DAFTAR PUSTAKA
Barness, Ralph M. 1980. Motion and Time Study Design and Measurement of
Work. Seventh Edition. New York : John Wiley & Sons
Blacktone, John H. 1989. Capacity Management. West Chicago : South-Western Publisher CO.
F. Cox III, James. dkk.2010. Theory of Constraints. New York:McGraw Hill Company.
Ginting, Rosnani. 2007.Sistem Produksi. Yogyakarta: Graha Ilmu Glover, Fred. 1999.Tabu Search. London : Kluwer Academic Publisher
Niebel, Benjamin. 1999. Methods Standards and Work Design. New York : Mc Graw Hill.
Sinulingga, Sukaria. 2013. Metode Penelitian. Medan : USUpress
BAB III
LANDASAN TEORI
3.1. Line Balancing
Lini perakitan dapat didefenisikan sebagai sekelompok pekerja dan/atau mesin-mesin yang melakukan serangkaian tugas untuk merakit sebuah produk. Tugas-tugas ini sering kali memiliki batasan preseden, misalnya untuk merakit baut ke dalam lubang yang dibor, haruslah terlebih dahulu membentuk lubang yang sesuai untuk baut tersebut. Perencanaan dari kapasitas lini perakitan ini membutuhkan ketentuan dari lini yang terstruktur seperti jumlah pekerja atau mesin dan tugas masing-masing yang harus dikerjakan. Masalah ini biasanya diselesaikan dengan penyeimbangan lintasan (Blackstone, 1989)
Ketentuan untuk menyeimbangkan lintasan adalah sebagai berikut ini. 1. Jika adanya volume keluaran yang cukup, biaya proses dan perakitan yang
rendah karena tingginya tingkat utilisasi dari gedung, peralatan, dan proses. 2. Pengendalian persediaan dari bahan mentah dan komponen-komponen
lainnya rendah karena input diperlukan hanya untuk satu buah produk.
3. Jadwal produksi lebih sederhana karena hanya satu buah produk yang dirakit. 4. Hasil volume produk dan efesiensi pekerja yang tinggi ketika serangkaian
tugas dikerjakan sesuai dengan waktu yang ditentukan.
6. Biaya pengawasan dan pengendalian yang rendah karena pekerjaan merupakan kegiatan yang repetitif dan dapat berjalan secara natural dengan hasil proses yang seragam.
3.2. Defenisi Line Balancing
Line balancing adalah serangkaian stasiun kerja (mesin dan peralatan)
yang dipergunakan dalam pembuatan produk. Line balancing biasanya terdiri dari sejumlah area kerja yang dinamakan stasiun kerja yang ditangani oleh seorang atau lebih operator dan ada kemungknan ditangani dengan menggunakan bermacam-macam alat. (Ginting. 2007)
Tujuan utama dalam menyusun line balancing adalah untuk membentuk dan menyeimbangkan beban kerja yang dialokasikan pada tiap-tiap stasiun kerja. Jika tidak dilakukan keseimbangan lintasan maka dapat mengakibatkan ketidakefisienan kerja di beberapa stasiun kerja dimana diantara stasiun kerja yang satu dengan stasiun kerja yang lain memiliki beban kerja yang tidak seimbang. Pembagian pekerjaan ini disebut production line balancing, assembly
line balancing, atau hanya line balancing.
menghidupkan atau mematikan mesin secara terputus-putus perlu dilakukan. Selain itu penyeimbangan mesin-mesin yang dipakai baik itu dalam penggunaan dua mesin untuk mendapatkan kapasitas yang yang dibutuhkan maupun memperlambat mesin yang bekerja terlalu cepat atau menghidupkan atau mematikan mesin secara terputus-putus, dan lain-lain perlu dilakukan.
Area kerja atau stasiun kerja yang ditangani seorang atau lebih operator dengan berbagai alat akan mengerjakan elemen kerja ketika unit produk melewati stasiun kerjanya. Jadi dalam proses pengerjaan suatu produk, semua atau hampir semua stasiun kerja terlibat dan item yang mengalami pengerjaan akan bertambah lengkap pada setiap stasiun yang dilaluinya.
Waktu yang dibutuhkan dalam menyelesaikan pekerjaan pada masing-masing stasiun kerja biasanya disebut service time atau station time. Sedangkan waktu yang tersedia pada masing-masing stasiun kerja disebut waktu siklus. Waktu siklus biasanya sama dengan waktu stasiun kerja yang paling besar. Jangka waktu yang diperbolehkan untuk melakukan operasi pada stasiun kerja ditentukan oleh kecepatan assembly line sehingga seluruh sehingga seluruh work center atau staiun kerja berbagi waktu siklus yang sama. Waktu menganggur (float time) terjadi jika dari stasiun pekerjaan yag ditugaskan padanya membutuhkan waktu yang sedikit daripada waktu siklus yang telah diberikan. Maka selain untuk membentuk dan menyeimbangkan beban kerja, line balancing bertujuan juga untuk meminimisasikan waktu menganggur ketika operasi pengerjaan pada
yang sempurna terjadi apabila dalam penugasan pekerjaan tidak menimbulkan waktu menganggur.
3.3. Pengukuran Waktu (Time Study)
Pengukuran kerja merupakan kegiatanyang dilakukan untuk mengamati pekerjaan dan mencatat waktu kerja dengan menggunakan alat yang sesuai. Waktu yang diukur adalah waktu siklus dari pekerjaan itu yaitu waktu penyelesaian dalam satuan waktu mulai dari bahan baku, diperoses hingga menjadi produk jadi. Pengukuran waktu kerja ini akan berhubungan dengan usaha-usaha untuk menekan waktu baku yang dibutuhkan guna menyelesaikan suatu pekerjaan. Waktu baku tersebut merupakan waktu yang dibutuhkan secara wajar oleh seorang pekerja normal untuk menyelesaikan suatu pekerjaan yang dijalankan dalam sistem kerja yang terbaik. (Sutalaksana, 1979)
Waktu standar adalah waktu yang dibutuhkan oleh seorang operator untuk menyelesaikan satu siklus kegiatan yang dilakukan menurut metode tertentu, pada kecepatan normal dengan mempertimbangkan faktor-faktor keletihan, kelonggaran untuk kepentingan pribadi. Pada umumnya teknik-teknik pengukuran waktu terdiri dari dua bagian, pertama teknik pengukuran secara langsung dan kedua secara tidak langsung. Untuk pelaksanaannya penelitian waktu dapat dibagi atas tahap-tahap berikut ini:
2. Tahap komunikasi dengan mengadakan pendekatan pada karyawan dengan baik, sehingga karyawan dapat bekerja tanpa merasa terganggu.
3. Mengamati dan mencatat informasi mengenai operasi dan operator dari objek yang diamati.
4. Menentukan satu siklus kerja dan menguraikannya atas elemen-elemen kerja 5. Tahap pengukuran, pengamatan waktu pengerjaan (selected time) yang
dibutuhkan pekerja dan penentuan jumlah pengamatan yang dibutuhkan, penentuan penyesuaian (rating factor) serta kelonggaran (allowance).
6. Tahap penyelesaian, penelaahan hasil waktu yang dilakukan.
7. Menentukan jumlah tenaga kerja yang dibutuhkan sesuai dengan perhitungan yang dilakukan berdasarkan waktu standar.
8. Waktu standar digunakan sebagai dasar pengendalian biaya tenaga kerja. Waktu baku ini merupakan waktu yang diperlukan oleh seorang pekerja yang memiliki tingkat kemampuan rata-rata untuk menyelesaikan suatu pekerjaan. Disini sudah meliputi kelonggaran waktu yang diberikan dengan memperhatikan situasi dan kondisi pekerjaan yang dilakukan. Dengan demikian waktu baku ini dapat digunakan sebagai alat untuk membuat rencana penjadwalan kerja yang dibutuhkan dalam penyelesaian kerja.
Pada garis besarnya teknik-teknik pengukuran waktu dibagi kedalam dua bagian yaitu (Sritomo, 1995):
Pengukuran ini dilaksanakan secara langsung yaitu ditempat dimana pekerjaan yang bersangkutan dijalankan. Misalnya pengukuran kerja dengan jam henti (stopwatchtimestudy) dan sampling kerja (worksampling).
2. Pengukuran secara tidak langsung
Pengukuran ini dilakukan dengan menghitung waktu kerja tanpa si pengamat harus berada ditempat kerja yang diukur. Pengukuran waktu dilakukan dengan membaca tabel-tabel yang tersedia asalkan mengetahui jalannya pekerjaan. Misalnya aktivitas data waktu baku (standarddata), dan data waktu gerakan (predeterminedtimesystem).
Pada pengukuran waktu sampling pekerjaan, pengamat tidak harus menetap di tempat kerja, melainkan melakukan pengamatan secara sesaat pada waktu yang telah ditentukan secara random/acak. Untuk ini biasanya satu hari kerja dibagi ke dalam satuan-satuan waktu yang besarnya ditentukan oleh pengukur. Panjang satu satuan waktu biasanya tidak terlalu singkat dan tidak terlalu panjang.
3.3.1. Langkah-langkah Sebelum Melakukan Pengukuran Waktu
Ada beberapa aturan pengukuran yang perlu dijalankan untuk mendapatkan hasil yang baik. Aturan-aturan tersebut akan dijelaskan dalam langkah-langkah berikut (Sutalaksana, 1979):
1. Penetapan tujuan pengukuran
ketelitian dan tingkat keyakinan yang diinginkan dari hasil pengukuran tersebut.
