STUDI GERAK DAN WAKTU PADA KEGIATAN PRODUKSI
AIR MINUM DALAM KEMASAN (AMDK) DI PT
KRAKATAU DAYA TIRTA, CILEGON
WENNY SULISTYOWATI
DEPARTEMEN TEKNIK MESIN DAN BIOSISTEM FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR BOGOR
PERNYATAAN MENGENAI SKRIPSI DAN
SUMBER INFORMASI SERTA PELIMPAHAN HAK CIPTA
Dengan ini saya menyatakan bahwa skripsi berjudul Studi Gerak dan Waktu pada Kegiatan Produksi Air Minum dalam Kemasan (AMDK) di PT Krakatau Daya Tirta, Cilegon adalah benar karya saya dengan arahan dan bimbingan Dr Ir Sam Herodian, MS sebagai pembimbing dan belum diajukan dalam bentuk apa pun kepada perguruan tinggi mana pun. Sumber informasi yang berasal atau dikutip dari karya yang diterbitkan maupun tidak diterbitkan dari penulis lain telah disebutkan dalam teks dan dicantumkan dalam Daftar Pustaka di bagian akhir skripsi ini.
Dengan ini saya melimpahkan hak cipta dari karya tulis saya kepada Institut Pertanian Bogor.
ABSTRAK
WENNY SULISTYOWATI. Studi Gerak dan Waktu pada Kegiatan Produksi Air Minum dalam Kemasan (AMDK) di PT Krakatau Daya Tirta, Cilegon. Dibimbing Oleh SAM HERODIAN.
Perusahaan Krakatau Daya Tirta merupakan perusahaan yang bergerak di bidang penyediaan air minum dalam kemasan (AMDK). Setiap perusahaan ingin meningkatkan produktivitas untuk memperoleh keuntungan yang tinggi, oleh sebab itu penggunaan waktu dan gerakan kerja harus efisien dan efektif. Waktu siklus yang digunakan pekerja kegiatan produksi AMDK di awal dan akhir shift berbeda. Kegiatan meletakkan AMDK cup 240 ml ke dalam kardus menggunakan waktu standar sebesar 37.96 detik. Kegiatan perakitan kardus dan proses akhir pengemasan menggunakan waktu standar sebesar 38.48 detik. Kegiatan pre wash galon 1, 2, 3, dan 4 menggunakan waktu standar sebesar 6.92; 24.13; 7.92; dan 48.31 detik. Menurut Nordic Body kuesioner, pekerja kegiatan meletakkan cup ke dalam kardus dan pekerja kegiatan pre wash mengalami rasa sakit pada anggota tubuhnya setelah melakukan pekerjaan. Oleh karena itu, postur kerja kegiatan tersebut dianalisa dengan metode Rapid Upper Limb Assessment (RULA) untuk mengetahui tingkat risiko cidera pada tubuh.
Kata kunci: efektif, efisien, produktivitas, RULA, waktu standar
ABSTRACT
WENNY SULISTYOWATI. Time and Motion Study in Production Process of AMDK PT Krakatau Daya Tirta, Cilegon. Supervised by SAM HERODIAN.
Krakatau Daya Tirta is a company that engaged in the provision of packaged drinking water (AMDK). Every company wants to increase productivity to obtain high profits, therefore, the use of time and labor movement must be efficient and effective. Cycle of time that used by workers of production of packaged drinking water (AMDK) at the beginning and end of shift is different. The activity to put the AMDK 240 ml cup into the cardboard was using standard time at 37.96 seconds. The activity of cardboard assembly and final packaging process was using standard time at 38.485 seconds. The activity to pre-wash gallon 1, 2, 3, and 4 used standard time in the early shift at 6.92; 24.13; 7.92; and 48.31 seconds. According to Body Nordic questionnaire, workers put the cup into the cardboard and pre-wash workers having pain in them limbs after doing the work. Therefore, these activities work postures were analyzed by Rapid Upper Limb Assessment (RULA) method to determine the risk level of injury to the body.
Skripsi
sebagai salah satu syarat untuk memperoleh gelar Sarjana Teknik
pada
Departemen Teknik Mesin dan Biosistem
STUDI GERAK DAN WAKTU PADA KEGIATAN PRODUKSI
AIR MINUM DALAM KEMASAN (AMDK) DI PT
KRAKATAU DAYA TIRTA, CILEGON
WENNY SULISTYOWATI
DEPARTEMEN TEKNIK MESIN DAN BIOSISTEM FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR BOGOR
Judul Skripsi: Studi Gerak dan Waktu pada Kegiatan Produksi Air Minum dalam
Nama NIM
Kemasan (ADK) di PT Krakatau Daya Tirta, Cilegon
: Wenny Sulistyowati : F14100089
Disetujui oleh
Dr Ir Sam MS
Pembimbing Akadeinik
PRAKATA
Puji dan syukur penulis panjatkan kepada Allah subhanahu wa ta’ala atas segala karunia-Nya sehingga karya ilmiah ini berhasil diselesaikan. Tema yang dipilih dalam penelitian yang dilaksanakan sejak bulan Maret 2014 ini adalah ergonomika, dengan judul Studi Gerak dan Waktu pada Kegiatan Produksi Air Minum dalam Kemasan (AMDK) di PT Krakatau Daya Tirta, Cilegon.
Dengan diselesaikannya penelitian hingga tersusunnya skripsi ini, penulis ingin menyampaikan penghargaan dan terimakasih yang sebesar-besarnya kepada: 1. Orang tua yang selalu memberikan doa, semangat, dan kasih sayangnya
hingga skripsi ini dapat terselesaikan.
2. Dr Ir Sam Herodian, MS selaku dosen pembimbing skripsi, yang selalu memberikan bimbingan, masukan, dan saran dalam menyelesaikan skripsi ini. 3. Dr Ir Radite Praeko Agus Setiawan, M Agr dan Dr Ir M Faiz Syuaib, M Agr selaku dosen penguji skripsi, yang memberikan masukan dan saran dalam menyelesaikan skripsi ini.
4. Departemen Teknik Mesin dan Biosistem dan Fakultas Teknologi Pertanian yang telah membantu dan memberikan ijin pelaksanaan penelitian.
5. PT Krakatau Tirta Industri dan PT Krakatau Daya Tirta, selaku perusahaan yang telah memberikan kesempatan kepada penulis untuk melaksanakan penelitian.
6. Segenap karyawan bagian produksi AMDK PT Krakatau Daya Tirta yang telah membantu selama pelaksanaan penelitian.
7. Puri Sahanaya, Siti Rustyawati, Yayuk Aeni dan seluruh teman-teman TMB angkatan 47 yang selalu memberikan masukan dan semangat selama penyusunan skripsi ini.
Penulis menyadari sepenuhnya bahwa penyusunan skripsi ini masih belum sempurna, oleh karena itu penulis mengharapkan kritik dan saran dari semua pihak sebagai upaya perbaikan selanjutnya, serta penulis berharap semoga laporan ini dapat bermanfaat bagi kita semua.
DAFTAR ISI
DAFTAR TABEL ix
DAFTAR GAMBAR ix
DAFTAR LAMPIRAN ix
PENDAHULUAN 1
Latar Belakang 1
Tujuan Penelitian 2
Ruang Lingkup Penelitian 2
METODE 2
Waktu dan Tempat Penelitian 2
Alat dan Bahan 3
Subjek dan Objek Penelitian 3
Metode Penelitian 3
HASIL DAN PEMBAHASAN 9
Proses Produksi Air Minum Dalam Kemasan 9
Analisa Waktu Kerja pada Proses Produksi AMDK 10
Analisa Metode Kerja Proses Produksi AMDK 13
Analisa Gerakan Kerja Proses Produksi AMDK 17
Perbaikan Tata Laksana Kerja Produksi AMDK 23
SIMPULAN DAN SARAN 30
Simpulan 30
Saran 30
DAFTAR PUSTAKA 31
LAMPIRAN 32
DAFTAR TABEL
1 Nilai faktor lingkungan kerja kegiatan produksi AMDK 10 2 Nilai waktu siklus, SD, BKA, dan BKB bagian pengemasan cup 11 3 Nilai waktu siklus, SD, BKA, dan BKB bagian pre wash 11
4 Nilai kecukupan data bagian pengemasan cup 12
5 Nilai kecukupan data bagian pre wash galon 19 liter 12 6 Waktu normal dan standar bagian pengemasan cup 240 ml 13 7 Waktu normal dan standar bagian pre wash galon 19 liter 13 8 Keluaran standar kegiatan pengemasan cup ke dalam kardus 16 9 Keluaran standar kegiatan pre wash galon 19 liter 16 10 Waktu penggunaan tangan kanan dan kiri kegiatan pengemasan cup ke
