PENERAPAN INVENTORY CONTROL TERHADAP PRODUKSI
CRUDE PALM OIL (CPO) PADA TURANGIE OIL MILL
(TOM)
SKRIPSI
FEBRI DARMELIA GINTING
050803049
DEPARTEMEN MATEMATIKA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM
UNIVERSITAS DUMATERA UTARA
PENERAPAN INVENTORY CONTROL TERHADAP PRODUKSI
CRUDE PALM OIL (CPO) PADA TURANGIE OIL MILL
(TOM)
SKRIPSI
Diajukan untuk melengkapi tugas dan memenuhi syarat mencapai gelar Sarjana Sains
FEBRI DARMELIA GINTING 050803049
DEPARTEMEN MATEMATIKA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM UNIVERSITAS SUMATERA UTARA
3
PERSETUJUAN
Judul : PENERAPAN INVENTORY CONTROL TERHADAP
PRODUKSI CRUDE PALM OIL (CPO) PADA TURANGIE OIL MILL (TOM)
Kategori : SKRIPSI
Nama : FEBRI DARMELIA GINTING Nomor Induk Mahasiswa : 050803049
Program Studi : SARJANA (S1) MATEMATIKA Departemen : MATEMATIKA
Fakultas : MATEMATIKA DAN ILMU PENGETAHUAN ALAM
Diluluskan di
Medan, Nopember 2009
Komisi Pembimbing :
Pembimbing II, Pembimbing I,
Drs. H. Haluddin Panjaitan Drs. Henry Rani Sitepu, M.Si NIP: 194603091979021001 NIP195303031983031002
Diketahui/Disetujui oleh
Departemen Matematika FMIPA USU Ketua,
PERNYATAAN
PENERAPAN INVENTORY CONTROL TERHADAP PRODUKSI
CRUDE PALM OIL (CPO) PADA TURANGIE OIL MILL
(TOM)
SKRIPSI
Saya mengakui bahwa skripsi ini adalah hasil kerja saya sendiri, kecuali beberapa kutipan dan ringkasan yang masing-masing disebutkan sumbernya.
Medan, Nopember 2009
5
PENGHARGAAN
Dengan segala kerendahan hati, puji syukur penulis panjatkan kepada Tuhan Yang Maha Pemurah dan Maha Penyayang karena dengan limpahan karunia-Nya skripsi ini berhasil diselesaikan dalam waktu yang telah ditetapkan.
Untuk menyelesaikan skripsi ini, penulis telah banyak menerima bimbingan, petunjuk, dan nasehat dari berbagai pihak sehingga dalam kesempatan ini penulis mengucapkan terima kasih kepada:
1. Drs. Henry Rani Sitepu, M.Si dan Drs. H. Haluddin Panjaitan selaku pembimbing pada penyelesaian skripsi ini yang telah memberikan panduan ringkas padat dan penuh kepercayaan kepada saya untuk menyempurnakan skripsi.
2. Bapak ketua Departemen Matematika FMIPA USU yang memberikan kesempatan kepada penulis untuk menyelesaikan persyaratan menempuh ujian Sarjana Matematika.
3. Bapak Dekan dan seluruh Staf pengajar di Departemen Matematika FMIPA USU yang telah medidik penulis di bangku kuliah.
4. Ayahanda dan Ibunda tercinta M. Ali Ginting dan Misdar atas doa restu dan dorongan yang diberikan selama ini.
5. Bapak Andi Arfandi dan Bapak Safriadi selaku Mill Manager dan Head of Laboratory, serta seluruh staf dan karyawan/karyawati yang telah memberikan waktu, kesempatan, bimbingan, dan arahannya selama penelitian.
6. Adik-adik penulis Frans Novalidar Ginting dan Ikhsan Okto Kurnia Lidar Ginting yang telah membantu penulis dalam penyelesaian skripsi ini.
7. Sahabat-sahabat penulis stambuk ’05 khususnya Novita Handayani, Wulandhari, Elida Fitri, Sri Keumalawati, dan yang tidak dapat penulis sebutkan namanya.
ABSTRAK
Turangie Oil Mill (TOM) adalah salah satu cabang dari PT. Perusahaan Perkebunan London Sumatera Indonesia, Tbk yang bergerak dalam bidang industri pembuatan
Crude Palm Oil (CPO) dan Palm Kernel (PK). Dalam hal ini penulis mengkhususkan
7
DAFTAR ISI
Halaman
Persetujuan ii
Pernyataan iii Penghargaan iv
Abstrak v
Abstract vi
Daftar Isi vii
Daftar Gambar ix
Daftar Tabel x
Bab I Pendahuluan 1
1.1 Latar Belakang 1
1.2 Identifikasi Masalah 2 1.3 Pembatasan Masalah 2 1.4 Tujuan Penelitian 3 1.5 Manfaat Penelitian 3 1.6 Metodologi Penelitian 4 1.7 Tinjauan Pustaka 5
Bab II Landasan Teori 6
2.1 Penyajian Data 6
2.2 Teori Umum Inventory Control 7
2.3 Jenis-Jenis Persediaan 8
2.4 Aturan Kerja Inventory Control 9 2.4.1 Klasifikasi Biaya 10
2.4.2 Pola Permintaan 12
2.5 Model Inventory Control 14
Bab III Pengumpulan Data 22
3.1 Sejarah Singkat PT.PP London Sumatera Utara Tbk,
Turangie Oil Mill (TOM) 22 3.1.1 Lokasi Perusahaan 22 3.1.2 Ruang Lingkup Usaha dan Struktur Organisasi 23 3.2 Pengumpulan Data 23
Bab IV Analisa dan Pengolahan Data 27 4.1 Penyajian Data Berkelompok 27
4.2 Perhitungan dengan Inventory Control 32
4.2.1 Tingkat Optimal Produksi (Q0) 32
4.2.2 Interval Waktu Optimal (t0) 33
4.2.3 Biaya Total Minimum dalam Persediaan Produksi CPO ( ( )
0
Q
4.3 Perhitungan Berdasarkan Pola Produksi Perusahaan 35 4.4 Rangkuman Pembahasan 36
BabV Kesimpulan dan Saran 39
5.1 Kesimpulan 39
5.2 Saran 39
Daftar Pustaka 41
9
DAFTAR GAMBAR
Halaman
Gambar 2.1 Biaya-Biaya dalam Persediaan 10 Gambar 2.2 Biaya Total Minimum 12 Gambar 2.3 Pola Independent dan Dependent Inventory 13
Gambar 2.4 Grafik Model Inventory Control 17 Gambar 4.1 Frekwensi Jumlah Produksi CPO 29
DAFTAR TABEL
Halaman
6
ABSTRAK
Turangie Oil Mill (TOM) adalah salah satu cabang dari PT. Perusahaan Perkebunan London Sumatera Indonesia, Tbk yang bergerak dalam bidang industri pembuatan
Crude Palm Oil (CPO) dan Palm Kernel (PK). Dalam hal ini penulis mengkhususkan
BAB I
PENDAHULUAN
1.1Latar Belakang
Pengendalian Persediaan (Inventory Control) merupakan pengumpulan atau
penyimpanan komoditas yang akan digunakan untuk memenuhi permintaan dari
waktu ke waktu. Persediaan memegang peranan penting agar perusahaan dapat
berjalan dengan baik.
Permasalahan persediaan kerap kali dihadapi oleh para pengambil keputusan
khususnya dalam bidang persediaan, baik dalam produksi barang maupun jasa. Pada
dasarnya perusahaan yang melakukan proses produksi haruslah melakukan
pengendalian persediaan untuk menciptakan suatu ketepatan dalam merencanakan
besarnya produksi yang akan dilempar ke pasaran nantinya. Jika jumlah barang yang
diproduksi terlalu sedikit dibandingkan dengan jumlah permintaan dari konsumen,
maka akan mengakibatkan hilangnya kepercayaan dari konsumen terhadap perusahaan
sehingga dampaknya bagi perusahaan yaitu kehilangan kesempatan memperoleh laba
dan kemungkinan akan mengeluarkan biaya yang jauh lebih besar untuk memenuhi
jumlah permintaan tersebut. Namun sebaliknya, jika jumlah permintaan dari
konsumen jauh lebih kecil dari jumlah barang yang diproduksi, justru perusahaan
tersebut akan mengalami kerugian yang disebabkan dari pertambahan biaya
penyimpanan sisa produksi yang tidak tersalurkan, biaya penyusutan, bunga yang
tertanam dalam persediaan, asuransi, pajak, kerusakan, dan penurunan harga.
Memandang dari konsekuensi logis yang dilematis dari keadaan ini yaitu
kekurangan atau kelebihan produksi, maka perusahaan harus menganalisis persediaan
berkaitan dengan perencanaan teknik dalam mencapai tingkat persediaan optimal.