2. Melakukan penelitian pendahuluan
Tujuan utama dari aktivitas pengukuran kerja adalah waktu baku yang harus dicapai oleh seorang pekerja untuk menyelesaikan suatu pekerjaan. Waktu baku yang ditetapkan untuk suatu pekerjaan tidak akan benar apabila metoda untuk melaksanakan pekerjaan tersebut berubah, material yang dipergunakan sudah tidak lagi sesuai dengan spesifikasi semula, kecepatan kerja mesin atau proses produksi lainnya berubah pula, atau kondisi-kondisi kerja lainnya sudah berbeda dengan kondisi kerja pada saat waktu baku tersebut ditetapkan jadi waktu baku pada dasarnya adalah waktu penyelesaian pekerjaan untuk suatu sistem kerja yang dijalankan pada saat pengukuran berlangsung sehingga waktu penyelesaian tersebut juga hanya berlaku untuk sistem kerja tersebut.
3. Memilih operator
4. Melatih operator
Walaupun operator yang baik telah didapat, kadang-kadang masih diperlukan latihan bagi operator tersebut, terutama jika kondisi dan cara kerja yang digunakan tidak sama dengan yang biasa dijalankan operator. Hal ini terjadi jika pada saat penelitian kondisi kerja atau cara kerja sudah mengalami perubahan. Dalam keadaan ini operator harus dilatih terlebih dahulu karena sebelum diukur harus terbiasa dengan kondisi dan cara kerja yang telah ditetapkan.
5. Menguraikan pekerjaan atas elemen pekerjaan
Disini pekerjaan dipecah menjadi elemen pekerjaan, yang merupakan gerakan bagian dari pekerjaan yang bersangkutan. Elemen-elemen inilah yang akan diukur waktu siklusnnya. Waktu siklus adalah waaktu penyelesaian satu satuan produksi sejak bahan baku mulai diproses di tempat kerja yang bersangkutan.
6. Menyiapkan alat-alat pengukuran
Setelah lima langkah diatas dijalankan dengan baik, tibalah sekarang pada langkah terakhir sebelum melakukan pengukuran yaitu menyiapkan alat-alat yang diperlukan. Alat-alat tersebut adalah :
a. Jam henti
b. Lembaran-lembaran pengamatan c. Pena atau pensil
3.4. Stopwatch Time Study
Pekerjaan dengan menggunakan pengukuran jam henti merupakan pengukuran secara objektif karena ditetapkan berdasarkan fakta yang terjadi dan tidak cuma sekedar estimasi secara subjektif. Metoda ini baik diaplikasikan untuk pekerjaan-pekerjaan yang berlangsung singkat dan berulang-ulang. Dari hasil pengukuran maka akan diperoleh waktu baku untuk menyelesaikan satu siklus pekerjaan, yang mana itu akan dipergunakan untuk waktu standard mengerjakan pekerjaan yang sama. Beberapa langkah untuk pelaksanaan pengukuran waktu kerja dengan jam henti adalah (Barnes, 1980) :
Langkah-langkah pegumpulan data untuk Stopwatch Time Study adalah sebagai berikut ini.
1. Mempersiapkan instrumen penelitian yaitu stopwatch, dan alat bantu yang digunakan adalah papan pengamatan dan alat tulis.
2. Pengukuran waktu siklus 3. Penentuan allowance 4. Penetapan Rating Factor
5. Uji keseragaman data dilakukan untuk melihat apakah data seragam agar dapat dihitung waktu standarnya.
6. Uji kecukupan data dilakukan untuk melihat apakah data cukup, jika data tidak cukup maka harus dilakukan pengambilan data tambahan.
3.4.1. Pengujian Keseragaman Data
Beberapa hal yang berhubungan dengan pengujian keseragaman data. Secara teoritis apa yang dilakukan dalam pengujian ini adalah berdasarkan teori-teori statistik tentang peta control yang biasanya digunakan dalam melakukan pengendalian kualitas di pabrik atau tempat kerja lain.
Batas-batas kontrol yang dibentuk dari data merupakan batas seragam tidaknya data. Sekelompok data dikatakan seragam bila berada di antara kedua batas control yaitu in control dan out of control. Data in control adalah data yang berada pada batas kontrol atas dan batas kontrol bawah. Sedangkan data out of
control adalah data yang berada di luar batas kontrol atas dan batas kontrol
bawah.
Dalam penggunaan peta kontrol, data yang diharapkan dari hasil pengamatan akan ditetapkan dalam sebuah peta kontrol yang memiliki batasan kontrol sebagai berikut :
1. Batas Kontrol Atas (BKA) = X� + k S
2. Batas Kontrol Bawah (BKB) = X� -k S
3.4.2. Pengujian Kecukupan Data
Pengujian ini dilakukan untuk mengetahui apakah data yang diperoleh dari pengamatan mencukupi untuk dilakukan perhitungan.
z : Tingkat ketelitian s : Tingkat kepercayaan N : Jumlah data awal
N’ : Jumlah data minimal yang diperlukan t : Waktu pengukuran
Jika N’≥ N maka data dikatakan cukup.
Setelah uji keseragaman data dan uji kecukupan data dipenuhi maka dilakukan perhitungan waktu siklus, waktu normal dan waktu standar. Waktu siklus dihitung dengan merata-ratakan waktu yang diperoleh dalam pengukuran. Waktu normal diperoleh dengan mempertimbangkan rating factor
operator.Rumus :
WtxRf WN =
Waktu standar diperoleh dengan mempertimbangkan allowance operator.
3.4.3. Rating Factor dan Allowance
Penilaian perlu dilakukan karena berdasarkan itu dapat dilakukan penyesuaian, dan pengukur harus menormalkannya dengan melakukan penyesuaian.
Biasanya penyesuaian dilakukan dengan mengalikan waktu siklus rata-rata dengan suatu harga p yang disebut faktor penyesuaian. Besarnya harga p sedemikian rupa sehingga hasil perkalian yang diperoleh mencerminkan waktu yang sewajarnya atau normal. Bila pengukur berpendapat bahwa operator bekerja di atas normal maka harga p akan lebih besar dari 1 (p>1) dan sebaliknya jika operator bekerja di bawah normal maka harga p akan lebih kecil dari 1 (p<1), dan andaikan pengukur berpendapat bahwa operator bekerja secara wajar maka harga p akan sama dengan 1 (p=1).
Beberapa sistem untuk memberikan rating yang umumnya diaplikasikan dalam aktivitas pengukuran kerja, antara lain (Niebel, 2003):
1. Skill dan Effort Rating
Skill didefenisikan sebagai kemampuan mengikuti cara kerja yang ditetapkan.
2. Westinghouse System’s Rating
Cara Westinghouse mengarahkanpenilaian pada 4 faktor yang dianggap menentukan kewajaran atau ketidakwajaran dalam bekerja. Adapun 4 faktor tersebut antara lain:
a. Keterampilan atau skill, didefinisikan sebagai kemampuan mengikuti cara kerja yang ditetapkan. Latihan dapat meningkatkan keterampilan, tetapi hanya sampai ke tingkat tertentu saja.
b. Usaha, adalah kesungguhan yang ditunjukkan atau yang diberikan operator ketika melakukan pekerjaannya. Usaha atau effort ini dibagi atas 6 kelas usaha dengan ciri-cirinya, yaitu:
c. Kondisi kerja atau condition, adalah kondisi fisik lingkungannya seperti keadaan pencahayaan, suhu, dan kebisingan ruangan. Kondisi kerja merupakan sesuatu di luar operator yang diterima apa adanya oleh operator tanpa banyak kemampuan mengubahnya.
d. Konsistensi, adalah keseragaman hasil pengukuran yang diperoleh selama operator bekerja. Selama ini masih dalam batas-batas kewajaran masalah tidak timbul, tetapi jika variabilitasnya tinggi maka hal tersebut harus diperhatikan.
Kelonggaran (Allowance) diberikan berkenaan dengan adanya sejumlah kebutuhan di luar kerja, yang terjadi selama pekerjaan berlangsung. Dalam menghitung besarnya allowance, bagi keadaan yang dianggap wajar diambil harga
allowance =100 %. Sedangkan bila terjadi penyimpangan dari keadaan ini, harga
diperoleh dan waktu ini dicapai berdasarkan setiap departemen. Kelonggaran diberikan untuk tiga hal, yaitu:
1. Kelonggaran untuk kebutuhan pribadi (personal)
Yang termasuk didalam kebutuhan pribadi adalah hal-hal sepeti minum sekedarnya untuk menghilangkan rasa haus, ke kamar kecil, bercakap-cakap dengan teman sekedarnya untuk menghilangkan ketegangan ataupun kejenuhan dalam sewaktu bekerja
2. Kelonggaran untuk menghilangkan rasa fatique.
Fatique merupakan hal yang akan terjadi pada diri seseorang sebagai akibat
dari melakukan suatu pekerjaan.
3. Kelonggaran untuk hambatan-hambatan tidak terhindarkan (delay).
Hambatan-hambatan tidak terhindarkan terjadi karena berada diluar kekuasaan/kendali pekerja.
3.4.4. Perhitungan Waktu Baku
Penetapan waktu baku bertujuan untuk mendapatkan waktu yang dibutuhkan pekerja dengan kemampuan diatas rata-rata untuk menyelesaikan pekerjaannya. Penetapan waktu baku ini melibatkan perhitungan waktu normal,
rating factor dan allowance. Rumus untuk menghitung waktu baku adalah:
Waktu Baku = ��������
�� �
100% 100%−��������� %
Dimana:
WT = Waktu total PP = Persen produktif RF = Rating factor TP=Total produk
3.5. Theory of Constraint
Theory Of Constraints (TOC) merupakan pengembangan dari Optimized
Production Technology (OPT). Nama lain dari TOC adalah OPT Throughware,
synchronous production dan synchronous manufacturing. TOC adalah suatu teori yang menekankan bahwa performa optimum dari suatu sistem bukan merupakan hasil penjumlahan dari semua komponen sistem yang telah dioptimasi, tetapi merupakan pengaruh keterbatasan–keterbatasan yang ada pada suatu sistem terhadap performa optimum yang dapat dicapai sistem tersebut.(James, 2010)
Theory of Constraints (TOC) telah menjadi suatu sistem yang bermanfaat
perbaikan yang nyata dalam mengatur penjadwalan operasi dan peningkatan profit.