dalam kardus 18
11 Waktu penggunaan tangan kanan dan kiri kegiatan pre wash galon 19 12 Hasil analisa RULA usulan perbaikan postur kerja kegiatan peletakan
cup 21
13 Hasil analisa RULA usulan perbaikan postur kerja kegiatan pre wash 1 22 14 Hasil analisa RULA usulan perbaikan postur kerja kegiatan pre wash 2 24 15 Hasil analisa RULA usulan perbaikan postur kerja kegiatan pre wash 2 25 16 Tabel RULA kegiatan produksi AMDK cup dan galon 26
DAFTAR GAMBAR
1 Tampilan human measurement editor pada CAD 6
2 Tampilan human activity analysis pada CAD 7
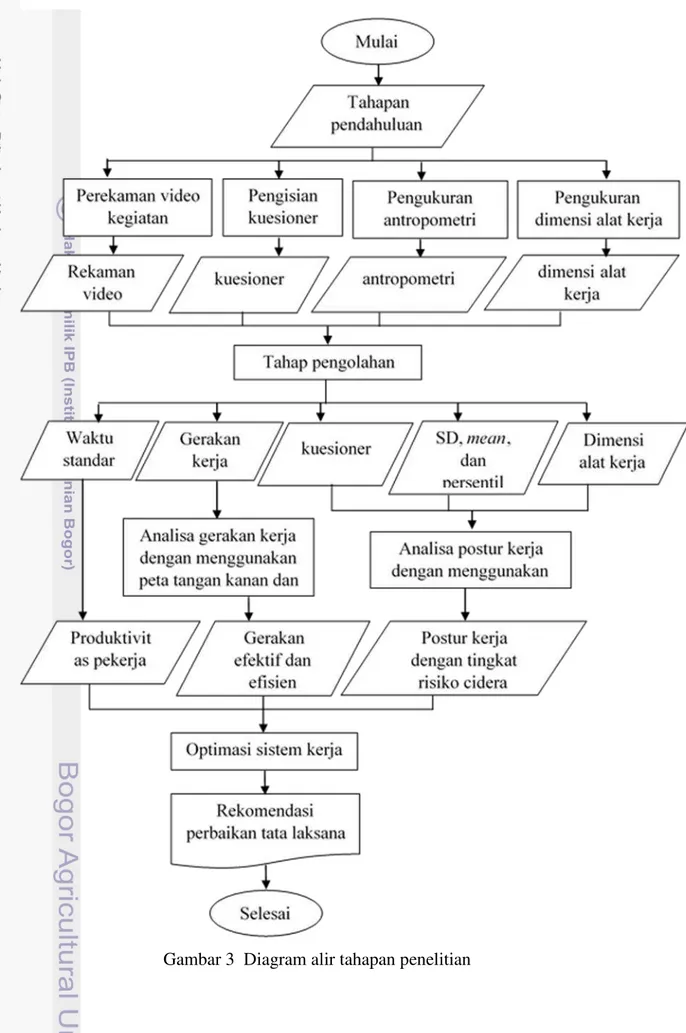
3 Diagram alir tahapan penelitian 8
4 Tahap penyaringan air baku sampai tahap pengisian AMDK cup 240 9
5 Elemen kerja kegiatan merakit kardus 14
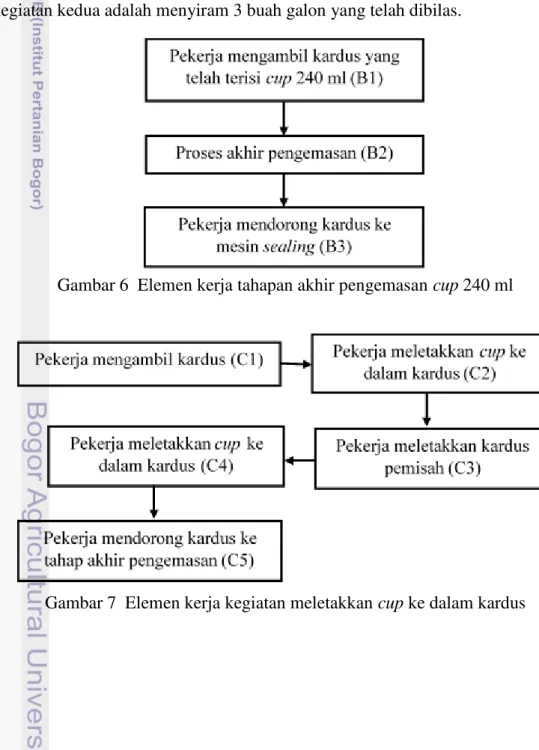
6 Elemen kerja tahapan akhir pengemasan cup 240 ml 14 7 Elemen kerja kegiatan meletakkan cup ke dalam kardus 14
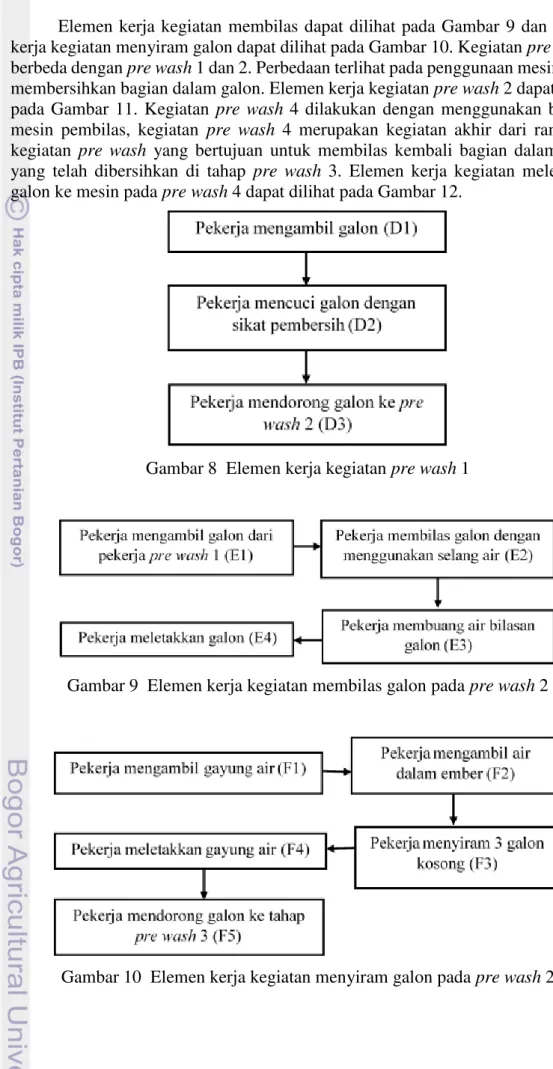
8 Elemen kerja kegiatan pre wash 1 15
9 Elemen kerja kegiatan membilas galon pada pre wash 2 15 10 Elemen kerja kegiatan menyiram galon pada pre wash 2 15
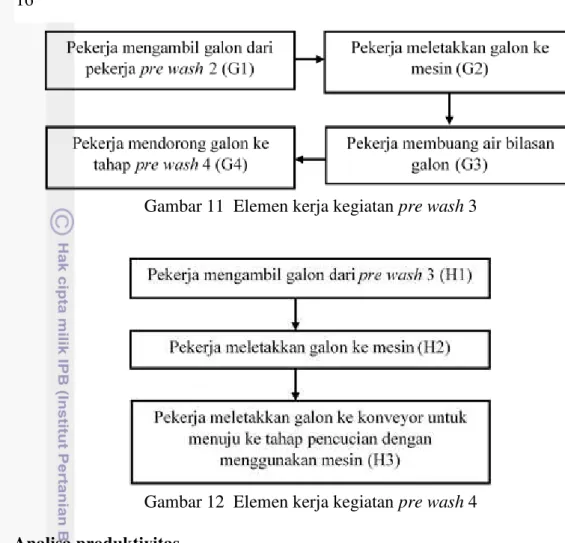
11 Elemen kerja kegiatan pre wash 3 16
12 Elemen kerja kegiatan pre wash 4 16
13 Postur kerja kegiatan peletakan cup ke dalam kardus 20
14 Manekin postur bagian kanan 20
15 Manekin postur bagian kiri 21
16 Postur kerja kegiatan pre wash galon 1 22
17 Manekin pekerja pada kegiatan pre wash 1 23
18 Mengambil galon kosong (a) dan membilas galon kosong (b) 23 19 Manekin pekerja pada kegiatan pre wash 2 mengambil galon kosong 24 20 Manekin pekerja pada kegiatan pre wash 2 membilas galon kosong 25
21 Manekin usulan perbaikan kegiatan 27
22 Manekin usulan perbaikan kegiatan pre wash 1 28
24 Usulan perbaikan kursi kegiatan pre wash 2 29
DAFTAR LAMPIRAN
1 Kelonggaran 32
2 Faktor penyesuaian pekerja 34
3 Peta tangan kanan dan kiri elemen kerja mengambil kardus yang akan
dirakit 35
4 Peta tangan kanan dan kiri elemen kerja proses akhir pengemasan 36 5 Peta tangan kanan dan kiri elemen kerja mendorong kardus ke mesin
PENDAHULUAN
Latar Belakang
Kota Cilegon terletak di provinsi Banten yang berada di ujung barat laut Pulau Jawa, di tepi Selat Sunda. Jumlah penduduk Kota Cilegon meningkat setiap tahunnya. Menurut BPS (2012) pada tahun 2010 total penduduk Cilegon tercatat 374 464 jiwa sedangkan pada tahun 2011 jumlah penduduk meningkat mencapai 385 720 jiwa. Kenaikan jumlah penduduk juga terjadi pada tahun 2012 yaitu mencapai 392 341 jiwa dengan laju pertumbuhan penduduk sebesar 1.67 % per tahun. Semakin meningkatnya jumlah penduduk dari tahun ke tahun mendorong pemerintahan provinsi Banten untuk meningkatkan ketersediaan air minum dalam kemasan (AMDK) yang berkualitas untuk masyarakatnya.
PT Krakatau Tirta Industri (KTI) merupakan salah satu perusahaan di bidang industri air bersih di kawasan Cilegon. Pada tahun 2006, PT Krakatau Tirta Industri melakukan kerjasama operasional (KSO) dengan PT Krakatau Daya Listrik (KDL) membentuk PT Krakatau Daya Tirta (KDL) yang bergerak dalam produksi AMDK. Menurut Ratih (2011), salah satu hal yang diharapkan oleh perusahaan adalah optimasi produktivitas kerja, sehingga dapat dihasilkan produk yang optimum dan berkualitas yang dapat meningkatkan profit perusahaan. Peningkatan produktivitas dapat terlihat dari meningkatnya hasil keluaran kerja per jam ataupun waktu yang telah dihabiskan. Perangkat yang digunakan dalam peningkatan produktivitas adalah metode kerja, studi terhadap waktu (time study) dan gaji.
Metode kerja terdiri dari gerakan yang dilakukan oleh pekerja. Gerakan-gerakan tersebut ada yang efektif maupun ada yang tidak efektif. Gerakan yang efektif dapat meningkatkan produktivitas sedangkan gerakan yang tidak efektif dapat mengurangi produktivitas atau bahkan dapat menimbulkan risiko cidera atau penyakit bagi pekerja. Menurut UU No. 13 Tahun 2013, setiap pekerja atau buruh mendapatkan perlindungan atas Keselamatan dan Kesehatan Kerja (K3). Oleh karena itu, perlu adanya tindakan pencegahan seperti pengurangan atau penghilangan gerakan-gerakan kerja yang berisiko tinggi. Upaya pencegahan tersebut dapat dilakukan dengan pendekatan ergonomi.
2
Proses produksi AMDK terdapat interaksi antara manusia dengan elemen-elemen lain yang sangat berkaitan dengan kinerja yang mempengaruhi produktivitas. Studi gerak dan waktu pada kegiatan produksi AMDK diharapkan dapat meningkatkan produktivitas melalui peningkatan K3, efektivitas, efisiensi, dan kenyamanan lingkungan kerja.
Tujuan Penelitian
Studi gerak dan waktu yang dilakukan pada kegiatan produksi AMDK di PT Krakatau Tirta Industri bertujuan untuk:
1. Menentukan waktu normal dan waktu standar kerja per elemen kerja dalam produksi AMDK
2. Mengurangi gerakan-gerakan yang tidak efisien di dalam metode kerja sehingga diperoleh penghematan dalam waktu kerja dan mengurangi risiko penyakit akibat kerja
3. Memberikan usulan tata laksana kerja yang lebih baik dengan indikasi waktu yang lebih cepat dan gerakan kerja yang efisien dan efektif.
Ruang Lingkup Penelitian
Agar dapat fokus dalam pemecahan masalah, maka diperlukan batasan masalah dalam penelitian ini. Berikut ini adalah batasan-batasan terhadap masalah yang dibahas, yaitu:
1. Penelitian dilakukan pada kegiatan produksi AMDK, khususnya pada proses pengemasan cup 240 ml ke dalam kardus dan pre wash galon 19 liter.
2. Produk yang diteliti adalah produk AMDK cup 240 ml dan galon 19 liter. 3. Kondisi lingkungan kerja kegiatan pengemasan cup 240 ml ke dalam kardus
dan pre wash galon 19 liter.
4. Metode kerja pada pengemasan cup 240 ml ke dalam kardus dan pre wash galon 19 liter.
5. Postur kerja pada kegiatan peletakan cup ke dalam kardus, pre wash 1 galon 19 liter dan pre wash 2 galon 19 liter.
METODE
Waktu dan Tempat Penelitian
3 Alat dan Bahan
Peralatan yang digunakan pada penelitian ini adalah digital video camera, komputer, antropolometer, goniometer, timbangan berat badan, psycro meter, lux meter, dan sound level meter.
Subjek dan Objek Penelitian
Subjek penelitian ini adalah pekerja produksi AMDK di PT Krakatau Daya Tirta. Objek penelitian ini berjumlah 13 orang yang seluruhnya berjenis kelamin laki-laki dengan rentang umur 25 sampai 60 tahun.
Metode Penelitian
Tahap Pendahuluan
Langkah pertama yang dilakukan dari tahap pendahuluan adalah mempelajari gambaran umum perusahaan. Langkah kedua adalah mempelajari proses produksi AMDK dan lingkungan fisik pekerja. Langkah ketiga adalah mengamati proses kegiatan produksi AMDK untuk memilih dan mendefinisikan pekerjaan yang diukur dan ditetapkan waktu standarnya. Selanjutnya dilakukan pembagian elemen-elemen kegiatan dari siklus kegiatan yang berlangsung.
