Puji syukur kita panjatkan kehadirat Allah SWT, puji syukur kehadirat Allah SWT, atas rahmat dan karunia-Nya, Pemerintah dalam hal ini Direktorat Pembinaan SMK, Direktorat Jenderal Pengelolaan Pendidikan Dasar dan Menengah, Departemen Pendidikan Nasional telah melaksanakan penulisan skripsi ini. buku profesional. kegiatan sebagai bentuk kegiatan pembelian buku berhak cipta Buku ajar SMK untuk siswa SMK. Buku teks ini telah melalui proses evaluasi oleh Badan Standar Nasional Pendidikan sebagai buku teks untuk sekolah kejuruan dan telah dinyatakan memenuhi persyaratan penerimaan untuk digunakan dalam proses pengajaran melalui Peraturan Menteri Pendidikan Nasional Nomor 45 Tahun 2008, tanggal 15 Agustus 2008. Buku ajar telah dialihkan, hak cipta ada pada Kementerian Pendidikan Nasional, dapat diunduh, diperbanyak, dicetak, dipindahtangankan ke media atau difotokopi oleh masyarakat.
Akhir kata penulis berharap semoga buku ajar ini bermanfaat dan bermanfaat dalam perkembangan teknologi khususnya di bidang pengecoran logam dan pendidikan teknologi pada umumnya.
ABSTRAKSI
SINOPSIS
Hardi Sudjana Halaman xi pekerjaan apa yang harus dilakukan, alat ukur apa yang digunakan dan sebagainya. Pengukuran dan penandaan merupakan bagian dari proses pekerjaan yang selalu dilakukan untuk menentukan dan memeriksa dimensi hasil pekerjaan baik dalam perencanaan kerja, pada saat proses pekerjaan maupun pengecekan kesesuaian hasil pekerjaan dengan dimensi produk yang diinginkan. Oleh karena itu pemahaman tentang alat ukur harus dikuasai secara menyeluruh, baik itu alat ukur sederhana, alat penandaan, dan alat ukur presisi, serta berbagai metode pengukuran termasuk penggunaan alat ukur bantu untuk dapat menentukan dimensi pekerjaan dan sangat kompleks. bagian. .