3.5.1. Prinsip Theory of Constraints
Berikut ini adalah beberapa prinsip TOC, (Goldratt,1997): 1. Sistem dianalogikan sebagai suatu rantai.
2. Lokal versus sistem optima. 3. Sebab Akibat.
4. Kendala fisik dan kebijaksanaan.
5. Ide bukan merupakan suatu pemecahan masalah. 6. Aktifitas tidak selalu sama dengan utilitas. 7. Solusi yang menjadi makin buruk.
8. Pengaruh yang tidak diinginkan dan inti permasalahan.
3.5.2. Langkah-langkah Theory of Constraints
Lima langkah dalam usaha untukmemperbaiki setiap elemen yang terdapat di dalam sistem yaitu, (James, 2010):
1. Identifikasi kendala sebuah sistem
2. Eksploitasi kendala-kendala yang ada.
Eksploitasi kendala dilakukan untuk mengetahui bagaimana memanfaatkan atau mensiasati pembatas (kendala) yang ada untuk memperbaiki kerja sistem lebih efektif dan efisien. Proses berpikir yang dilakukan adalah bagaimana membuat sistem berjalan baik dengan kendala yang ada, tidak langsung membuang kendala. Goldratt dalam bukunya memberi contoh lebih baik menajamkan mata gergaji yang ada (jikalau masih mungkin) daripada langsung mengganti dengan yang baru. Jika kendala berupa fisik, maka tujuan dalam tahap ini adalah mensiasati kendala agar bekerja lebih efektif lagi, tapi jika kendala berupa kebijakan manajerial maka kendala ini jangan disiasati tapi harus dieliminasi dan diganti dengan kebijakan yang mendukung perbaikan sistem.
3. Subordinasi
Bagian dari sistem yang dipandang non kendala harus diupayakanuntuk mendukung secara maksimum keefektifan dari perbaikan kendala yangsudah ditentukan, bukan memperumit perbaikan kendala. Perbaikanthroughputperusahaan harus disinkronisasikan dengan segala sumber
daya yang ada.
4. Elevasi kendala sistem
dilakukanpenambahanshiftatau sub kontrak. Kendala yang berupa kualitas bahan bakuyang buruk atausuppliersyang tidak bisa diandalkan, maka mungkin harusmencarisuppliersbaru. Jika kendala berupa peraturan ataupun kebijakanmungkin harus dilakukan revisi dan penggantian kebijakan. Kadang kalauntuk mengatasi kendala tersebut akan melibatkan investasi dana tambahantapi hal ini perlu diusahakan sebagai cara terakhir. Langkah keempat iniberusaha mengatasi kendala selangkah demi selangkah sampai akhirnyakendala ini teratasi dan menjadi non kendala.
5. Kembali ke langkah 1 dan hindari inersia.
Kendala yang ada sudah berhasildiatasi sebelum tiba pada kendala keempat, maka kembali ke langkah pertama.
3.6. Tabu Search
Filosofi dari Tabu Search adalah untuk mendapatkan dan mengeksploitasi kumpulan dari dasar-dasar kecerdasan pemecahan masalah. Hal ini memiliki pengertian bahwa Tabu Search merupakan dasar dari konsep tertentu yang mempersatukan kecerdasan buatan dan optimisasi.
3.6.1 Aplikasi Tabu Search
Sebuah lini perakitan yang terdiri dari serangkaian m stasiun kerja yang terhubung satu sama lain, dimana setiap stasiun secara berulang harus melaksanakan sebuah sub set n pekerjaan atau operasi pada unit produk secara berurutan sepanjang lini dengan kecepatan yang konstan. Pekerjaan-pekerjaan tersebut tidak dapat dibagi menjadi elemen kerja, dan harus dilakukan untuk merakit sebuah produk. (Glover, F. 1999)
Berdasarkan pekerjaan yang secara bersamaan dapat dilakukan, lini perakitan setiap unit produk menghabiskan interval waktu yang sama, dinamakan waktu siklus c pada setiap stasiun kerja. Waktu siklus c menentukan tingkat produksi yaitu l/c. Waktu pengerjaan tiap tugas j = 1,...,n membutuhkan waktu kerja tetap tj. Pembatasan teknologi mengharuskan untuk dibuatnya diagram preseden yang mengelompokkan pekerjaan yang dilakukan secara berurutan. Pembatas ini akan merepresentasikan diagram preseden dengan nod berupa tugas dan arc (i,j) jika tugas i harus selesai untuk melanjut ke tugas j. Pada simple
assembly line balancing problem (SALBP), setiap tugas harus dikerjakan oleh
satu stasiun perakitan dengan tidak melewati konstrain presedennya. Waktu maksimum pada stasiun ditentukan oleh waktu siklus c, dan semua stasiun dengan waktu siklus yang lebih kecil akan mengalami waktu idle.
Berdasarkan pengamatan yang dilakukan pada Pada simple assembly line
balancing problem (SALBP), maka dapat dilakukan formulasi dengan
untuk meminimalkan jumlah dari waktu idle, tanpa melangkahi nomor stasiun didepannya.
Pada Pada simple assembly line balancing problem (SALBP) tipe 1, dilakukan perhitungan waktu siklus untuk meminimalkan jumlah stasiun kerja, sedangkan pada Pada simple assembly line balancing problem (SALBP) tipe 2 dilakuka untuk mengurangi waktu siklus produk akhir.
Penelitian terkait metode SALBP tipe 1 dan SALBP tipe 2 menunjukan bahwa tujuan utama dari Tabu Search untuk mengkombinasikan pencarian lokal dengan pencarian lompatan yang lebih rendah. Metode ini juga digunakan untuk melakukan pendeketan dengan Tabu Search untuk meniadakan ketidaklayakan lintasan. Metode Tabu Search menetapkan perbaikan untuk meminimisasi waktu
makespan untuk mesin paralel yang identik.
3.7. Uji Kenormalan Data dengan Kolgomorov-smirnov
Uji kenormalan data yang diperoleh dilakukan dengan menggunakan menggunakan Kolmogorov-smirnovtest. Uji ini kita membuktikan kesesuaian antara frekuensi hasil pengamatan dengan frekuensi yang diharapkan, untuk melihat pola distribusi data yang didapatkan, apakah data berdistribusi normal atau tidak. Adapun tahapan pengujian kenormalan data menggunakan
Kolmogorov-smirnov test adalah sebagai berikut:
2. Dari nilai pengamatan tersebut lalu disusun distribusi frekuensi kumulatif relatif, notasikan dengan Fa (X), dapat dihitung menggunakan rumus berikut:
3. Dihitung nilai Z dengan menggunakan rumus berikut ini:
σ−µ
= X
Z
4. Dihitung nilai distribusi frekuensi kumulatif teoritis, yaitu berdasarkan area kurva normal, dinotasikan dengan Fe (X). Dengan interpolasi nilai peluang dari Z yang digunakan. Atau dengan menggunakan rumus dari aplikasi
Microsoft Excel dengan format berikut.
=NORMSDIST(z) 5. Dihitung selisih antara Fa (X) dengan Fe (X). 6. Diambil selisih maksimum dan notasikan dengan D
D= Max Fa (X) – Fe (X)
7. Bandingkan antara nilai D hitung tersebut dengan nilai D yang didapatkan dari tabel nilai D untuk uji Kolmogorov – Smirnov untuk sampel tunggal dengan α yang telah ditentukan.
8. Tentukan wilayah penerimaan untuk pengambilan keputusannya: Ho: Data tersebut Berdistribusi Normal
H1: Data Tersebut Berdistribusi Tidak Normal Jika D ≤ Dα, maka H0 diterima
3.7.1. Distribusi Normal
Distribusi peluang kontinu yang paling terpenting dalam seluruh bidang statistika adalah distribusi normal. Grafiknya, disebut kurva normal yang berbentuk lonceng seperti pada gambar 2.10, yang menggambarkan dengan cukup baik banyak gejala yang muncul di alam, industri, dan penelitian. Pengukuran fisik di bidang seperti percobaan metereologi, penelitian curah hujan, dan pengukuran suku cadang yang diproduksi sering dengan baik dapat diterangkan menggunakan distribusi normal. Di samping itu galat dalam pengukuran ilmiah dapat dihampiri dengan sangat baik oleh distribusi normal.(Walpole, 1995)
Pada gambar 2.1 telah dilukiskan dua kurva normal yang mempunyai simpangan baku yang sama tetapi rataanya berbeda. Kedua kurva bentuknya persis sama tapi titik tengahnya terletak di tempat yang berbeda di sepanjang sumbu datar.
1 2 Frekuensi
X Mean
2σ
σ
Sumber : Wallpole, Pengantar Statistik
3.8. Penelitian Terdahulu
3.8.1. Sebuah Algoritma Tabu Search untuk Menyeimbangkan Lini Pembongkaran Berdasarkan Urutan
Kalayci (2013) dalam penelitiannya menyatakan bahwa kesimbangan lini pada proses pembongkaran pada lantai produksi memiliki beberapa kendala berdasarkan urutan proses yang ada. Penelitian ini dilakukan untuk memenuhi beberapa tujuan dalam keseimbangan lintasan pada proses perakitan. Tujuan-tujuan tersebut adalah sebagai berikut: (1) meminimalkan jumlah workstation pembongkaran, (2) meminimalkan total waktu siaga dengan meratakan pendsitribusiannya untuk setiap workstation, (3) memaksimalkan prioritas menghapus komponen yang tidak berguna pada proses pembongkaran, (4) memaksimalkan menghapus komponen permintaan yang tinggi sebelum komponen permintaan yang lain rendah. Sebuah pendekatan baru yang didasarkan pada algoritma tabu search diusulkan untuk memecahkan masalah keseimbangan lini tersebut. Peneliti akan menyelidiki penerapan algoritma tabu search dalam pemecahan masalah tersebut.