Tahap Pengambilan Data
Langkah pertama yang dilakukan adalah pengambilan data melalui kuesioner yang berisi pertanyaan-pertanyaan yang berhubungan dengan pekerjaan. Selanjutnya dilakukan pengambilan data lingkungan fisik kerja. Langkah kedua adalah pengambilan data gerak dan waktu yang dilakukan dengan mengambil gambar dan video menggunakan digital video camera pada awal dan akhir shift. Selain itu, dilakukan pengambilan data faktor penyesuaian dan kelonggaran pekerja pada saat melakukan aktivitas. Langkah ketiga adalah pengukuran antropometri statis dan dinamis pekerja.
Tahap Pengolahan Data
Tahap pengolahan data penelitian ini, meliputi: 1. Tahap pengolahan data kuesioner
Data hasil kuesioner diolah menggunakan spreadsheet untuk mengetahui nilai validitas dan reliabilitas. Pengujian validitas dapat dilakukan dengan menentukan korelasi skor-skor setiap item angket dengan skor total variabelnya. Suatu item valid jika nilai korelasinya positif (nilai korelasi (r) hitung > nilai (r) tabel). Pengujian reliabilitas dapat ditentukan menggunakan teknik Split Half dengan memasukkan nilai (r) ke dalam rumus Spearman Brown seperti ditujukkan pada persamaan 1.
R= 2r 1+ r
Keterangan:
R = Nilai koefisien
4
r = Nilai korelasi
Kuesioner memiliki tingkat reliabilitas yang tinggi jika nilai koefisien yang
diperoleh ≥ 0.60 (Imam Ghozali 2002). 2. Tahap pengolahan data rekaman video
Penentuan waktu elemen-elemen kerja merupakan langkah awal untuk menentukan waktu siklus, waktu normal, dan waktu standar setiap kegiatan. Waktu siklus diperoleh dari penjumlahan waktu setiap elemen-elemen kerja yang telah ditentukan. Sebelum menentukan waktu normal dan waktu standar dilakukan pengujian keseragaman dan kecukupan data waktu siklus dari masing-masing kegiatan.
a. Uji keseragaman data
Uji keseragaman data dapat dilakukan dengan mengaplikasikan peta kontrol (control chart). Nilai BKA dan BKB didapat dengan menggunakan
�̅ = Nilai rata-rata dari pengulangan waktu siklus (detik) SD = Nilai standar deviasi dari waktu siklus kerja
n = Jumlah pengamatan b. Uji kecukupan data
Pengujian kecukupan data perlu dilakukan untuk menentukan jumlah pengamatan yang harus dilakukan (N’). Tingkat ketelitian dan kepercayaan yang digunakan pada penelitian ini berturut-turut sebesar 10% dan 95%. Nilai N' didapat dengan menggunakan persamaan 6.
N'= (20 × (√N∑Xn -(∑Xn 2)
Xn )
2
Keterangan:
N' = Jumlah pengamatan yang seharusnya dilakukan
5 Waktu normal dan waktu standar dihitung dengan mempertimbangkan faktor penyesuaian dan kelonggaran. Penentuan faktor penyesuaian dilakukan dengan menggunakan teknik Westinghouse (Wignjosoebroto 2000). Nilai faktor penyesuaian, waktu normal, kelonggaran, dan waktu standar didapat dengan menggunakan persamaan 7, 8, 9, dan 10.
p = 1 + (Skill + Effort + Condition + Consistency)
Wn = waktu elemen kerja × faktor penyesuaian
Kelonggaran = T + S + G + Km + Kt + Ka + Kl + Kp %
Ws = Wn × 100%-Kelonggaran %100%
Keterangan:
P = Rating performance operator Wn = Waktu normal (menit)
Kt = Keadaan temperatur tempat kerja (%) Ka = Keadaan atmosfir (%)
Kl = Keadaan lingkungan yang baik (%) Kp = Kebutuhan pribadi (%)
Cara Westinghouse mengarahkan penilaian pada empat faktor yang dianggap menentukan kewajaran atau ketidak wajaran dalam bekerja yaitu keterampilan, usaha, kondisi kerja, dan konsistensi. Penilaian faktor penyesuaian ditentukan secara subjektif dengan memperhatikan kelas-kelas yang terdapat pada masing-masing faktor. Penjelasan kelas-kelas dari masing-masing-masing-masing faktor terdapat pada Lampiran 2 (Sulistyadi 2003). Perhitungan waktu standar dilakukan dengan menambahkan kelonggaran atas waktu normal yang telah didapatkan. Penentuan nilai kelonggaran dilakukan secara subjektif dengan mempertimbangkan nilai dari faktor-faktor yang berpengaruh pada Lampiran 1.
3. Tahap pengolahan data antropometri statis dan dinamis
Data yang telah didapatkan kemudian diolah untuk mencari nilai rata-rata dan standar deviasi seperti ditujukkan pada persamaan 11 dan 12. Data antropometri tersebut kemudian di input menggunakan CAD untuk pembuatan manekin dan penilaian Rapid Upper Limb Assesment (RULA) terhadap postur kerja.
6
n = Jumlah data Xi = Data ke-i
s= √∑ (Xi-X) 2 n
i=1 n-1
Keterangan,
s = Standar deviasi n = Jumlah data Xi = Data ke-i X = Nilai rata-rata Tahap Analisa Data 1. Analisa elemen waktu
Waktu standar yang dijadikan acuan adalah waktu standar yang telah ditetapkan perusahaan, kemudian dibandingkan dengan pengamatan yang dilakukan secara langsung.
2. Analisa elemen gerak
Analisa dilakukan terhadap metode kerja yang telah ada. Metode kerja dilihat dalam serangkaian gerakan yang pada akhirnya membentuk satu siklus kerja. Siklus kerja tersebut diuraikan ke dalam peta tangan kanan dan tangan kiri. Penguraian siklus kerja merupakan langkah awal untuk mendapatkan rangkaian kerja yang lebih efisien. Postur kerja dianalisa dengan menggunakan metode RULA untuk mengetahui apakah perlu adanya langkah perbaikan atau tidak.
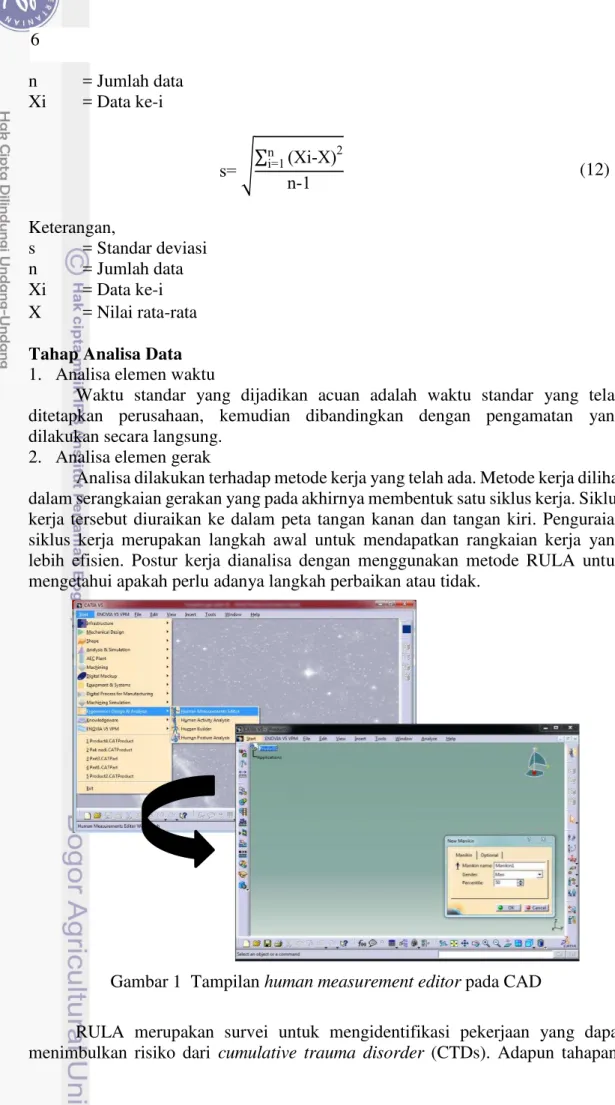
Gambar 1 Tampilan human measurement editor pada CAD
RULA merupakan survei untuk mengidentifikasi pekerjaan yang dapat menimbulkan risiko dari cumulative trauma disorder (CTDs). Adapun
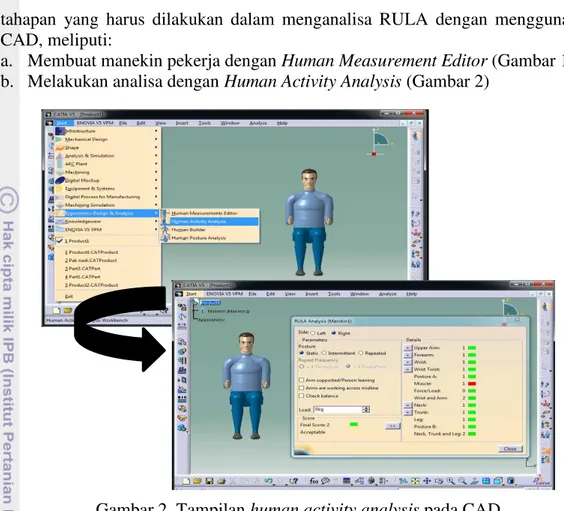
7 tahapan yang harus dilakukan dalam menganalisa RULA dengan menggunakan CAD, meliputi:
a. Membuat manekin pekerja dengan Human Measurement Editor (Gambar 1) b. Melakukan analisa dengan Human Activity Analysis (Gambar 2)
Gambar 2 Tampilan human activity analysis pada CAD Tahap Perbaikan
8
9
HASIL DAN PEMBAHASAN
Proses Produksi Air Minum Dalam Kemasan
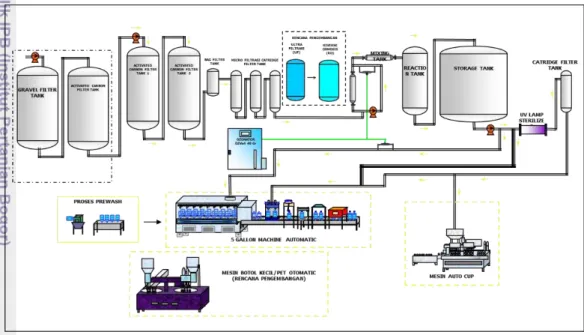
Air baku berasal dari sumber air Cidanau (Cinangka) yang telah diproses di Water Treatment milik PT KTI. Air tersebut kemudian dialirkan melalui pipa ke Water Treatment Plant milik PT KDT dengan melewati tahapan proses penyaringan awal (Pra Filter). Tahapan penyaringan selanjutnya menggunakan sistem Microfiltration Catridge Filter yang dipasang secara seri dan bertingkat. Selanjutnya air yang telah disaring kemudian dialirkan menuju mesin auto cup dan mesin 5 galon otomatis. Setelah air dialirkan menuju mesin, mesin kemudian mengisikannya ke dalam cup 240 ml dan galon 19 liter (Gambar 4).
