Penerapan Metode Q Dalam Menentukan Model Pengdalian Persediaan Minyak Kelapa Sawit
SYLVIA RIA BERLIAN SITUMORANG
070803060
DEPARTEMEN MATEMATIKA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM
UNIVERSITAS SUMATERA UTARA
MEDAN
Penerapan Metode Q Dalam Menentukan Model Pengdalian Persediaan Minyak Kelapa Sawit
SKRIPSI
Diajukan untuk melengkapi tugas dan memenuhi syarat mencapai gelar Sarjana Sains
SYLVIA RIA BERLIAN SITUMORANG
DEPARTEMEN MATEMATIKA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM UNIVERSITAS SUMATERA UTARA
PERSETUJUAN
Judul : Penerapan Metode Q Dalam Menentukan Model Pengdalian Persediaan Minyak Kelapa Sawit
Nama : SYLVIA RIA BERLIAN SITUMORANG
Nomor Induk Mahasiswa : 070803060
Program Studi : SARJANA (S1) MATEMATIKA
Departemen : MATEMATIKA
Fakultas : MATEMATIKA DAN ILMU PENGETAHUAN
ALAM (FMIPA) UNIVERSITAS SUMATERA UTARA
Diluluskan di
Medan, Agustus 2014 Komisi Pembimbing :
Pembimbing 2 Pembimbing 1
Dr. Faigiziduhu Bu’ulolo, M.Si Dra. Elly Rosmaini, M.Si 19531218 198003 1 003 NIP. 19600520 198503 2 002
Diketahui/ Disetujui oleh:
Departemen Matematika FMIPA USU Ketua,
Prof. Dr. Tulus, M.Sc
PENGHARGAAN
Puji syukur dan terima kasih penulis panjatkan kepada Tuhan Yang Maha Esa atas kasih karunia dan pertolonganNya, sehingga penulis dapat menyelesaikan penulisan skripsi ini.
Pada kesempatan ini, penulis tidak lupa mengucapkan terima kasih yang sebesar-besarnya kepada:
1. Dra. Elly Rosmaini, M.Si selaku dosen pembimbing I dan Dr. Faigiziduhu Bu’ulolo, M.Si selaku dosen pembimbing II yang telah membimbing dan mengarahkan penulis dalam penyelesaian skripsi ini. Terima kasih juga penulis sampaikan kepada Dr. Syahril Efendi, M.IT selaku dosen penguji I dan Syahriol Sitorus, S.Si, M.IT selaku dosen penguji II. Terima kasih untuk setiap saran dan masukan yang telah diberikan selama pengerjaan skripsi ini.
2. Prof. Dr. Tulus, M.Si. selaku ketua Departemen Matematika dan Dr. Mardiningsih, M.Si. selaku Sekretaris Departemen Matematika.
3. Semua dosen pada Departemen Matematika FMIPA USU beserta semua Staf Administrasi di FMIPA USU.
4. Dra. Normalina Napitupulu, M.Scyang bersedia membantu dalam penyusunan skripsi ini hingga selesai.
5. Orang tua penulis, P. Situmorang, S.IP dan A. Tampubolon atas semua dukungan dalam doa, motivasi, kasih sayang, serta semua dukungan materil dan moril yang membantu penulis dalam menyelesaikan skripsi ini. Penulis juga mengucapkan terima kasih kepada adik-adik penulis serta semua keluarga atas dukungan doanya.
6. Teman-teman angkatan 2007, khususnya Siska, Zetty dan Ranto, Selfi (MT), Kaleb, Falen, Juanda dan Ingot yang selalu memberikan dukungan dan semangat kepada penulis. Penulis juga menyampaikan terima kasih kepada abang-abang senior, khususnyaBang Gomar “Math 04”, yang telah memberikan banyak motivasi dan kontribusi dalam penyelesaian skripsi ini. Terima kasih juga penulis sampaikan kepada adik-adik junior Departemen Matematika.
7. Seluruh personil SSFC Pengda Medan.
ABSTRAK
Sistem pengendalian persediaan di suatu perusahaan menunjukkan bahwa
penambahan persediaan bahan dilakukan secara kontinu (berulang) dan permintaan bahan baku bersifat tidak bebas, tergantung pada kebutuhan produksi. Berdasarkan hal tersebut, metode yang dapat digunakan untuk mengendalikan persediaan minyak kepala sawit di PT Bumi Sejahtera adalah metode statistik, yaitu metode Q.
ABSTRACT
Inventory control system in a company shows that the addition of material inve ntories carried out continuously (repeatedly) and the demand for raw materials is not free, depending on production needs. Based on this, the method can be used to control the supply of palm oil in PT Bumi Sejahtera is a statistical method, the method of Q.
DAFTAR ISI
Halaman
Persetujuan ii
Pernyataan iii
Penghargaan iv
Abstrak v
Abstract vi
Daftar Isi vii
Daftar Gambar viii
Daftar Tabel ix
BAB 1 PENDAHULUAN
1.1 Latar Belakang 1
1.2 Identifikasi Masalah 2
1.3 Batasan Masalah 2
1.4 Tinjauan Pustaka 3
1.5 Tujuan Penelitian 3
1.6 Manfaat Penelitian 4
1.7 Metodologi Penelitian 4
BAB 2 LANDASAN TEORI
2.1 Pengendalian Persediaan 5
2.2 Fungsi Persediaan 7
2.3 Faktor-faktor yang Mempengaruhi Persediaan 9
2.4 Komponen Biaya Persediaan 10
2.5 Model-model Persediaan 12
2.6 Sistem Pengendalian Persediaan 13
2.6.1 Metode Pengendalian Secara Statistik 14 (Statistical Inventory Control)
(Material Requirement Planning/ MRP)
2.6.3 Metode Persedian Just In Time (JIT) 17
2.7 Klasifikasi Model Persediaan 18
2.7.1 Model Persediaan Dinamis Mengandung Resiko 18 2.7.2 Model Persediaan Dinamis Mengandung Ketidakpastian 23
2.8 Uji Normalitas Lilliefors 25
BAB 3 PEMBAHASAN 3.1
Pengumpulan Data dan Pengolahan Data 27
3.1.1
Pengumpulan Data 27
3.1.2
Pengolahan Data 30
3.2 Pembahasan 36
BAB 4 KESIMPULAN DAN SARAN
4.1 Kesimpulan 39
4.2 Saran 39
ABSTRAK
Sistem pengendalian persediaan di suatu perusahaan menunjukkan bahwa
penambahan persediaan bahan dilakukan secara kontinu (berulang) dan permintaan bahan baku bersifat tidak bebas, tergantung pada kebutuhan produksi. Berdasarkan hal tersebut, metode yang dapat digunakan untuk mengendalikan persediaan minyak kepala sawit di PT Bumi Sejahtera adalah metode statistik, yaitu metode Q.
ABSTRACT
Inventory control system in a company shows that the addition of material inve ntories carried out continuously (repeatedly) and the demand for raw materials is not free, depending on production needs. Based on this, the method can be used to control the supply of palm oil in PT Bumi Sejahtera is a statistical method, the method of Q.