Proses permesinan merupakan bagian yang tidak terpisahkan dari proses pembuatan, dimana mulai dari persiapan cetakan, pembuatan model luar dan inti memerlukan pengoperasian mesin dan peralatan, baik alat pengerjaan logam maupun alat pengerjaan kayu.
Analisis Urutan Logis STANDAR KOMPETENSI
LOG.OO.18.002.01 Penggunaan perkakas listrik/operasi tangan LOG.OO.13.003.01 Pekerjaan yang aman dengan bahan kimia dan industri LOG.OO.13.004.01 Pekerjaan yang aman dalam pengolahan logam/kaca.
STANDAR KOMPETENSI TEKNIK PENGECORAN
PROSES PEMESINAN (MACHINING PROCESSES)
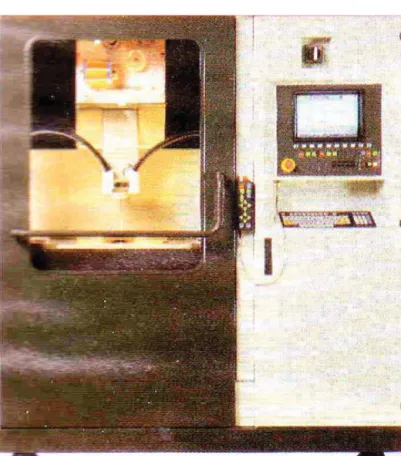
Pembentukan benda kerja dengan mesin perkakas
- Dasar-dasar teoritis pengikisan secara elektrik
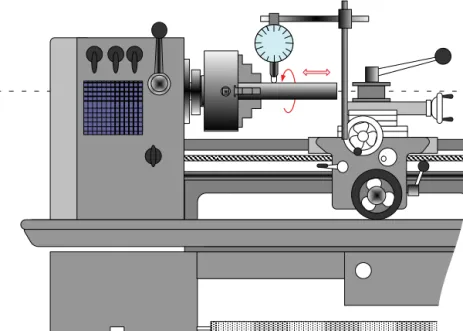
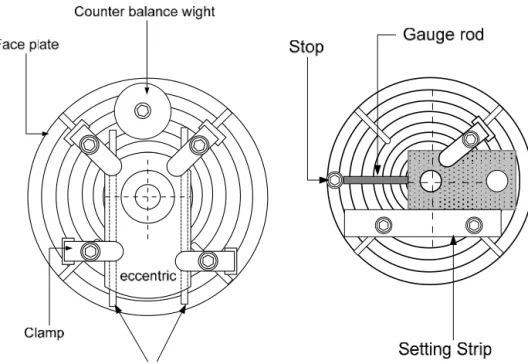
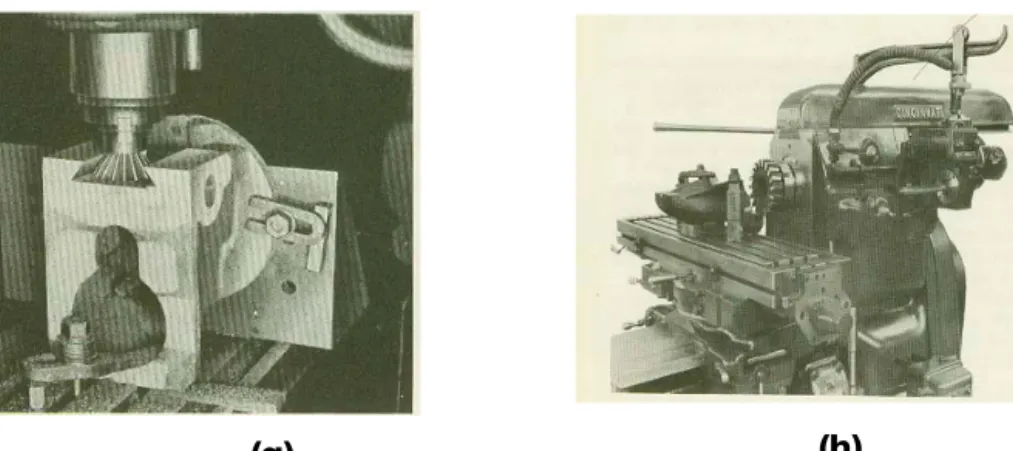
Hardi Sudjana ͵ʹͷ Sebagai contoh lain, dimana benda kerja dijepit (clamp) langsung pada faceplate, dapat dilihat pada Gambar 9.28. Benda kerja (lutut besi cor) diikat ke blok siku dengan baut (lihat gambar 9.31a dan 9.31b). Pemasangan benda kerja (work holder) pada mesin milling lebih fleksibel dibandingkan pemasangan benda kerja pada mesin bubut seperti yang telah disebutkan sebelumnya, dimana benda kerja pada mesin bubut ini berputar mengikuti spindel mesin, sehingga banyak faktor yang perlu diperhatikan seperti kebebasan bergerak. , keseimbangan (tidak seimbang) dan lain-lain.
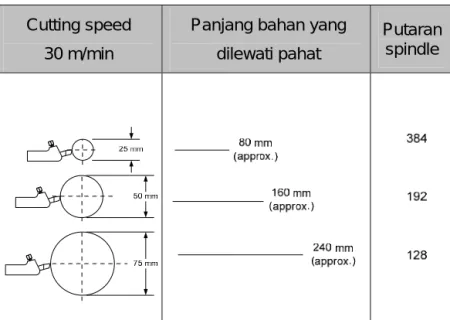
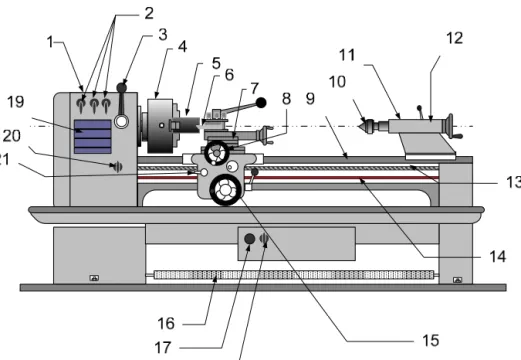
Rotasi tepat sumbu mesin (benda kerja) yang merupakan perbandingan antara kecepatan potong dengan keliling benda kerja. Anda akan memutar benda kerja dari baja ST-37 (Mild steel) ч 25 X 50 mm, menentukan kecepatan potong (cutting speed) dan kecepatan putar benda kerja (sumbu utama).
