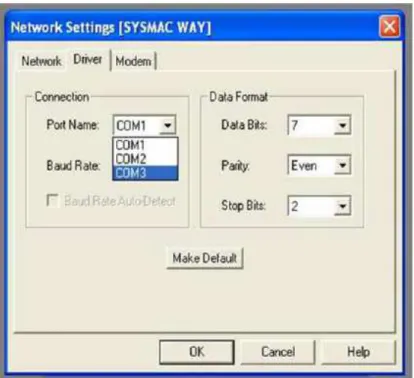
Masuk ke setting, pilih com 3 di setting com (untuk kabel komunikasi male-male)>> lalu OK. Pilih bentuk >> perpustakaan bentuk >> pilih bentuk lampu di sistem lampu >> OK. Pilih tool >> download >> simpan data lagi >> ok >> lalu klik download.
Terdapat mesin yang mengirimkan barang dari A (gudang) ke B (lokasi jalur akhir) Terdapat tombol start pada HMI, sensor buluh pada silinder maksimal-minimum, dan keluarannya berupa silinder kerja ganda dengan motor DC, dimana ketika tombol start ditekan silinder akan bergerak maju bersamaan dengan putaran motor, setelah silinder maksimum akan kembali ke minimum setelah silinder minimal 3 detik, kemudian motor mati dan HMI menunjukkan jumlah barang yang dikirim. Masukkan keterangan >> pilih plc yang digunakan pada nama PLC >> alamat counter pada alamat plc. Isikan deskripsi dan nomor jendela yaitu layar yang ingin kita pindahkan >> klik OK.
Pada HMI terdapat tombol input berupa tombol Start, Stop, magazine, reset, M/A dan pilihan 2 dan 4, serta output berupa lampu. Setelah itu tekan tombol start, maka sensor kapasitif akan mendeteksi objek, dan silinder di magazine akan mendorong objek kerja sesuai pilihan.

PEMROGRAMAN HMI
MENGGUNAKAN EB8000 PROJECT MANAGER
Untuk mengatur tampilan ikon masukan tombol: Klik Menu Objek >> Tombol >> Set Bit >> Bentuk >> Perpustakaan Bentuk >> OK. Klik menu Object >> Lamp >> Bit Lamp >> Shape >> lalu pilih icon lampu sesuai keinginan. Atau dengan cara klik dua kali pada icon atau gambar tombol yang sudah jadi >> lalu klik Shape >> Shape Library >> pilih sesuai keinginan >> OK.
Buatlah program PLC dan HMI untuk membedakan benda, kemudian memindahkan benda tersebut ke kotak yang sesuai, kemudian bersama-sama dengan counter untuk menghitung benda.