Gambar 4 Tahap penyaringan air baku sampai tahap pengisian AMDK cup 240 ml dan galon 19 liter (sumber: PT Krakatau Daya Tirta)
Mesin auto cup dilengkapi dengan teknologi “touch screen” yang mampu mengemas produk gelas (cup 240 ml) secara otomatis dan steril. Produk cup yang telah dihasilkan kemudian dikemas ke dalam kardus. Pada kegiatan produksi AMDK galon 19 liter, galon terlebih dahulu memasuki tahap pre wash. Pada tahap ini dilakukan pencucian galon secara manual dan menggunakan mesin. Setelah melewati tahap pre wash, galon kemudian masuk ke tahap pencucian, pada tahap ini semua pencucian menggunakan mesin dan selanjutnya galon masuk ke dalam tahap pengisian air minum.
10
faktor lingkungan kerja pada kegiatan pengemasan cup ke dalam kardus dan pre wash.
Menurut Tichauer dalam Sutalaksana (1979), tingkat produktivitas paling tinggi dicapai pada kondisi suhu antara 75-80 oF (24-27 oC). Suatu keadaan suhu
tinggi dan kelembaban tinggi dapat mempercepat denyut jantung sehingga energi yang dikeluarkan semakin meningkat. Semakin meningkatnya energi yang dikeluarkan untuk melakukan pekerjaan maka konsumsi oksigen menjadi meningkat. Oksigen merupakan gas yang dibutuhkan oleh makhluk hidup untuk kelangsungan hidup (proses metabolisme). Komposisi gas terbesar yang terkandung dalam udara adalah oksigen. Apabila udara disekitar kotor, maka komposisi oksigen dalam udara tersebut telah tercampur dengan gas lain yang dapat membahayakan kesehatan manusia. Perlu adanya siklus udara (ventilasi) untuk menggantikan udara yang kotor dengan yang bersih.
Tabel 1 Nilai faktor lingkungan kerja kegiatan produksi AMDK
No Kegiatan Suhu
Peraturan Menteri Tenaga Kerja dan Transmigrasi Nomor PER. 13/MEN/X/2011 Tahun 2011 tentang nilai ambang batas faktor dan faktor kimia di tempat kerja menetapkan bahwa waktu pemaparan kebisingan 85 dB adalah 8 jam/hari. Intensitas bunyi (kebisingan) lingkungan kerja bagian pengemasan cup ke
dalam kardus ≤ NAB sehingga risiko kerusakan pendengaran tidak tinggi. Intensitas bunyi (kebisingan) lingkungan kerja bagian pre washing ≥ NAB sehingga waktu pemaparan tidak boleh melebihi 8 jam untuk terhindar dari risiko kerusakan pendengaran. Pencegahan kerusakan pendengaran dapat dilakukan dengan menggunakan Alat Pelindung Diri (APD) berupa ear plugs. Ear plugs dapat mereduksi bunyi hingga 50 dB, pemilihan APD harus sesuai jenis pekerjaan dan memberikan rasa nyaman untuk dipakai.
Pencahayaan merupakan faktor lingkungan yang dapat mempengaruhi kinerja pekerja. Sistem pencahayaan buatan perlu dirancang sedemikian rupa sehingga intensitas cahaya pada lingkungan kerja sesuai dengan jenis pekerjaannya. Menurut SNI Nomor 03-6575-2001 tingkat pencahayaan minimum untuk industri pekerjaan sedang sebesar 200-500 lux. Intensitas cahaya pada kegiatan pengemasan cup ke dalam kardus dan pre wash berada diantara tingkat pencahayaan minimum yang direkomendasikan oleh Badan Standardisasi Nasional (BSN). Hal ini menunjukkan bahwa intensitas pencahayaan lingkungan kerja kegiatan pengemasan dan pre wash telah memenuhi standar minimum yang ditetapkan.
Analisa Waktu Kerja pada Proses Produksi AMDK
11 dilakukan sebanyak 10 kali. Pengulangan ini bertujuan untuk melihat apakah ada perbedaan waktu yang signifikan. Setelah data waktu elemen kerja pada kegiatan pengemasan cup ke dalam kardus dan pre wash diperoleh, maka selanjutnya dilakukan perhitungan nilai waktu siklus rata-rata, standar deviasi, BKA, BKB dan kecukupan data (N’). Pada Tabel 2 dan 3 menyajikan nilai waktu siklus rata-rata, standar deviasi, BKA dan BKB waktu siklus kerja pada kegiatan pengemasan cup ke dalam kardus dan pre wash. Hasil yang diperoleh menunjukkan bahwa nilai waktu elemen kerja yang didapat seragam dan berada diantara BKA dan BKB. Pada Tabel 4 dan 5 menyajikan nilai kecukupan data waktu siklus kerja pada kegiatan pengemasan cup ke dalam kardus dan pre wash. Hasil yang diperoleh menunjukkan bahwa jumlah pengamatan yang dilakukan (N) adalah lebih besar dari pada jumlah pengamatan yang seharusnya dilakukan (N’). Hal ini memberikan arti bahwa jumlah pengamatan yang dilakukan telah cukup untuk dilakukan perhitungan waktu normal dan waktu standar.
Tabel 2 Nilai waktu siklus, SD, BKA, dan BKB bagian pengemasan cup
No Kegiatan Waktu siklus
rata-rata (detik) SD
1 Perakitan kardus dan tahap akhir proses Akhir shift (2.5 jam)
1 Perakitan kardus dan tahap akhir proses
Tabel 3 Nilai waktu siklus, SD, BKA, dan BKB bagian pre wash No Kegiatan Waktu siklus rata -
Akhir shift (2.5 jam)
1 Pre wash 1a 5.16 0.84 7.67 2.64
2 Pre wash 2b 18.91 1.25 22.67 15.16 3 Pre wash 3a 6.24 1.07 9.46 3.02
4 Pre wash 4c 43.20 2.65 51.14 35.26
aBanyaknya galondalam 1 siklus kerja sebanyak 1 galon, bBanyaknya galondalam 1 siklus kerja
12
Tabel 4 Nilai kecukupan data bagian pengemasan cup
No Kegiatan N N'(a) Keterangan
Awal shift (4.5 jam)
1 Perakitan kardus dan tahap akhir proses pengemasan
15 7 N > N'
2 Peletakkan cup 240 ml ke dalam kardus
15 8 N > N'
Akhir shift (2.5 jam)
1 Perakitan kardus dan tahap akhir proses pengemasan
15 2 N > N'
2 Peletakkan cup 240 ml ke dalam kardus
15 12 N > N'
(a)Tingkat kepercayaan 95% dan tingkat ketelitian 10%
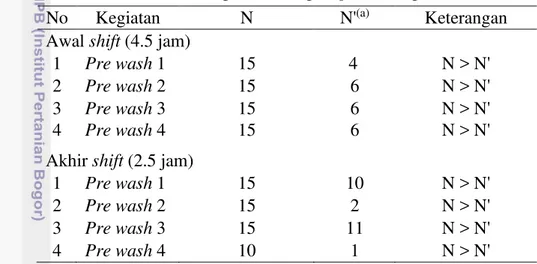
Tabel 5 Nilai kecukupan data bagian pre wash galon 19 liter
No Kegiatan N N'(a) Keterangan
Akhir shift (2.5 jam)
1 Pre wash 1 15 10 N > N'
2 Pre wash 2 15 2 N > N'
3 Pre wash 3 15 11 N > N'
4 Pre wash 4 10 1 N > N'
(a)Tingkat kepercayaan 95% dan tingkat ketelitian 10%
Waktu siklus kerja kegiatan pengemasan dan pre wash
Pada Tabel 2 terlihat perbedaan waktu satu siklus kerja pengemasan cup ke dalam kardus di awal dan akhir shift. Waktu satu siklus kerja yang dimaksud adalah waktu yang dibutuhkan untuk mengemas cup ke dalam kardus sampai kardus menuju proses sealing dengan menggunakan mesin. Waktu satu siklus kerja kegiatan pre wash di awal dan akhir shift ada yang berbeda dan ada konstan (Tabel 3). Waktu satu siklus kerja yang dimaksud adalah waktu yang dibutuhkan untuk melakukan kegiatan pre wash 1 sampai pre wash 4. Perbedaan waktu tersebut dapat disebabkan antara lain oleh faktor kelelahan atau motivasi pekerja untuk pulang cepat.
Waktu normal dan standar kegiatan pengemasan dan pre washing
13 diketahui, maka dilakukan perhitungan waktu standar dengan memperhitungkan faktor kelonggaran.
Tabel 6 Waktu normal dan standar bagian pengemasan cup 240 ml
No Kegiatan WS 1 Perakitan kardus dan proses
akhir pengemasan
28.70 0.84 24.11 0.365 37.96 2 Peletakkan cup 240 ml ke
dalam kardus
31.04 0.75 23.28 0.395 38.48
WS: waktu rata-rata siklus kerja, Wn: waktu normal, Wb: waktu standar, FP: faktor penyesuaian, K: kelonggaran.
Tabel 7 Waktu normal dan standar bagian pre wash galon 19 liter No Kegiatan WS (detik) FP Wn (detik) K Wb (detik)
1 Pre wash 1a 5.28 0.76 4.01 0.420 6.92
2 Pre wash 2b 17.87 0.77 13.76 0.430 24.13 3 Pre wash 3a 5.57 0.81 4.51 0.430 7.92
4 Pre wash 4c 34.83 0.77 26.81 0.445 48.31
aBanyaknya galondalam 1 siklus kerja sebanyak 1 galon, bBanyaknya galondalam 1 siklus kerja
sebanyak 3 galon, cBanyaknya galondalam 1 siklus kerja sebanyak 4 galon; WS: waktu rata-rata siklus kerja, Wn: waktu, Wb: waktu standar, FP: faktor penyesuaian, K: kelonggaran.
Analisa Metode Kerja Proses Produksi AMDK
Analisa pekerjaan
Hasil kuesioner analisa pekerjaan menyimpulkan bahwa pekerjaan yang didapatkan sebagian besar telah sesuai dengan keahlian dan latar belakang pendidikan yang dimiliki. Sebagian besar pekerja setuju dan tidak setuju terhadap kondisi ruang kerja dan fasilitas yang ada. Hal ini menunjukkan bahwa perlu adanya perbaikan sehingga semua pekerja bagian produksi dapat menikmati pekerjaannya. Sebagian besar pekerja memahami metode kerja yang sudah ada, sehingga kesalahan yang terjadi akibat pekerja tidak memahami metode kerja sangat kecil.
Kegiatan produksi AMDK hanya menggunakan 1 shift dengan sistem rolling pekerjaan untuk setiap minggunya. Jam kerja pekerja pada bagian produksi dimulai pada jam 07.00 WIB dan berakhir pada jam 15.00 WIB (7 jam kerja). Setiap hari pekerja mendapatkan waktu istirahat selama 45 menit. Jam istrihat pekerja dimulai dari jam 11.45 WIB sampai 12.30 WIB. Mesin dioperasikan mulai jam 07.00 WIB dan diberhentikan pada jam istirahat dan jam 14.00 WIB.
14
Gambar 5 Elemen kerja kegiatan merakit kardus
Pre wash 1 melakukan kegiatan mencuci galon dengan sikat pembersih. Elemen kerja kegiatan pre wash 1 dapat dilihat pada Gambar 8. Pekerja kegiatan pre wash 2 melakukan dua kegiatan yang berbeda, kegiatan pertama adalah membilas galon yang telah dicuci di pre wash 1 dengan menggunakan selang air. Kegiatan kedua adalah menyiram 3 buah galon yang telah dibilas.