BAB 1
PENDAHULUAN
1.1 Latar Belakang
Banyak perusahaan yang berdiri di Indonesia, baik perusahaan manufaktur maupun jasa, perusahaan kecil, menengah dan perusahaan besar. Perusahaan-perusahaan tersebut memproduksi bermacam-macam produk, bahkan tidak sedikit perusahaan yang memproduksi produk sejenis dengan merek yang berbeda, sehingga membuat adanya persaingan antar perusahaan yang satu dengan perusahaan yang lain. Semakin baik perusahaan tersebut mengelola sumber daya yang dimilikinya, maka semakin baik pula dalam berkompetisi dengan perusahaan lain.
Setiap perusahaan sebaiknya mempersiapkan diri dengan cara memperbaiki performasi perusahaan untuk menghadapi adanya persaingan tersebut. Salah satunya adalah memperbaiki performasi sistem produksi perusahaan. Karena bagian produksi adalah salah satu aspek yang menjadi penentu kelangsungan perusahaan, dan berfungsi untuk menghasilkan produk-produk maupun barang yang akan dipasarkan kepada konsumen. Keberhasilan bagian produksi tidak lepas dari beberapa faktor, seperti bahan baku, mesin yang digunakan, tenaga kerja, dan lain-lain. Kesalahan dalam mengelola persediaan faktor-faktor tersebut dapat mempengaruhi lancarnya operasi sistem produksi atau kegiatan bisnis.
tergantung permintaan, akibatnya perusahaan mengalami kesulitan dalam menentukan tingkat persediaan yang harus dilakukan.
Berdasarkan hal tersebut, metode yang dapat digunakan untuk mengendalikan persediaan minyak kelapa sawit adalah metode Statistical Inventory Control
(SIC)yaitu dengan model P dan model Q. Kedua modeltersebut merupakan model persediaan yang menentukan jumlah pesanan dan waktu pemesanan bahan yang optimal sehingga diperoleh total biaya persediaan minimal.
1.2 Identifikasi Masalah
Permasalahan yang di angkat dalam tulisan ini adalah bagaimana menyeimbangkan ketersediaan minyak kelapa sawitdengan model pengendalian persediaan untuk menentukan jumlah persediaan yang optimal.
1.3 Batasan Masalah
Batasan-batasan dalam penelitian ini adalah :
a. Metode pengendalian persediaan yang digunakan adalah metode Q.
b. Data yang diamati adalah produksi minyak kelapa sawit periode Januari 2012 hingga Januari 2013.
Frederick S. Hillier dan Gerald J. Lieberman (2005), menyatakan bahwa model persediaan diklasifikasikan berdasarkan sifat permintaan, yaitu deterministik dan stokastik serta selanjutnya dapat dikembangkan untuk kebijakan periodik maupun kontinu.
“This is the case of known demand where a deterministic inventory model
would be used. However,, when demand cannot be predicted very well, it
becomes necessary to use a stochastic inventory model where the demand in
any period is a random variable rather than a known constan.”
P. Siagian (2006), manajemen persediaan pada hakikatnya mencakup dua fungsi yang berhubungan sangat erat sekali yaitu perencanaan persediaan dan pengawasan persediaan.
Marthin K. Starr dan David W. Miller (1977), dalam bukunya yang berjudul
“Inventory Control Theory and Practice”, menyatakan penyediaan dari apa saja yang dapat diraba atau tidak dapat diraba untuk memenuhi kebutuhan mendatang, dan mempunyai sifat dan cirri-ciri dalam mengolah data dengan model Q.
Menurut Hamdy A. Taha (1996),
1.5 Tujuan Penelitian
Tujuan penelitian ini adalah untuk mengetahui solusi yang optimal dengan metode Q dalam mengendalikan persediaan minyak kelapa sawit..
Tulisan ini diharapkan dapat digunakan sebagai bahan referensi dalam penyediaan Tandan Buah Segar (TBS) dalam manajemen pengendalian persediaan.
1.7 Metodologi Penelitian
Metode penelitian yang digunakan dalam penelitian ini adalah :
a. Melakukan studi literature, buku dan artikel di internet yang berhubungan dengan Pengengendalian Persediaan, yaitu metode Statistical Inventory Control (SIC)dengan model Q.
b. Mengumpulkan data produksi, data biaya pemesanan, dan biaya penyimpanan. c. Menggabungkan data yang bersifat kualitatif dan kuantitatif.
BAB 2
LANDASAN TEORI
2.1 Pengendalian Persediaan
Persediaan (inventory), dalam konteks produksi dapat diartikan sebagai sumber daya menganggu (idle resource). Sumber daya menganggur ini belum digunakan karena menunggu proses lebih lanjut, dapat berupa kegiatan produksi pada sistem manufaktur, sistem distribusi ataupun kegiatan konsumsi seperti pada sistem rumah tangga.
Persediaan juga merupakan aset dan merupakan n unsur aktiva lancar dalam neraca. Berikut beberapa pengertian persediaan menurut para ahli.
1. Radiks Purba (1995), persediaan dilihat dari segi neraca, persediaan adalah barang atau bahan yang masih tersediia pada tanggal neraca, yang dapat segera dijual atau digunakan (dikonsumsi) atau diolah dahulu (manufaktur) kemudian dijual.
2. Martin K. Starr dan David W. Miller (1997), menjelaskan bahwa sistem persediaan adalah suatu sistem untuk pengadaan barang-barang dalam memenuhi kebutuhan dimasa yang akan datang. Persediaan merupakan suatu sumber yang menganggur tetapi mempunyai nilai yang ekonomis. 3. Dr. Manahan P. Tampubolon (2004), manajemen persediaan merupakan
permanen melalui penujian-pengujian, antara lain bagaimana persediaan diklasifikasikan dan bagaimana mencatat persediaan dan dipelihara secara akurat.
Dapat disimpulkan bahwa persediaan merupakan sejumlah material yang berupa bahan-bahan mentah, barang setengah jadi, maupun barang jadi, yang disediakan dan disimpan disuatu tempat atau gudang untuk diproses dan memenuhi permintaan dari konsumen atau pelanggan setiap waktu.
Pengendalian persediaan bahan baku di suatu perusahaan menunjukkan bahwa penambahan persediaan bahan dilakukan secara kontinu (berulang) dan permintaan bahan baku bersifat tidak bebas, tergantung pada kebutuhan proses produksi. Persediaan juga membutuhkan sumber daya yang tidak sedikit. Tanpa adanya persediaan, suatu perusahaan akan dihadapkan pada resiko tidak dapat memenuhi kebutuhan para pelanggannya, yang juga berarti bahwa perusahaan akan kehilangan kesempatan memperoleh keuntungan yang seharusnya didapatkan.
Selama ini sistem pengendalian persediaan bahan baku di perusahaan hanya berdasarkan perkiraan yang belum menggunakan perhitungan secara analitis tentang jumlah dan waktu pemesanan bahan yang optimal, sehingga menyebabkan persediaan bahan tidak terkontrol.
Timbulnya persediaan bahan baku dalam suatu sistem adalah merupakan akibat dari beberapa faktor, yaitu :
a. Mekanisme pemenuhan atas permintaan (Transaction Motive), dimana permintaan terhadap suatu barang akan dengan mudah dipenuhi apabila telah tersedia. Karena pengadaan terhadap barang tersebut akan membutuhkan waktu yang lama baik dari segi pembuatan maupun pengiriman.
c. Untuk melakukan spekulasi (Speculation Motive), ditujukan untuk mendapatkan keuntungan dari kenaikan harga barang pada masa mendatang.
