The development of composite pup joint can provide significant improvement in tensile strength and stiffness over conventional pup joint. Therefore, this project is important to find the mechanical properties of fiberglass reinforced polyester pup joint in well completion application. Three mechanical properties will be focused in this project: fiber volume fraction, hardness and the most important tensile strength of composite pup joint.
The calculations have shown that the fibers are effective in increasing the modulus of the composite, especially in the longitudinal direction. The choice of filament diameter is based on economic considerations: the cost of operating a fiber production facility.
Tooling
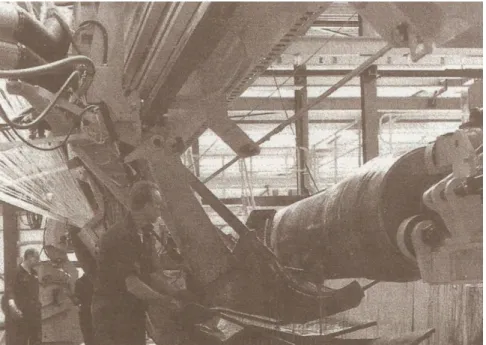
This steel mandrel is chrome plated in certain applications to obtain a high glass finish on the interior surface of composite structure as well as to aid in easy removal of the door (Sanjay 2001). Aluminum is also used for making mandrel plaster and sand is also used to make destructible/. All the mandrel will eventually be mounted in the rotating area of the filament winding machine before the filament winding operation begins as shown in Figure 2.6.
Basic Processing Steps
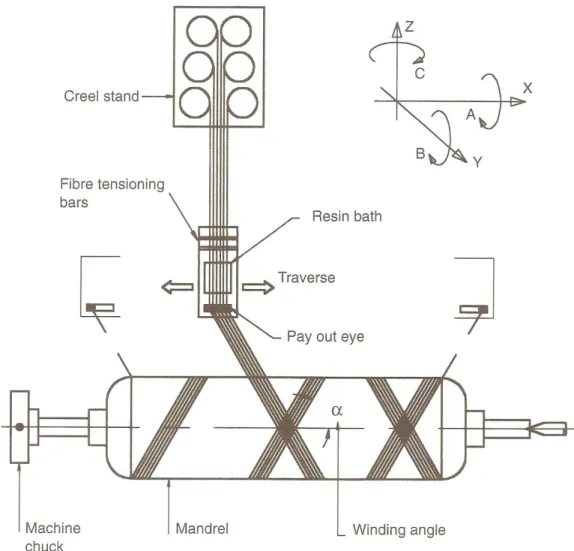
Resin-impregnated fibers are drawn from the pay-out eye and then placed on the mandrel surface at the starting point. The mandrel with composite laminate is moved to a separate room where the composite is cured at room temperature or elevated temperature. Finally, after the curing process, the mandrel is extracted from the composite part and then reused to produce another part.
Advantages and Limitations
A computer system in the machine creates tortuous movements to obtain the desired fiber structure in the laminated pattern, as shown in Figure 2.5. In order to achieve a smooth surface treatment on the outer surface, after winding is completed, a Teflon-coated venting or shrink tape is wound on the outer layer. It is difficult to achieve uniform fiber orientation and resin content throughout the thickness of the laminate.
Standards
Commercialized FRP Tubing Products
METHODOLOGY
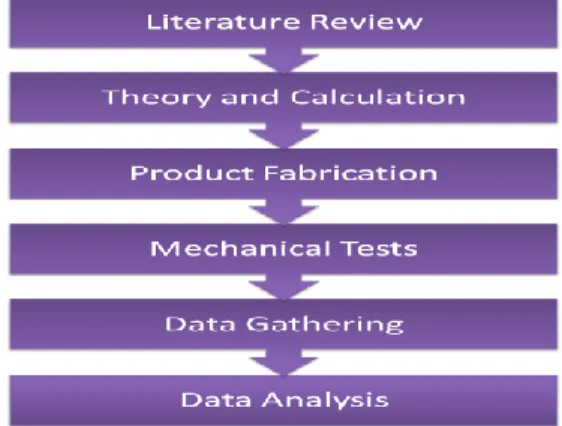
Research Methodology
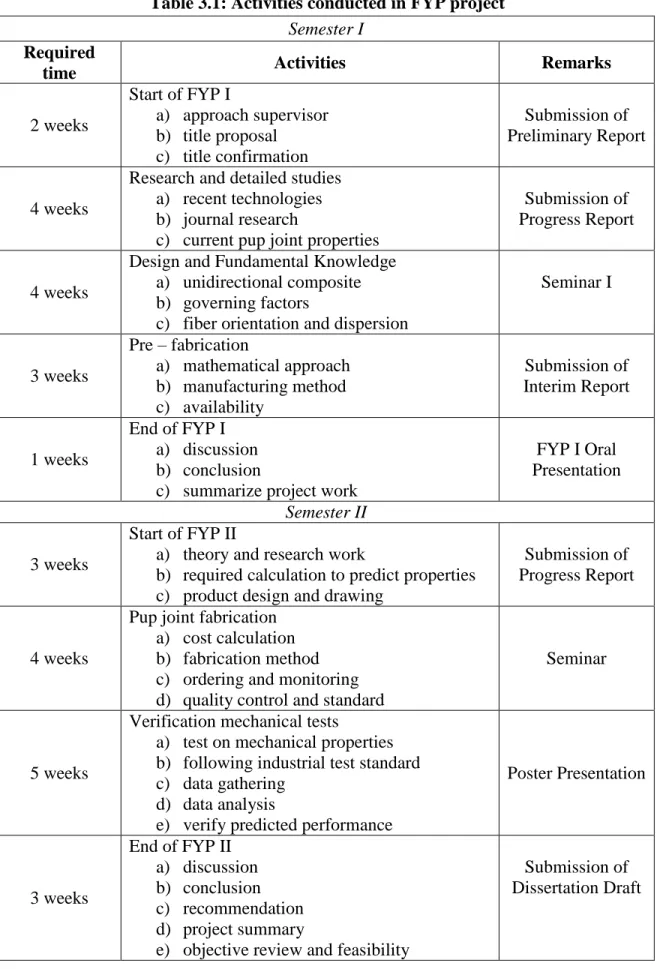
FYP Project Activities
From the table we can see that some area and scope (i.e. total mechanical testing) of the FYP project has been narrowed so that this project is feasible and can be completed within the allotted time frame. The Gantt chart for FYP II projects and the expected timelines and milestones are shown in Annex 7.
Verification Method on Manufacturing Technique