12
Dengan demikian, Inventory Control sangat diperlukan untuk mengelola hasil
produksi sehingga sasaran yang diinginkan perusahaan dapat tercapai. Yaitu
menciptakan kestabilan dalam memproduksi maupun kemampuan menyalurkan hasil
produksi tersebut secara optimal. Atas dasar inilah penulis memilih judul “Penerapan
Inventory Control Terhadap Produksi Crude Palm Oil (CPO) pada Turangie Oil Mill
(TOM)”.
1.2 Identifikasi Masalah
Berdasarkan pengamatan penulis, salah satu permasalahan yang dihadapi di pabrik
kelapa sawit ini adalah terjadinya kekurangan bahan baku yang menyebabkan
produksi tidak stabil. Oleh sebab itu, pengendalian persediaan produksinya
memerlukan perencanaan yang seefisien mungkin. Melihat keadaan ini, maka masalah
yang akan diuraikan dalam penelitian ini adalah sebagai berikut:
a. Seberapa besar tingkat pengadaan produksi optimal CPO pada setiap putaran
produksi.
b. Berapa lama interval waktu optimal yang dibutuhkan dalam pengadaan
produksi optimal CPO.
c. Menentukan total biaya persediaan minimum setiap putaran produksinya.
1.3Pembatasan Masalah
Agar pembahasan masalah dalam tulisan ini tidak menyimpang, maka perlu dilakukan
beberapa batasan masalah dan asumsi-asumsi sebagai berikut:
a. Penulis hanya menguraikan masalah tingkat persediaan optimal dari produksi
CPO.
b. Biaya yang timbul akibat kekurangan produksi (Shortage Costs) dianggap
tidak ada.
c. Proses pengolahan dan kebijaksanaan perusahaan tidak berubah selama jangka
d. Harga CPO di anggap stabil selama masa penelitian.
e. Batasan umur kebun sawit di anggap sama selama masa penelitian.
f. Data yang diperoleh dari Turangie Oil Mill (TOM) adalah dari bulan Januari
2007 s/d Desember 2008.
1.4Tujuan Penelitian
Adapun penelitian ini dimaksudkan untuk menerapkan teori Inventory Control pada
Turangie Oil Mill (TOM) yang gunanya untuk membentuk pola produksi yang baru,
sehingga diperoleh keseimbangan antara kerugian dan keuntungan yang diderita
perusahaan dengan mengadakan produksi yang optimal dan menekan biaya seminimal
mungkin.
Dari informasi dan data-data yang telah dikumpulkan dari pihak perusahaan,
maka dilakukan analisa dan pengolahan data tersebut dengan tujuan sebagai berikut:
a. Untuk menghitung tingkat persediaan yang optimal tiap putaran produksi.
b. Untuk menghitung interval waktu akibat dari persediaan produksi CPO.
c. Untuk menghitung biaya total dari persediaan produksi CPO.
d. Membandingkan perhitungan antara metode Inventory Control dengan pola
produksi perusahaan yang sudah ada.
1.5Manfaat Penelitian
Di tinjau dari sudut ilmiah, teori persediaan dapat dipertanggungjawabkan
kebenarannya dan sudah banyak digunakan di negara-negara maju. Dengan demikian
adapun manfaat yang dapat diperoleh dari penelitian ini bagi penulis sendiri sebagai
penerapan teori-teori yang dipelajari pada waktu perkuliahan terutama mengenai teori
pengendalian persediaan. Penelitian ini juga merupakan sumbangsih sekaligus sebagai
bahan pertimbangan bagi pihak perusahaan dalam meningkatkan usahanya terutama
yang berhubungan dengan pengoptimalan produksi sehingga dapat dihindarkan dari
14
1.6Metodologi Penelitian
Penelitian ini adalah merupakan studi kasus yang dilakukan di Turangie Oil Mill
(TOM). Pabrik ini memproduksi Crude Palm Oil (CPO) dan Palm Kernel (PK), tetapi
penulis hanya mengambil CPO sebagai objek yang diteliti lebih lanjut persediaan
produksinya.
Berikut ini adalah langkah-langkah yang dilakukan dalam penelitian ini, yaitu:
a. Pengumpulan data: Penelitian ini menggunakan metode Dokumentasi dengan
mengumpulkan data dengan cara mempelajari dan mengutip arsip-arsip
maupun catatan yang ada di dalam laporan persediaan perusahaan tersebut.
Adapun data-data yang dibutuhkan adalah:
1. Produksi CPO dari bulan Januari 2007 s/d Desember 2008.
2. Penyaluran CPO dari bulan Januari 2007 s/d Desember 2008.
3. Biaya pengadaan (Set-up costs) produksi CPO tahun 2007 dan 2008.
4. Harga pokok CPO perkilogram pada tahun 2007 dan 2008.
b. Analisa dan Pengolahan data
1. Penyajian data: Data mentah yang diperoleh dari observasi perlu ditata
lebih lanjut dengan membentuk tabel frekwensi jumlah produksi dan
penyaluran.
2. Pengolahan data: Data yang sudah ditata kemudian ditentukan tingkat
persediaan CPO yang optimal, interval waktu optimal tiap putaran
produksi dan biaya minimum dalam pengadaan produksi CPO.
c. Hasil akhir dari pembahasan merupakan solusi optimal yang diperoleh dari
1.7Tinjauan Pustaka
Sebagai sumber penunjang teori dalam penulisan tugas akhir ini, penulis
menggunakan beberapa buku, antara lain:
a. Siagian, P. 1987. Penelitian Operasional Teori dan Praktek. Untuk
menghitung tingkat persediaan optimal setiap putaran produksi, digunakan
rumus sebagai berikut:
Q0 =
⎟
⎠
⎞
⎜
⎝
⎛ −
P
D
Cc
D
Cs
1
.
.
.
2
b. Subagyo, Pangestu., Asri, Marwan., dan Hani Handoko, T. 2005. Dasar-dasar
Operation Research. Dalam buku ini di paparkan empat kategori biaya
persediaan yang sangat menentukan solusi optimal dari masalah persediaan.
Keempat kategori biaya tersebut adalah Biaya Pembelian, Biaya Pengadaan
(Set-up costs), Biaya Penyimpanan (Carrying costs) dan Biaya Stock-out
(Shortage costs).
c. Sudjana. 1982. Metoda Statistika. Di dalam buku ini diterangkan bagaimana
menyajikan data dalam bentuk tabel daftar distribusi frekwensi berkelompok
dengan terlebih dulu menentukan interval kelas dengan menggunakan rumus:
C=1+3.3logn
Yang kemudian menentukan interval kelas dengan cara membagi rentang
dengan banyaknya kelas
kelas banyak
BAB II
LANDASAN TEORI
2.1 Penyajian Data
Perumusan ilmu statistik juga berguna dalam pengendalian persediaan, khususnya
dalam tulisan ini gunanya untuk membuat daftar distribusi frekwensinya. Untuk
membuat daftar ini, ada beberapa istilah yang digunakan yaitu:
a. Kelas interval adalah banyaknya objek yang dikumpulkan dalam
kelompok-kelompok berbentuk a – b.
b. Frekwensi (f) menyatakan banyaknya jumlah data yang terdapat dalam
tiap-tiap kelas interval.
c. Ujung bawah adalah bilangan-bilangan di sebelah kiri kelas interval dan ujung
atas adalah bilangan-bilangan di sebelah kanannya.
d. Panjang kelas interval adalah selisih positif antara tiap dua ujung bawah yang
berurutan.
e. Batas bawah kelas interval sama dengan ujung bawah kelas interval dikurangi
0,5 dan batas atasnya sama dengan ujung atas kelas interval ditambah 0,5 di
mana data yang dicatat, teliti hingga satuan. Untuk data dicatat hingga satu
desimal, ujung bawah kelas intervalnya dikurangi 0.05 dan ujung atas kelas
intervalnya ditambah 0.05 dan begitu seterusnya.
Untuk membuat daftar distribusi frekwensi dengan panjang kelas yang sama,
maka dilakukan langkah-langkah sebagai berikut:
a. Tentukan rentang (R) yaitu data terbesar dikurangi data terkecil.
b. Tentukan banyak kelas interval (C) yang diperlukan. Menentukan kelas ini
C = 1+3.3logn
c. Tentukan panjang kelas interval (p). Mencari nilai dari p ini ditentukan oleh
aturan:
kelas banyak
R p=
Harga p diambil sesuai dengan ketelitian satuan data yang digunakan.
d. Pilih ujung bawah kelas interval pertama. Hal ini sama dengan mengambil data
terkecil atau nilai data yang lebih kecil dari data terkecil dengan ketentuan
intervalnya tidak lebih besar dari panjang kelas (p).
e. Buat tabel distribusi frekwensi berdasarkan langkah-langkah di atas.