Apabila persediaan bahan terlalu besar atau dalam penentuan tingkat persediaan salah yang berakibat buruk terhadap perusahaan antara lain disebabkan oleh :
• Penimbunan persediaan mengakibatkan modal tertanam terlalu besar, • Keputusan memesan atau membeli barang berulang-ulang dalam jumlah
kecil, mengakibatkan biaya pemesanan menjadi besar,
• Kekurangan persediaan yang mengakibatkan terhambatnya kegiatan produksi,
• Ongkos persediaan, • Resiko kerusakan bahan.
Persediaan bahan yang terlalu kecil juga akan menimbulkan kerugian bagi perusahaan, antara lain disebabkan oleh :
• Kemacetan dalam produksi, • Ongkos pemesanan,
• Ongkos kekurangan persediaan.
2.2 Fungsi Persediaan
Fungsi dasar persediaan (inventory) baik berupa bahan mentah, barang setengah jadi, maupun barang jadi, itu meliputi beberapa kegiatan secara berurutan seperti pembelian, pengolahan dan penyaluran, dimana kegiatan-kegiatan bias independent
atau bebas satu sama lain. (Johannes Supranto; 1988)
a. Pipeline Inventories (Persediaan Penghubung)
Fungsi Pipeline Inventories adalah fungsi penghubung antara produsen barang dengan pemasok ataupun konsumen yang dipisahkan oleh geografis yang berjarak jauh dan memerlukan waktu lama untuk masa penyerahan bahan.
b. Decoupling Inventories (Persediaan dalam Proses)
Decoupling Inventories sering disebut In-Process Inventory dimana persediaan dibuat agar setiap tahapan produksi bias lebih bebas, tidak saling tergantung dengan proses yang lain, yang diaplikasoikan untuk setiap produksi yang lintasan prosesnya sulit untuk dibuat seimbang. Fungsi ini merupakan persediaan yang memungkinkan perusahaan untuk mengadakan persediaan decouple, dengan mengadakan pengelompokan operasional secara terpisah-pisah, dan dapat memenuhi permintaan langganan tanpa tergantung pada supplier.
c. Economic Order Quantities (Jumlah Pemesanan Ekonomis)
EOQ adalah fungsi untuk menetapkan berapa jumlah pesanan produk yang harus dibuat setiap kali pesanan akan dilakukan. Kuantitas produk yang dipesan diharapkan mampu member keseimbangan dalam hal biaya penyimpanan barang dalam jumlah besar maupun kecil dengan frekuensi pemesanan yang jarang.
d. Safety StockInventories (Persediaan Pengaman)
e. Seasonal Inventory (Persediaan Musiman)
Merupakan fungsi persediaan yang dibuat untuk mengantisipasi fluktuasi permintaan barang pada musim yang berbeda. Dalam hal ini dilakukan pemanfaatan kapasitas produksi seoptimal mungkin pada musim tertentu dan dijadikan sebagai bentuk persediaan untuk mengantisipasi melonjaknya permintaan pada musim yang lain. Perusahaab juga sering menghadapi ketidakpastian jangka waktu pengiriman dan permintaan akan barang-barang selama periode tertentu. Oleh karena itu, perusahaan memerlukan persediaan ekstra.
2.3 Faktor-faktor yang Mempengaruhi Persediaan
Masalah persediaan merupakan masalah pembelanjaan aktif, dimana perusahaan menemukan dana yang dimiliki dalam persediaaan dengan cara yang seefektif mungkin. Persediaan membutuhkan biaya investasi dan dalam hal ini menjadi tugas bagi manajemen untuk menentukan investasi yang optimal dalam persediaan.Meskipun persediaan akan memberikan banyak manfaat bagi perusahaan, namunperusahaaan tetap berhati-hati dalam menentukan kebijakan persediaan.
Besar kecilnyapersediaan yang dimiliki oleh perusahaan ditentukan oleh beberapa faktor antara lain:
• Volume yang dibutuhkan untuk melindungi jalannya perusahaan terhadap gangguan kehabisan persediaan yang akan menghambat atau mengganggu jalannya produksi.
• Volume produksi yang direncanakan, dimana volume produksi yang direncanakan itu sendiri sangat tergantung kepada volume penjualan yang direncanakan.
• Besar pembelian bahan mentah setiap kali pembelian untuk mendapatkan biaya pembelian yang minimal.
• Peraturan-peraturan pemerintah yang menyangkut persediaan material. • Harga pembelian bahan mentah.
• Biaya penyimpanan dan resiko penyimpanan di gudang.
• Tingkat kecepatan material menjadi rusak atau turun kualitasnya.
Sedangkan factor-faktor yang mempengaruhi persediaan bahan baku adalah : • Perkiraaan pemakaian bahan baku
Penentuan besarnya persediaan bahan yang diperlukan harus sesuai dengankebutuhan pemakaian bahan tersebut dalam satu periode produksi tertentu.
• Harga bahan baku
Harga bahan yang diperlukan merupakan faktor lainnya yang dapatmempengaruhi besarnya persediaan yang harus diadakan.
• Biaya persediaan
Terdapat beberapa jenis biaya untuk menyelenggarakan persediaan bahanbaku, adapun jenis biaya persediaan adalah biaya pemesanan (order)
danbiaya penyimpanan bahan gudang. • Waktu menunggu pesanan (lead time)
Tenggang waktu sejak peaanan dilakukan sampai dengan saat pesanantersebut masuk ke gudang.
2.4 Komponen Biaya Persediaan
Suatu keputusan yang optimum dalam persediaan ialah keputusan meminimumkan jumlah biaya yang berhubungan dengan persediaan (inventory). Oleh karena itu, dalam menentukan besarnya persediaan, perlu diketahui biaya-biaya yang timbul akibat persediaan, yaitu ;
1. Biaya Penyimpanan (Holding Cost/ Carying Cost)
a. Biaya fasilitas penyimpanan,
b. Biaya modal (Opportunity Cost of Capital), c. Biaya kerusakan dan keausan (Amortisation), d. Biaya asuransi persediaan,
e. Biaya perhitungan fisik dan konsolidasi laporan, f. Biaya kehilangan barang,
g. Biaya penanganan persediaan (Handling Cost).
2. Biaya Pemesanan (Ordering Cost)
Merupakan biaya yang timbul selama proses pemesanan suatu barang. Biaya yang mencakup biaya pemesana adalah :
a. Biaya ekspedisi, b. Biaya upah, c. Biaya telepon,
d. Biaya surat-menyurat,
e. Biaya pengepakan dan penimbangan, f. Biaya pengiriman ke gudang,
g. Biaya pemeriksaan penerimaan (Raw Materials Inspection)
3. Biaya Penyiapan (Set-Up Cost)
Merupakan biaya-biaya yang timbul dalam menyiapkan mesin dan peralatan untuk dipergunakan dalam proses konversi atau untuk menyimpan barang. Biaya-biaya yang dimaksud adalah :
a. Biaya mesin yang menganggur (Idle Capacity), b. Biaya penyiapan tenaga kerja,
c. Biaya penjadwalan (Schedulling), d. Biaya ekspedisi.