Then the performance requirement can be considered as low as the material selected in this project is glass fiber reinforced polyester. Glass and polyester are both very conventional materials used as a composite and the production cost of composite pup joints will be lower compared to high quality epoxy resin. With that, the contact molding process is selected as the most suitable process to manufacture composite pup joints, as vacuum infusion is used for dry strengthening and especially for large molds.
The filament winding process falls under the categories of contact molding as it is the best method of manufacturing cylindrical and asymmetrical components at a relatively low cost compared to other techniques.
Filament Winding Manufacturer
Project Claiming
Dimensions of Fabricated Pup Joint
Hardness Test
Before use, the hardness tester is checked to make sure it is in safe and good condition. The top lever is checked and rotated until it stops, towards the user. The handwheel is rotated to lift the test specimen until it contacts the indenter.
The lever is pushed clockwise with the word STOP remaining on display for the predetermined time. The handwheel is unscrewed to free the test sample, the sample is rotated to search for another test surface and process 2-5 is repeated.
Threading Possibility
The threading machine is then preset with specified values so that the x, y and z axis are well defined (Figure 3.6). Steel tubing is inserted and a trial is performed to create a K-FOX thread on the tubing. The finished pipe thread dimension is measured (Figure 3.7) to meet the specified quality and standard before proceeding with compound screw work.

Fiber Volume Fraction Test
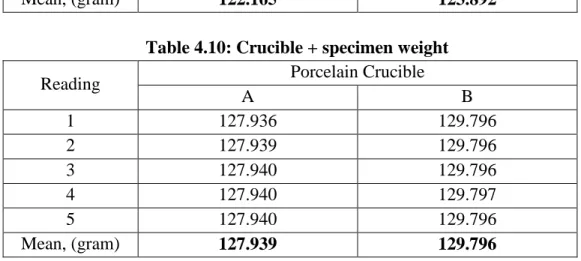
The crucibles contained therein are placed in the furnace and ensure that the furnace is completely closed. The temperature is finally raised to 568oC and the set time is one and a half hours, so that all carbonaceous material has disappeared. The crucible is then cooled in the furnace to room temperature and later weighed to the nearest mg.
Tensile Test
RESULTS AND DISCUSSION
Size of Composite Pup Joint
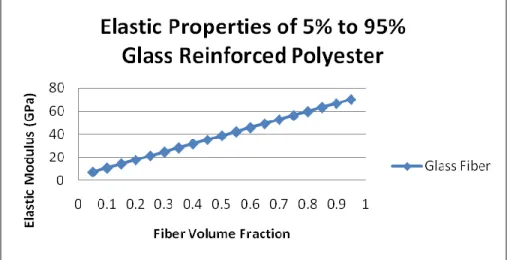
Properties of Unidirectional Composite
From the calculation we can observe in Table 4.1 that the increase in the fiber volume fraction will definitely increase the tensile strength. Twenty-five percent of fiber reinforcement is not selected because adding a safety factor of 1.5 to the reference value results in 721MPa, which is higher than the corresponding value, 685MPa. This safety factor is necessary as several assumptions are made in this one-way composite calculation.
The composite pup joint manufactured may have higher FVF than the minimum recommended value as the FVF does not a. For the feasibility of this project, this is acceptable as long as the manufactured pipe will have FVF higher than 30%. The purchased pup joint can still undergo various mechanical tests to practically determine its actual mechanical properties.