Permasalahan dalam kasus lini pembongkaran berdasarkan urutan proses pengerjaan merupakan suatu permasalahan yang kompleks. Oleh karena itu, perlu menggunakan metode alternatif dalam rangka untuk mencapai solusi optimal lebih cepat. Dalam hal ini, digunakan pendekatan dengan menggunakan algoritma
tabu search. Dalam algoritma tabu search yang diusulkan, setiap elemen dari
Strategi membangun keseimbangan yang layak merupakan isu kunci untuk memecahkan masalah keseimbangan lintasan. Peneliti menggunakan prosedur stasiun yang berorientasi untuk membangun keseimbangan untuk setiap
workstation. Prosedur ini dimulai dengan pembukaan stasiun pertama. Kemudian,
tugas-tugas diberikan kepada stasiun ini sampai jumlah maksimum hingga statisun tersebut tidak dapat lagi mengerjakan baru dibuka. Dalamsetiap iterasi, tugasdipilihsesuai dengankriteria seleksiprobabilistikdari settugaskandidatuntuk menetapkanke stasiunsaat ini.Bila tidak adatugas yang lebihmungkin ditugaskanke stasiunterbuka, iniadalahtertutup danstasiunberikutdibuka. Prosedurakhir adalahketika tidak adatugasyang tersisauntuk menetapkan.
Dalam penelitian ditemukan bahwan urutan proses pembongkaran telah ditemukan dengan kemampuan tugas-tugas pada workstation yang seimbang. Algoritma tabu search menghasilkan hasil urutan proses terbaik setelah dibandingkan dengan metode-metode yang lain dengan tujuan yang sama.
3.8.2. PenerapanAlgoritma GenetikauntukLini Produksi Masa untukPeningkatan Produktivitas
waktusiklus, sehingga mengurangilead timeproduksi. Pengurangan biaya danpengurangan persediaantelahmenjadi lebih pentinguntuk kelangsungan hidupsuatu perusahaan. Theory of Constraints(TOC) adalah salah satu tekniktersebut untukpeningkatan produktivitasyang berfokuspada peningkatankinerja sistem. TOCmencobauntuk mengidentifikasikendaladalam sistemdan mengeksploitasidanmengangkat masalah tersebutuntuk meningkatkanoutputkeseluruhan sistem. Namun,ada batasanpraktispada nilaisampaiwaktusiklusdapat dikurangi. Jikagariskeseimbangantidakdicapai
dalammetodealternatifbatas praktisiniseperti menggeserbeberapa operasiuntukmesin baruyangharus dipertimbangkan. Masalah utamayang dihadapi
olehperusahaan selamapembuatan produkperumahanadalah masalah yang berhubungan dengan proses pengiriman produk, masalah yang terkait dengan adanya produk yang work in process, dan masalah yang terkait dengan persediaan bahan baku.
Untuk masalahyang sedang dipertimbangkan, penguranganindividu dalamkomponenwaktu siklussumber dayaterbatasyang ditemukan masing-masing30,0menitdan20,0menit.Pengurangantidakpraktisdicapai. Oleh karena itu adalangkah-langkahalternatifyangdisarankan.
Namun,pengurangankomponenwaktu
BAB IV
METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian
Penelitian dilakukan di PT. Garuda Mas Perkasa yang merupakan perusahaan yang bergerak di bidang pembuatan sendal jepit. Perusahaan ini berlokasi di jalan K.L. Yos Sudarso, Medan. Waktu penelitian dilakukan pada bulan April 2015 hingga Juni 2015.
4.2. Jenis Penelitian
Jenis penelitian ini adalah action research dimana penelitian dilakukan untuk memaparkan pemecahan masalah terhadap suatu masalah yang ada sekarang secara sistematis dan faktual berdasarkan data-data. Penelitian ini meliputi proses pengumpulan, penyajian, dan pegolahan data, serta analisis dan interpretasi. (Sinulingga. 2013)
4.3. Objek Penelitian
Objek penelitian pada penelitian ini adalah kapasitas produksi untuk setiap stasiun kerja pada proses produksi sendal jepit.
Variabel dependen pada penelitian ini adalah keseimbangan lintasan produksi yang optimal.
Variabel independen pada penelitian ini adalah waktu siklus produk, waktu normal, rating factor, dan allowance operator.
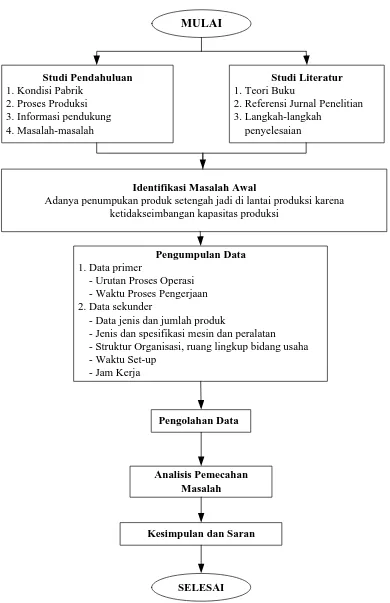
4.5 Kerangka Konseptual
Suatu penelitian dapat dilaksanakan apabila tersedianya sebuah perancangan kerangka konseptual yang baik sehingga langkah-langkah penelitian lebih sistematis. Kerangka konseptual inilah yang merupakan landasan awal dalam melaksanakan penelitian.Kerangka konseptual dalam penelitian ini dapat dilihat pada Gambar 4.1 berikut ini.
Work Centre Lintasan dengan TOC
dan Tabu Search
Gambar 4.1 Kerangka Konseptual
4.6. Metode Pengumpulan Data 4.6.1. Sumber Data
Data yang diperlukan dalam penelitian ini adalah :
a. Data proses produksi
b. Data waktu siklus tiap stasiun kerja
2. Data sekunder adalah data yang diperoleh dari dokumen perusahaan dan wawancara. Data yang termasuk dalam kategori ini adalah:
a. Urutan proses produksi b. Elemen kegiatan c. Jumlah mesin d. Data jam kerja
e. Data jumlah hari kerja
4.6.2. Metode Pengumpulan
Metode yang digunakan dalam mengumpulkan data, yaitu: 1. Pengukuran
Pengukuran dilakukan terhadap data waktu proses tiap stasiun kerja. Pengamatan dilakukan dengan menggunakan metode pengukuran waktu, yaitu
Stopwatch Time Study.
2. Dokumentasi
Dokumentasi yang diambil adalah dokumen-dokumen perusahaan, baik historis maupun sekarang. Dokumentasi dilakukan terhadap data sekunder yang dibutuhkan dalam penelitian.
4.6.3. Instrumen Penelitian
1. Stopwatch digital yang digunakan untuk pengukuran waktu proses produksi.
2. Pedoman lembar kerja dan wawancara yang digunakan untuk mengisi data-data yang diperlukan.
4.7. Rancangan Penelitian
Penelitian dilaksanakan terlebih dahulu dengan melakukan penelitian pendahuluan pada perusahaan. Tujuan dilakukan penelitian pendahuluan adalah untuk mendapatkan jenis-jenis permasalahan yang terjadi dan penyebab terjadinya masalah yang ada.
Penelitian dilanjutkan dengan mengumpulkan informasi tentang perusahaan dan proses pembuatan produk serta informasi mengenai waktu pengerjaan produk pada setiap stasiun.
Penelitian dilanjutkan dengan mengolah dan menganalisi data/ informasi yang telah dikumpulkan. Kemudian hasil pengolahan data dibandingkan dengan metode yang digunakan oleh perusahaan untuk melihat lintasan produksi yang optimal.
MULAI
Studi Pendahuluan
1. Kondisi Pabrik 2. Proses Produksi 3. Informasi pendukung 4. Masalah-masalah
Studi Literatur
1. Teori Buku
2. Referensi Jurnal Penelitian 3. Langkah-langkah
penyelesaian
Identifikasi Masalah Awal
Adanya penumpukan produk setengah jadi di lantai produksi karena ketidakseimbangan kapasitas produksi
Pengumpulan Data
- Jenis dan spesifikasi mesin dan peralatan - Struktur Organisasi, ruang lingkup bidang usaha - Waktu Set-up
4.8. Pengolahan Data
Pengolahan data dilakukan setelah keseluruhan data yang dibutuhkan baik data primer maupun data sekunder terkumpul. Blok Diagram Pengolahan data yang dilakukan dalam penelitian ini dapat dilihat pada Gambar 4.3.
Menghitung Waktu Siklus pada Setiap Stasiun
Menghitung Waktu Standar Produksi pada Setiap Stasiun
Identifikasi Bottleneck dan Mencari Keseimbangan Lintasan dengan Theory of Constraints
1. Identifikasi kendala sebuah sistem
2. Eksploitasi kendala-kendala yang ada (Algoritma Tabu Search) 3. Subordinasi
4. Elevasi Kendala Sistem 5. Kembali ke langkah 1
Gambar 4.3. Blok Diagram Pengolahan Data
Langkah-langkah dalam proses pengolahan data adalah: 1. Pengujian Keseragaman dan Kecukupan Data
a. Pengujian waktu elemen kerja b. Pengujian waktu perpindahan
2. Penerapan lima langkah theory of constraint a. Identifikasi kendala system
b. Tentukan bagaimana mengetahui kendala yang ada 1.) Perhitungan waktu standar
c. Menentukan perbaikan yang dilakukan berdasarkan kondisi yang ada. Melakukan penjadwalan pada elemen kegiatan sebelum elemen kegiatanbottleneck, elemen kegiatan saat bottleneck dan elemen kegiatan sesudah bottleneck.
d. Melakukan perbaikan dengan solusi yang lainnya yaitu menggunakan algoritma Tabu Search untuk mengurangi kendala yang mempengaruhi kinerja perusahaan dan meningkatkan efisiensi lintasan produksi.