4. Biaya Kehabisan atau Kekurangan Bahan (Shortage Cost)
Merupakan biaya yang timbul akibat kehabisan atau kekurangan persediaan bahan karena adanya permintaan barang. Yang mencakup biaya ini adalah :
c. Biaya pemesanan khusus, d. Biaya harga,
e. Biaya yang timbul akibat terganggunya operasi, f. Biaya tambahan atau pengeluaran manajerial.
2.5 Model-Model Persediaan
Model persediaan akan sangat tergantung kepada sifat bahan atau barang, apakah barang tersebut bersifat permintaan bebas (independent) atau sebagai permintaan terikat (dependent).
Permintaan independen atas produk atau barang merupakan permintaan yang bebas, dengan pengertian tidak ada keharusan untuk membelinya sebagai kepentingan proses konversi. Sebagai contoh orang yang akan membeli mobil adalah bebas untuk membeli atau tidak, sama dengan orang akan membeli sepeda motor. Sedangkan permintaan dependen adalah permintaan terikat, disebabkan jika bahan atau barang tersebut tidak ada, maka proses konversi suatu perusahaan tidak akan dapat berjalan. Sebagai contoh, manufaktur mobil membeli plat besi dan komponen untuk merakit mobil, apabila plat besi atau komponen tidak ada, maka proses konversi tidak dapat dilaksanakan sehingga dikatakan plat besi dan komponen merupakan permintaan dependen dari manufaktur mobil.
Model persediaan dibagi menjadi dua macam, yaitu model persediaan deterministik dan model persediaan probabilistik. (Hamdy A. Taha; 1996)
1. Model Persediaan Deterministik
yang mewakili situasi dapat diselesaikan oleh model deterministik (Hillier and Lieberman, 2006).
Model deterministik dapat bersifat statis, yaitu model persediaan yang dimana kuantitas pemesanan hanya dilakukan dalam satu kali, persediaannya selalu tetap/ terbatas dalam suatu periode tertentu.Atau bersifat dinamis, dimana permintaan diketahui dengan pasti (kontinu) atau berulang-ulang tetapi bervariasi dari satu periode ke periode berikutnya.
2. Model Persediaan Probabilistik
Model pengendalian persediaan probabilistik merupakan model persediaan yang fenomenanya tidak diketahui dengan pasti, tetapi nilai ekspektasi, variansi dan pola distribusi kemungkinannya dapat diprediksi. Model persediaan probabilistik ditandai oleh karakteristik permintaan dan periodekedatangan pesanan yang tidak dapat diketahui secara pasti sebelumnya sehinggaperlu didekati dengan distribusi probabilitas. Model ini terdiri atas dua, yaitu probalistik stationary dan probabilistic
nonstationary.
2.6 Sistem Pengendalian Persediaan
Sistem dan model pengendalian persediaan adalah metode penelitian yang bertujuan menjaga keseimbangan antara jumlah persediaan dengan biaya persediaan yang merupakan faktor penunjang dalam produktivitas. Tujuannya adalah agar tercapai sasaran yang diinginkan yaitu stabilitas produksi dan kemampuan mengendalikan hasil produksi. Salah satu tujuan pengendalian persediaan adalah untuk mengoptimalkan persediaan serta mengoptimalkan biaya pengadaan persediaan.
Didalam mencari jawaban atas permasalahan umum dalampengendalian persediaan, metode pengendalian persediaan yang dapatdiidentifikasikan sebagai berikut :
• Metode Pengendalian Secara Statistik (Statistical Inventory Control)
• Metode Perencanaan Kebutuhan Material (Material Requirement Planning/ MRP)
• Metode PersedianJust In Time (JIT)
2.6.1 Metode Pengendalian Secara Statistik (Statistical Inventory Control)
Umumnya metode ini menggunakan ilmu matematika dan statistik sebagai alat bantu utama dalam memecahkan masalah kuantitatif dalam sistem persediaan. Pada dasarnya, Metode Pengendalian Secara Statistik (Statistical Inventory Control) berusaha mencari jawaban optimal dalam menentukan :
• Jumlah ukuran pemesanan dinamis (EOQ) • Titik pemesanan kembali (Reorder Point) • Jumlah cadangan pengaman (Safety Stock)
Metode pengendalian persediaan secara statistik ini biasanya digunakan untuk mengendalikan barang yang permintaannya bersifat bebas (dependent) dan dikelola saling tidak bergantung. Yang dimaksud permintaan bebas adalah permintaan yang hanya dipengaruhi mekanisme pasar sehingga bebas dari fungsi operasi produk. Sebagai contoh adalah permintaan untuk barang jadi dan suku cadang pengganti (spare part). Dalam perkembangannya metode Statistical Inventory Control
memunculkan 2 metode dasar pengendalian persediaan yang bersifat probabilistik, yaitu metode P dan metode Q.
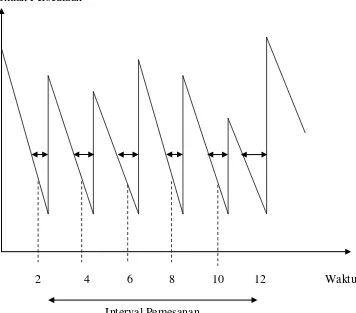
persediaan dengan metode P dilakukan dengan memesan menurut interval waktu tertentu dan jumlah yang dipesan merupakan selisih antara persediaan maksimum yang diinginkan dengan persediaan yang ada pada saat pemesanan dilakukan. Sedangkan mekanisme dengan metode Q adalah jumlah pemesanan yang konstan dan pemesanan dilakukan jika barang telah mencapai reorder point.
a) Diagram Pengendalian Persediaan Metode P
Jumlah Persediaan
2 4 6 8 10 12 Waktu
Interval Pemesanan
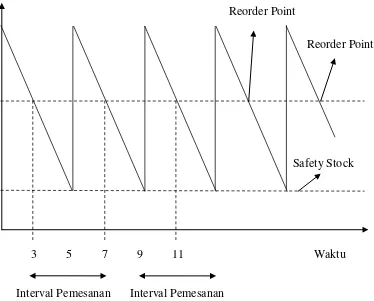
b) Diagram Pengendalian Persediaan Metode Q
Jumlah Persediaan
Reorder Point
Reorder Point
Safety Stock
3 5 7 9 11 Waktu
Interval Pemesanan Interval Pemesanan
Gambar 2.2 Diagram Metode Q
2.6.2 Metode Perencanaan Kebutuhan Material (Material Requirement Planning/ MRP)
Perencanaan kebutuhan material (material Requirements Planning = MRP) adalah metode penjadwalan untuk Purcased Planned Orders dan Manufactured Planned Orders. Planned Manufacturing orders kemudian diajukan untuk analisis lanjutan berkenaan dengan ketersediaan kapasitas dan keseimbangan menggunakan perencanaan kebutuhan kapasitas (Capasity Requirements Planning = CRP).