2.2 Teori Umum Inventory Control
Berbagai defenisi persediaan telah banyak dikemukakan oleh para ahli namun pada
dasarnya persediaan merupakan sumber daya yang menganggur dan menunggu proses
lanjutan. Proses lanjutan di sini artinya dapat berupa kegiatan produksi seperti pada
sistem manufaktur, kegiatan pemasaran pada sistem produksi distribusi dan kegiatan
konsumsi yang dijumpai pada sistem rumah tangga.
Pengendalian terhadap persediaan atau inventory control merupakan suatu
aktivitas mempertahankan jumlah persediaan pada tingkat yang dikehendaki. Dan bila
dikaji lebih lanjut, jumlah persediaan yang dikehendaki sebenarnya terbentuk akibat
mekanisme pemenuhan atas permintaan. Selain mekanisme ini, banyak alasan
mengapa persediaan sangat dibutuhkan dalam proses produksi, yaitu menghindari
ketidakpastian dari berbagai faktor seperti permintaan, waktu pembuatan dan waktu
tenggang (lead time). Persediaan juga dibutuhkan untuk menghindari keterlambatan
pengiriman, menghindari material yang rusak, mengantisipasi kenaikan harga,
mendapatkan diskon apabila membeli dalam jumlah tertentu dan alasan yang paling
8
timbulnya persediaan adalah keinginan produsen ataupun distributor untuk melakukan
spekulasi (penimbunan), yang tujuannya untuk memperoleh keuntungan lebih dari
kenaikan harga barang di masa yang akan datang.
Pada umumnya, permasalahan yang dihadapi dalam pengendalian persediaan
terbagi dalam 2 (dua) kategori, yaitu:
a. Permasalahan kwantitatif merupakan hal-hal yang berkaitan dalam penentuan
jumlah barang yang akan dibuat, waktu pembuatan maupun jumlah persediaan
pengamannya (buffer stock). Permasalahan ini dikenal dengan penentuan
kebijakan persediaan (inventory policy).
b. Permasalahan kwalitatif merupakan semua hal yang berhubungan dengan
“sistem operasi persediaan” termasuk pengorganisasian, mekanisme dan
prosedur, administrasi dan sistem operasi persediaan.
Maka dari itu, pengendalian persediaan merupakan segala tindakan yang
dilakukan untuk mengusahakan tersedianya persediaan dalam jumlah tertentu. Karena
baik penimbunan persediaan maupun kekurangan persediaan, kedua sama-sama
membutuhkan biaya maka pengendalian persediaan dimaksudkan untuk menetapkan
jumlah persediaan yang mengakibatkan kedua jenis biaya tersebut menjadi sekecil
mungkin.
2.3 Jenis-Jenis Persediaan
Persediaan merupakan komponen, material maupun produk jadi yang tersedia dan siap
untuk disalurkan. Persediaan adalah bahan mentah, barang dalam proses (work in
process), barang jadi, bahan pembantu, bahan pelengkap, komponen yang disimpan
dalam antisipasinya terhadap pemenuhan permintaan. (Riggs,1976). Defenisi
persediaan inilah yang akan digunakan, karena hal ini berkaitan dengan metode
pengendalian persediaan yang akan dibahas yaitu metode pengendalian persediaan
Secara fisik, pengelompokkan item persediaan ini dibagi atas 5 (lima)
kategori, yaitu sebagai berikut:
a. Bahan mentah (raw materials) yaitu barang-barang berwujud seperti baja,
kayu, tanah liat atau bahan-bahan mentah lainnya yang diperoleh dari sumber
daya alam, atau dibeli dari pemasok, maupun diolah sendiri oleh perusahaan
untuk digunakan perusahaan dalam proses produksinya sendiri.
b. Komponen, yaitu barang-barang yang terdiri atas bagian-bagian yang
diperoleh dari perusahaan lain atau hasil produksi sendiri untuk digunakan
dalam pembuatan barang jadi atau barang setengah jadi.
c. Barang setengah jadi (work in process), yaitu barang-barang keluaran dari tiap
operasi produksi atau perakitan yang telah memiliki bentuk lebih kompleks
dari pada komponen, namun masih perlu proses lebih lanjut untuk menjadi
barang jadi.
d. Barang jadi (finished good), adalah barang-barang yang telah selesai diproses
dan siap untuk didistribusikan ke konsumen.
e. Bahan pembantu, adalah barang-barang yang diperlukan dalam proses
pembuatan atau perakitan barang, namun bukan merupakan komponen barang
jadi. Yang termasuk bahan pembantu ini adalah bahan bakar, pelumas, listrik
dan lain-lain.
2.4 Aturan Kerja Inventory Control
Manajer operasi memiliki tujuan yang kompleks seperti bagaimana mencapai
pengoperasian pabrik yang efisien, meminimumkan investasi dalam bagian
persediaan, dan memaksimumkan pelayanan kepada konsumen.
Dalam mengelola persediaan, ada beberapa pertimbangan yang dijadikan dasar
10
persediaan adalah berupa biaya dan tingkat permintaan. Kedua faktor inilah yang
menyebabkan timbulnya prsediaan dalam suatu proses produksi.
Seperti sudah dijelaskan, bahwa kebijakan dalam pengendalian persediaan
meliputi dua keputusan yaitu kapan pembuatan dilakukan (reorder point) dan jumlah
yang harus dibuat (reorder quantity). Kebijakan tentang kedua keputusan ini disebut
aturan kerja pengendalian persediaan (inventory control operating doctrine).
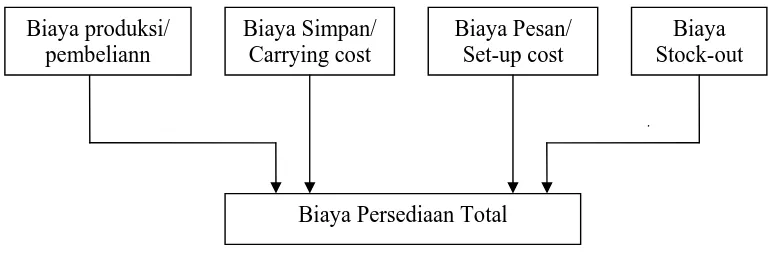
2.4.1 Klasifikasi Biaya Persediaan
Salah satu diantara pertimbangan yang berhubungan dengan aturan kerja di atas
biaya-biaya persediaan (inventory costs), yaitu semua biaya-biaya yang timbul akibat dari
pengadaan persediaan. Adapun komponen biaya-biaya tersebut terdiri atas:
Gambar 2.1 Biaya-Biaya dalam Persediaan
a. Biaya pembelian atau produksi
Biaya pembelian merupakan harga pembelian atau produksi yang terbagi
dalam dua jenis biaya, yaitu:
1. Jika harga pembelian tetap, maka ongkos per satuan juga tetap tanpa
memandang jumlah yang dibeli.
2. Jika diskon tersedia, maka harga per satuan merupakan variabel yang
bergantung pada jumlah pembelian.
Biaya Stock-out
Biaya Persediaan Total Biaya Simpan/
Carrying cost
Biaya Pesan/ Set-up cost Biaya produksi/
b. Biaya pengadaan produksi (Set-up costs)
Karena penelitian ini bersifat produksi maka biaya pengadaannya disebut
Set-up costs. Biaya pengadaan mencakup semua biaya yang berhubungan dengan
proses produksi. Biaya-biaya tersebut meliputi:
1. Biaya perbaikan mesin
2. Penambahan mesin baru
3. Biaya pembelian bahan baku
4. Biaya untuk memperoleh tenaga kerja
5. Dan lain-lain.
Pada umumnya, jumlah set-up costs menurun ataupun meningkat sesuai
dengan jumlah putaran produksinya. Artinya, dalam beberapa hal berlaku
anggapan yang menyatakan bahwa jika jumlah barang yang diproduksi lebih
banyak setiap putaran produksi maka biaya yang timbul akibat produksi
tersebut akan lebih murah, karena hal ini dapat memperkecil jumlah putaran
produksi. Akan tetapi, hal ini akan menimbulkan kasus baru yaitu berupa
bertambahnya biaya penyimpanan.
c. Biaya penyimpanan (Carrying cost)
Biaya penyimpanan terdiri dari semua ongkos yang berhubungan dengan biaya
penyimpanan barang dalam stock. Biaya-biaya ini meliputi:
1. Bunga modal yang tertanam
2. Sewa gudang
3. Asuransi, pajak
4. Ongkos bongkar muat
5. Harga penyusutan dan harga kerusakan
6. Penurunan harga
7. Dan lain-lain.
12
d. Biaya stock-out (Shortage costs)
Biaya stock-out timbul akibat tidak terpenuhinya kebutuhan pelanggan pada
periode tertentu. Begitu banyak kerugian yang disebabkan permintaan yang
tidak terpenuhi, seperti kehilangan penjualan, kehilangan pelanggan, biaya
pemesanan khusus, adanya selisih harga, terganggunya proses produksi, dan
bertambahnya pengeluaran dari kegiatan manajerial.