4.9. Analisa Data
Langkah-langkah analisis data berdasarkan pendekatan Theory of
Constraints (TOC) yaitu:
a. Pengidentifikasian constraints untuk mengetahui hal-hal yang menyebabkan
bottleneck. Dimana secara umum identifikasi bottleneck dapat dilihat melalui
perhitungan waktu atau kapasitas produksi pada setiap work centre.
b. Untuk mengatasi stasiun kerja bottleneck harus dilakukan pengaturan kembali waktu produksi. Dalam hal ini TOC memfokuskan pada maksimalisasi waktu siklus dan kapasitas produksi dengan menggunakan algoritma Tabu Search. Sesuai dengan prinsip TOC yaitu perbaikan terus-menerus, maka apabila pada tahap akhir masih terdapat constraints, maka dilakukan identifikasi terhadap
4.10. Kesimpulan dan Saran
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data
Data-data yang dikumpulkan selama pelaksanaan penelitian di PT. Garuda Mas Perkasa yang digunakan untuk penyusunan keseimbangan lintasan produksi adalah sebagai berikut:
1. Data ketersediaan jam kerja dari April 2014 – Maret 2015 2. Waktu siklus pengerjaan sandal
3. Data Line balancing
5.1.1. Data Ketersediaan Jam Kerja dari April 2014 – Maret 2015
PT. Garuda Mas Perkasa menerapkan sistem kerja 1 shift per harinya, dengan jam kerja selama 8 jam per shift. Ketersediaan jam kerja untuk April 2014 – Maret 2015 ditunjukkan pada Tabel 5.1.
Tabel 5.1. Ketersediaan jam Kerja untuk April 2014 – Maret 2015
Bulan Hari kerja Jam kerja (jam) Jam kerja (menit)
April 2014 25 200 12.000
Mei 2014 23 184 11.040
Juni 2014 25 200 12.000
Juli 2014 23 184 11.040
Tabel 5.1. Ketersediaan jam Kerja untuk April 2014 – Maret 2015 (Lanjutan)
Bulan Hari kerja Jam kerja (jam) Jam kerja (menit)
September 2014 26 208 12.480
Oktober 2014 26 208 12.480
November 2014 25 200 12.000
Desember 2014 24 192 11.520
Januari 2015 25 200 12.000
Februari 2015 23 184 11.040
Maret 2015 25 200 12.000
Sumber: PT. Garuda Mas Perkasa
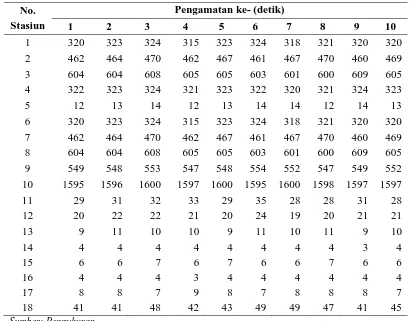
5.1.2. Waktu Siklus Pengerjaan Produk
Waktu siklus mencakup waktu proses pengerjaan sandal untuk masing-masing stasiun kerja. Pengukuran dilakukan dengan stopwatch. Elemen-elemen kerja yang dilakukan pengukuran pada masing-masing stasiun adalah sebagai berikut:
1. Stasiun pencacahan crumb rubber
Pengukuran waktu dimulai saat operator mulai memasukkan crumb rubber kedalam masukan mesin dan waktu selesai ketika bongkahan crumb rubber yang dimasukkan seluruhnya telah tercacah dan masuk ke bak penampungan cacahan crumb rubber.
2. Proses pencampuran bahan
bahan telah bercampur dengan pewarna menjadi adonan karet dan keluar melalui keluaran mesin.
3. Proses pembuatan sheet
Pengukuran waktu dimulai ketika operator memasukkan adonan karet kedalam mesin two roll rubber mixing mill dan selesai ketika lembaran sheet telah keluar pada roll terakhir dan diletakkan oleh operator ke atas pallet. 4. Proses pencetakan tali sandal
Pengukuran waktu dimulai ketika operator meletakkan sheet ke mesin pencetak every rubber cutting dan pengukuran selesai ketika hasil cetakan telah diletakkan di lantai.
5. Proses pemisahan tali sandal
Pengukuran dimulai ketika operator mengambil hasil cetakan dan pengukuran terhenti ketika operator telah meletakkan tali sandal kedalam karung.
6. Stasiun pencacahan crumb rubber
Pengukuran waktu dimulai saat operator mulai memasukkan crumb rubber kedalam masukan mesin dan waktu selesai ketika bongkahan crumb rubber yang dimasukkan seluruhnya telah tercacah dan masuk ke bak penampungan cacahan crumb rubber.
7. Proses pencampuran bahan
bahan telah bercampur dengan pewarna menjadi adonan karet dan keluar melalui keluaran mesin.
8. Proses pembuatan sheet
Pengukuran waktu dimulai ketika operator memasukkan adonan karet kedalam mesin two roll rubber mixing mill dan selesai ketika lembaran sheet telah keluar pada roll terakhir dan diletakkan oleh operator ke atas pallet. 9. Proses pembuatan sponge
Proses pengukuran waktu dimulai ketika operator mengambil sheet dan menyusun menjadi satu tumpukan sandwich. Pengukuran selesai setelah operator meletakkan sponge dari mesin press dan diatas pallet.
10. Proses pendinginan
Pengukuran dimulai ketika sponge diambil dari pallet dan dimasukkan kedalam bak pendingin hingga sponge terletak lagi di pallet setelah dingin. 11. Proses pencetakan/pemotongan
Pengukuran dimulai saat operator mulai memegang sponge untuk memasukkan ke mesin pemotong, dan pengukuran terhenti ketika sponge yang telah tercetak ukuran sandal diletakkan di lantai.
12. Proses pemisahan
13. Proses penggerindaan
Pengukuran dimulai ketika operator mengambil sandal dan selesai ketika operator meletakkan sepasang sandal yang telah digerinda.
14. Proses pelubangan (bor)
Pengukuran waktu dimulai ketika operator mengambil sandal, dan selesai ketika operator meletakkan sepasang sandal yang telah berlubang.
15. Proses perakitan
Pengukuran dimulai ketika operator mulai memegang tapak sandal dan selesai ketika sepasang sandal telah selesai dan diletakkan di keranjang.
16. Proses pengemasan
Pengukuran dimulai ketika operator mulai mengambil sandal dari conveyor dan pengukuran selesai ketika plastik sepasang Sandal telah diletakkan kembali di conveyor.
17. Proses pengemasan setengah lusin
Pengukuran dimulai ketika operator mengambil plastik sandal yang pertama dan selesai ketika plastik berisi setengah lusin sandal dilantai.
18. Proses pengemasan 20 lusin sandal
Pengukuran dimulai ketika operator mulai mengambil plastik berisi setengah lusin yang pertama dan selesai ketika goni telah selesai di jahit dengan tali plastik.
menunjukkan perbedaan waktu siklus. Berikut data waktu siklus untuk memproduksi sandal pada Tabel 5.2.
Tabel 5.2. Waktu Siklus Proses Pembuatan Sandal Jepit
No. Stasiun
Pengamatan ke- (detik)
1 2 3 4 5 6 7 8 9 10
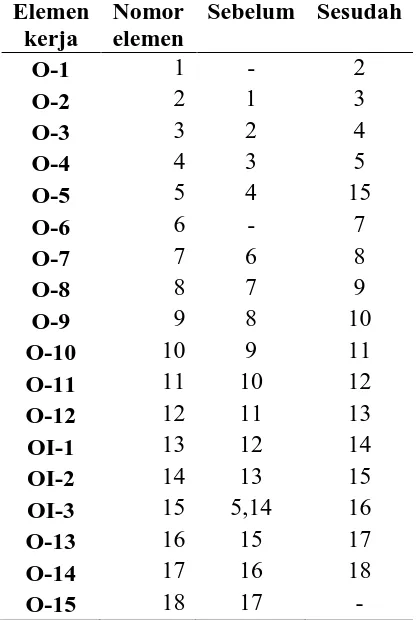
5.1.3. Data Line Balancing
Pada proses produksi Sandal jepit terdapat kondisi dimana elemen pekerjaan berpengaruh terhadap elemen pekerjaan yang lain. Pada precedence
Tabel 5.3. Precedence Constraint Elemen
kerja
Nomor elemen
Sebelum Sesudah
O-1 1 - 2
Sumber: Pengumpulan Data
Diagram precedence pembuatan Sandal jeit dapat dilihat pada Gambar 5.1.
6 1
7 8 9 10 11 12 13 14 15 16 17 18
2 3 4 5
Sumber : Pengumpulan Data
Gambar 5.1.Precedence Diagram
Zoning constraintmenjadi pertimbangan elemen-elemen kerja yang boleh
Tabel 5.4.Zoning Constraint Elemen Kerja Sebagai 1
Kelompok Keterangan
Elemen kerja
1,2,3,4,5 Pembuatan tali sandal
Elemen kerja
6,7,8,9,10,11,12,13,14,15,16,17,18 Pembuatan alas sandal Sumber : Pengumpulan Data
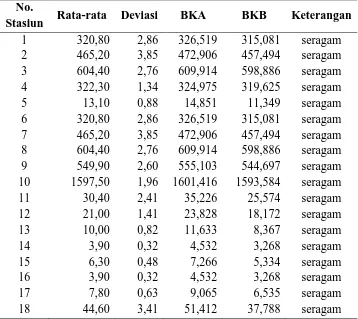
5.2. Pengolahan Data 5.2.1. Uji Keseragaman Data
Uji keseragaman data perlu dilakukan terlebih dahulu sebelum menggunakan data yang diperoleh dalam rangka menetapkan waktu standar. Pengujian keseragaman data dilaksanakan untuk mengetahui apakah data waktu berada dalam batas kontrol (BKA dan BKB) atau tidak (out of control). Contoh uji keseragaman data elemen kegiatan pencacahan crumb rubber adalah sebagai berikut:
1. Perhitungan rata-rata.
Perhitungan dilakukan berdasarkan data Tabel 5.2. sehingga diperoleh
n
2. Perhitungan standar deviasi
10
3. Menghitung BKA (batas kontrol atas) dan BKB (batas kontrol bawah) Tingkat keyakinan = 95 %, maka nilai Z = 2
Nilai BKA dihitung dengan: BKA = x+ Zσ
= 320,80 + 2 (2,860) = 326,519 Nilai BKB dihitung dengan:
BKB = x− Zσ
= 320,80 – 2 (2,860) = 315,081
Peta kontrol untuk elemen kegiatan pencacahan crumb rubber dapat dilihat pada Gambar 5.2.