Discontinuous and Lumpy. Item-item yang termasuk dalam dependent demand adalah : bahan baku (Raw Materials), part, subasembles, dan asembles, yang kesemuanya disebut Manufacturing Inventories. Teknik-teknik MRP dan CRP paling cocok diterapkan dalam lingkungan job shop manufacturing, meskipun MRP dapat pula diadobsi dalam lingkungan repetitif manufacturing.
Moto dari MRP adalah memperoleh material yang tepat, dari sumber yang
tepat, untuk menempatkan yang tepat, pada waktu yang tepat. MRP adalah suatu
teknik yang dipakai untuk merencanakan pembuatan atau pembelian komponen atau bahan baku yang diperlukan untuk melaksanakan MPS.
Tujuan utama pembuatan MRP adalah merancang suatu sistem yang mampu menghasilkan informasi untuk mendukung aksi yang tepat, baik berupa pembatalan pesanan, pemesanan ulang, atau penjadwalan ulang pesanan, sehingga diperoleh pegangan untuk melakukan pembelian atau produksi.
2.6.3 Metode Persedian Just In Time (JIT)
2.7 Klasifikasi Model Persediaan
Model pengendalian persediaan dibedakan menjadi 2 bagian, yaitu model pengendalian persediaan dinamis mengandung resiko dan model persediaan dinamis mengandung ketidakpastian.
2.7.1 Model Persediaan Dinamis Mengandung Resiko
Model persediaan dinamis mengandung resiko adalah persoalan persediaan statis yang hanya dilengkapi denganinformasi maupun distribusi kemungkinan demandnya saja. Pada umumnya model ini digunakan jika data yang tersedia bervariasi untuk setiap periode, sehingga timbul kemungkinan terjadinya keterlambatan persediaan. Hal ini terjadi apabila kebutuhan menyimpang dari data yang diperkirakan.
Untuk meredam fluktuasi kebutuhan selama lead time maka diadakan persediaan sebesar W satuan. Agar lebih mudah dipahami, berikut akan digunakan beberapa asumsi dengan menyesuaikan terhadap kebiasaan yang ditempuh oleh suatu perusahaan yaitu dengan menetukan jumlah produksi tiap bulan.
Dalam metode Q banyak digunakan rumusan dalam perhitungan persediaan. Sehingga untuk menurunkan rumus-rumus dalam metode ini diasumsikan bahwa kebutuhan dianggap diketahui dan distribusi kemungkinan kebutuhan adalah normal. Maka sesuai dengan sistem yang berlaku bahwa; 1 tahun = 12 bulan, 1 bulan = 30 hari. Selanjutnya produksi rata-rata per bulan = ������, ��������������� =
����� dan �������� = ������. Maka dapat dihitung besarnya produksi rata-rata selama 1 tahun yaitu � = 12��. Standart deviasi = �� dan produksi rata-rata selama
lead time = ���.
Dan kemungkinan keterlambatan persediaan adalah
∫
∞�
(
�
)
��
�+� ,
�(�) = 1
�√2�exp�1− 1 2�
� − �
� �
2
Untuk : � =����
� =���������������
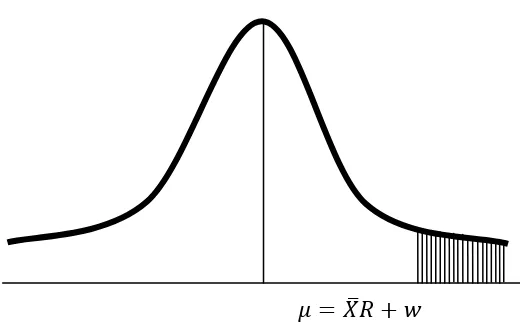
Luas yang diarsir = ∫�∞ �(�)�� +�
�= ���+�
Gambar 2.3 Distribusi Kemungkinan Produksi Keterangan : � = stok penyangga selama lead time
� = rata-rata permintaan selama lead time
Jadi, total ongkos persediaan sesuai dengan rencana produksi bahan selama 1 tahun, dihitung jumlah kebutuhan pertahun, yaitu :
Bila : Kebutuhan rata-rata pertahun =�� satuan per unit Periode pemesanan =� bulan
Banyak ongkos pemesanan =�� (setiap kali pesan)
Maka : Dalam 1 tahun dilakukan 12
� kali pemesanan,
Jumlah pemesanan rata-rata
=
���12satuan
Ongkos pemesanan per tahun
=
12���
1 2
�
��
12
� �
.
�
�Jika selama lead time terjad kekurangan persediaan sebesar � satuan, maka akan timbul ongkos kekurangan persediaan sebesar �. Sehingga besarnya ongkos persediaan keamanan sebesar :
�.�.��
Maka total biaya penyimpanan
=
12
�
��12
� �
.
�
�+
�
.
�
.
�
�Bila diketahui kemungkinan terjadinya kekurangan persediaan adalah
∫
∞�
(
�
)
��
�+�
dan distribusi kemungkinan kebutuhan �(�) mengikuti pola distribusi normal maka harga
∫
�∞�
(
�
)
��
+� dapat diperoleh dari tabel dibawah kurva normal. Jika dalam 1
tahun dilakukan 12
� pemesanan dan terjadi 12
� lead time, sehingga ongkos persediaan
menjadi sebesar :
12�
� � �(�)�� ∞
�+�
Sehingga biaya per tahun menjadi : • Biaya pemesanan (Ordering Cost)
= 12��
�
• Biaya penyimpanan (Carrying Cost)
=
�����24
,
untuk � =��������������ℎ�� • Biaya penyimpanan stok penyangga=����
• Biaya akibat kekurangan persediaan
= 12�
� � �(�)�� ∞
�+�
untuk �= ������������������������������������������������.
Sehingga total cost diperoleh dari hasil penjumlahan biaya-biaya diatas.
�� = 12��
� +
�����
24 +���� + 12�
� � �(�)�� ∞
�+�
Total cost tersebut merupakan fungsi dua variabel, yaitu variabel � dan �, dimana fungsi akan minimum bila :
�(��)
�(�)
= 0
dan �(��)�(�)
= 0
�(��)
�(�) =
−12��
�2 +
����
24 −
12�{1− �(�+�)}
�2 = 0
�2 =(24)(12)�� + 12�{1− �(�+�)}
����
�(��)
�(�) =���− 12�
� �(�+�) = 0
�2 =(12)
2�2{�(�+�)}2 (���)2
Dari persamaan diatas diperoleh :
{�(�+�)}2 =2���{�� +�(1− �(�+�))}
�2�
untuk �(�+�) = distribusi normal dari kebutuhan selama lead time. Harga
�(�+�) diperoleh dengan asumsi bahwa �(�+�) = 1, dimana asumsi ini berlaku jika nilai ����� berlawanan yaitu bila �>>>, maka nilai 1− �(�+�) <<<<.
Ordinat ini dapat dicari dengan menggunakan tabel statistik kemudian dimisalkan ordinat tersebut �(�), maka :
�(�+�) = 1
atau (�) =����(�+�) , untuk � =lead time
� = standart deviasi per tahun
�√� = standart deviasi selama lead time
Maka harus dipenuhi persamaan :
{�(�)}2 = ��√��2{�(�+�)}2
Dengan asumsi �(�+�) = 1, maka :
{�(�)}2 = ��√�� 2
���� ���2
Dengan demikian �(�) dapat diperoleh melalui daftar tabel Curve Normal Standart.