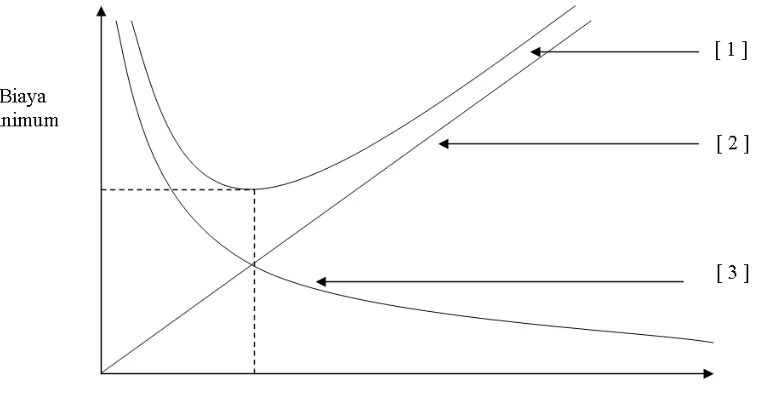
Hubungan antara tingkat persediaan dan jumlah biaya persediaan, dapat
diilustrasikan pada gambar berikut:
Keterangan:
1. Total biaya persediaan
2. Carrying cost
3. Set-up cost
Gambar 2.2 Biaya Total Minimum
Dari ilustrasi di atas terlihat bahwa biaya penyimpanan (carrying costs)
berbanding lurus dengan tingkat persediaan, sedangkan biaya pengadaan persediaan
2.4.2 Pola Permintaan
Hal lainnya yang juga harus dipertimbangkan dalam pengelolaan persediaan adalah
permintaan terhadap suatu barang. Pengelolaan persediaan akan sangat berbeda bila
permintaan tergantung atau tidak tergantung pada kondisi pasar.
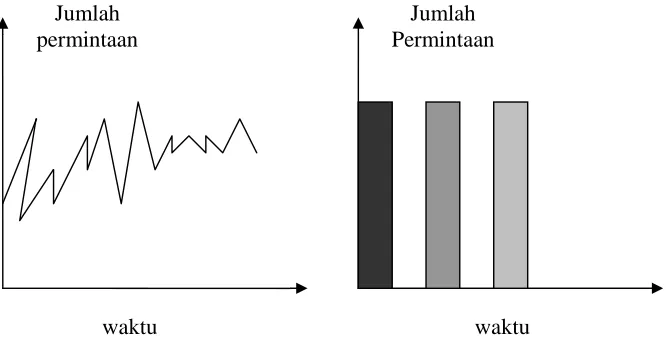
a. Persediaan barang jadi biasanya tergantung pada permintaan pasar atau
merupakan independent demand inventory.
Independent demand inventory merupakan permintaan pasar yang
kadang-kadang terpengaruh oleh permintaan yang acak atau keinginan pelanggan yang
berubah-ubah.
b. Persediaan barang setengah jadi (work in process) dan bahan mentah (raw
materials) ditentukan oleh tuntutan proses produksi dan bukan pada keinginan
pasar dan merupakan dependent demand inventory.
Dependent demand inventory memiliki pola permintaan yang bergejolak atau
yang ada dan tidak ada atau “on-off”, karena penyelesaian barang jadi
dijadwalkan dalam paket atau lot.
Kedua pola permintaan di atas diilustrasikan seperti gambar berikut:
a. Independent Inventory b. Dependent Inventory
Gambar 2.3 Pola Independent dan Dependent Inventory
waktu waktu
Jumlah permintaan
14
Karena perbedaan pola permintaan ini, maka penentuan jumlah persediaan dan
kapan dilakukan pemesanan akan berbeda, yaitu:
a. Pada sistem independent demand inventory, maka model yang tepat adalah
pengisian kembali persediaan disesuaikan dengan jumlah yang dibutuhkan
atau merupakan penggantian atau replenishment. Pada saat persediaan mulai
berkurang, kondisi ini memacu untuk segera melakukan produksi sebagai ganti
persediaan yang telah digunakan.
b. Pada sistem dependent demand inventory, apabila persediaan berkurang maka
pemesanan belum dapat dilakukan. Pemesanan baru akan dilakukan jika ada
permintaan barang dari tahapan proses produksi berikutnya.
2.5 Model Inventory Control
Di dalam persediaan terdapat berbagai jenis model yang dapat digunakan. Dari
berbagai model yang tersedia, perusahaan dapat memilih satu atau beberapa model
yang sesuai dengan keadaan yang sering dihadapinya.
Adapun langkah-langkah yang perlu dilakukan untuk dapat membangun atau
membentuk model persediaan yang sesuai dengan kebutuhan adalah sebagai berikut:
a. Pelajari keadaan yang berkaitan dengan persediaan dan kemudian merumuskan
sifat-sifat atau ciri-ciri keadaan tersebut.
b. Merumuskan asumsi-asumsi yang dibutuhkan.
c. Membuat rumus atau persamaan biaya persediaan.
d. Mengoptimumkan rumus atau persamaan tersebut dengan menentukan titik
atau waktu pemesanan serta jumlah pemesanan.
Model persediaan dibentuk berdasarkan karakteristik yang terdapat dalam
a. Kebutuhan
Pola kebutuhan terhadap suatu barang dapat memiliki sifat deterministik
(diketahui dengan pasti) atau probabilistik (tidak pasti). Kebutuhan
deterministik dapat bersifat statis, yaitu sifat yang mempunyai laju pemakaian
konstan setiap saat. Atau kebutuhan deterministik yang bersifat dinamis, yaitu
kebutuhan yang diketahui dengan pasti namun bervariasi dari periode ke
periode.
b. Sistem Pemesanan
Sistem pemesanan yang dikenal dalam persediaan terbagi atas 2 (dua) sistem,
yaitu:
1. Pemesanan Tunggal
Sistem ini digunakan untuk jangka waktu yang tidak terlalu lama
(jangka pendek), karena kebutuhan untuk satu periode dapat dipenuhi
walau hanya dalam satu kali pemesanan.
2. Pemesanan Berulang
Dalam sistem ini kebutuhan untuk satu periode waktu dapat dipenuhi
dengan melakukan pemesanan atau pembuatan berulang kali. Sistem
ini dapat dibagi dua, yaitu: sistem pemesanan dengan ukuran
pemesanan tetap dan sistem pemesanan dengan selang waktu tetap.
c. Waktu Tenggang (Lead Time)
Waktu tenggang dapat juga bersifat deterministik (diketahui dengan pasti) atau
probabilistik (tidak pasti).
Metode inventory control yang digunakan untuk melakukan perhitungan yakni
tingkat persediaan optimal dengan laju produksi tertentu. Dan variabel-variabel yang
diperlukan untuk melakukan perhitungan adalah sebagai berikut:
m = kecepatan produksi per satuan waktu
n = jumlah yang dibutuhkan per satuan waktu
16
t = waktu satu putaran produksi
T = waktu dalam satu periode
Q = tingkat produksi optimal tiap putaran produksi
Cc = biaya penyimpanan CPO per kilogram
Cs = biaya pengadaan produksi CPO
Untuk memodelkan ataupun merumuskan model persediaan yang akan
diuraikan dalam tulisan ini, maka diberikan asumsi-asumsi sebagai berikut:
a. Kecepatan permintaan, n kg per satuan waktu dan diadakan segera sebelum
persediaan habis.
b. Kecepatan pengadaan persediaan, m kg per satuan waktu.
c. Kurun waktu antara dua putaran produksi adalah tetap.
d. Tingkat persediaan adalah sama untuk tiap putaran produksi.
e. Tidak terjadi kehabisan persediaan (stock-out).
Pada umumnya, pengendalian persediaan selalu berasumsi bahwa melakukan
pengadaan persediaan kembali selalu bisa dilakukan dalam waktu yang bersamaan di
saat persediaan habis . Tetapi kenyataannya kondisi ini tidaklah ada, pihak perusahaan
tentu saja mempertimbangkan tentang kapasitas mesin produksi yang pada umumnya
terbatas sehingga tidak mungkin pengadaan persediaan dilakukan dengan seketika.
Ide di atas inilah yang akan dijadikan dasar pemilihan model pengendalian
persediaan. Dengan menggunakan notasi-notasi dan asumsi-asumsi yang sudah
dipaparkan sebelumnya untuk menurunkan rumus sehingga diperoleh tingkat
persediaan optimal dengan biaya minimum.