Sumber: Pengolahan Data
Berdasarkan gambar diatas, tidak ada data waktu siklus yang melewati batas kontrol, sehingga dapat dikatakan bahwa data waktu siklus di stasiun pencacahan crumb rubber di katakan seragam. Rekapitulasi uji keseragaman untuk seluruh stasiun kerja dalam pembuatan sandal dapat dilihat pada Tabel 5.5.
Tabel 5.5. Rekapitulasi Uji Keseragaman Data Waktu Siklus Pembuatan Sandal
No.
Stasiun Rata-rata Deviasi BKA BKB Keterangan 1 320,80 2,86 326,519 315,081 seragam
Sumber: Pengolahan Data
5.2.2. Uji Kecukupan Data
penelitian ini digunakan tingkat keyakinan 95%, dan tingkat ketelitian 5 %. Uji kecukupan ini dapat dihitung dengan menggunakan formula sebagai berikut:
�′ =
k = tingkat kepercayaan, bernilai 2 untuk tingkat keyakinan 95% s = tingkat ketelitian yang digunakan sebesar 5%
N = jumlah data yang aktual untuk sampel tersebut N’ = jumlah data yang seharusnya
Data dinyatakan cukup jika nilai N > N’ berdasarkan hasil perhitungan. Namun sebaliknya, jika N < N’ maka harus menambah jumlah data sebagai sampel. Sebagai contoh perhitungan uji kecukupan data, maka diambil waktu perakitan elemen kegiatan pencacahan crumb rubber yaitu sebagai berikut:
�′ =�
0,05�10(1.029.200)−(10.291.264)
(3.208) �
2
�′ = 0,1144≈1
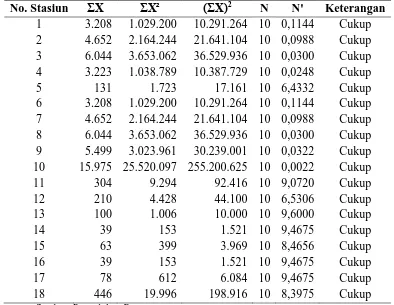
cukup. Rekapitulasi perhitungan uji kecukupan data untuk seluruh stasiun kerja ditunjukkan pada Tabel 5.6.
Tabel 5.6. Rekapitulasi Perhitungan Uji Kecukupan Data
No. Stasiun ΣX ΣX² (ΣX)2 N N' Keterangan Sumber: Pengolahan Data
Setelah dilakukan kedua uji diatas, maka data pendahuluan dapat digunakan dalam perhitungan selanjutnya. Waktu siklus pembuatan sandal ditunjukkan pada Tabel 5.7.
Tabel 5.7. Waktu Siklus Pembuatan Sandal Jepit No. Elemen Kegiatan Waktu Siklus (Detik) 1 Proses pencacahan crumb rubber 320,80
2 Proses pencampuran bahan 465,20
3 Proses pembuatan sheet 604,40
Tabel 5.7. Waktu Siklus Pembuatan Sandal Jepit (Lanjutan) No. Elemen Kegiatan Waktu Siklus (Detik) 6 Proses pencacahan crumb rubber 320,80
7 Proses pencampuran bahan 465,20
8 Proses pembuatan sheet 604,40
9 Proses pembuatan sponge 549,90
10 Proses pendinginan 1.597,50
11 Proses pencetakan/pemotongan 30,40
12 Proses pemisahan 21,00
13 Proses penggerindaan 10,00
14 Proses pelubangan/bor 3,90
15 Proses perakitan 6,30
16 Proses pengemasan (packing) 3,90
17 Kemasan setengah lusin 7,80
18 Kemasan 20 lusin 44,60
Sumber: Pengolahan Data
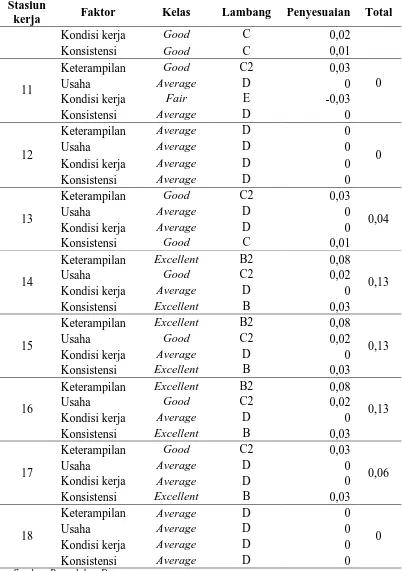
5.2.3. Penentuan Rating Factor dan Allowance
Setelah pengukuran berlangsung (Sutalaksana, 1979) pengukur harus mengamati kewajaran kerja yang ditunjukkan oleh operator. Ketidak wajaran yang dilakukan operator mempengaruhi kecepatan kerja yang berakibat terlalu singkat atau terlalu lama. Dalam perhitungan dibutuhkan waktu baku dalam pengerjaan elemen kerja sehingga diperlukannya pengukuran rating factor untuk memperoleh waktu kerja baku. Penentuan rating factor dilakukan menurut westinghouse. Besarnya rating factor pada proses pembuatan sandal ditunjukkan pada Tabel 5.8.
Tabel 5.8. Rating Factor untuk Setiap Stasiun Kerja Stasiun
kerja Faktor Kelas Lambang Penyesuaian Total
1 Keterampilan Good C2 0,03 0,02
Tabel 5.8. Rating Factor untuk Setiap Stasiun Kerja (Lanjutan) Stasiun
kerja Faktor Kelas Lambang Penyesuaian Total
Kondisi kerja Fair E -0,03
Konsistensi Excellent B 0,03
4
Keterampilan Average D 0 0,03
Usaha Average D 0
Kondisi kerja Average D 0
Konsistensi Excellent B 0,03
5
Konsistensi Excellent B 0,03
Tabel 5.8. Rating Factor untuk Setiap Stasiun Kerja (Lanjutan) Stasiun
kerja Faktor Kelas Lambang Penyesuaian Total
Kondisi kerja Good C 0,02
Keterampilan Excellent B2 0,08
0,13
Usaha Good C2 0,02
Kondisi kerja Average D 0
Konsistensi Excellent B 0,03
15
Keterampilan Excellent B2 0,08
0,13
Usaha Good C2 0,02
Kondisi kerja Average D 0
Konsistensi Excellent B 0,03
16
Keterampilan Excellent B2 0,08
0,13
Usaha Good C2 0,02
Kondisi kerja Average D 0
Konsistensi Excellent B 0,03
17
Keterampilan Good C2 0,03
0,06
Usaha Average D 0
Kondisi kerja Average D 0
Konsistensi Excellent B 0,03
18
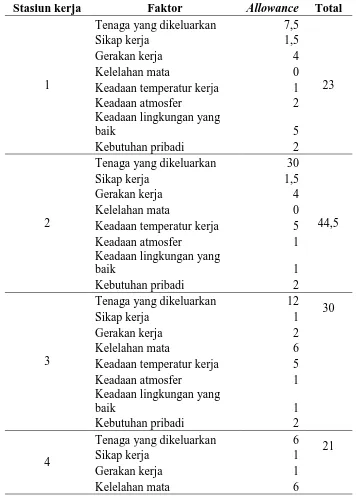
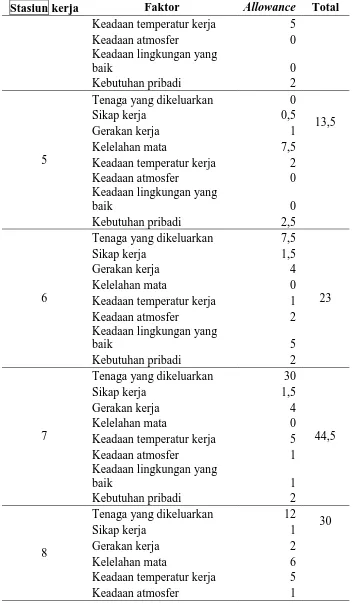
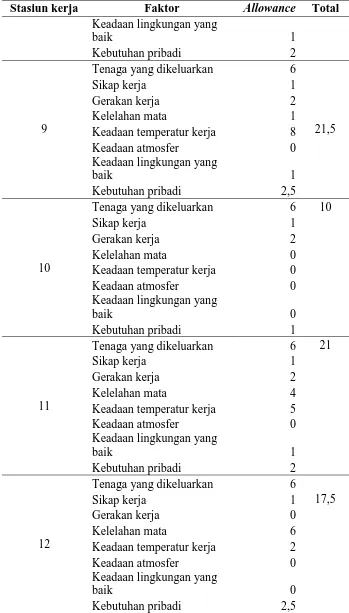
Kelonggaran (Allowance) diberikan untuk tiga hal (Sutalaksana, 1979) yaitu untuk kebutuhan pribadi, menghilangkan fatique, dan hambatan-hambatan yang tidak dapat dihindari. Penentuan allowance untuk semua stasiun pembuatan sandal ditunjukkan pada Tabel 5.9.