PENGUJIAN LOGAM
Syarat-syarat kualitas logam sebagai bahan teknik
- Kualitas fungsional
- Kualitas Mekanik
- Pengujian Tarik (Tensile Test)
- Pengujian Lengkung (Bend Test)
- Pengujian Pukul Takik (Impact Test)
- Pengujian Geser
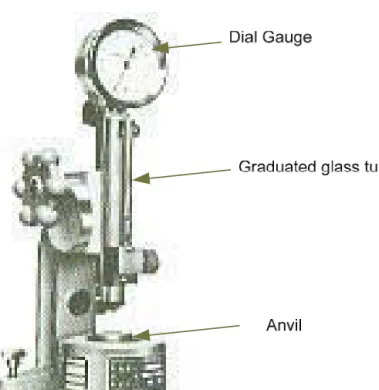
Hardi Sudjana Ͷͳͷ Pengujian kekerasan Brinell untuk mesin uji kekerasan Brinell jenis ini dapat dilihat pada Gambar 10.4 dibawah ini. Hardi Sudjana ͶͷͶ Posisi kantilever bahan uji Izod dan posisi tumbukan (Striking Knife edge) ditentukan seperti pada Gambar 10.45.
Pemeriksaan bahan (Materials Inspection)
- Pemeriksaan cacat dalam (Checks for internal defects)
Pemeriksaan cacat luar dilakukan untuk mengetahui kondisi cacat luar pada benda kerja atau material produk. Kondisi cacat ini sangat umum terjadi pada baja yang telah mengalami proses perlakuan panas yang menghasilkan tegangan dalam yang sangat tinggi atau sedang terjadi proses transformasi struktur yang tidak seimbang (non-quilibrium). Pemeriksaan cacat luar dengan die penetrant merupakan cara pemeriksaan cacat yang paling mudah dan cepat, walaupun tetap memerlukan ketelitian visual untuk mengetahui posisi dan kondisi cacat. Penetran merupakan suatu unsur cair yang mempunyai kristal halus, sehingga bila disemprotkan pada permukaan benda kerja dapat meresap ke dalam celah-celah bukaan.
Developer merupakan cairan yang memaksa cairan penembus keluar dari celah-celah pada permukaan benda kerja. Oleh karena itu, pemeriksaan cacat ini harus dilakukan secara cermat dengan metode yang benar. Pada prinsipnya penggunaan metode ini untuk memeriksa cacat internal adalah dengan mentransfer gaya magnet ke benda kerja.
Jalur medan magnet akan mengalir melalui benda kerja dari arah kutub yang berlawanan, dan gaya magnet akan selalu terkonsentrasi pada setiap kutub yang merupakan ujung logam magnet, sehingga jika terjadi cacat atau retakan yang dalam maka medan magnet tersebut akan mengalir. garis tersebut akan menjadi kutub magnet baru, sehingga jika partikel logam magnet berhamburan maka partikel tersebut akan berkumpul pada bagian yang retak. Pemeriksaan cacat internal dengan Ultra Sonic merupakan proses pemeriksaan cacat internal yang lebih aman dan akurat, perlu diperhatikan bahwa pemeriksaan cacat dengan sinar X mempunyai akibat yang berbahaya sehingga prosesnya harus dilakukan di ruang isolasi untuk mengurangi bahaya yang harus dihindari. radiasi. Pada proses pemeriksaan ini dilakukan dengan menggunakan sistem pemancar suara (Transmitter) yang menghasilkan suara berfrekuensi tinggi yang akan dipancarkan ke benda kerja dengan pemandu yang disebut probe, suara ini akan menembus benda kerja (benda uji) hingga mencapai benda kerja. menembus benda kerja. permukaan benda kerja di bagian belakang. .
Perbedaan cepat rambat bunyi dari sumber bunyi karena terhalang oleh permukaan benda kerja akan menimbulkan gelombang bunyi yang merambat disebut Transmitter-echo dan tampak berbentuk kurva pada tabung sinar katoda. Bunyi tersebut akan merambat dengan kecepatan tetap di dalam benda kerja dan langsung menuju ke dinding belakang karena terdapat celah pada penghalang bunyi, setelah melewati permukaan belakang akan timbul pula gelombang bunyi yang disebut dengan “Back Wall Echo”. Gema dinding belakang akan ditangkap kembali oleh penerima probe dan ditampilkan pada tabung katoda, dimana jarak antara pemancar gema dengan gema dinding belakang yang ditunjukkan dengan skala horizontal merupakan ketebalan benda kerja.