Gambar 6 Elemen kerja tahapan akhir pengemasan cup 240 ml
15 Elemen kerja kegiatan membilas dapat dilihat pada Gambar 9 dan elemen kerja kegiatan menyiram galon dapat dilihat pada Gambar 10. Kegiatan pre wash 3 berbeda dengan pre wash 1 dan 2. Perbedaan terlihat pada penggunaan mesin untuk membersihkan bagian dalam galon. Elemen kerja kegiatan pre wash 2 dapat dilihat pada Gambar 11. Kegiatan pre wash 4 dilakukan dengan menggunakan bantuan mesin pembilas, kegiatan pre wash 4 merupakan kegiatan akhir dari rangkaian kegiatan pre wash yang bertujuan untuk membilas kembali bagian dalam galon yang telah dibersihkan di tahap pre wash 3. Elemen kerja kegiatan meletakkan galon ke mesin pada pre wash 4 dapat dilihat pada Gambar 12.
Gambar 8 Elemen kerja kegiatan pre wash 1
Gambar 9 Elemen kerja kegiatan membilas galon pada pre wash 2
16
Gambar 11 Elemen kerja kegiatan pre wash 3
Gambar 12 Elemen kerja kegiatan pre wash 4 Analisa produktivitas
Berdasarkan hasil perhitungan waktu standar, didapatkan keluaran standar pekerja untuk kegiatan pengemasan cup 240 ml ke dalam kardus dan pre wash galon 19 liter (Tabel 8 dan 9). PT KDT memiliki sasaran mutu tahun 2014 antara lain memproduksi AMDK cup 240 ml minimal sebanyak 95 256 kardus dan memproduksi AMDK galon minimal sebanyak 808 278 galon.
Tabel 8 Keluaran standar kegiatan pengemasan cup ke dalam kardus
No Kegiatan Keluaran standar
(Kardus/Jam) (Kardus/Hari)
1 Tahap akhir proses pengemasan 94 658
2 Peletakkan cup 240 ml ke dalam kardus 93 651
Tabel 9 Keluaran standar kegiatan pre wash galon 19 liter
No Kegiatan Keluaran standar
(Galon/Jam) (Galon/Hari)
1 Pre wash 1 520 3640
2 Pre wash 2 447 3129
3 Pre wash 3 454 3178
17 Berdasarkan hasil perhitungan keluaran standar pekerja pengemasan cup dan perhitungan kapasitas mesin auto cup, produksi AMDK cup 240 ml dalam satu tahun melebihi nilai minimum sasaran mutu tahun 2014. Sedangkan untuk produksi AMDK galon berdasarkan perhitungan kapasitas mesin 5 galon otomatis, produksi AMDK galon 19 liter tidak mencapai nilai minimum sasaran mutu.
Analisa Gerakan Kerja Proses Produksi AMDK
Studi gerak pada proses produksi Air Minum Dalam Kemasan PT KDT dilakukan dengan membagi gerakan kegiatan pengemasan dan pre wash ke dalam peta tangan kanan dan kiri. Peta tangan kanan dan kiri memuat delapan elemen gerakan yang biasa dilakukan pekerja. Kedelapan elemen gerakan ini merupakan sebagian dari tujuh belas gerakan dasar yang telah diuraikan oleh Gilbreth. Hasil dari peta tangan kanan dan tangan kiri dapat dijadikan acuan untuk perbaikan sistem kerja. Selain analisa gerakan dengan peta tangan kanan dan kiri, dilakukan analisa postur kerja pekerja pengemasan dan pre wash dengan menggunakan metode RULA.
Pembagian gerakan kerja dengan menggunakan peta tangan
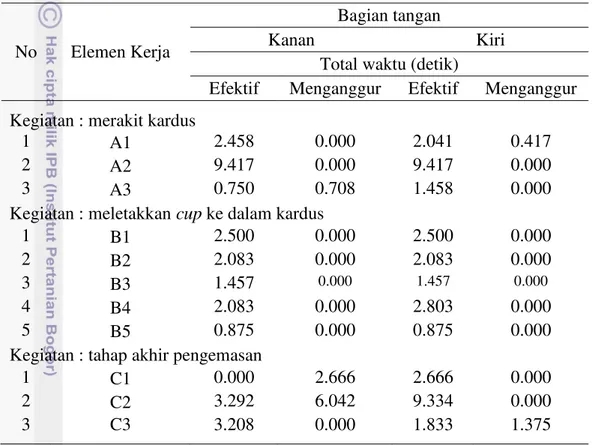
Hasil analisa waktu penggunaan tangan kanan dan kiri pada kegiatan pengemasan AMDK cup ke dalam kardus dapat dilihat pada Tabel 10. Pada kegiatan merakit kardus penggunaan tangan kanan dan kiri sudah efektif. Rangkaian gerakan dan waktu yang sudah ada pada kegiatan merakit dapat dilihat pada peta tangan kanan dan kiri di Lampiran 3. Perbedaan waktu elemen gerakan terjadi pada saat merakit kardus. Hal ini terjadi karena kondisi kardus yang mudah atau sukar dirakit. Kondisi kardus yang sukar dirakit menggunakan waktu sampai 20 detik sedangkan, untuk kardus yang mudah dirakit hanya menggunakan waktu 8 sampai 12 (detik).
Pada kegiatan tahapan akhir penggunaan tangan kanan dan kiri belum efektif, tangan kiri lebih produktif daripada tangan kanan. Perlu adanya perbaikan untuk menyeimbangkan penggunaan tangan sehingga gerakan yang dihasilkan efektif dan efisien. Pada kegiatan meletakkan cup ke dalam kardus penggunaan tangan kanan dan kiri sudah efektif. Satu kali gerakan meletakkan cup, pekerja dapat meletakkan cup sebanyak 4 buah. Cara ini efektif untuk menghemat waktu dan tenaga. Waktu yang digunakan untuk meletakkan 4 buah cup ke dalam kardus sebesar 2 detik. Pekerja harus meletakkan 48 cup ke dalam kardus, maka terjadi pengulangan gerak sebanyak 12 kali dalam 1 siklus kerja dari kegiatan tersebut. Menurut Humantech (1995), posisi tangan dan pergelangan tangan berisiko tinggi terhadap timbulnya CTDs apabila dilakukan gerakan berulang sebanyak 30 kali dalam satu menit.
18
Penggunaan tangan kanan dan kiri pada kegiatan membilas galon sudah efektif, hal ini terlihat dari tidak adanya waktu menganggur pada saat melakukan elemen kerja ini. Waktu menganggur pada kegiatan pre wash 2 terjadi pada saat mendorong galon ke pre wash 3. Hal ini dilakukan pekerja karena bagian tubuh yang bergerak adalah bagian kaki. Pekerja menyiram 3 buah galon sekaligus untuk melakukan penghematan waktu dan tenaga.
Tabel 10 Waktu penggunaan tangan kanan dan kiri kegiatan pengemasan cup ke dalam kardus
No Elemen Kerja
Bagian tangan
Kanan Kiri
Total waktu (detik)
Efektif Menganggur Efektif Menganggur Kegiatan : merakit kardus
1 A1 2.458 0.000 2.041 0.417
2 A2 9.417 0.000 9.417 0.000
3 A3 0.750 0.708 1.458 0.000
Kegiatan : meletakkan cup ke dalam kardus
1 B1 2.500 0.000 2.500 0.000
2 B2 2.083 0.000 2.083 0.000
3 B3 1.457 0.000 1.457 0.000
4 B4 2.083 0.000 2.803 0.000
5 B5 0.875 0.000 0.875 0.000
Kegiatan : tahap akhir pengemasan
1 C1 0.000 2.666 2.666 0.000
2 C2 3.292 6.042 9.334 0.000
3 C3 3.208 0.000 1.833 1.375
19 Tabel 11 Waktu penggunaan tangan kanan dan kiri kegiatan pre wash galon
No Elemen Kerja
Bagian tangan
Kanan Kiri
Total waktu (detik)
Efektif Menganggur Efektif Menganggur Kegiatan : membersihkan galon (pre wash 1)
1 D1 0.666 0.000 0.666 0.000
2 D2 4.208 0.000 4.208 0.000
3 D3 0.334 0.000 0.334 0.000
Kegiatan : membilas galon pada (pre wash 2)
1 E1 1.958 0.000 1.958 0.000
2 E2 1.625 0.000 1.625 0.000
3 E3 0.708 0.000 0.708 0.000
4 E4 0.791 0.000 0.791 0.000
Kegiatan : menyiram galon pada (pre wash 2)
1 F1 0.583 0.000 0.583 0.000
2 F2 0.833 0.000 0.833 0.000
3 F3 1.500 0.000 1.500 0.000
4 F4 0.666 0.000 0.666 0.000
5 F5 0.209 1.125 1.334 0.000
Kegiatan : membersihkan bagian dalam galon dengan mesin (pre wash 3)
1 G1 0.625 0.000 0.000 0.625
2 G2 3.250 0.000 2.750 0.500
3 G3 2.083 0.000 2.083 0.000
4 G4 0.083 0.458 0.541 0.000
Kegiatan : membilas bagian dalam galon dengan mesin (pre wash 4)
1 H1 6.541 0.000 6.541 0.000
2 H2 2.792 0.416 3.208 0.000
3 H3 5.665 1.999 7.664 0.000
Analisa persepsi subjektif
20
Analisa postur kerja dengan menggunakan metode RULA
Postur kerja pada kegiatan peletakan cup ke dalam kardus dapat dilihat pada Gambar 13. Manekin pekerja bagian kanan dan kiri tubuh pada kegiatan peletakan cup dapat dilihat pada Gambar 14 dan 15. Berdasarkan hasil skor analisa RULA (Tabel 12) maka level risiko dari kegiatan tersebut tinggi dan diperlukan tindakan perbaikan postur sekarang juga. Pekerja mengeluhkan rasa sakit di bagian pinggang, bahu, tangan, dan kaki setelah melakukan pekerjaan, hal ini sesuai dengan hasil analisa RULA bagian kanan dan kiri tubuh pekerja pada kegiatan tersebut. Fasilitas tempat duduk yang ada untuk kegiatan tersebut kurang memadai. Pekerja duduk di atas konveyor yang tidak terpakai dan menggunakan alas duduk berupa tumpukan kardus.
Gambar 13 Postur kerja kegiatan peletakan cup ke dalam kardus
21
Gambar 15 Manekin postur bagian kiri
22
Tabel 13 Hasil analisa RULA usulan perbaikan postur kerja kegiatan pre wash 1 Hasil analisa RULA
Bagian : Kanan Bagian : Kiri
Parameter : Repeated Parameter : Repeated
Load : 0 kg Load : 0 kg
Details
Upper Arm 3
Details
Upper Arm 2
Forearm 2 Forearm 2
Wrist 2 Wrist 1
Wrist Twist 2 Wrist Twist 1
Posture A 5 Posture A 4
Muscle 1 Muscle 1
Force/Load 0 Force/Load 0
Wrist and Arm
4 Wrist and
Arm
3
Neck 1 Neck 1
Trunk 2 Trunk 2
Leg 1 Leg 1
Posture B 3 Posture B 3
Neck, Trunk and Leg
2 Neck, Trunk
and Leg
2 Final Score : 4 (low risk) Final Score : 3 (low risk)
23
Gambar 17 Manekin pekerja pada kegiatan pre wash 1
Postur kerja pada kegiatan pre wash 2 dapat dilihat pada Gambar 18. Berdasarkan Gambar 18a, terlihat pekerja yang sedang mengambil galon kosong dan Gambar 18b terlihat pekerja yang sedang membilas galon kosong. Manekin pekerja pada kegiatan pre wash 2 mengambil galon kosong dapat dilihat pada Gambar 19. Hasil analisa RULA pekerja kegiatan pre wash 2 pada saat mengambil galon untuk bagian kanan dan kiri tubuh sebesar 6 (Tabel 14).