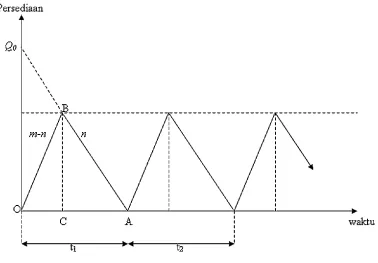
Asumsikan produksi berjalan kontinu, dengan kecepatan produksi m kg per
satuan waktu. Jika jumlah permintaan n kg per satuan waktu, maka persediaan dalam
gudang (stock) akan sama dengan (m-n) kg per satuan waktu. Dan jika produksi
berhenti, maka persediaan berkurang dengan kecepatan n kg per satuan waktu.
Gambar 2.4 Grafik Model Inventory Control
Dari gambar 2.4 terlihat bahwa dalam setiap putaran produksi, yaitu ketika t1,
persediaan bertambah dengan kecepatan (m-n) kg per satuan waktu. Namun ketika t2,
persediaan berkurang dengan kecepatan n kg per satuan waktu.
Misalkan ketika akhir dari bagian t1, persediaannya adalah S. Maka:
(
m n)
t
S = 1. − dan S =t2.n
atau
n m
S t
− =
1 dan
n S
t2 = …(1)
Jika Q adalah tingkat persediaan pada satu putaran produksi, maka:
S n t
Q− 1. = …(2)
18 S n n m S Q = − − . Q m n m
S = − . …(3)
Biaya penyimpanan (Carrying cost) untuk satu putaran produksi dapat dilihat dari luas
OBC dan ABC, yaitu:
(
t t)
S CcCc St
St . . .
2 1 . . 2 1 . 2 1 2 1 2
1 ⎟ = +
⎠ ⎞ ⎜
⎝
⎛ +
Sehingga diperoleh biaya penyimpanan per satuan waktu, yaitu:
(
)
Cc S t t Cc S t t . . 2 1 . . . 2 1 2 1 2 1 = + + …(4)Substitusi persamaan (3) ke dalam persamaan (4), sehingga diperoleh:
Cc Q m n m Cc
S . . .
2 1 . . 2 1 ⎥⎦ ⎤ ⎢⎣ ⎡ −
= …(5)
Biaya pengadaan (Set-up costs) satu putaran produksi adalah:
2 1 t
t Cs
− …(6)
Substitusikan persamaan (1) ke dalam persamaan (6), maka:
n S n m S Cs t t Cs + − = + 2 1
(
m n)
n(
)
Sm Cs n n m− . .
= …(7)
Substitusikan persamaan (3) ke dalam persamaan (7) dan diperoleh:
(
)
(
)
(
)
⎥⎦⎤ ⎢ ⎣ ⎡ − ⎥⎦ ⎤ ⎢⎣ ⎡ − = − Q n m m m n n m Cc Sm Cs n n m . . . . .Maka diperoleh biaya pengadaan (Set-up costs) per satuan waktu adalah:
Q n Cc .
…(8)
Maka diperoleh seluruh total biaya per satuan waktu, yaitu:
( ) Cc Q CsQn n
n m
CQ . . . .
2 1 + ⎥⎦ ⎤ ⎢⎣ ⎡ −
= …(9)
( )Q
C optimal jika turunan pertama akan sama dengan nol dan C( )Q akan minimum dilihat pada turunan kedua. Dalam hal ini yang di cari dari persediaan adalah tingkat
produksi optimalnya.
( )
( )
. 1 . 02 1 2 = − ⎥⎦ ⎤ ⎢⎣ ⎡ − = Q n Cs Cc m n Q d dCQ
Cc Q Cs n m n . . 2 . .
1 2 =
⎥⎦ ⎤ ⎢⎣ ⎡ − ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − = m n Cc n Cs Q 1 . . . 2 2
20 ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − = m n Cc n Cs Q 1 . . . 2 …(10)
Waktu optimal yang dibutuhkan untuk satu putaran produksi adalah:
n Q
t 0
0 = …(11)
Substitusikan persamaan (10) ke dalam persamaan (11) dan diperoleh waktu
optimalnya, yaitu: ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − = m n n Cc Cs t 1 . . . 2 0 …(12)
Menentukan total biaya minimum dilakukan dengan cara mensubstitusikan nilai Q 0
pada persamaan (9) sehingga menjadi:
( ) 0 0 . . . . 2 1 0 Q n Cs Q Cc m n m
CQ +
⎥⎦ ⎤ ⎢⎣ ⎡ − = ⎥ ⎥ ⎥ ⎥ ⎦ ⎤ ⎢ ⎢ ⎢ ⎢ ⎣ ⎡ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − + ⎥ ⎥ ⎥ ⎥ ⎦ ⎤ ⎢ ⎢ ⎢ ⎢ ⎣ ⎡ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − ⎥⎦ ⎤ ⎢⎣ ⎡ − = m n Cc n Cs n Cs m n Cc n Cs Cc m n m 1 . . . 2 . 1 . . . 2 . . . 2 1
( ) Cs n
m n Cc n Cs Cc m n m C m n Cc n Cs Q . 1 . 2 . . . 2 1 . 1 . . . 2 0 + ⎥ ⎥ ⎥ ⎥ ⎦ ⎤ ⎢ ⎢ ⎢ ⎢ ⎣ ⎡ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − ⎥⎦ ⎤ ⎢⎣ ⎡ − = ⎥ ⎥ ⎥ ⎥ ⎦ ⎤ ⎢ ⎢ ⎢ ⎢ ⎣ ⎡ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ −
( )
⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − =
m n Cc
n Cs
n Cs CQ
1 .
. . 2
. . 2
0
⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − =
m n n Cs Cc. . . 1 .
2
Sehingga diperoleh persamaan untuk biaya minimum per satuan waktu,yaitu:
( ) = Cc Cs n ⎜⎝⎛ −mn⎟⎠⎞ CQ 2. . . . 1
22
BAB III
PENGUMPULAN DATA
3.1 Sejarah Singkat PT.PP London Sumatera Utara Tbk, Turangie Oil Mill (TOM)
PT. Perusahaan Perkebunan London Sumatera Indonesia, Tbk adalah salah satu
perusahaan Penanaman Modal Asing (PMA) oleh Horrison Crosfield Ltd, England.
Perusahaan ini berdiri pada tanggal 18 Desember 1926 dengan akte notaris Raden
Kardiman di Jakarta dan berkantor pusat di Jalan Jendral Ahmad Yani No. 2 Medan.
Saat keadaan politik Indonesia kurang stabil, perusahan ini kemudian diambil
alih oleh pemerintah Indonesia pada tanggal 22 Januari 1964. Setelah keadaan politik
mulai membaik, maka pada tanggal 26 Maret 1968 ditandatanganilah perjanjian antara
pemerintah Indonesia dengan Horrison Crosfield Ltd, England untuk membuat izin
usaha yang mulai berlaku pada tanggal 1 April 1968 hingga 31 Maret 1998. Meskipun
sekarang, Horrison Crosfield Ltd, England ini sudah menjadi milik Indonesia tetapi
perusahaan ini masih merupakan penanaman modal asing.
3.1.1 Lokasi Perusahaan
Turangie Oil Mill (TOM) berada di Kecamatan Salapian, Kabupaten Langkat
Sumatera Utara dengan jarak ± 63 km dari kota Medan. TOM yang berasal dari PT.
PP London Sumatera sendiri berada di Distrik Langkat yaitu Pulau Rambung,
Turangie dan Bungara Estate.
a. Sebelah Barat berbatasan dengan Kecamatan Bohorok.
b. Sebelah Timur berbatasan dengan Kecamatan Kuala.
c. Sebelah Utara berbatasan dengan Pulau Rambung.
d. Sebelah Selatan berbatasan dengan Marike.
3.1.2 Ruang Lingkup Usaha dan Struktur Organisasi
Turangie Oil Mill (TOM) adalah perusahaan industri yang bergerak pembuatan Crude
Palm Oil (CPO) dan Palm Kernel (PK). Perusahaan ini menjalankan operasinya untuk
menghasilkan Crude Palm Oil (CPO) dan Palm Kernel (PK) sejak tahun 1968. CPO
dan Kernel yang dihasilkan kemudian disalurkan ke perusahaan lain untuk diolah
lebih lanjut menjadi bahan jadi.
Struktur organisasi pada Turangie Oil Mill (TOM) merupakan organisasi
lini-fungsional yang memperlihatkan wewenang dan tanggung jawab setiap orang secara
vertikal. Dimana wewenang pimpinan tertinggi dilimpahkan ke satuan-satuan di
bawahnya sesuai fungsi-fungsi pekerjaan yang ada. Pimpinan satuan dari bidang
tertentu dapat memerintah dan meminta pertanggung jawaban dari pimpinan satuan
pelaksana.