Tabel 5.9. Allowance untuk Setiap Stasiun Kerja
Stasiun kerja Faktor Allowance Total
1
Tenaga yang dikeluarkan 7,5
23
Sikap kerja 1,5
Gerakan kerja 4
Kelelahan mata 0
Keadaan temperatur kerja 1
Keadaan atmosfer 2
Keadaan lingkungan yang
baik 5
Kebutuhan pribadi 2
2
Tenaga yang dikeluarkan 30
44,5
Sikap kerja 1,5
Gerakan kerja 4
Kelelahan mata 0
Keadaan temperatur kerja 5
Keadaan atmosfer 1
Keadaan lingkungan yang
baik 1
Kebutuhan pribadi 2
3
Tenaga yang dikeluarkan 12
30
Sikap kerja 1
Gerakan kerja 2
Kelelahan mata 6
Keadaan temperatur kerja 5
Keadaan atmosfer 1
Keadaan lingkungan yang
baik 1
Kebutuhan pribadi 2
4
Tenaga yang dikeluarkan 6
21
Sikap kerja 1
Gerakan kerja 1
Tabel 5.9. Allowance untuk Setiap Stasiun Kerja (Lanjutan)
Stasiun kerja Faktor Allowance Total
Keadaan temperatur kerja 5
Keadaan atmosfer 0
Keadaan lingkungan yang
baik 0
Kebutuhan pribadi 2
5
Tenaga yang dikeluarkan 0
13,5
Sikap kerja 0,5
Gerakan kerja 1
Kelelahan mata 7,5
Keadaan temperatur kerja 2
Keadaan atmosfer 0
Keadaan lingkungan yang
baik 0
Kebutuhan pribadi 2,5
6
Tenaga yang dikeluarkan 7,5
23
Sikap kerja 1,5
Gerakan kerja 4
Kelelahan mata 0
Keadaan temperatur kerja 1
Keadaan atmosfer 2
Keadaan lingkungan yang
baik 5
Kebutuhan pribadi 2
7
Tenaga yang dikeluarkan 30
44,5
Sikap kerja 1,5
Gerakan kerja 4
Kelelahan mata 0
Keadaan temperatur kerja 5
Keadaan atmosfer 1
Keadaan lingkungan yang
baik 1
Kebutuhan pribadi 2
8
Tenaga yang dikeluarkan 12
30
Sikap kerja 1
Gerakan kerja 2
Kelelahan mata 6
Keadaan temperatur kerja 5
Tabel 5.9. Allowance untuk Setiap Stasiun Kerja (Lanjutan)
Stasiun kerja Faktor Allowance Total
Keadaan lingkungan yang
baik 1
Kebutuhan pribadi 2
9
Tenaga yang dikeluarkan 6
21,5
Sikap kerja 1
Gerakan kerja 2
Kelelahan mata 1
Keadaan temperatur kerja 8
Keadaan atmosfer 0
Keadaan lingkungan yang
baik 1
Kebutuhan pribadi 2,5
10
Tenaga yang dikeluarkan 6 10
Sikap kerja 1
Gerakan kerja 2
Kelelahan mata 0
Keadaan temperatur kerja 0
Keadaan atmosfer 0
Keadaan lingkungan yang
baik 0
Kebutuhan pribadi 1
11
Tenaga yang dikeluarkan 6 21
Sikap kerja 1
Gerakan kerja 2
Kelelahan mata 4
Keadaan temperatur kerja 5
Keadaan atmosfer 0
Keadaan lingkungan yang
baik 1
Kebutuhan pribadi 2
12
Tenaga yang dikeluarkan 6
17,5
Sikap kerja 1
Gerakan kerja 0
Kelelahan mata 6
Keadaan temperatur kerja 2
Keadaan atmosfer 0
Keadaan lingkungan yang
baik 0
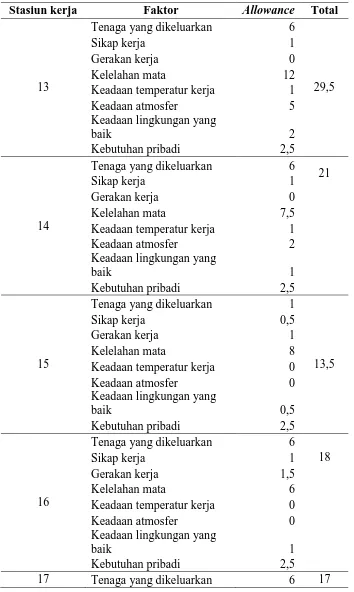
Tabel 5.9. Allowance untuk Setiap Stasiun Kerja (Lanjutan)
Stasiun kerja Faktor Allowance Total
13
Tenaga yang dikeluarkan 6
29,5
Sikap kerja 1
Gerakan kerja 0
Kelelahan mata 12
Keadaan temperatur kerja 1
Keadaan atmosfer 5
Keadaan lingkungan yang
baik 2
Kebutuhan pribadi 2,5
14
Tenaga yang dikeluarkan 6
21
Sikap kerja 1
Gerakan kerja 0
Kelelahan mata 7,5
Keadaan temperatur kerja 1
Keadaan atmosfer 2
Keadaan lingkungan yang
baik 1
Kebutuhan pribadi 2,5
15
Tenaga yang dikeluarkan 1
13,5
Sikap kerja 0,5
Gerakan kerja 1
Kelelahan mata 8
Keadaan temperatur kerja 0
Keadaan atmosfer 0
Keadaan lingkungan yang
baik 0,5
Kebutuhan pribadi 2,5
16
Tenaga yang dikeluarkan 6
18
Sikap kerja 1
Gerakan kerja 1,5
Kelelahan mata 6
Keadaan temperatur kerja 0
Keadaan atmosfer 0
Keadaan lingkungan yang
baik 1
Kebutuhan pribadi 2,5
Tabel 5.9. Allowance untuk Setiap Stasiun Kerja (Lanjutan)
Stasiun kerja Faktor Allowance Total
Sikap kerja 0,5
Gerakan kerja 1,5
Kelelahan mata 6
Keadaan temperatur kerja 0
Keadaan atmosfer 0
Keadaan lingkungan yang
baik 0,5
Kebutuhan pribadi 2,5
18
Tenaga yang dikeluarkan 7,5
19,5
Sikap kerja 4
Gerakan kerja 2
Kelelahan mata 4
Keadaan temperatur kerja 0
Keadaan atmosfer 0
Keadaan lingkungan yang
baik 0
Kebutuhan pribadi 2
Sumber: Pengolahan Data
5.2.4. Perhitungan Waktu Normal dan Waktu Baku
Setelah diperoleh data Rf (rating factor) maka dapat dilakukan perhitungan Waktu normal. Rf=1 untuk operator yang bekerja normal, dengan menggunakan waktu siklus pada Tabel 5.6. perhitungan waktu normal untuk stasiun 1 adalah:
Rf = 1 + 0,02 = 1,02 Wn = Ws x Rf
Rekapitulasi perhitungan waktu normal untuk seluruh stasiun kerja ditunjukkan pada tabel 5.10.
Tabel 5.10. Waktu Normal Proses Pembuatan Sandal Jepit
Elemen Kegiatan Rf (Detik) Waktu Siklus (Detik) Waktu Normal (Detik)
1 1,02 320,80 327,22
Sumber: Pengolahan Data
Setelah diperoleh data allowance maka dapat dilakukan perhitungan Waktu baku. Allowance dalam bentuk persen, dengan menggunakan waktu normal pada Tabel 5.9. perhitungan waktu baku untuk stasiun 1 adalah:
Wb = Wn + allowance (Wn) = 327,22 + 0,23 (327,22) = 402,48
Tabel 5.11. Waktu Baku Proses Pembuatan Sandal
Elemen Kegiatan Allowance Waktu Normal (Detik) Waktu Baku (Detik)
1 0,23 327,22 402,48
Sumber: Pengolahan Data
5.2.5. Line Balancing dengan Theory of Contraints
Langkah-langkah penyeimbangan lintasan menggunaka theory of
constraints terdiri dari lima langkah yaitu:
5.2.5.1. Identifikasi Kendala Sebuah Sistem
disusun dalam bentuk diagram current reality tree (CRT) untuk dilihat hubungan sebab-akibatnya. Gambar diagram CRT dapat dilihat pada gambar 5.3.
Adanya bottleneck pada elemen kegiatan 13, 14, dan 15
Ketidakseimbangan waktu proses tiap
elemen kegiatan
Perbedaan kapasitas produksi tiap elemen
kegiatan
Pembagian elemen kerja yang tidak
seimbang
Jumlah mesin kurang memadai
Penumpukan produk work in process
Gambar 5.3. Current Reality Tree (CRT)
Waktu proses yang menjadi kendala yang terjadi di dalam sistem yaitu proses produksi Sandal jepit dapat dilihat pada Tabel 5.12.
Tabel 5.12. Waktu Proses Pembuatan Sandal
Elemen Kegiatan Allowance Waktu Normal (Detik) Waktu Baku (Detik)
1 0,23 327,22 402,48
Sumber: Pengolahan Data
5.2.5.2. Eksploitasi Kendala yang Ada
Pada tahap yang kedua ini bertujuan untuk membangun solusi sederhana dan praktis untuk mengatasi penyebab kendala yang sudah ditemukan dari diagram CRT. Jika dalam CRT yang dicari adalah faktor-faktor penyebab masalah utama, maka dalam Conflict Resolution Diagram (CRD) terlebih dahulu ditentukan tujuan (objektif yang harus dicapai) dan dilihat konflik yang muncul dari berbagai solusi tersebut. Solusi berfokus pada penyebab kendala yang berkaitan dengan waktu proses. Gambar CRD dapat dilihat pada Gambar 5.4.
Menentukan stasiun kerja
bottleneck
Mengurangi atau menghilangkan
bottleneck pada
proses sandal jepit
bottleneck pada
proses sandal jepit
Gambar 5.4. Conflict Resolution Diagram
Setelah ditentukan solusi mengatasi kendala yang ada dengan menggunakan CRD, maka tahap selanjutnya adalah menerapan solusi yang telah ditentukan tersebut.
1. Menentukan Stasiun Kerja Bottleneck
Tabel 5.13. Perhitungan Total Waktu Proses
Elemen Kegiatan Waktu Standar
proses pencetakan tali
sandal 6,69 0 0 0 2,1 8,83
proses pemilahan tali
sandal 0,25 0 0 0 3,1 3,32
Sumber: Pengolahan Data
b. Perhitungan waktu yang dibutuhkan
dalam satu hari. Contoh perhitungan waktu yang dibutuhkan dan waktu tersedia adalah sebagai berikut.