Gambar 18 Mengambil galon kosong (a) dan membilas galon kosong (b) (b)
24
Gambar 19 Manekin pekerja pada kegiatan pre wash 2 mengambil galon kosong
25 tubuh sebesar 6. Berdasarkan hasil tersebut maka level risiko tersebut sedang dan diperlukan tindakan perbaikan dalam waktu dekat.
Gambar 20 Manekin pekerja pada kegiatan pre wash 2 membilas galon kosong
Tabel 15 Hasil analisa RULA usulan perbaikan postur kerja kegiatan pre wash 2 Hasil analisa RULA
Bagian : Kanan Bagian : Kiri
Parameter : Repeated Parameter : Repeated
Load : 0 kg Load : 0 kg
Details
Upper Arm 3
Details
Upper Arm 2
Forearm 2 Forearm 1
Wrist 1 Wrist 2
Wrist Twist 1 Wrist Twist 1
Posture A 4 Posture A 4
Muscle 1 Muscle 1
Force/Load 0 Force/Load 0
Wrist and Arm
3 Wrist and
Arm
3
Neck 4 Neck 4
Trunk 3 Trunk 3
Leg 1 Leg 1
Posture B 7 Posture B 7
Neck, Trunk and Leg
6 Neck, Trunk
and Leg
26
Perbaikan Tata Laksana Kerja Produksi AMDK
Perbaikan tata laksana kerja bertujuan untuk mendapatkan hasil kerja yang baik. Untuk mendapatkan hasil yang baik diperlukan perancangan sistem kerja secara efisien dan efektif. Tabel 16 merupakan hasil analisa usulan perbaikan postur kerja kegiatan peletakan cup ke dalam kardus, pre wash 1 dan pre wash 2. Berdasarkan Tabel 16 hasil akhir skor RULA berada pada tingkat low risk. Hal ini memiliki arti bahwa usulan postur kerja tidak menimbulkan risiko cidera yang tinggi bagi pekerja.
Tabel 16 Tabel RULA kegiatan produksi AMDK cup dan galon
Kegiatan
Perbaikan usulan gerakan pada elemen kerja ini dilakukan dengan merubah posisi tumpukan kardus. Tumpukkan kardus diletakkan sebelah kiri pekerja sehingga pada saat tangan kanan mendorong kardus ke mesin sealing tangan kiri menjangkau kardus yang dirakit. Elemen kerja selanjutnya adalah merakit kardus dan memberikannya ke pekerja peletakkan cup ke dalam kardus. Elemen kerja ini terdiri dari gerakan efektif dan waktu yang dibutuhkan masih memenuhi waktu standar namun sebaiknya untuk lebih meningkatkan efisiensi lebih baik menggunakan kardus yang mudah dirakit. Kardus yang sukar dirakit memerlukan waktu antara 15 sampai 20 detik. Kardus yang mudah dirakit memerlukan waktu 8 sampai 10 detik.
Kegiatan peletakkan cup ke dalam kardus
27
Perbaikan postur kerja dilakukan pada bagian badan dan tangan. Postur tubuh tegak dapat mengurangi risiko cidera bagi tubuh. Posisi tubuh yang membungkuk dianjurkan untuk tidak melebihi 20o. Apabila pekerja kurang nyaman bekerja dengan posisi tegak, kursi dapat diturunkan sehingga posisi meja kerja setinggi perut pekerja. Selain itu, perbaikan yang perlu dilakukan adalah dengan mengganti fasilitas kursi yang digunakan. Pekerja dianjurkan untuk tidak melakukan pekerjaan dengan kecepatan yang terlalu cepat. Hal ini dikarenakan dapat mempercepat timbulnya rasa kelelahan.
Kegiatan tahapan akhir pengemasan cup 240 ml
Pada saat meletakkan sedotan ke dalam kardus, anggota badan yang digunakan adalah tangan kiri. Penggunaan tangan kiri lebih banyak daripada tangan kanan. Tangan kanan digunakan pada saat mendorong cup menuju mesin sealing. Usulan perbaikan gerakan antara lain pada saat mengambil dan meletakkan sedotan ke dalam kardus tangan yang digunakan adalah tangan kanan dan tangan kiri (Lampiran 4). Waktu proses akhir pengemasan sebelum dilakukan usulan perbaikan sebesar 9.334 detik, sedangkan setelah dilakukan usulan perbaikan waktu yang digunakan sebesar 4.959 detik. Perbaikan penggunaan waktu pada elemen kerja mendorong kardus ke mesin sealing dilakukan untuk mengurangi waktu menganggur. Usulan perbaikan gerakan elemen kerja ini dapat dilihat pada Lampiran 5. Waktu mengganggur sebelum dilakukan perbaikan sebesar 1.375 detik, setelah dilakukan usulan perbaikan tidak terdapat waktu menganggur pada elemen kerja ini.
Kegiatan pre wash 1
Pekerja bagian pre wash menggunakan tangan kanan dan kiri secara produktif. Hal ini ditunjukkan pada peta tangan kanan dan kiri yang telah dibuat. Kegiatan pre wash pertama kali adalah membersihkan bagian luar galon kosong. Kegiatan ini mengharuskan pekerja untuk melakukannya dengan posisi tubuh jongkok. Posisi tubuh jongkok dapat mempercepat kelelahan dan menimbulkan risiko cidera tubuh. Manekin hasil usulan perbaikan postur kerja dapat dilihat pada Gambar 22.
28
Menurut Pheasant (1991), posisi janggal menyebabkan kondisi dimana transfer tenaga dari otot ke jaringan rangka tidak efisien sehingga mudah menimbulkan lelah. Perbaikan dilakukan antara lain dengan merubah posisi tubuh, pada awalnya posisi tubuh membungkuk sebesar 10° dirubah ke posisi normal 0°. Pada kegiatan pre wash 1 disarankan menggunakan meja kerja dengan tinggi 25 cm agar posisi tubuh membentuk sudut normal.
Kegiatan pre wash 2
Postur tubuh pada kegiatan pre wash 2 adalah duduk dengan bagian tubuh sedikit membungkuk ke depan. Menurut hasil analisa RULA perlu adanya perbaikan untuk memperbaiki postur kerja sehingga tidak menimbulkan risiko cidera. Perbaikan postur kerja dilakukan antara lain dengan merubah postur kerja dan merubah tempat duduk yang digunakan. Penggunaan kursi yang bisa diatur ketinggiannya dapat menyesuaikan dengan postur tubuh pekerja. Selain itu, dibagian bawah kaki kursi terdapat roda yang berfungsi untuk mempermudah pengambilan galon.
Manekin hasil perbaikan postur kerja dapat dilihat pada Gambar 20. Usulan perbaikan selanjutnya adalah pekerja menggunakan bantuan mesin untuk membersihkan bagian dalam galon kosong seperti kegiatan pre wash 3 dan 4 yang menggunakan mesin untuk membersihkan bagian dalam galon. Usulan perbaikan kursi untuk kegiatan ini terdapat pada Gambar 21. Kursi dirancang yang dapat diatur ketinggiannya antara 38 sampai 54 cm. Bagian bawah kursi terdapat roda yang memudahkan pekerja untuk mengambil galon kosong di luar jangkauan.
29
Gambar 23 Manekin usulan perbaikan kegiatan pre wash 2
Kegiatan pre wash 4
Kegiatan pre wash yang terakhir adalah meletakkan galon ke mesin pembilas. Pekerja pada kegiatan ini melakukan mobilitas yang tinggi dalam pekerjaannya. Gerakan tidak efektif yang dilakukan oleh pekerja ini adalah mengambil galon kosong dan memberikannya ke pekerja bagian pre wash 1. Lamanya waktu pekerja mengambil galon menyebabkan pekerjaannya menjadi tertunda dan mengakibatkan pekerja pre wash 3 untuk mengambil alih sementara. Perlu adanya pembagian tugas yang jelas dan apabila pekerja memang diharuskan untuk mengambil galon kosong dan diberikan ke pekerja pre wash 1. Pekerja harus memperhitungkan waktu yang dapat dipergunakan sehingga tidak menyebabkan penundaan.
Bridger (2003) menyatakan bahwa pergerakan yang cepat dan membawa beban yang berat dapat menstimulasikan saraf reseptor mengalami sakit. Frekuensi terjadinya sikap tubuh yang salah terkait dengan beberapa kali terjadi repetitive motion dalam melakukan suatu pekerjaan keluhan otot terjadi karena otot menerima
30
tekanan akibat beban kerja terus menerus tanpa memperoleh relaksasi. Oleh karena itu, diperlukan waktu istirahat yang cukup untuk merelaksasikan otot-otot tubuh.
SIMPULAN DAN SARAN
Simpulan
1. Terdapat perbedaan waktu siklus kerja yang dibutuhkan untuk menyelesaikan pekerjaan antara pekerjaan di awal shift dan pekerjaan di akhir shift.
2. Waktu standar yang dibutuhkan pekerja tiap siklus di bagian pengemasan pada saat merakit dan melakukan proses akhir pengemasan adalah 37.96 detik. Kegiatan peletakkan cup 240 ml ke dalam kardus membutuhkan waktu standar sebesar 38.48 detik.
3. Waktu standar yang dibutuhkan pekerja tiap siklus di bagian pre wash 1,2,3, dan 4 masing-masing sebesar 6.92, 24.13, 7.92, dan 48.31 detik.
4. Produktivitas pekerja perakitan kardus sebesar 658 kardus/hari. Produktivitas pekerja peletakkan cup ke dalam kardus sebesar 651 kardus/hari.
5. Produktivitas pekerja pre wash 1,2,3, dan 4 setiap hari masing-masing sebesar 3640 galon, 3129 galon, 3178 galon, dan 2078 galon.
6. Berdasarkan hasil Nordic Body kuesioner dapat disimpulkan bahwa perlu adanya analisa lebih lanjut mengenai postur kerja pada kegiatan peletakkan cup, pre wash 1, dan pre wash 2 dengan menggunakan metode RULA.
7. Hasil analisa RULA menyimpulkan bahwa postur kerja pekerja pada saat ini berisiko mengalami cidera pada tubuh. Perlu adanya usulan perbaikan sehingga dapat menurunkan risiko timbulnya cidera pada tubuh.
8. Usulan perbaikan diantaranya perubahan postur kerja dan perbaikan fasilitas pendukung kerja.
Saran
1. Perlu adanya penggunaan alat pelindung diri (APD) berupa earplug untuk meredam tingkat kebisingan yang ada di lingkungan kerja kegiatan produksi AMDK.
2. Fasilitas penunjang pekerjaan seperti kursi perlu diperhatikan sehingga sesuai dengan yang dibutuhkan pekerja. Kesesuaian kebutuhan pekerja dengan fasilitas pendukung yang ada dapat menciptakan kenyamanan pekerja.
3. Perlu adanya perubahan postur kerja untuk mengurangi risiko cidera pada tubuh. Pengurangan postur kerja diantaranya posisi badan dianjurkan untuk tidak terlalu membungkuk ke depan.
4. Perlu dilakukan penambahan pekerja di bagian pre wash 4, sehingga produktivitas dapat meningkat.
31
DAFTAR PUSTAKA
Bridger RS. 2003. Introduction to Ergonomics 2nd. London (GB): Taylor & Francis Inc.