Calculation for Filament Winding Pup Joint
At this point it becomes necessary to determine the volume of fiber and matrix for each of the two glass fiber types. The fiber and matrix volumes therefore result from products of this value to the and values quoted in Table 4.2. These volume values are presented in Table 4.3 which are then converted into masses using densities, and finally, into material costs, from the per-unit mass costs (Table 4.3).
Based on the above calculation, it is affordable to purchase R glass reinforced polyester joint compound as the cost is estimated at RM 40.77 excluding the labor and operation cost. The table above shows that the weight for the R-glass pup joint is slightly lower than the E-glass pup joint. Another cost of RM 750 has to be added as it includes the cost of labor and the cost of reclaiming the manufacturer's non-productive time to stop the machine for other production and switch to manufacturing this one young joint.

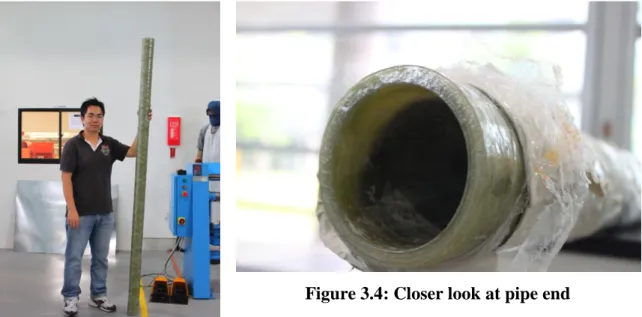
Fabricated Fiberglass Polyester Pipe
Initial Inspection
Various observations about the fiberglass reinforced polyester pipe are made and recorded when it is received.
Discussion
A crack may indicate that the area is covered only with polyester resin without fiber reinforcement. The ID is stable on the pipe because the mandrel used is strong enough to support the winding tension and torque requirement. However, two long-line scratches are observed and may be caused by cuts, corrugations, or surface scratches of the mandrel during the mandrel extraction process.
To produce a fine internal surface, the mandrel roll surface must be smooth and free of any defects. Impregnated yarns are not continuously placed with zero distance between each other on a rotating mandrel. Therefore, a composite layer has a gap between the fibers during fiber placement.
Air bubbles occur in the inner surface, because of the first layer of polyester laid on the mandrel can be done in a quick process. Polyester resin is applied very quickly to the mandrel and the air bubbles cannot escape. Roller should be used in this case to roll out the bubbles before proceeding to the second layer.
The winding process for this pipe should be very fast because the product is just an asymmetric open-ended circular cylinder.
Pipe Cutting
When the number of layers increases, the final outer surface will no longer be flat and is like a wave type from the side view. To calculate the weight in pounds per foot for the composite pipe, we use only sample B, C and D in the calculation.
Hardness Test
Results
Discussion
Threading Possibility
Results
4 The thread far inward from the pipe end is not formed effectively and small cracks appear around a small area.
Discussion
Some of them are observed as effects of air bubbles trapped inside the composite surface. Therefore, the jaws can clamp and hold the pipe in the central axis, so that all effective threads can be formed. The orientation of fiber laid on the mandrel during the filament winding process is very important to maintain the properties of the fiberglass polyester pipe.
The composite fragmented cut produced by thread cutting is different from metal as metal shavings are formed when steel is used. On the other hand, large amounts of small composite cuttings are formed during the threading process. Dan observation, the temperature of the wire cutting surface is not high can still be touched by the fingers to practically check the quality if the wire.
Fiber Volume Fraction Test
From this, the matrix volume is calculated to be 53.5% and the fiber volume fraction of this fiberglass polyester pupal assembly is 46.5%.
Tensile Test
Discussion
The results show that the actual tensile strength of the produced glass fiber polyester joint is 105 MPa, in this case we take the highest value obtained from the tensile test. The theoretical tensile strength of the fiberglass polyester pup joint with 46.5% FVF and θ = 60o is calculated to be 603MPa. From here we can see that the actual tensile strength is 17.4% of the theoretical tensile value.
Premature failure can occur due to edge softening in laminates containing off-axis layers, as the specimen is cut directly from the pipe wall with an uneven outer surface. To optimize the performance, the fabricated fiberglass pipe winding angle, θ will change from 60o back to 0o (unidirectional) and the maximum achievable FVF for filament winding (60%) is taken, the theoretical tensile strength is calculated as 1532MPa. The actual tensile strength of the fiberglass polyester pup joint if produced in the same way is 267MPa, with the condition that the same performance index percentage (17.4%) is applied.
However, in order to increase the actual tensile strength so that it is close to the reference value (655 MPa), proper optimization should be done especially in the production method or production parameters so that the percentage of the performance index can be increased from 17.4% to 43%, similarly. from 267MPa to 659MPa.
CONCLUSION
Recommendations