Waktu yang dibutuhkan pada elemen kegiatan pencacahan crumb rubber dalam satu hari:
= Target produksi/hari x total waktu proses = 1400 unit x 17 = 23797 menit
Waktu yang tersedia pada elemen kegiatan pencacahan crumb rubber dalam satu hari :
= Kapasitas/hari x total waktu proses = 1450 unit x 17 = 24647 menit
Perhitungan waktu yang dibutuhkan dari semua stasiun kerja dapat dilihat pada Tabel 5.14.
Tabel 5.14. Waktu yang Dibutuhkan
Tabel 5.14. Waktu yang Dibutuhkan (Lanjutan)
Sumber: Pengolahan Data
c. Stasiun kerja bottleneck
Bottleneck terjadi apabila waktu yang dibutuhkan lebih besar dari waktu
yang tersedia dalam artian stasiun kerja tersebut tidak bisa memproduksi sesuai dengan target produksi yang telah ditentukan dan akibatnya adanya bahan baku yang menumpuk (Michael Umble, 1996).Stasiun kerja
bottleneck dapat dilihat pada Tabel 5.15.
Tabel 5.15. Elemen Kegiatan Bottleneck
Elemen Kegiatan
proses pencacahan crumb rubber 24647,1 23797,2 849,9 proses pencampuran bahan 31316,6 30236,7 1079,9 proses pembuatan sheet 26007,0 25110,2 896,8 proses pencetakan tali sandal 13252,0 12368,5 883,5 proses pemilahan tali sandal 4648,5 4648,5 0,0 proses pencacahan crumb rubber 24705,1 23853,2 851,9 proses pencampuran bahan 31389,1 30306,7 1082,4 proses pembuatan sheet 25941,7 25047,2 894,5 proses pembuatan sponge 23849,8 23027,4 822,4
proses pendinginan 51367,9 49596,6 1771,3
proses pencetakan/pemotongan 4414,5 4120,2 294,3
proses pemisahan 10876,9 10501,9 375,1
Tabel 5.15. Elemen Kegiatan Bottleneck (Lanjutan)
proses perakitan 2512,4 3058,5 -546,2
proses pengemasan (packing) 3205,0 2991,3 213,7
Kemasan setengah lusin 3339,3 3116,6 222,6
kemasan 20 lusin 38937,5 36341,7 2595,8
Sumber: Pengolahan Data
Dari Tabel di atas dapat dilihat ada tiga elemen kegiatan yang mengalami
bottleneck yaitu elemen kegiatan penggerindaan, pengeboran, dan perakitan. Dari
hasil perhitungan ini terlihat jelas bahwa adanya kendala bottleneck dan adanya ketidakseimbangan waktu produksi setiap elemen kegiatan.
Untuk mengatasi kendala elemen kegiatan yang ada maka dilakukan penyeimbangan lintasan dengan metode Tabu Search dimana dalam pengolahannya harus mendapatkan inisiasi awal.
1. Inisial awal
Inisial awal tersebut didapat dengan menggunakan metode Rank Posisition
Weight (RPW). Insiasi awal dengan RPW dapat dilihat pada Tabel 5.16.
Tabel 5.16. Penentuan Bobot Tiap Stasiun (Lanjutan)
Sumber: Pengolahan Data
Setelah dihitung bobot tiap stasiun maka dilakukan pengurutan ranking dari ranking terkecil hingga terbesar, atau dengan kata lain diurutkan data elemen yang memiliki rank position weight terbesar hingga terkecil. Elemen kerja dengan bobot terbesar mendapat prioritas untuk dikerjakan terlebih dahulu. Hasil pengurutan rank dapat dilihat pada Tabel 5.17.
Tabel 5.17. Pengurutan Ranking Stasiun
Tabel 5.17. Pengurutan Ranking Stasiun (Lanjutan)
Sumber: Pengolahan Data
Penyusunan work center harus memenuhi ketentuan cycle time yaitu tmax≤
CT ≤ tproduk. Cycle time ditetapkan berdasarkan waktu proses terbesar yaitu 1810
detik. Penentuan elemen kerja pada masing-masing work center dapat dilihat pada Tabel 5.18.
Tabel 5.18. Penentuan Tugas Tiap Stasiun Kerja
Tabel 5.18. Penentuan Tugas Tiap Stasiun Kerja (Lanjutan)
Sumber: Pengolahan Data
Efesiensi litasan dapat dilihat pada perhitungan dibawah ini E = Tproduk
Tmax x WC = 6985,25
6 x 1810= 64,32%
Balance Delay dapat dilihat pada perhitungan dibawah ini
D =n. Sm-∑Si
(n)(Sm) × 100% =
6. 1810-∑6985,25
6. 1810 × 100% = 35,68% Smoothing Index dapat dihitung dengan perhitungan dibawah ini.
SI = �∑ �i=1K STimax-STi�2= �(721²)+(257²)+(721)²+(521)²+(1654)²= 2028
Hasil penyeimbangan lintasan menggunakan metode Rank Positional
Weight (RPW) menghasilkan 6 work centre yang dapat dilihat pada Gambar 5.5.
6
Sumber: Pengolahan Data
Setelah mendapatkan inisiasi awal dengan metode RPW, maka langkah selanjutnya dalam metode Tabu Search yaitu membuat solusi pendekatan.
2. Membuat solusi pendekatan
Solusi pendekatan ditentukan berdasarkan jumlah work center, jumlah elemen kerja pada tiap work center, dan waktu standar masing-masing stasiun kerja. Iterasi 0 dilakukan dengan mengikuti jumlah work center dari inisial awal yaitu sebanyak 6 work center, dan elemen kerja diurutkan berdasarkan keadaan aktual pada perusahaan. Jumlah work center optimal dapat dicari dengan menggunakan rumus sebagai berikut ini.
WC =Tproduk
Tmax = 6985,25
1810 = 3,86
Maka pada iterasi dilakukan pengurangan jumlah work center sebanyak satu persatu mendekati jumlah work center optimal. Pada iterasi 0, pembagian elemen kerja pada tiap work center dilakukan secara trial and error yang dapat dilihat pada Tabel 5.18.
Tabel 5.19. Iterasi 0
Tabel 5.19. Iterasi 0 (Lanjutan)
Sumber: Pengolahan Data
Efesiensi lintasan dapat dilihat pada perhitungan dibawah ini E = Tproduk
Tmax x WC = 6985,25
6 x 1966= 59,22%
Balance Delay dapat dilihat pada perhitungan dibawah ini
D =n. Sm-∑Si
(n)(Sm) × 100% =
6. 1966-∑6985,25
6. 1966 × 100% = 40,78% Smoothing Index dapat dihitung dengan perhitungan dibawah ini.
elemen kerja pada WC I, WC II, WC III, dan WC IV yang terdapat pada iterasi 0. Hasil iterasi 1 dapat dilihat pada Tabel 5.20.
Tabel 5.20. Iterasi 1
Iterasi 1
Sumber: Pengolahan Data
Efesiensi lintasan dapat dilihat pada perhitungan dibawah ini E = Tproduk
Tmax x WC = 6985,25
5 x 1966= 71,06%
Balance Delay dapat dilihat pada perhitungan dibawah ini
D =n. Sm-∑Si
(n)(Sm) × 100% =
5. 1966-∑6985,25
SI = �∑ �i=1K STimax-STi�2= �(5)²+(1549)²+(877)²+(413)²= 1827
Pada iterasi 1 efisiensi lintasan lebih tinggi dari iterasi 0 dan smoothing index yang juga lebih kecil, untuk itu dilakukan uji coba iterasi 2 untuk melihat apakah Efesiensi dapat ditingkatkan lagi. Selain itu, waktu idle yang dihasilkan pada iterasi 1 adalah 2844 detik, yaitu lebih kecil dari idle pada iterasi 0 (2844 < 4810), maka metode pada iterasi 1 dapat dilanjutkan ke iterasi 2. Pada iterasi 2, Elemen kerja yang diubah adalah pada WC I dengan cara trial and error. Hasil iterasi dapat dilihat pada Tabel 5.21.
Tabel 5.21. Iterasi 2
Iterasi 2
Efesiensi lintasan dapat dilihat pada perhitungan dibawah ini E = Tproduk
Tmax x WC = 6985,25
4 x 2378= 73,44%
Balance Delay dapat dilihat pada perhitungan dibawah ini
D =n. Sm-∑Si
(n)(Sm) × 100% =
4. 2378-∑6985,25
4. 2378 × 100% = 26,56% Smoothing Index dapat dihitung dengan perhitungan dibawah ini.
SI = �∑ �Ki=1 STimax-STi�2= �(1289)²+(825)²+(412)²= 1585
Pada iterasi 2 efisiensi lintasan lebih tinggi dari iterasi 1, Jumlah work center optimal juga telah tercapai yaitu 4 work center. Waktu idle yang dihasilkan pada iterasi 2 adalah 2526 detik, yaitu lebih kecil dari idle pada iterasi 1 (2526 < 2844). Namun iterasi kembali dilakukan hingga dipenuhi aturan berhenti yaitu jumlah waktu idle bertambah dan Efesiensi berkurang. Pada iterasi 3, Elemen kerja yang diubah adalah pada WC I, WC II, WC III, dan WC IV dengan cara trial and error dengan pembagian elemen kerja dapat dilihat pada Tabel 5.22.
Tabel 5.22. Iterasi 3
Tabel 5.22. Iterasi 3 (Lanjutan)
Sumber: Pengolahan Data
Efesiensi lintasan dapat dilihat pada perhitungan dibawah ini E = Tproduk
Tmax x WC = 6985,25
3 x 2647= 87,96%
Balance Delay dapat dilihat pada perhitungan dibawah ini
D =n. Sm-∑Si
(n)(Sm) × 100% =
3. 2647-∑6985,25
3. 2647 × 100% = 12,04%
Smoothing Index dapat dihitung dengan perhitungan dibawah ini.