3.2 Pengumpulan Data
Pengumpulan data dilakukan dengan cara mempelajari data-data yang sudah tersedia
di arsip-arsip milik Turangie Oil Mill (TOM) yang nantinya akan digunakan untuk
mengolah data.
Data yang diperoleh dari hasil pencatatan serta wawancara dan diskusi dengan
staff maupun karyawan Turangie Oil Mill (TOM), yaitu berupa:
a. Data jumlah produksi CPO selama periode Januari 2007 sampai dengan
24
b. Data jumlah penyaluran produksi CPO selama periode Januari 2007 sampai
dengan Desember 2008.
c. Data biaya pengadaan produksi (set-up costs) selama tahun 2007 sampai
dengan tahun 2008, biaya-biaya ini meliputi:
1. Biaya memperoleh karyawan/gaji karyawan
2. Biaya perawatan mesin-mesin
3. Biaya transportasi
4. Dan lain-lain.
d. Data biaya penyimpanan (carrying costs) selama tahun 2007 sampai dengan
tahun 2008. Biaya penyimpanan ini dihitung sebesar 17 % dari harga pokok
CPO per kilogram.
Hasil pengumpulan data yang diperoleh dari pengamatan dan pencatatan serta
[image:35.612.186.458.489.715.2]hasil diskusi dengan pihak perusahaan Turangie Oil Mill (TOM) dapat dilihat pada
tabel 3.1, tabel 3.2, tabel 3.3 dan tabel 3.4.
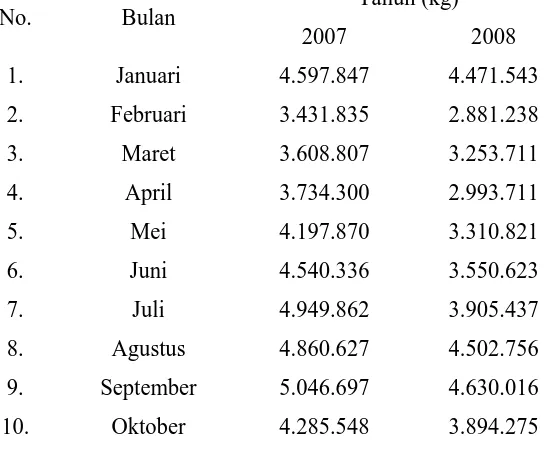
Tabel 3.1 Jumlah Produksi CPO Tahun 2007 s/d 2008
No. Bulan Tahun (kg)
2007 2008
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
Januari
Februari
Maret
April
Mei
Juni
Juli
Agustus
September
Oktober
4.597.847 4.471.543
3.431.835 2.881.238
3.608.807 3.253.711
3.734.300 2.993.711
4.197.870 3.310.821
4.540.336 3.550.623
4.949.862 3.905.437
4.860.627 4.502.756
5.046.697 4.630.016
11.
12.
November
Desember
3.863.449 4.102.363
3.682.200 4.079.893
Jumlah 50.799.378 45.576.387
Sumber: Turangie Oil Mill (TOM)
Tabel 3.2 Jumlah Penyaluran CPO Tahun 2007 s/d 2008
No. Bulan Tahun (kg)
2007 2008
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
Januari
Februari
Maret
April
Mei
Juni
Juli
Agustus
September
Oktober
November
Desember
4.293.920 2.467.490
2.861.730 4.453.750
4.222.760 3.193.100
3.493.430 3.069.680
4.051.170 2.069.560
4.318.550 3.667.040
5.336.310 3.278.290
4.700.120 4.784.030.
5.201.860 4.075.270
4.134.920 5.731.020
4.250.170 3.821.330
3.174.410 4.609.580
Jumlah 50.039.350 45.220.140
Sumber: Turangie Oil Mill (TOM)
Tabel 3.3 Biaya Pengadaan Produksi CPO Tahun 2007 dan 2008
Tahun Biaya
2007
2008
Rp. 1.311.879.032
Rp. 1.175.652.640
Jumlah Rp. 2.487.531.672
26
Tabel 3.4 Harga Pokok CPO Tahun 2007 dan 2008
Tahun Biaya / kg
2007
2008
Rp. 5.000
Rp. 8.299
Jumlah Rp. 13.299
BAB IV
ANALISA DAN PENGOLAHAN DATA
4.1 Penyajian Data Berkelompok
Data mentah yang diperoleh dari arsip-arsip yang ada di Turangie Oil Mill (TOM)
kemudian di sajikan dalam bentuk daftar distribusi frekwensi dengan panjang kelas
yang sama.
Adapun langkah-langkah untuk membuat daftar distribusi frekwensi untuk
kapasitas produksi CPO adalah sebagai berikut:
a. Menentukan rentang (R)
R = data terbesar – data terkecil
R = 5.046.697 – 2.881.238
R = 2.165.459
b. Menentukan banyak kelas interval (C)
C = 1+3.3logn
C = 1+3.3log24
C = 55465, ≈ 6
Maka selanjutnya adalah membuat daftar distribusi frekwensi untuk jumlah
produksi CPO dengan banyak kelas 6.
28
C R =
p
6 459 . 165 . 2 =
p
83 , 909 . 360
=
p ≈ 360.910
Untuk memudahkan perhitungan, maka dilakukan pembulatan untuk nilai p
dari 360.909,83 menjadi 360.910.
d. Ujung bawah dari kelas interval diambil dari nilai data terkecil yaitu
2.881.238.
e. Membuat tabel daftar distribusi frekwensi kelompok dari jumlah produksi
[image:39.612.158.491.361.539.2]CPO.
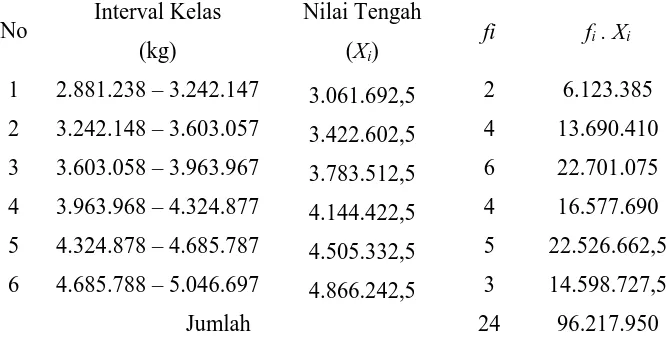
Tabel 4.1 Frekwensi Jumlah Produksi CPO Tahun 2007 s/d 2008
No Interval Kelas (kg)
Nilai Tengah
(Xi)
fi fi . Xi
1
2
3
4
5
6
2.881.238 – 3.242.147
3.242.148 – 3.603.057
3.603.058 – 3.963.967
3.963.968 – 4.324.877
4.324.878 – 4.685.787
4.685.788 – 5.046.697
3.061.692,5 2 6.123.385
3.422.602,5 4 13.690.410
3.783.512,5 6 22.701.075
4.144.422,5 4 16.577.690
4.505.332,5 5 22.526.662,5
4.866.242,5 3 14.598.727,5
Jumlah 24 96.217.950
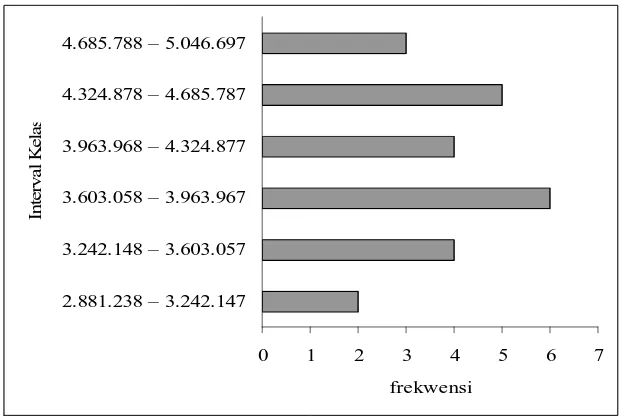
Data distribusi frekwensi produksi CPO di atas dapat di sajikan dalam gambar
0 1 2 3 4 5 6 7
2.881.238 – 3.242.147 3.242.148 – 3.603.057 3.603.058 – 3.963.967 3.963.968 – 4.324.877 4.324.878 – 4.685.787 4.685.788 – 5.046.697
In
terval K
e
la
s
frekwensi
[image:40.612.177.487.53.262.2]Gambar 4.1 Frekwensi Jumlah Produksi CPO
Berdasarkan tabel distribusi frekwensi untuk jumlah produksi CPO di atas, maka dapat dihitung rata-rata produksi per bulan (m), yaitu:
(
)
25 , 081 . 009 . 4 24
950 . 217 . 96
.