Dan juga � dapat ditentukan harganya apabila diketahui banyaknya stok penyangga yaitu : �= �√��.
Selanjutnya �(�+�) diperoleh dengan menggunakan persamaan :
{�(� +�)}2 = 2���{��+�(1−�(�+�))}
�2� atau�(�+�) =
1
�√��(�).
Harga � diperoleh dengan mendistribusikan harga �(�+�) ke dalam persamaan
�
2=
(24)(12)��+12�{1−�(�+�)}���� , sehingga total biaya persediaan dapat dihitung dengan menggunakan persamaan total cost untuk harga ∫�∞ �(�)��
+� diperoleh harga
�.
Untuk lebih jelasnya sebagai dasar perhitungan total ongkos persediaan (��) digunakan standart untuk menghitung jumlah pesanan optimum dimana persediaan dan titik pemesanan kembali dapat diasumsikan sebagai berikut :
Bila pemakaian rata-rata per tahun �� satuan, maka :
Jumlah pesanan optimal
=
���Pesediaan keamanan=��√��(�)
Titik pemesanan kembali =���+�√��
1. Tingkat permintaan diketahui dan bersifat konstan. 2. Lead time juga diketahui dan bersifat konstan.
3. Persediaan diterima dengan segera, dengan kata lain persediaan yang dipesan tiba dalam bentuk kumpulan produk persediaan sepanjang waktu. 4. Tidak dikenakan diskon.
5. Biaya variabel yang muncul hanya biaya pemesanan atau pemasangan dan biaya penyimpanan persediaan sepanjang waktu.
6. Jika kehabisan stok (kekurangan stok) dapat dihindari sama sekali bila pemesanan dilakukan pada waktu yang tepat.
2.7.2 Model Persediaan Dinamis Mengandung Ketidakpastian
Model ini umumnya digunakan apabila data pemakaian bahan baku bervariasi untuk setiap periode dan pola distribusi kemungkinan kebutuhan tidak diketahui.
Jika :
Kebutuhan rata-rata per tahun =�� per tahun Periode pemesanan =� bulan
Besarnya ongkos pemesanan =�� (setiap kali pemesanan)
Standart deviasi =�
Waktu ancang-ancang =�
Maka :
Dalam satu tahun dilakukan =12�kali pesan Jumlah pemesanan rata-rata
=
���12
Karakteristik model persediaan ini merupakan informasi tentang distribusi kemungkinan per satuan waktu tidak diketahui. Maka untuk menetukan besarnya kemungkinan keterlambatan persediaan selama waktu ancang-ancang digunakan suatu ketidaksamaan yaitu Ketidaksamaan Tchebycheff.
� �|� − ��|⃒ ≥:��′� ≤ 1
�2, untuk � < 0
dimana : � �|� − ��|⃒ ≥:��′�= besarnya kemungkinan terjadinya keterlambatan persediaan
� = harga yang berubah-ubah
��′ = persediaan keamanan
Maka persamaan untuk total ongkos pada model persediaan dinamis mengandung ketidakpastian ini adalah :
�� ≤12���+1 2
������
12 +��
′�� �+
12�
��2
Persamaan diatas dideferensialkan secara parsial terhadap � dan � pada kondisi minimum dengan syarat turunan pertama = 0, sehingga harga � dan � dapat dihitung sebagai berikut :
Turunan terhadap � :
�(��)
�(�) =
−12��
�2 +
�����
24 − 12�
�2�2 = 0
����� =
288��
�2 + 288�
�2�2
�2 =288(��� 2+�)
�2����
�
Turunan terhadap :
�(��)
�(�) =�
′�� � −
24�
�′�� � =
24�
��3
�= 24�
�3�′��
�
�2 = 576�
�6(�′��
�)2
Dari persamaan diatas dapat diperoleh :
288(���2+�)
�2����
� =
576�
�6(�′��
�)2
2�2
�4(�′)2��
� =
���2 +� �
2�2�� (�′)2��
� =�
6�
� +�4�
Jadi, total ongkos persediaan dapat diperoleh dari persamaan diatas harga � selanjutnya, dan diperoleh periode pemesanan �, maka :
Ukuran pemesanan optimal (�) =��� Jumlah persediaan keamanan (�) =��√���
2.8 Uji Normalitas Lilliefors
Uji distribusi normalitas atau biasa dikenal dengan istilah uji normalitas dapat digunakan untuk mengetahui apakah data yang diperoleh berdistribusi normal atau tidak, dan dapat dilakukan dengan analisis statistik.
Pada pengujian ini terdapat 2 jenis hipotesa, yaitu :
Jika data berdistribusi normal, maka pengendalian persediaan digolongkan ke dalam model pengendalian persediaan dinamis mengandung resiko. Jika data tidak berdistribusi normal, maka pengendalian persediaan digolongkan ke dalam model pengendalian persediaan dinamis yang mengandung ketidakpastian.
Dalam menguji data produksi minyak kelapa sawit PT Bumi Sejahtera, maka digunakan uji normalitas Lilliefors. Berikut langka h-langkahnya :
1. Menghitung angka �� pada setiap ��, dengan rumus
�
�=
��−�� �2. Menghitung peluang komulatif�(
�
�)
normal dengan menggunakan tabel distribusi normal.
3. Menghitung proporsi �1,�2,�3, … yang lebih kecil atau sama dengan ��. Kemudian dibagi jumlah sampel.
4. Menghitung selisih antara �(��)− �(��) dengan harga mutlak.
5. Menentukan nilai paling besar �= max�(��)− �(��) untuk �= 1,2,3, … ,�. 6. Kriteria pengambilan keputusan :
Jika : � ≤ ��(�), maka �0 diterima, Jika : �>��(�), maka �0 ditolak.
BAB 3
PEMBAHASAN
3.1 Pengumpulan Data dan Pengolahan Data 3.1.1 Pengumpulan Data
Data yang diperoleh PT Bumi Sejahtera merupakan pengamatan langsung dari perusahaan, diskusi maupun wawancara dengan pihak perusahaan dan mengutip data serta informasi dan arsip yang sesuai dengan data yang berhubungan dengan pemecahan masalah.
Penyediaan Bahan
Untuk mengadakan pengendalian persediaan dalam persediaan bahan diperlukan data mengenai ongkos persediaan. Data ongkos berikut disajikan berdasarkan data yang ada pada perusahaan. Biaya-biaya tersebut adalah :
• Biaya Pemesanan
Besarnya ongkos pemesanan diketahui dari perincian ongkos yang dikeluarkan untuk melakukan pemesanan dalam satu kali pesan.