[BPS] Badan Pusat Statistik. 2012. Jumlah Penduduk Kota Cilegon 2012. Jakarta (ID): BPS.
[BSN] Badan Standarisasi Nasional Replubik Indonesia. 2001. Tata Cara Perancangan Sistem Pencahayaan Buatan pada Bangunan Gedung. Jakarta (ID): BSN.
Humantech Inc. 1995. Humantech Applied Ergonomics Training Manual: Prepared for Procter & Gamble Inc., 2nd edition. Berkeley Vale (AU): Humantech Inc. Imam G, Castell, John N. 2002. Statistik Non Parametrik: Teori dan Aplikasi dengan program SPSS. Semarang (ID): Badan Penerbit Universitas Diponogoro.
Nurmianto E. 2004. Ergonomi Konsep Dasar dan Aplikasinya. Surabaya (ID): Prima Printing.
[Kemenakertrans] Kementrian Tenaga Kerja dan Transmigrasi. 2011. Peraturan Menteri Tenaga Kerja dan Transmigrasi Republik Indonesia Nomor 13 Tahun 2011 tentang Nilai Ambang Batas Faktor dan Faktor Kimia di Tempat Kerja. Jakarta (ID): Kemenakertrans.
Pheasant S. 1991. Ergonomics, work and health. London (GB): Macmillan Press Scientific & Medical.
Kartikasari RNP. 2011. Analisis dan perbaikan sistem kerja berdasarkan metode studi gerak dan waktu pada proses produksi biskuit long stick [Skripsi]. Bogor (ID): Institut Pertanian Bogor.
Sulistyadi K, Susanti SL. 2003. Perancangan Sistem Kerja dan Ergonomi. Jakarta (ID): Fakultas Teknik Universitas Sahid.
Sutalaksana IZ, Ruhana A, Jann HT. 1979. Teknik Tata Cara Kerja. Bandung (ID): Departemen Teknik Industri, ITB.
[RI] Republik Indonesia. 2003. Undang – Undang Republik Indonesia Nomor 13 Tahun 2003 Pasal 79 tentang Jam Istirahat Kerja. Jakarta (ID): RI.
32
Lampiran 1 Kelonggaran
Faktor Contoh Pekerjaan Evakuasi Beban (kg)
Pria Wanita
1. Dapat diabaikan Bekerja di meja, duduk Tanpa beban 0.0 - 6.0 0.0 - 6.0
2. Sangat ringan Bekerja di meja, berdiri 0.00 - 2.25 6.0 - 7.5 6.0 - 7.5
3. Ringan Menyekop, ringan 2.25 - 9.00 7.5 - 12.0 7.5 - 16.0
4. Sedang Mencangkul 9.00 -18.00 12.0 - 19.0 16.0 - 30.0
5. Berat Mengayun palu yang
berat 18.00 - 27.00 19.0 - 30.0
6. Sangat berat Memanggul beban 27.00 - 50.00 30.0 - 50.0
7. Luar biasa berat Memanggul karung berat diatas 50
1. Duduk 0.0 - 1.0
2. Berdiri diatas dua
kaki 1.0 - 2.5
3. Berdiri diatas satu
kaki 2.5 - 4.0
4. Berbaring 2.5 - 4.0
5. Membungkuk 4.0 - 10.0
1. Normal 0
Membawa beban berat dengan satu tangan
Kelonggaran (%)
A. Tenaga yang dikeluarkan
B. Sikap kerja
Bekerja, duduk ringan
Badan tegak, ditumpu dua kaki
Satu kaki mengerjakan alat kontrol
Pada bagian sisi, belakang atau depan badan
Badan dibungkukkan bertumpu pada kedua kaki
C. Gerakan kerja
Ayunan bebas dari palu
Ayunan terbatas dari palu
Bekerja dengan tangan diatas kepala
33
Sumber : Sutalaksana dkk (2006) Catatan pelengkap :
Kelonggaran untuk kebutuhan pribadi pria = 0-2.5%
Kelonggaran untuk kebutuhan pribadi wanita = 2-5%
Faktor Contoh Pekerjaan
Baik Buruk
1. Pandangan yang
terputus - putus Membaca alat ukur 0 1
2. Pandangan yang
hampir terus menerus Pekerjaan-pekerjaan yang teliti 2 2
3. Pandangan terus menerus dengan fokus berubah-ubah
Memeriksa cacat - cacat pada
kain 2 5
4. Pandangan terus menerus dengan fokus tetap
Pemeriksaan yang sangat teliti 4 8
Normal Berlebihan
1. Beku Dibawah 0 Diatas 10 Diatas 12
2. Rendah 0 - 13 10.0 - 0.0 12.0 - 5.0
3. Sedang 13 - 22 5.0 - 0.0 8.0 - 0
4. Normal 22 - 28 0.0 - 5.0 0 - 8.0
5. Tinggi 28 - 38 5.0 - 40.0 8.0 - 100
6. Sangat tinggi Diatas 38 Diatas 40 Diatas 100
1. Baik 0 G. Keadaan lingkungan yang baik
Kelonggaran (%)
D. Kelelahan mata Pencahayaan
E. Keadaan temperatur t Temperatur ( oC ) Kelelahan
F. Keadaan atmosfir
Ruangan yang berventilasi baik; udara segar
Ventilasi kurang baik; ada bau - bauan (tidak berbahaya)
Adanya debu - debu beracun, atau tidak beracun tetapi banyak
Adanya bau - bauan berbahaya yang mengharuskan menggunakan alat - alat pernapasan
7. Keadaan - keadaan yang luar biasa (bunyi, kebersihan, dll) 1. Bersih, sehat, cerah dengan kebisingan rendah
2. Siklus kerja berulang-ulang antara 5 - 10 detik 3. Siklus kerja berulang -ulang antara 0 - 5 detik 4. Sangat bising
34
Lampiran 2 Faktor penyesuaian pekerja
0.15 A1 0.13 A1
0.13 A2 0.12 A2
0.11 B1 0.1 B1
0.08 B2 0.08 B2
0.06 C1 0.05 C1
0.03 C2 0.02 C2
0 D Average 0 D Average
-0.05 E1 -0.04 E1
-0.1 E2 -0.08 E2
-0.16 F1 -0.12 F1
-0.22 F2 -0.17 F2
0.06 A Ideal 0.04 A Ideal
0.04 B Excellent 0.03 B Excellent
0.02 C Good 0.01 C Good
0 D Average 0 D Average
-0.03 E Fair -0.02 E Fair
-0.07 F Poor -0.04 F Poor
CONDITION CONSISTENCY
Good Good
Fair Fair
Poor Poor
SKILL EFFORT
Superskill Superskill
35
PETA TANGAN KIRI DAN KANAN TENAGA KERJA PRIA
PEKERJAAN : MERAKIT KARDUS
ELEMEN KERJA : MENGAMBIL KARDUS YANG AKAN DIRAKIT SEKARANG / USULAN : SEKARANG
PETA TANGAN KIRI DAN KANAN TENAGA KERJA PRIA
SEKARANG / USULAN : USULAN Elemen Gerak Simbol Waktu
(detik) Elemen Gerak Simbol
Waktu (detik)
Menganggur D 0.458 Menjangkau kardus Re 0.458
Menganggur D 0.583 Memegang kardus G 0.583
Menganggur D 1 Membawa kardus M 1
Menjangkau kardus Re 0.417 Membawa kardus M 0.417
Efektif 0.417 Efektif 2.458
Delay 2.041 Delay 0
Bagian Tubuh
Tangan Kanan Tangan Kiri
Total Waktu Total Waktu
Elemen Gerak Simbol Waktu
(detik) Elemen Gerak Simbol
Waktu (detik) Mengarahkan kardus P 0.458 Menjangkau kardus Re 0.458 Mengarahkan kardus P 0.583 Memegang kardus G 0.583
Mengarahkan kardus P 0.292 Membawa kardus M 0.292
Melepas kardus Rl 0.042 Membawa kardus M 0.042
Menganggur D 0.666 Membawa kardus M 0.666
Menjangkau kardus Re 0.417 Membawa kardus M 0.417
Efektif 1.792 Efektif 2.458
Delay 0.666 Delay 0
Tangan Kanan Tangan Kiri
Total Waktu Total Waktu
Bagian Tubuh
36
Lampiran 4 Peta tangan kanan dan kiri elemen kerja proses akhir pengemasan
PETA TANGAN KIRI DAN KANAN TENAGA KERJA PRIA
PEKERJAAN : TAHAPAN AKHIR PENGEMASAN
ELEMEN KERJA : PROSES AKHIR PENGEMASAN
SEKARANG / USULAN : SEKARANG
PETA TANGAN KIRI DAN KANAN TENAGA KERJA PRIA
SEKARANG / USULAN : USULAN Elemen Gerak Simbol Waktu
(detik) Elemen Gerak Simbol
Waktu (detik)
Menganggur D 0.25 Menjangkau sedotan Re 0.25
Menganggur D 0.208 Memegang sedotan G 0.208
Menganggur D 0.542 Membawa sedotan M 0.542
Menganggur D 0.5 Mengarahkan sedotan P 0.5
Menganggur D 0.167 Melepas sedotan Rl 0.167
Menganggur D 0.542 Menjangkau sedotan Re 0.542
Menganggur D 0.875 Memegang sedotan G 0.875
Menganggur D 1.583 Membawa sedotan M 1.583
Menganggur D 1.208 Mengarahkan sedotan P 1.208
Menganggur D 0.167 Melepas sedotan Rl 0.167
Merakit kardus As 3.292 Merakit kardus As 3.292
Efektif 3.292 Efektif 9.334
Delay 6.042 Delay 0
Tangan Kanan Tangan Kiri
Total Waktu Total Waktu
Bagian Tubuh
Elemen Gerak Simbol Waktu
(detik) Elemen Gerak Simbol
Waktu (detik) Menjangkau sedotan Re 0.25 Menjangkau sedotan Re 0.25
Memegang sedotan G 0.208 Memegang sedotan G 0.208
Membawa sedotan M 0.542 Membawa sedotan M 0.542
Mengarahkan sedotan P 0.5 Mengarahkan sedotan P 0.5
Melepas sedotan Rl 0.167 Melepas sedotan Rl 0.167
Merakit kardus As 3.292 Merakit kardus As 3.292
Efektif 4.959 Efektif 4.959
Delay 0 Delay 0
Total Waktu Total Waktu
Bagian Tubuh
37 Lampiran 5 Peta tangan kanan dan kiri elemen kerja mendorong kardus ke mesin
sealing
PETA TANGAN KIRI DAN KANAN TENAGA KERJA PRIA
PEKERJAAN : TAHAPAN AKHIR PENGEMASAN
ELEMEN KERJA : MENDORONG KARDUS KE MESIN SEALING
SEKARANG / USULAN : SEKARANG
PETA TANGAN KIRI DAN KANAN TENAGA KERJA PRIA
SEKARANG / USULAN : USULAN Elemen Gerak Simbol Waktu
(detik) Elemen Gerak Simbol
Waktu (detik) Mengarahkan kardus P 1.625 Mengarahkan kardus P 1.625
Mengarahkan kardus P 0.208 Melepas kardus Rl 0.208
Mengarahkan kardus P 1.333 Menganggur D 1.333
Melepas kardus Rl 0.042 Menganggur D 0.042
Efektif 3.208 Efektif 1.833
Delay 0 Delay 1.375
Bagian Tubuh
Tangan Kanan Tangan Kiri
Total Waktu Total Waktu
Elemen Gerak Simbol Waktu
(detik) Elemen Gerak Simbol
Waktu (detik) Mengarahkan kardus P 1.625 Mengarahkan kardus P 1.625
Mengarahkan kardus P 0.208 Melepas kardus Rl 0.208
Mengarahkan kardus P 1.333 Menjangkau kardus ya Re 1.333 Melepas kardus Rl 0.042 Memegang kardus yan G 0.042
Efektif 3.208 Efektif 3.208
Delay 0 Delay 0
Bagian Tubuh
Tangan Kanan Tangan Kiri
38
RIWAYAT HIDUP
Lampiran 1 Kelonggaran
Faktor Contoh Pekerjaan Evakuasi
Beban (kg) Kelonggaran (%)
A. Tenaga yang dikeluarkan Pria Wanita