= =
=
∑
∑
m
f X f m
i i i
Jadi rata-rata produksi CPO per bulan (m) adalah sebesar 4.009.081,25 kg
Pembentukan tabel daftar distribusi frekwensi untuk jumlah penyaluran CPO
dapat dilakukan dengan cara yang sama seperti membentuk tabel distribusi frekwensi
untuk jumlah produksi CPO. Langkah-langkahnya antara lain:
a. Menentukan rentang (R)
R = data terbesar – data terkecil
R = 5.731.020 – 2.069.560
R = 3.661.460
30
C = 1+3.3logn
C = 1+3.3log24
C = 55465, ≈ 6
Maka daftar distribusi frekwensi untuk jumlah penyaluran produksi CPO
dengan banyak kelas 6.
c. Menentukan panjang kelas interval (p)
C R =
p
6 460 . 661 . 3 =
p
3333 , 243 . 610
=
p ≈ 610.244
Untuk memudahkan perhitungan, maka dilakukan pembulatan untuk nilai p
dari 610.243,3333 menjadi 610.244.
d. Ujung bawah kelas interval diambil dari nilai data terkecil yaitu 2.069.560.
e. Membuat tabel daftar distribusi frekwensi kelompok dari jumlah penyaluran
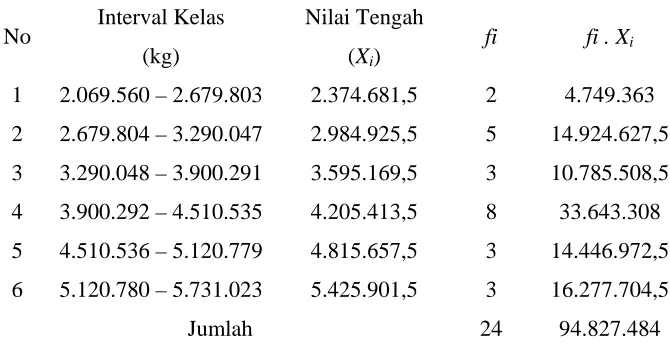
[image:41.612.157.492.521.698.2]produksi CPO.
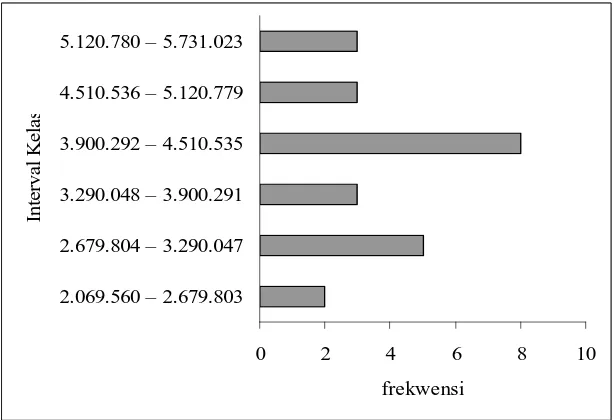
Tabel 4.2 Frekwensi Penyaluran CPO Tahun 2007 s/d 2008
No Interval Kelas (kg)
Nilai Tengah
(Xi)
fi fi . Xi
1
2
3
4
5
6
2.069.560 – 2.679.803
2.679.804 – 3.290.047
3.290.048 – 3.900.291
3.900.292 – 4.510.535
4.510.536 – 5.120.779
5.120.780 – 5.731.023
2.374.681,5 2 4.749.363
2.984.925,5 5 14.924.627,5
3.595.169,5 3 10.785.508,5
4.205.413,5 8 33.643.308
4.815.657,5 3 14.446.972,5
5.425.901,5 3 16.277.704,5
Data distribusi frekwensi penyaluran CPO di atas dapat disajikan dalam
gambar berikut:
0 2 4 6 8 10 2.069.560 – 2.679.803
2.679.804 – 3.290.047 3.290.048 – 3.900.291 3.900.292 – 4.510.535 4.510.536 – 5.120.779 5.120.780 – 5.731.023
In te rv a l K e la s frekwensi
Gambar 4.2 Frekwensi penyaluran CPO
Berdasarkan tabel distribusi frekwensi penyaluran minyak sawit mentah
(CPO), maka dapat ditentukan rata-rata penyaluran CPO per bulannya yaitu:
(
)
∑
∑
= i i i f X f n . 17 , 145 . 951 . 3 167 , 145 . 951 . 3 24 484 . 827 . 94 ≈ = = nJadi rata-rata jumlah penyaluran CPO per bulan (n) adalah sebesar 3.951.145,17 kg
Dari tabel 3.4 biaya pengadaan produksi CPO, diperoleh rata-rata biaya
pengadaan produksi CPO per bulan (Cs) yaitu:
32
Jadi biaya pengadaan (Cs) produksi CPO adalah sebesar Rp. 103.647.153,- per bulan.
Penghitungan biaya penyimpanan (Cc) didasarkan pada harga pokok CPO
dunia pada tahun 2007 dan 2008, di mana biaya penyimpanan per kilogram CPO
adalah sebesar 17 % dari harga pokoknya, yaitu sebesar:
42 , 130 . 1
5 , 649 . 6 100
17
) 2
8299 5000 ( % 17
= × =
+ ×
=
Cc Cc Cc
Dari perhitungan di atas, sehingga diperoleh biaya penyimpanan (Cc) CPO per
kilogram adalah sebesar Rp. 1.130,42,-.
4.2 Perhitungan dengan Inventory Control
Semua perhitungan pengendalian persediaan produksi dilakukan berdasarkan
data-data yang diperoleh dari dari PT.PP London Sumatera Indonesia Tbk, Turangie Oil
Mill (TOM) yang sebelumnya telah disajikan dalam tabel distribusi berkelompok.
Adapun perhitungan yang dilakukan antara lain:
a. Tingkat optimal produksi CPO dalam setiap putaran produksi
b. Interval waktu optimal untuk tiap putaran produksi
c. Total biaya pengadaan persediaan produksi
4.2.1 Tingkat Optimal Produksi (Q0)
Berdasarkan data yang telah disajikan dalam bentuk tabel distribusi frekwensi
berkelompok, maka diperoleh nilai dari:
a. Rata-rata jumlah produksi CPO per bulan
b. Rata-rata jumlah penyaluran CPO per bulan
n = 3.951.145,17
c. Rata-rata jumlah biaya pengadaan produksi (Set-up costs) CPO per bulan
Cs = Rp.103.647.153,-
d. Rata-rata biaya penyimpanan produksi CPO per kilogram
Cc = Rp. 1.130,42,-
Untuk selanjutnya, lakukan perhitungan tingkat produksi optimal CPO (Q0)
setiap putaran produksinya dengan menggunakan rumus:
(
)
(
)
(
)
⎜⎝⎛ − ⎟⎠⎞ = ⎟⎠ ⎞ ⎜⎝ ⎛ − = 25 , 081 . 009 . 4 17 , 145 . 951 . 3 1 . 42 , 130 . 1 17 , 145 . 951 . 3 . 153 . 654 . 103 . 2 1 . . . 2 0 0 Q m n Cc n Cs Q 33 , 052 . 081 . 7 328 , 052 . 081 . 7 3359382 , 16 10 19105212 , 8 0 14 0 ≈ = × = Q QDari perhitungan di atas, maka diperoleh tingkat produksi CPO optimal dalam
setiap putaran produksinya adalah sebanyak 7.081.052,33 kg.
4.2.2 Interval Waktu Optimal Produksi (t0)
Penghitungan interval waktu optimal produksi CPO menggunakan rumus:
34 79 , 1 33 , 663 . 545 . 64 306 . 294 . 207 25 , 081 . 009 . 4 17 , 145 . 951 . 3 1 . ) 17 , 145 . 951 . 3 ( . ) 42 , 130 . 1 ( ) 153 . 647 . 103 ( . 2 0 0 0 = = ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − = t t t
Maka, interval waktu optimal pada setiap putaran produksi adalah 1,79 bulan.