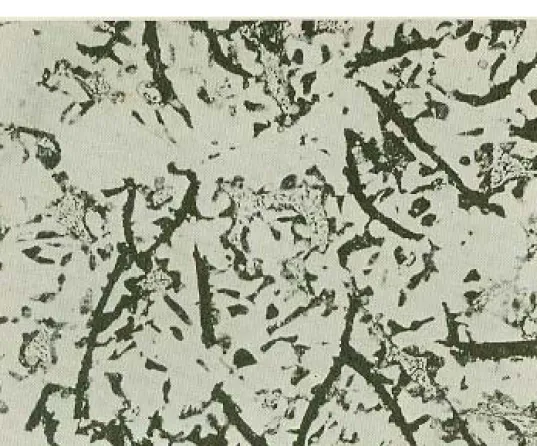
Metallography
Langkah selanjutnya adalah mencuci logam dari bahan etsa yang telah bereaksi selama waktu yang ditentukan dalam proses etsa. Setelah proses pencucian selesai, keringkan sediaan dengan keran udara panas, kemudian siapkan mikroskop metalografi dan peralatan fotografi untuk mendapatkan dokumentasi hasil penyelidikan. Hardi Sudjana Ͷͺ Gambar 10.60 Struktur mikro besi cor setelahnya. dipanaskan dan dipadamkan dengan H2O perbesaran 500X. Gambar 10.61 Struktur besi grafit nodular tergores nital dilihat secara mikroskopis pada perbesaran 100x. Hardi Sudjana Ͷͻ Gambar 10.62 Pola standar untuk besi cor putih. besi cor putih) dengan perbesaran 200
Mutu dan kualitas suatu produk ditentukan oleh terpenuhinya berbagai sifat yang dibutuhkan oleh produk itu sendiri, antara lain kualitas fungsional dan kualitas mekanik. Sifat mekanis bahan merupakan sifat yang berkaitan dengan kekuatan bahan dalam menerima berbagai aspek beban, sifat tersebut antara lain; kekerasan; tegangan tarik (tensile stress), tegangan lentur, tegangan geser, tegangan lentur, kerapuhan (daktilitas), mulur, kelelahan (fatigue). Uji tarik dimaksudkan untuk mengetahui perilaku bahan selama proses pembebanan, selain tegangan tarik yang diberi tanda Vt, elastisitas (E), deformasi (H) dan kontraksi (Z).
Bahan uji yang termasuk dalam ketentuan standardisasi adalah proporsional, yang tergantung pada jenis bahan dan ukurannya, harus mempunyai perbandingan tertentu terutama dari segi panjang, dengan rumus : Lo = k ¥So atau Dp standar. Pengujian lentur merupakan pengujian terhadap sifat mekanik bahan yang akan dijadikan suatu struktur atau komponen yang akan menerima beban lentur atau proses pembengkokan pada saat pembentukan. Uji takik dilakukan dengan menggunakan dua jenis metode pengujian, yaitu metode “Izod” dan metode “Chraphy”.
Pengujian dan pemeriksaan sifat fisik dilakukan dengan metode non destruktif (NDT) yang meliputi pemeriksaan cacat luar dan dalam serta pemeriksaan mikrostruktur atau metalografi. Bahan uji Aluminium ș 25,4 X 12 mm diuji kekerasannya menggunakan sistem Brinell pada mesin uji berkapasitas 250 kgf.