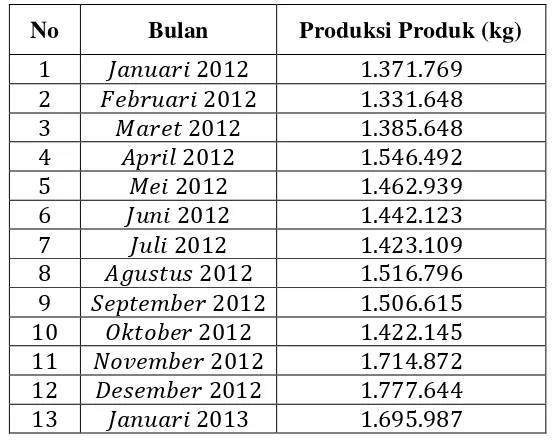
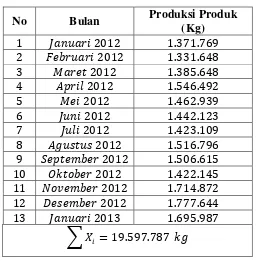
Tabel 3.1 Data Produksi Minyak Kelapa Sawit PT Bumi Sejahtera No Bulan Produksi Produk (kg)
1 ������� 2012 1.371.769
2 �������� 2012 1.331.648
3 ����� 2012 1.385.648
4 ����� 2012 1.546.492
5 ��� 2012 1.462.939
6 ���� 2012 1.442.123
7 ���� 2012 1.423.109
8 ������� 2012 1.516.796
9 ��������� 2012 1.506.615
10 ������� 2012 1.422.145
11 �������� 2012 1.714.872
12 �������� 2012 1.777.644
13 ������� 2013 1.695.987
Tabel 3.2 Biaya Pemesanan
Biaya telekomunikasi dan order pembelian Rp. 675.000,-
Biaya administrasi Rp. 425.000,-
Biaya yang berhubungan dengan permintaan barang Rp. 350.000,-
Biaya lain-lain Rp. 550.000,-
Total biaya Rp. 2.000.000,-
• Biaya Kehabisan Persediaan
Perusahaan mengambil kebijakan untuk menetapkan pemesanan darurat 1% diatas harga bahan pemesanan normal.
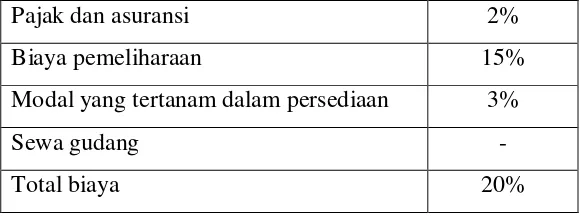
• Biaya Penyimpanan
[image:38.595.146.522.419.529.2]Tabel 3.3 Biaya Penyimpanan Bahan untuk Periode Januari 2012 – Januari 2013
Pajak dan asuransi 2%
Biaya pemeliharaan 15%
Modal yang tertanam dalam persediaan 3%
Sewa gudang -
Total biaya 20%
• Harga Bahan Baku
Harga tandan buah segar (TBS) per kg untuk periode Januari 2012 – Januari 2013 adalah Rp. 7.625,-.
• Sistem Pemesanan
Perusahaan mengambil kebijakan pemesanan bahan sebanyak sekali dalam satu bulan dalam kuantitas yang sama.
3.1.2 Pengolahan Data
[image:40.595.201.457.171.434.2]Langkah-langkah pengolahan data.
Tabel 3.4 Produksi Minyak Kelapa Sawit Periode Januari 2012 – Januari 2013 No Bulan Produksi Produk
(Kg)
1 ������� 2012 1.371.769
2 �������� 2012 1.331.648
3 ����� 2012 1.385.648
4 ����� 2012 1.546.492
5 ��� 2012 1.462.939
6 ���� 2012 1.442.123 7 ���� 2012 1.423.109
8 ������� 2012 1.516.796
9 ��������� 2012 1.506.615
10 ������� 2012 1.422.145
11 �������� 2012 1.714.872
12 �������� 2012 1.777.644
13 ������� 2013 1.695.987
� �� = 19.597.787 ��
Dari tabel diperoleh :
�= 13
� �� = 19.597.787 ��
Adapun langkah-langkah penguraiannya adalah sebagai berikut :
a) Rata-rata produksi (��) adalah
�� =∑ ��
� �=1
�
= 19.597.787 13
b) Standard deviasi produksi adalah
�= �∑ (�� − ��) 2
� �=1
� −1
�= �19.831.478.065 13
�= 140.824,281 ��
c) Menghitung nilai �� dengan rumus
�� =��− ���
�1=
−135.753,077
140.824,281 =−0,96
�2 =
−175.874,077
140.824,281 =−1,23
�3 =
−121.874,077
140.824,281 =−0,87
�4 =
38.969,923
140.824,281= 0,28
�5 =
−44.583.077
140.824,281 =−0,32
�6 =
−65.399,077
140.824,281 =−0,46
�7 =
−84.413,077
140.824,281 =−0,6
�8 =
9.273,923
140.824,281= 0,07
�9 =
−907,077
140.824,281= −0,01
�10 =
−85.377,077
140.824,281 =−1,23
�11 =
207.349,923
140.824,281= 1,47
�12 =
270.121,923
140.824,281= 1,92
�13 =
188.464,923
d) Hitung peluang komulatif dengan menggunakan tabel distribusi normal.
�(�1) =�(≤ −0,96) = 0,1685
�(�2) =�(≤ −1,23) = 0,1093
�(�3) =�(≤ −0,87) = 0,1922
�(�4) =�(≤0,28) = 0,6103
�(�5) =�(≤ −0,32) = 0,3745
�(�6) =�(≤ −0,46) = 0,3228
�(�7) =�(≤ −0,6) = 0,2743
�(�8) =�(≤0,07) = 0,5279
�(�9) =�(≤ −0,01) = 0,4960
�(�10) =�(≤ −1,23) = 0,1093
�(�11) =�(≤ 1,47) = 0,9292
�(�12) =�(≤ 1,92) = 0,9726
�(�13) =�(≤ 1,33) = 0,9082
e) Menghitung proporsi �1 ,�2,�3, … ,�� yang lebih kecil atau sama dengan �� yaitu :
�(��) =�1 ,�2,�3, … ,�� ≤ �� n
�(�1) = 2
13= 0,154
�(�2) = 1
13= 0,077
�(�3) = 3
13= 0,23
�(�4) = 9
13= 0,692
�(�5) = 6
13= 0,462
�(�6) = 5
13= 0,385
�(�7) = 4
13= 0,308
�(�8) = 8
�(�9) = 7
13= 0,538
�(�10) = 1
13= 0,077
�(�11) =11
13= 0,846
�(�12) =12
13 = 0,923
�(�13) =10
13 = 0,769
f) Menghitung selisih antara |�(��)− �(��)| |�(�1)− �(�1)| = |0,1685−0,154| = 0,0145 |�(�2)− �(�2)| = |0,1093−0,077| = 0,0323
|�(�3)− �(�3)| = |0,1922−0,23| =−0,0378
|�(�4)− �(�4)| = |0,6103−0,692| =−0,0817
|�(�5)− �(�5)| = |0,3745−0,462| =−0,0875 |�(�6)− �(�6)| = |0,3228−0,385| =−0,0622
|�(�7)− �(�7)| = |0,2743−0,308| =−0,0337
|�(�8)− �(�8)| = |0,5279−0,615| =−0,0871 |�(�9)− �(�9)| = |0,4960−0,538| =−0,042
|�(�10)− �(�10)| = |0,2709— 0,077| = 0,1939
|�(�11)− �(�11)| = |0,9292−0,846| = 0,0832 |�(�12)− �(�12)| = |0,9726−0,923| = 0,0496
Uji kenormalan Lilliefors terhadap data penyaluran produksi barang :
Tabel 3.5 Uji Normalitas Produksi
�� �� �(��) �(��) |�(��)− �(��)|
1.371.769 −0,96 0,1685 0,154 0,0145
1.331.648 −1,23 0,1093 0,077 0,0323
1.385.648 −0,87 0,1922 0,23 −0,0378
1.546.492 0,28 0,6103 0,692 −0,0817
1.462.939 −0,32 0,3745 0,462 −0,0875
1.442.123 −0,46 0,3228 0,385 −0,0622
1.423.109 −0,60 0,2743 0,308 −0,0337
1.516.796 −0,07 0,5279 0,615 −0,0871
1.506.615 −0,01 0,4960 0,538 −0,0420
1.422.145 −1,23 0,2709 0,077 �,����
1.714.872 1,47 0,9292 0,846 0,0832
1.777.644 1,92 0,9726 0,923 0,0492
1.695.987 1,33 0,9082 0,769 0,1392
Dengan melihat Tabel 3.5 diperoleh,
���� =���[|�(��)− �(��)|] = 0,1939
���� =��(�) diperoleh dari tabel Lilliefors dengan taraf nyata dan �= 0,05 dan
Maka : �(0,05;13) = 0,2340
Jadi, ���� <�(0,05;13) atau 0,1939 < 0,2340
3.2 Pembahasan
Perhitungan Produksi Januari 2012 – Januari 2013
Hasil dari analisis data diperoleh bahwa produksi minyak sawit pada periode Januari 2012 – Januari 2013 mengikuti pola distribusi normal. Dalam hal ini pengendalian persediaan digunakan perhitungan dengan model persediaan dinamis mengandung resiko.