1. Dapat diabaikan
Bekerja di meja,
duduk Tanpa beban 0.0 - 6.0 0.0 - 6.0
2. Sangat ringan Bekerja di meja,
berdiri 0.00 - 2.25 6.0 - 7.5 6.0 - 7.5 3. Ringan Menyekop, ringan 2.25 - 9.00 7.5 - 12.0 7.5 - 16.0 4. Sedang Mencangkul 9.00 -18.00 12.0 - 19.0 16.0 - 30.0
5. Berat Mengayun palu
yang berat 18.00 - 27.00 19.0 - 30.0 6. Sangat berat Memanggul beban 27.00 - 50.00 30.0 - 50.0 7. Luar biasa
berat
Memanggul
karung berat diatas 50
B. Sikap kerja
1. Duduk Bekerja, duduk ringan 0.0 - 1.0
2. Berdiri diatas
dua kaki Badan tegak, ditumpu dua kaki 1.0 - 2.5
3. Berdiri diatas
satu kaki Satu kaki mengerjakan alat kontrol 2.5 - 4.0 4. Berbaring Pada bagian sisi, belakang atau depan badan 2.5 - 4.0
5. Membungkuk Badan dibungkukkan bertumpu pada kedua
kaki 4.0 - 10.0
C. Gerakan kerja
1. Normal Ayunan bebas dari palu 0
2. Agak terbatas Ayunan terbatas dari palu 0 - 5.0 3. Sulit Membawa beban berat dengan satu tangan 0 - 5.0 4. Pada
anggota-anggota badan terbatas
Bekerja dengan tangan diatas kepala 5.0 - 10.0
5. Seluruh anggota badan terbatas
Bekerja di lorong-lorong pertambangan yang
Sumber : Sutalaksana dkk (2006) Catatan pelengkap :
Kelonggaran untuk kebutuhan pribadi pria = 0-2.5% Kelonggaran untuk kebutuhan pribadi wanita = 2-5%
Faktor Contoh Pekerjaan Kelonggaran (%)
D. Kelelahan mata Pencahayaan
Baik Buruk 1. Pandangan yang terputus -
putus Membaca alat ukur 0 1
2. Pandangan yang hampir terus menerus
Pekerjaan-pekerjaan
yang teliti 2 2
3. Pandangan terus menerus dengan fokus berubah-ubah
Memeriksa cacat -
cacat pada kain 2 5
4. Pandangan terus menerus dengan fokus tetap
Pemeriksaan yang
sangat teliti 4 8
E. Keadaan temperatur tempat
kerja Temperatur (
oC ) Kelelahan
1. Baik Ruangan yang berventilasi baik;
udara segar 0
2. Cukup Ventilasi kurang baik; ada bau -
bauan (tidak berbahaya) 0.0 - 5.0
3. Kurang baik Adanya debu - debu beracun, atau
tidak beracun tetapi banyak 5.0 - 10.0
4. Buruk
Adanya bau - bauan berbahaya yang mengharuskan menggunakan alat - alat pernapasan
10.0 - 20.0
G. Keadaan lingkungan yang baik
1. Bersih, sehat, cerah dengan kebisingan rendah 0 2. Siklus kerja berulang-ulang antara 5 - 10 detik 0.0 - 1.0 3. Siklus kerja berulang -ulang antara 0 - 5 detik 1.0 -3.0
4. Sangat bising 0.0 - 5.0
5. Jika faktor-faktor yang berpengaruh dapat menurunkan kualitas 0.0 - 5.0
6. Terasa adanya getaran lantai 5.0 - 10.0
Lampiran 2 Faktor penyesuaian pekerja
Untuk keperluan penyesuaian keterampilan dibagi menjadi enam kelas dengan ciri– ciri dari setiap kelas seperti yang dikemukakan berikut ini (Sulistyadi 2003):
Super skill :
1. Secara bawaan cocok sekali dengan pekerjaannya 2. Bekerja dengan sempurna
3. Tampak seperti berlatih dengan baik
4. Gerakan-gerakanya halus tapi sangat cepat sehingga sulit untuk diikuti 5. Kadang-kadang terkesan tidak berbeda dengan gerakan-gerakan mesin
6. Perpindahan dari satu elemen pekerjaan ke elemen lainnya tidak terlampau terlihat karena lancarnya
7. Tidak terkesan adanya gerakan-gerakan berpikir dan sangat merencanakan tentang apa yang dikerjakan (sudah sangat otomatis)
8. Secara umum dapat dikatakan bahwa pekerja yang bersangkutan adalah pekerja terbaik
Excellent skill :
1. Percaya pada diri sendiri
2. Tampak cocok dengan pekerjaannya 3. Terlihat telah terlatih baik
4. Bekerja teliti dengan tidak banyak melakukan pengukuran-pengukuran atau pemeriksaan
5. Gerakan-gerakan kerjanya beserta urutan-urutannya dijalankan tanpa kesalahan 6. Menggunakan peralatan dengan baik
0.15 A1 0.13 A1
0 D Average 0 D Average
-0.05 E1 -0.04 E1
-0.1 E2 -0.08 E2
-0.16 F1 -0.12 F1
-0.22 F2 -0.17 F2
0.06 A Ideal 0.04 A Ideal
0.04 B Excellent 0.03 B Excellent
0.02 C Good 0.01 C Good
0 D Average 0 D Average
7. Bekerjanya cepat tanpa mengorbankan mutu 8. Bekerjanya cepat tetapi halus
9. Bekerja berirama dan terkoordinasi
Good skill :
1. Kwalitas hasil baik
2. Bekerjanya tampak lebih baik daripada kebanyakan pekerja pada umumnya 3. Dapat memberi petunjuk-petunjuk pada pekerja lain yang keterampilannya rendah 4. Tampak jelas seperti pekerja yang cakap
5. Tidak memerlukan banyak pengawasan 6. Tiada keragu-raguan
7. Bekerjanya stabil
8. Gerakan-gerakan terkoordinasi dengan baik 9. Gerakan-gerakannya cepat
Average skill :
1. Tampak adanya kepercayaan pada diri sendiri 2. Gerakan-gerakannya tidak cepat tetapi tidak lambat 3. Terlihat adanya pekerjaan-pekerjaan perencanaan 4. Tampak sebagai pekerja yang cakap
5. Gerakan-gerakannya cukup menunjukkan tiadanya keraguan 6. Mengkoordinasi tangan dan pikiran dengan cukup baik
7. Tampak cukup terlatih dan karenanya mengetahui seluk beluk pekerjaannya 8. Bekerjanya cukup teliti
9. Secara keseluruhan cukup memuaskan
Fair skill :
1. Tampak terlatih tetapi belum cukup baik
2. Mengenal peralatan dan lingkungan secukupnya
3. Terlihat adanya perencanaan-perencanaan sebelum melakukan gerakan 4. Tidak mempunyai kepercayaan diri yang cukup
5. Tampaknya seperti tidak cocok dengan pekerjaannya tetapi telah ditempatkan dipekerjaan itu sejak lama
6. Mengetahui apa yang dilakukan dan harus dilakukan tetapi tampak tidak selalu yakin
7. Sebagian waktu terbuang karena kesalahan-kesalahan sendiri 8. Jika tidak bekerja sungguh-sungguh outputnya akan sangat rendah 9. Biasanya tidak ragu-ragu dalam menjalankan gerakan-gerakannya
Poor skill :
1. Tidak bias mengkoordinasi tangan dan pikiran 2. Gerakan-gerakannya kaku
3. Kelihatan ketidak yakinannya pada urutan-urutan gerakan 4. Seperti yang tidak terlatih untuk pekerjaan yang bersangkutan 5. Tidak terlihat adanya kecocokan dengan pekerjaan
6. Ragu-ragu dalam menjalankan gerakan-gerakan kerja 7. Sering melakukan kesalahan-kesalahan
8. Tidak ada kepercayaan pada diri sendiri 9. Tidak bisa mengambil inisiatif sendiri
Untuk usaha atau effort teknik Westinghouse membagi juga atas kelas-kelas dengan ciri masing-masing. Yang dimaksud dengan usaha disini adalah kesungguhan yang ditunjukkan atau diberikan operator ketika melakukan pekerjaannya. Berikut ini adalah enam kelas usaha dengan ciri-cirinya.
Excessive effort :
2. Usahanya sangat sungguh-sungguh tetapi dapat membahayakan kesehatan 3. Kecepatan yang ditimbulkannya tidak dapat dipertahankan sepanjang hari
Excellent effort :
1. Jelas terlihat kecepatan kerjanya yang tinggi
2. Gerakan-gerakannya lebih ekonomis daripada operator-operator biasa 3. Penuh perhatian pada pekerjaannya
4. Banyak memberi saran-saran
5. Menerima saran-saran dan petunjuk-petunjuk dengan senang 6. Percaya kepada kebaikan maksud pengukuran waktu
7. Tidak dapat bertahan lebih dari beberapa hari 8. Bangga atas kelebihannya
9. Gerakan-gerakan yang salah terjadi sangat jarang sekali 10. Bekerjanya sistematis
11. Karena lancarnya, perpindahan dari satu elemen ke elemen lain tidak terlihat
Good effort : 1. Bekerja berirama
2. Saat-saat menganggur sangat sedikit bahkan kadang-kadang tidak ada 3. Penuh perhatian pada pekerjaannya
4. Senang pada pekerjaannya
5. Kecepatannya baik dan dapat dipertahankan sepanjang hari 6. Percaya pada kebaikan maksud pengukuran waktu
7. Menerima saran-saran dan petunjuk-petunjuk dengan senang 8. Dapat memberi saran-saran untuk perbaikan kerja
9. Tempat kerjanya diatur baik dan rapih
10. Menggunakan alat-alat yang tepat dengan baik 11. Memelihara dengan baik kondisi peralatan
Average effort :
1. Tidak sebaik good, tetapi lebih baik daripada poor 2. Bekerja dengan stabil
3. Menerima saran-saran tetapi tidak mengerjakannya 4. Set up dilaksanakan dengan baik
5. Melakukan kegiatan-kegiatan perencanaan
Fair effort :
1. Saran-saran perbaikan diterima dengan kesal
2. Kadang-kadang perhatian tidak ditujukkan pada pekerjaannya 3. Kurang sungguh-sungguh
4. Tidak mengeluarkan tenaga dengan secukupnya 5. Terjadi sedikit penyimpangan dari cara kerja baku 6. Alat-alat yang dipakainya tidak selalu yang terbaik
7. Terlihat adanya kecenderungan kurang perhatian pada pekerjaannya terlampau hati-hati
8. Terlampau hati-hati
9. Sistematika kerjanya sedang-sedang saja 10. Gerakan-gerakannya tidak terencana
Poor effort :
1. Banyak membuang-buang waktu 2. Tidak memperlihatkan adanya kerja 3. Tidak mau menerima saran-saran 4. Tampak malas dan bekerja lambat