PERKAKAS PERTUKANGAN KAYU DALAM PROSES PENGECORAN LOGAM
Perkakas pertukangan kayu
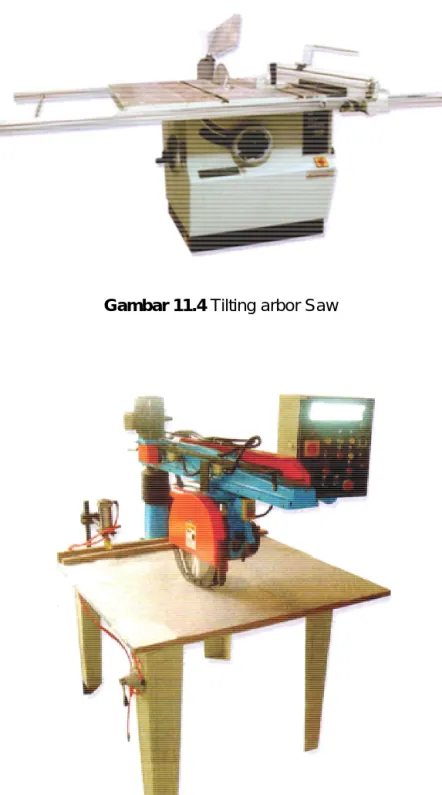
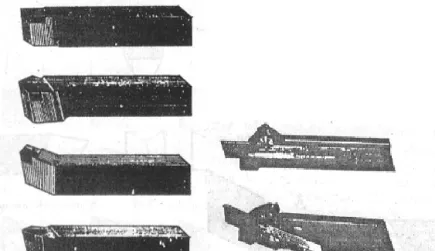
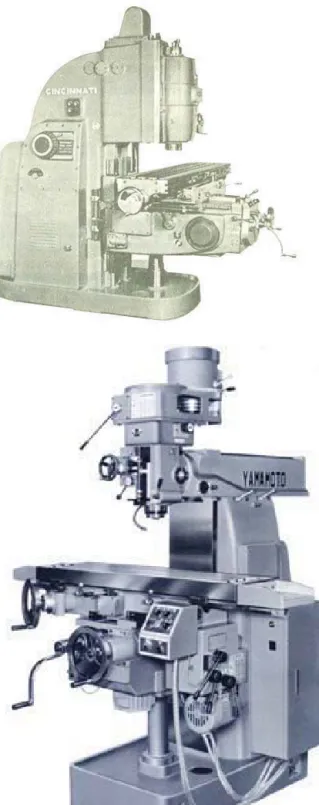
Mesin pertukangan telah lama dikembangkan terutama pada industri furniture dan peralatan rumah tangga seperti gergaji bundar, ketam, mesin bubut, mesin bor, pahat persegi dan lain-lain, dan dalam perkembangannya juga terdapat perkakas tangan yang kuat dengan fungsi yang sama. dibuat. . Mesin perkakas ini mempunyai karakteristik yang berbeda dengan mesin perkakas yang digunakan pada perancangan bahan logam, dimana kayu mempunyai jumlah kecepatan potong yang sangat tinggi, oleh karena itu diperlukan putaran yang sangat tinggi, misalnya gergaji bundar memerlukan putaran antara 2000 hingga 3000 putaran. per menit, juga untuk mesin milling hingga 38000 rpm, planer 15000 hingga 17000 rpm. Macam-macam perkakas seperti terlihat pada gambar diatas merupakan sebagian kecil dari jenis-jenis perkakas listrik, namun dalam pengolahan dan pembentukan benda kerja kayu, penggunaan perkakas listrik bukanlah yang utama, melainkan bersifat manual (tangan). perkakas, yang sangat penting terutama ketika membentuk benda kerja yang rumit.
Cetakan pada gambar dapat dibentuk dengan menggunakan model kayu yang dikerjakan dengan mesin bubut, namun cetakan sederhana ini jelas tidak cukup hanya menggunakan satu mesin saja, namun diperlukan beberapa perkakas lain termasuk perkakas tangan. Untuk memperoleh bentuk gergaji yang baik dengan ukuran yang tepat maka benda kerja harus dipegang kuat-kuat dengan dudukan benda kerja yang sesuai dengan bentuk dan posisi benda kerja. Untuk alat pertukangan (tukang kayu) terdapat berbagai jenis dudukan benda kerja dengan sifat dan fungsi yang berbeda-beda.
Catok mini dirancang memiliki permukaan rahang yang besar dan memenuhi standar "tukang kayu" dengan batang geser baja tahan karat yang dapat meluncur dengan akurat. Catok baut sekrup yang umum adalah catok balok kayu yang memungkinkan Anda memegang balok kayu panjang, yang sebagiannya dipegang di meja kerja. Bagian depan rahang dilengkapi dengan pin baja. Sesuai dengan namanya, catok ini dapat bergerak dengan cepat pada saat memegang dan melepaskan benda kerja, juga mempunyai kapasitas rahang yang besar dan memungkinkan untuk menahan benda kerja dengan berbagai ukuran.
Catok ini dipasang pada meja kerja dengan menggunakan penjepit, sedangkan posisi rahang dapat diubah sesuai posisi kerja melalui bagiannya yang berbentuk bola dan dikunci pada posisi yang diinginkan. Salah satu bentuk klem (Cramp) adalah Kram batang “T”, yaitu klem dengan batang berbentuk T, klem ini mempunyai dua buah rahang yang terdiri dari rahang “tetap”, namun rahang ini dapat digerakan posisinya lebih dekat ke arah klem. ukuran benda kerja, dan rahang lainnya merupakan rahang geser atau rahang penjepit yang digunakan untuk menjepit benda kerja.