Dari hasil penelitian diperoleh bahwa :
Harga tandan buah segar (TBS) per kg (�) =��. 7.625,− Rata-rata produksi (��) = 1.507.522,077 �� Standart deviasi (�) = 140.824,281 ��
Lead time (�) = 0,25 ����� (1 minggu)
Biaya pemesanan setiap kali pesan (��) =��. 2.000.000,−
Biaya penyimpanan �� = 20%
Biaya pemesanan darurat dan kerugian yang diakibatkan keterlambatan persediaan :
�= ��+ (0,01)����
�= 2000000 + (0,01)(7625)(1507522,077)(0,25)
�= ��. 30.737.139,59
Sehingga dilakukan perhitungan sebagai berikut :
- Kebutuhan rata-rata selama lead time :
���= (1.507.522,077)(0,25)
���= 376.880,519 ��
- Standart deviasi selama lead time :
�′ =�√�
�′ = (140.824,281)��0,25�= 70.412,14
- Kebutuhan rata-rata per 13 bulan :
� = 13��
�(�)2 =��√��2��(�+�)�2
{�(� +�)}2 = 2������+�{1− �(�+�)}�
�2� ����������(�+�) = 1
{�(� +�)}2 = 2�����
�2� �����√�� 2
= (70.412,14)2
Sehingga �(�)2 = ��√��2��(�+�)�2 diperoleh :
�(�)2 = (70.412,14)2�2�����
�2� �
�(�)2 = (70.412,14)2� 2(7625)(20%)(2000000) (30737139,59)2(19597787)�
�(�)2 = 0,00163
�(�) =�0,00163
�(�) = 0,0404
Untuk harga �(�) = 0,0404 dengan menggunakan tabel Curve Ordinates Normal Standart diperoleh � = 2,14
�(�+�) = 1
�√��(�)
= 1
70.412,14(0,0404) = 5,7 × 10−7
- Jadwal pengorderan tiap kali pesan :
�= 13��(�+�)
���
�= (13)(30737139,59)(5,7 × 10
−7) (7625)(20%)
�= 0,149
- Pengorderan optimal
�0 =���
�0 = (1.507.522,077)(0,149) = 224.620,79 �� - Perencanaan cadangan :
�= ��√��(�)
�= (70.412,14)(2,14)
- Pemesanan dapat dilakukan kembali bila persediaan tinggal :
���+� = (376880,519) + (150681,98)
���+� = 527.562,5 ��
Sehingga total biaya persediaan untuk pengadaan bahan adalah :
�� = 13��
� +
�����
24 +���� + 13�
� � �(�)�� ∞
�+�
Nilai ∫�∞ �(�)��
+� diperoleh dari daftar tabel “Luas Kurva Normal Standart” untuk � = 2,14 nilainya 0,9838.
� �(�)�� = 1−0,9838
∞
�+�
= 0,0162
��=13(2000000)
0,149 +
(0,149)(19.597.787)(7625)(20%)
24 + (150681,98)(7625)(20%)
+13(30737139,59)
0,149 (0,0162)
�� = 174.496.644,3 + 185.546.131,3 + 229.790.019,5 + 43.444.574,48
�� =��. 633.277.369,−
Biaya total pengadaan barang = ��. 633.277.369
�� yang dilakukan perusahaan adalah :
�� =13��
� +
�����
24 +��� + 13�
�
��=13(2000000)
0,149 +
(0,149)(19.597.787)(7625)(20%)
24 + (7625)(20%) +
13(30737139,59) 0,149
�� = 174.496.644,3 + 185.546.131,3 + 1.525 + 2.681.763.857
�� =��. 3.041.808.157,−
BAB 4
KESIMPULAN DAN SARAN
4.1 Kesimpulan
Data produksi minyak kelapa sawit PT Bumi Sejahtera periode Januari 2012 – Januari 2013 mengikuti pola distribusi normal.
Untuk mengendalikan persediaan minyak kelapa sawit maka solusi optimal yang diperoleh dengan menggunakan metode Q yakni pemesanan pada periode Januari 2012 – Januari 2013 dapat dilakukan kembali jika persediaan tinggal 527.562,5 �� dengan memperkeciltotal biaya sebesar ��. 2.408.530.788,−.
Model yang digunakan sesuai dengan pengolahan data adalah model pengendalian persediaan yang mengandung resiko.
4.2 Saran
DAFTAR PUSTAKA
Adam, E.E dan R.J Ebert. Production and operations management : concepts, models and behavior (Prentice Hall Englewood Cliffs:1992)
Assauri, S. Manajemen Produksi (FEUI:1980)
Biegel, J.E. Pengendalian Produksi : Suatu Pendekatan Kuantitatif (Alih bahasa oleh Cornel naibaho). (Akademika Pressindo:1992)
Buker, D.W. Inventory Management and Control in Maynard’s Industrial
Engineering Handbook. Edited by Hodson, W.K. Fourth Edition. (Mc Graw Hill Inc:1992)
Elsayed, E.A. and T.O. Boucher. Analysis and Cntrol of Production System. (Prentice Hall:1985)
Hadley, G. and T.M. Whitin. Analysis of Inventory Systems. (Prentice Hall Englewood Cliffs:1963)
Hillier, Frederick S. dan Lieberman, Gerald. Introduction to Operation Research (Mc Graw Hill:2005)
Love, S. Inventory Control (Mc Graw Hill:1979) Siagian, P. Penelitian Operasional (UIPress:2006)