4.2.3 Biaya total minimum dalam persediaan produksi CPO
( )
( )0
Q
C
Penghitungan biaya total minimum dalam pengadaan persediaan produksi
menggunakan rumus: ( ) ( ) =
(
)
(
) (
)
⎜⎝⎛ − ⎟⎠⎞ ⎟⎠ ⎞ ⎜⎝ ⎛ − = 25 , 081 . 009 . 4 17 , 145 . 951 . 3 1 . 17 , 145 . 951 . 3 . 42 , 130 . 1 . 153 . 647 . 103 . 2 1 . . . . 2 0 0 Q Q C m n n Cc Cs C ( )(
)
(
)
( ) 115.671.726,3 115.671.726
014451211 , 0 . 10 258703833 , 9 0 0 17 ≈ = × = Q Q C C
Karena biaya total persediaan CPO yang diperoleh dari hasil perhitungan
adalah sebesar Rp. 115.671.726 per bulan, sehingga biaya pengadaan persediaan
produksi dalam setiap putaran produksi optimalnya adalah:
( ) − = × = × , 5 , 389 . 052 . 207 . 79 , 1 726 . 671 . 115 . 0 0 Rp Rp t CQ
Berdasarkan hasil perhitungan dengan menggunakan inventory control,
sehingga diperoleh jumlah produksi CPO dalam satu putaran produksi dengan biaya
Untuk selanjutnya dapat dihitung jumlah putaran produksi CPO, interval
waktu putaran produksi, dan lamanya mesin berproduksi tiap putaran produksi yang
dihitung dalam dua periode penelitian yaitu selama dua puluh empat bulan. Adapun
perhitungannya dilakukan sebagai berikut:
a. Jumlah putaran produksi dalam dua periode berturut-turut adalah:
41 , 13 79 , 1 24 = = t T
Dan jumlah putaran produksi CPO tiap periodenya adalah 6,7 bulan.
b. Biaya minimum dalam pengadaan persediaan produksi CPO dalam dua
periode sekaligus sebesar:
− = × = × , 543 . 572 . 776 . 2 . 41 , 13 5 , 389 . 052 . 207 . ) ( 0 Rp Rp t T CQ
Sehingga biaya pengadaan persediaan produksi CPO untuk setiap periodenya
adalah: 272 . 286 . 388 . 1 . 2 543 . 572 . 776 . 2 . Rp Rp =
c. Waktu yang dibutuhkan dalam tiap putaran produksi adalah:
77 , 1 25 , 081 . 009 . 4 33 , 052 . 081 . 7 0 = = m Q
Jadi lamanya waktu putaran produksinya adalah 1,77 bulan.
4.3 Perhitungan Berdasarkan Pola Produksi Perusahaan
Perhitungan ini merupakan hasil penelitian yang didasarkan pada pola produksi dari
pabrik kelapa sawit ini, yaitu:
a. Laju produksi CPO setiap bulannya adalah:
25 , 081 . 009 . 4 =
36
b. Laju penyaluran produksi CPO setiap bulan adalah:
17 , 145 . 951 . 3 =
n kg
c. Lamanya mesin berproduksi selama satu periode
65 , 23 25 , 081 . 009 . 4 484 . 827 . 94 = =
t bulan
Dengan demikian, perhitungan untuk menentukan total biaya yang dikeluarkan
oleh perusahaan untuk persediaan CPO adalah sebesar:
(
1.130,42) (
.4.009.081,25)
. 25 , 081 . 009 . 4 17 , 145 . 951 . 3 25 , 081 . 009 . 4 . 2 1 . . . . 2 1 ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − = + ⎟⎠ ⎞ ⎜⎝ ⎛ − = Q Q C Q n Cs Q Cc m n m C
(
)
(
)
− ≈ = + = + , 378 . 895 . 134 . 88 , 377 . 895 . 134 . 1 , 326 . 149 . 102 78 , 051 . 746 . 32 25 , 081 . 009 . 4 17 , 145 . 951 . 3 . 153 . 647 . 103 Rp Rp C C Q QMaka biaya untuk pengadaan persediaan produksi CPO dalam dua periode
sekaligus adalah sebesar:
− = × = × , 690 . 275 . 190 . 3 . 65 , 23 378 . 895 . 134 . Rp Rp t CQ
Dan biaya persediaan produksi CPO dalam satu periode adalah:
845 . 137 . 595 . 1 . 2 690 . 275 . 190 . 3 . Rp Rp = ,-
4.4 Rangkuman Pembahasan
Berdasarkan hasil perhitungan yang dilakukan pada subbab sebelumnya, dan hasilnya
a. Perhitungan yang dilakukan dengan metode inventory control (pengendalian
persediaan), maka diperoleh:
1. Tingkat optimal dari produksi CPO adalah sebesar 7.081.052,33 kg
2. Interval waktu optimal produksi adalah 1.79 bulan setiap putaran
produksinya dengan jumlah putaran produksi 6.7 setiap periode.
3. Biaya minimum dalam pengadaan persediaan produksi CPO setiap
periodenya sebesar Rp. 1.388.286.272,-
b. Perhitungan yang dilakukan berdasarkan kondisi perusahaan, diperoleh:
1. Laju produksi CPO setiap bulannya adalah 4.009.081,25 kg
2. Biaya pengadaan produksi CPO adalah sebesar Rp. 1.595.137.845,-
Perbandingan perhitungan antara metode inventory control dan cara yang
didasarkan pada kondisi perusahaan, dapat dilihat pada tabel berikut:
Tabel 4.3 Perbandingan perhitungan dengan 2 (dua) cara
Perhitungan dengan
kondisi perusahaan
Perhitungan dengan
inventory control
Tingkat produksi optimal CPO tiap
putaran produksi (kg) 4.009.081,25 7.081.052,33
Interval waktu produksi optimal tiap
putaran produksi (bulan) 1 1,79
Biaya total pengadaan produksi
dalam satu periode (Rp) 1.595.137.845 1.388.286.272
Dari tabel 4.4 di atas, dapat diketahui selisih biaya pengadaan produksi CPO
dalam satu periode adalah sebesar:
, 573 . 851 . 206 . 272 . 286 . 388 . 1 . 845 . 137 . 595 . 1
. Rp Rp
38
Maka dengan menerapkan teori inventory control (pengendalian persediaan),
perusahaan dapat memperkecil biaya pengadaan persediaan tiap putaran produksinya
sebesar:
, 631 . 237 . 17 . 08
, 631 . 237 . 17 . 12
573 . 851 . 206 .
Rp Rp
Rp
≈
= -
Dengan ketentuan bahwa interval waktu optimal setiap putaran produksi
adalah 1,79 bulan dan tingkat produksi optimal CPO sebanyak 7.081.051,09 kg per
putaran produksi , maka perusahaan seharusnya dapat menghemat biaya pengadaan
persediaan produksi sebesar:
− ≈
=
×1,79 .30.855.359,45 .30.855.359, 631
. 237 . 17
. Rp Rp
BAB V
KESIMPULAN DAN SARAN
5.1 Kesimpulan
Berdasarkan perhitungan yang telah dilakukan pada bab sebelumnya, maka dapat
diperoleh beberapa kesimpulan, antara lain:
a. Tingkat produksi CPO optimal pada Turangie Oil Mill (TOM) dalam
pengadaan persediaan sebesar 7.081.052,33 kg setiap putaran produksi.
b. Interval waktu optimal yang dibutuhkan untuk memproduksi CPO secara
optimal pada Turangie Oil Mill (TOM) adalah 1,79 bulan.
c. Total biaya pengadaan persediaan produksi CPO selama interval waktu
optimal pada Turangie Oil Mill (TOM) adalah sebesar Rp. 207.052.389,5,- per
putaran produksi.
d. Perusahaan dapat menghemat biaya sebesar Rp. 17.237.631,- perbulannya
dengan menerapkan inventory control dalam kegiatan produksinya.
5.2 Saran
Adapun hasil dari pembahasan dan perhitungan yang dilakukan oleh penulis dalam
penelitian ini, maka penulis dapat menyarankan beberapa hal kepada pihak
40
1. Untuk merencanakan proses produksi pada periode-periode selanjutnya,
diharapkan dapat menggunakan model Inventory Control yang ada dalam
tulisan ini sebagai salah satu alternative panduan penyusunan pola produksi
dengan tetap mempertimbangkan perubahan yang ada.
2. Pihak perusahaan dapat lebih meningkatkan produksi CPO secara optimal
dengan mengganti interval waktu produksi agar jumlah putaran produksi
DAFTAR PUSTAKA
Aminuddin. 2005. “Prinsip-Prinsip Operasi Riset”. Jakarta: Erlangga.
Baroto, Teguh. 2002. “Perencanaan dan Pengendalian Produksi”. Cetakan Pertama.
Jakarta: Ghalia Indonesia.
Siagian, P. 1987. “Penelitian Operasional Teori dan Praktek”. Cetakan Pertama.
Jakarta: UI PRESS.
Siswanto. 2007. “Operation Research”. Jilid II. Jakarta:Erlangga.
Subagyo, Pangestu., Asri, Marwan., dan Hani, T. Handoko. 2005. “Dasar-Dasar
Operation Research”. Cetakan keempat. Yogyakarta: BPFE.
Sudjana. 2001. “Metoda Statistika”. Cetakan 6. Bandung: Tarsito.
Sumayang, Lalu. 2003. “Dasar-Dasar Manajemen Produksi & Operasi”. Jakarta: