DAFTAR PUSTAKA
Couhen, Lou. 1995. Quality Function Deployment: How To Make QFD For You. USA: Addition Company.
Ginting, Rosnani. 2007. Perancangan Produk. Graha Ilmu: Yogyakarta.
Ghozali, Imam. 2002. Aplikasi Analisis Multivariat dengan Program SPSS. Semarang: Undip.
Nurmianto, Eko. 1998. Ergonomi Konsep Dasar dan Aplikasinya. Guna Widya: Jakarta.
Otto, Kevin. 2001. Product Design. Prentice Hall: New York. Ronald, G. Day. 1993. Quality Function Deployment. USA. Sinulingga. Sukaria. 2011. Metode Penelitian. USU Press: Medan.
Stanton, Hedge, dkk. 2005. Handbook of Human Factors and Ergonomics
Methods. CRC Press: Florida.
Sutalaksana. 1979. Teknik Tata Cara Kerja. Jurusan Teknik Industri ITB: Bandung.
BAB III
LANDASAN TEORI
3.1. Proses Perancangan Produk3
Sebuah proses pengembangan produk adalah seluruh rangkaian kegiatan yang dibutuhkan untuk membawa konsep baru untuk keadaan kesiapan pasar. Set ini termasuk segala sesuatu dari awal inspirasi visi produk baru, kegiatan kasus bisnis analisis, upaya pemasaran, kegiatan desain rekayasa teknis, pengembangan rencana manufaktur, dan validasi desain produk agar sesuai dengan rencana ini. Seringkali bahkan termasuk pengembangan saluran distribusi untuk pemasaran strategis dan memperkenalkan produk baru..
3.1.1 Jenis Perancangan dan Perancangan Ulang
Kegiatan perancangan dapat diklasifikasikan ke dalam beragam cara yang berbeda. Hal ini dilakukan untuk mengindikasikan usaha-usaha yang harus dilakukan, sebuah pendekatan untuk mengklasifikasi proyek pengembangan seperti desain asli (original design), desain adaptif, atau desain varian.
Desain asli (penemuan) meliputi kegiatan mengelaborasi solusi (baru) untuk dikerjakan.hasil dari desain asli merupakan sebuah penemuan.Penemuan yang dimaksud seperti transistor, laser xerography, dan sistem jendela computer dengan mouse penunjuk.
3
Desain adaptif (sintesis) meliputi adaptasi sebuah system yang telah diketahui untuk merubah suatu pekerjaan atau mengembangkan subsistem yang signifikan dari kondisi produk sekarang (seperti brake antilok).Desain adaptif dapat dikembangkan, tetapi tidak membutuhkan struktur besar terhadap operasi pada sistem produknya.
Desain varian (atau modifikasi) meliputi variasi dari parameter (ukuran, geometri, bahan, kendali parameter, dan sebagainya) dari aspek yang terdapat dalam sebuah produk untuk mengembangakan produk baru dan lebih memperkuat produk.Jenis dari perancangan ini berfokus untuk memodifikasi kinerja subsistem tanpa mengubah konfigurasinya.
Perancangan ulang (redesign) merupakan hal yang kita artikan sebagai suatu kegiatan yang telah disebutkan di atas.Perancangan ulang tidak meliputi didalamnya modifikasi desain (desain varian).Perancangan ulang yang diterapkan kepada produk yang sudah ada dan dapat diterima untuk beberapa criteria dan dibutuhkan solusi baru.Solusi baru ini data dikembangkan melalui pendekatan-pendekatan di atas.Penentuan perancangan (design) atau perancangan ulang (redesign) sebenarnya sangat sulit untuk ditentukan.
3.2. Antropometri
hanyalah untuk sebuah dimensi tertentu (misalnya tinggi duduk) yang biasanya mewakili pengukuran yang terkecil untuk desain produk dalam sebuah populasi. Sebaliknya, persentil 95 th untuk laki-laki dapat mewakili pengukuran dimensi terbesar untuk merancang suatu produk. Persentil 5 th sampai persentil 95 th adalah kisaran dari sekitar 90 % dari populasi. Untuk desain suatu produk dengan ukuran yang lebih besar dari populasi, kisaran dari persentil 1 th untuk perempuan sampai persentil 99 th untuk laki-laki bisa digunakan. Gambar 3.1. menunjukkan perbandingan dari persentil laki-laki dan perempuan (Openshaw, et al. 2006).
Sumber :Handbook Ergonomics and Design A Referensi Guide (Openshaw et al. 2006)
Gambar 3.1. Perbedaan Ukuran dengan Persentil Manusia
3.2.1. Dimensi Antropometri
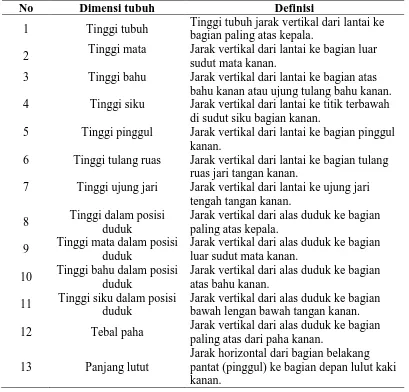
Dimensi antropometrimerupakan ukuran tubuh pada posisi tertentu. Data ini dapat dimanfaatkan guna menetapkan dimensi ukuran produk yang akan dirancang dan disesuaikan dengan dimensi tubuh manusia yang akan mengoperasikan atau menggunakannya. Data antropometri tubuh yang diukur menurut Hartono (2012) dalam panduan survei data antropometri dapat dilihat pada Tabel 3.1.
Tabel 3.1. Dimensi Tubuh
No Dimensi tubuh Definisi
1 Tinggi tubuh Tinggi tubuh jarak vertikal dari lantai ke bagian paling atas kepala.
2 Tinggi mata Jarak vertikal dari lantai ke bagian luar sudut mata kanan.
3 Tinggi bahu Jarak vertikal dari lantai ke bagian atas bahu kanan atau ujung tulang bahu kanan. 4 Tinggi siku Jarak vertikal dari lantai ke titik terbawah
di sudut siku bagian kanan.
5 Tinggi pinggul Jarak vertikal dari lantai ke bagian pinggul kanan.
6 Tinggi tulang ruas Jarak vertikal dari lantai ke bagian tulang ruas jari tangan kanan.
7 Tinggi ujung jari Jarak vertikal dari lantai ke ujung jari tengah tangan kanan.
8 Tinggi dalam posisi duduk
Jarak vertikal dari alas duduk ke bagian paling atas kepala.
9 Tinggi mata dalam posisi duduk
Jarak vertikal dari alas duduk ke bagian luar sudut mata kanan.
10 Tinggi bahu dalam posisi duduk
Jarak vertikal dari alas duduk ke bagian atas bahu kanan.
11 Tinggi siku dalam posisi duduk
Jarak vertikal dari alas duduk ke bagian bawah lengan bawah tangan kanan. 12 Tebal paha Jarak vertikal dari alas duduk ke bagian
paling atas dari paha kanan.
13 Panjang lutut
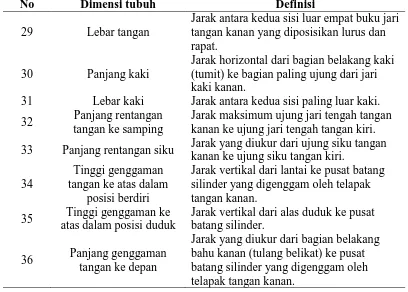
Tabel 3.1. Dimensi Tubuh (Lanjutan) No Dimensi tubuh Definisi
14 Panjang popliteal
Jarak horizontal dari bagian belakang pantat (pinggul) ke bagian belakang lutut kanan.
15 Tinggi lutut Jarak vertikal dari lantai ke tempurung lutut kanan.
16 Tinggi popliteal
Jarak vertikal dari lantai ke sudut popliteal yang terletak di bawah paha, tepat di bagian belakang lutut kaki kanan. 17 Lebar sisi bahu Jarak horizontal antara sisi paling luar
bahu kiri dan sisi paling luar bahu kanan. 18 Lebar bahu bagian atas Jarak horizontal antara bahu atas kanan
dan bahu atas kiri.
19 Lebar pinggul Jarak horizontal antara sisi luar pinggul kiri dan sisi luar pinggul kanan.
20 Tebal dada
Jarak horizontal dari bagian belakang tubuh ke bagian dada untuk subyek laki-laki atau ke bagian buah dada untuk subyek wanita.
21 Tebal perut
Jarak horizontal dari bagian belakang tubuh ke bagian paling menonjol dibagian perut.
22 Panjang lengan atas Jarak vertikal dari bagian bawah lengan bawah kanan ke bagian atas bahu kanan. 23 Panjang lengan bawah
Jarak horizontal dari lengan bawah diukur dari bagian belakang siku kanan kebagian ujung dari jari tengah.
24 Panjang rentang tangan ke depan
Jarak dari bagian atas bahu kanan ke ujung jari tengah tangan
25 Panjang bahu genggaman tangan ke depan
Jarak dari bagian atas bahu kanan ke pusat batang silinder yang digenggam oleh tangan kanan, dengan siku dan pergelangan tangan lurus. 26 Panjang kepala
Jarak horizontal dari bagian paling depan dahi (bagian tengah antara dua alis) ke bagian tengah kepala.
27 Lebar kepala
Jarak horizontal dari sisi kepala bagian kiri ke sisi kepala bagian kanan, tepat di atas telinga.
28 Panjang tangan
Tabel 3.1. Dimensi Tubuh (Lanjutan) No Dimensi tubuh Definisi
29 Lebar tangan
Jarak antara kedua sisi luar empat buku jari tangan kanan yang diposisikan lurus dan rapat.
30 Panjang kaki
Jarak horizontal dari bagian belakang kaki (tumit) ke bagian paling ujung dari jari kaki kanan.
31 Lebar kaki Jarak antara kedua sisi paling luar kaki. 32 Panjang rentangan
tangan ke samping
Jarak maksimum ujung jari tengah tangan kanan ke ujung jari tengah tangan kiri. 33 Panjang rentangan siku Jarak yang diukur dari ujung siku tangan
kanan ke ujung siku tangan kiri. 34
Tinggi genggaman tangan ke atas dalam
posisi berdiri
Jarak vertikal dari lantai ke pusat batang silinder yang digenggam oleh telapak tangan kanan.
35 Tinggi genggaman ke atas dalam posisi duduk
Jarak vertikal dari alas duduk ke pusat batang silinder.
36 Panjang genggaman tangan ke depan
Jarak yang diukur dari bagian belakang bahu kanan (tulang belikat) ke pusat batang silinder yang digenggam oleh telapak tangan kanan.
3.3. QFD (Quality Function Deployment)4
QFD adalah suatu cara untuk meningkatkan kualitas barang atau jasa dengan memahami kebutuhan konsumen kemudian menghubungkannya dengan ketentuan teknis untuk menghasilkan suatu barang atau jasa pada setiap tahap pembuatan barang atau jasa yang dihasilkan. Fokus utama dari QFD adalah melibatkan pelanggan pada proses pengembangan produk sedini mungkin, yang mana kebutuhan dan keinginan mereka dijadikan sebagai titik awal (starting
point) dari proses QFD. Oleh karena itu maka QFD disebut sebagai voice of
4
customer.Filosofi yang mendasarinya adalah bahwa pelanggan tidak selalu puas
dengan suatu produk meskipun produk tersebut telah dihasilkan dengan sempurna.
The house ofquality adalah suatu kerangka kerja atas pendekatan dalam
mendesain manajemen yang dikenal sebagai Quality Function Deployment (QFD).TheHouse of Quality memperlihatkan struktur untuk mendesain dan membentuk suatu siklus, dan bentuknya menyerupai sebuah rumah. Kunci dalam membangun HOQ adalah difokuskan kepada kebutuhan pelanggan, sehingga proses desain dan pengembangannya lebih sesuai dengan apa yang diinginkan oleh pelanggan daripada teknologi inovasi. Hal ini dimaksudkan untuk mendapatkan informasi yang lebih penting dari pelanggan.
3.3.1. Tahapan QFD
Menurut Yuniarto (2006) ada beberapa tahapn dalam membuat QFD, antara lain:
1. Fase I adalah mengumpulkan suara pelanggan (voice of customer), yaitu penentuan kebutuhan atribut yang diperoleh melalui kuesioner.
2. Fase II adalah menyusun rumah kualitas (house of quality), yang terdiri atas penentuan derajat kepentingan, evaluasi kinerja atribut terhadap pesaing, Nilai,target, rasio perbaikan, sales point, bobot, normalisasi bobot, parameter teknik,hubungan antara parameter teknik dengan kebutuhan konsumen, hubungan antar parameter teknik, nilai matriks interaksi dengan parameter teknik, prioritas dari setiap parameter teknik.
3.3.2. Manfaat QFD
Manfaat dari QFD adalah sebagai berikut:
1. Rancangan produk baru dapat dipusatkan pada kebutuhan pelanggan karena kebutuhan tersebut sudah lebih dulu dipahami.
2. Kegiatan menganalisa dapat lebih diutamakan dan dipusatkan pada kebutuhan pelanggan.
3. Dapat menganalisis kinerja produk perusahaan terhadap pesaing utama untuk memenuhi kebutuhan pelanggan
4. Dapat memfokuskan pada upaya rancangan sehingga akan mengurangi waktu untuk perubahan rancangan secara keseluruhan sehingga akan mengurangi waktu pemasaran produk baru
5. Dapat mendorong terselenggaranya tim kerja antardepartemen
6. Dapat menyediakan cara untuk membuat dokumentasi proses dan dasar yang kuat untuk pengambilan keputusan.
3.3.3. House of Quality (HoQ)5
The house ofquality adalah suatu kerangka kerja atas pendekatan dalam
mendesain manajemen yang dikenal sebagai Quality Function Deployment (QFD). (Cohen,L.,1995).
5Lou Cohen,Quality Function Deployment:How to Make QFD Work for You,(USA :
The house of quality memperlihatkan struktur untuk mendesain dan
membentuk suatu siklus, dan bentuknya menyerupai sebuah rumah. Kunci dalam membangun HOQ adalah difokuskan kepada kebutuhan pelanggan, sehingga proses desain dan pengembangannya lebih sesuai dengan apa yang diinginkan oleh pelanggan daripada teknologi inovasi. Hal ini dimaksudkan untuk mendapatkan informasi yang lebih penting dari pelanggan. Adapun komponen penting dalam menyusun The house of quality dapat dilihat pada Gambar 3.2.
A
Customer Needs and Benefits
D Relationships
- What do the customer requirement mean to the manufaktur
- Where are the interactions between relationships
F Technical Matrix
- Technical Response Priorities - Competitive Technical Benchmarks - Technical Targets
B Planning Matrix
- Importance to Customer - Current Satisfaction Performance - Competitive Satisfaction Performance
- Goal
- Improvement Ratio - Sales Point - Raw Weight
- Normalized Raw Weight C
Technical Response (Technical Requirement)
E
Technical Correlations
Sumber :Lou Cohen (1995)
Gambar 3.2.House of Quality
1. Customer need
Customer needberisi daftar semua kebutuhan dan harapan pelanggan yang
biasanya ditentukan dengan penelitian secara kualitatif. Cara mengetahui suara pelanggan dapat dilakukan dengan wawancara langsung dengan pelanggan untuk mengetahui keinginan, harapan, keluhan, maupun saran pelanggan, dan dapat juga dilakukan dengan pembagian kuisioner.
2. Planning matrix
Planning matrixmerupakan matriks perencanaan produk yang berisikan data
kuantitatif kebutuhan konsumen dan tujuan-tujuan performansi yang hendak dicapai.
3. Technical response
Technical responsemerupakan parameter teknik yang memberikan gambaran
bagaimana cara tim pengembangan produk/jasa pelayanan dalam merespon kebutuhan dan keinginan konsumen. Suara konsumen yang bersifat kualitatif maupun kuantitatif harus diterjemahkan ke dalam suara pengembang (voice of
developer).
4. Relationship
Relationshipmenunjukkan hubungan antara parameter teknik dengan
5. Technical corelation
Technical correlation menggambarkan hubungan yang terjadi antar respon
teknis yang dapat dibedakan menjadi korelasi positif sangat kuat, positif cukup kuat, negatif sangat kuat serta tidak ada hubuungannya.
6. Technical matrix
Technical Matrix berisi informasi berupa prioritas dari aspek teknis produk
serta target teknis yang direncanakan berdasarkan competitive benchmark untuk tujuan pengembangan kualitas produk.
3.4. Pembuatan Kuesioner6
Kuesioner merupakan sejumlah pertanyaan tertulis yang digunakan untuk memperoleh informasi dari responden dalam arti laporan tentang pribadinya, atau hal-hal yang ia ketahui. Pada penelitian, penggunaan kuesioner merupakan hal yang sangat pokok dalam pengmpulan data. Tujuan pokok pembuatan kuesioner adalah untuk memperoleh informasi yang relevann dengan tujuan dengan cara mengisi pertanyaan yang diajukan oleh peneliti terhadap responden yang dipilih. Syarat pengisian kuesioner adalah pertanyaan harus jelas dan mengarah ketujuan penelitian.
Kuesioner dapat dibedakan berdasarkan : 1. Berdasarkan cara menjawab
a. Kuesioner terbuka, yang memberikan kesempatan kepada responden untuk menjawab dengan kalimatnya sendiri tanpa dibatasi oleh apapun.
6
b. Kuesioner tertutup, yang telah disediakan jawabannya sehingga responden hanya tinggal memilih sesuai pilihan yang ada.
2. Berdasarkan jawaban yang diberikan
a. Kuesioner langsung, yaitu responden menjawab tentang dirinya atau memberikan informasi mengenai perihal pribadi.
b. Kuesioner tidak langsung, yaitu jika responden memberikan respon tentang perihal orang lain.
3. Berdasarkan bentuknya
a. Kuesioner pilihan ganda, yaitu sama seperti kuesioner tertutup, dimana terdapat pilihan jawaban.
b. Kuesioner isian, yaitu sama seperti kuesioner terbuka, berbentuk essay. c. Check List, yaitu sebah daftar dimana responden tinggal
membubuhkantanda Check List pada klom yang sesuai.
d. Rating Scale, yaitu pernyataan diikuti oleh kolom-kolom yang menunjukkan tingkatan-tingkatan, misalnya, mulai dari sangat setuju hingga sangat tidak setuju.
3.5. Validitas Data7
Validitas data ialah suatu ukuran yang mengacu kepada derajat kesesuaian antara data yang dikumpulkan dan data sebenarnya dalam sumber data. Data yang valid akan diperoleh apabila instrumen pengumpulan data juga valid. Oleh karena
7
itu, untuk menguji validitas data maka pengujian dilakukan terhadap instrumen pengumpulan data.
Validitas instrumen atas dua tipe yaitu validitas internal dan validitas eksternal. Validitas internal berkenaan dengan derajat keakurasian rancangan penelitian. Rancangan penelitian yang baik termasuk rancangan pengumpulan data akan dapat mengidentifikasi sumber data yang tepat dan alat/instrumen pengumpulan data yang juga tepat. Validitas eksternal berkenaan dengan derajat akurasi hasil penelitian jika dilakukan generalisasi dan diterapkan pada populasi dari mana data penelitian diambil.
Cara yang umum digunakan untuk menguji validitas instrumen ialah melalui analisis korelasi (correlational analysis). Analisis korelasi dilaksanakan dengan menggunakan rumus Korelasi Product Moment yang dikembangkan oleh Pearson, yaitu sebagai berikut :
√[ ∑ ∑ ∑ ∑ ∑ ][ ∑ ∑ ] . . . (pers 1)
Dimana, rxy = Koefisien korelasi antara X dan Y
xi = Skor variabel independen X
yi = Skor variabel independen Y
3.6. Reliabilitas8
Reliabilitas sebuah alat ukur berkenaan dengan derajat konsistensi dan stabilitas data yang dihasilkan dari proses pengumpulan data dengan menggunakan instrumen tersebut.
8
Dua ukuran yang umum digunakan untuk mengetahui derajat reliabilitas atau kehandalan instrumen pengumpulan data, yaitu stabilitas instrumen dan konsistensi internal instrumen. Stabilitas instrumen adalah suatu ukuran yang menunjukkan derajat kestabilan instrumen terhadap data yang diperoleh dengan menggunakan instrumen tersebut. Stabilitas instrumen dikatakan cukup baik jika instrumen tersebut digunakan dalam pengukuran variabel yang sama dalam waktu yang berbeda dan memberikan hasil yang sama. Konsistensi internal instrumen memberikan indikasi homogenitas item dalam pengukuran dalam arti seberapa jauh instrumen tersebut menjadikan item-item yang diukur secara bersama-sama menjadi sebuah set dan secara independen menjadi bagian yang berarti terhadap keseluruhan.
Pengujian reliabilitas pada umumnya dikenakan untuk pengujian stabilitas instrumen dan konsistensi internal instrumen. Pengujian terhadap kedua karakteristik dari instrumen tersebut dapat dilakukan dengan beberapa metode. Pengujian stabilitas instrumen terdapat dua macam uji yaitu test-retest reliability dan parallel-form reliability. Pengukuran konsistensi internal instrumen pengumpulan data dapat dilaksanakan dengan dua cara yaitu interitem consistency
reliability dan split-half reliability. Alat test yang sering digunakan dalam
pengujian konsistensi internal instrumen ialah Koefisien Alpha Cronbach. Koefisien Alpha Cronbach digunakan untuk mengukur reliabilitas instrumen yang pertanyaannya menggunakan skor dalam rentangan tertentu.
t b k kr
2 211 1 1
...(pers 2) dimana,
r11 = Reliabilitas instrumen (koefisien Alpha Cronbach)
k = Jumlah butir pertanyaan dalam instrumen
b 2
= Jumlah varians butir-butir pertanyaan
t 2
= Varians total
Koefisien Alpha Cronbach dihitung dengan menggunakan langkah-langkah sebagai berikut:
1. Menghitung varians butir-butir pertanyaan (x2) dan jumlah varians butir.
n n x x x 2 2 2
... (pers 3)
2. Menghitung varians total.
n n -Y total Varians 2 2
Y... (pers 4)
BAB IV
METODOLOGI PENELITIAN
4.1. Lokasi dan Waktu Penelitian
Penelitian ini dilakukan di CV. Arba Jaya yang beralamat di desa Medan Senembah, Tanjung Morawa, Kabupaten Deli Serdang. Pelaksanaan penelitian mulai dari bulan Mei hingga bulan Oktober 2015.
4.2. Jenis Penelitian.
Penelitian ini termasuk dalam jenis penelitian deskriptif9. Karena penelitian ini bertujuan untuk mendeskripsikan secara sistematik, faktual, dan akurat tentang fakta-fakta dan sifat-sifat suatu objek. Maksud dan tujuan penelitian ini hanya sebatas membuat deskripsi yang tepat. Jenis penelitian deskriptif yang dimaksud adalah penelitian survei. Penelitian ini disebut penelitian survei karena dalam penelitian ini dilakukan pengumpulan data dan informasi secara langsung dari operator yang bertugas di bagian penyisiran ijuk.
4.3. Objek Penelitian
Objek penelitian yang diamati adalah alat penyisir ijuk yang digunakan operator untuk menyisir ijuk.
9
4.4. Variabel Penelitian
Variabel-variabel yang terdapat dalam penelitian ini adalah: 1. Variabel Independen
Variabel independen adalah variabel yang mempengaruhi variabel dependen (variabel terikat) baik secara positif maupun negatif. Variabel independen dijadikan objek utama dalam penelitian dan menjadi penentu dalam rangka perbaikan kondisi kerja. Variabel independen yang digunakan pada penelitian ini yaitu analisa atribut produk alat penyisir ijuk, klasifikasi tujuan, penetapan fungsi dan tujuan alat penyisir ijuk, penentuan karakteristik alat penyisir ijuk, improving detail alat penyisir ijuk, dan data antropometri operator 2. Variabel Dependen
Variabel dependen adalah variabel-variabel atau faktor-faktor yang berpengaruh terhadap variabel independen. Variabel dependen yang digunakan pada penelitian ini yakni desain alat penyisir ijuk yang baru.
4.5. Instrumen Penelitian
Instrumen yang digunakan dalam penelitian ini adalah:
1. Standard Nordic Questionnaire (SNQ) digunakan mengidentifikasi awal nilai
Gambar 4.1. Standard Nordic Questionnaire (SNQ)
2. Kuesioner Pendahuluan10
Kuesioner pendahuluan berguna untuk mendapatkan permasalahan awal terhadap pemakaian alat penyisir ijuk.
10
3. Kuesioner tertutup11
Kuesioner Tertutup berisi tingkat kepentingan terhadap atribut produk. Penilaian pada kuesioner tertutup menggunakan skala Likert, yakni untuk melihat tingkat kesetujuan (degree of agreeness) dari responden terhadap suatu pertanyaan yang diisi oleh konsumen.
4. Kuesioner karakteristik teknis12
Kuesioner karakteristik teknis dan hubungannya digunakan untuk mengumpulkan karakteristik teknis dari produk alat penyisir ijuk dan hubungan dari setiap karakteristik teknis untuk menghasilkan produk alat penyisir ijuk, yang diisi oleh pihak perusahaan.
5. Kuisioner Part Kritis13
Kuesioner Part kritis diberikan kepada pihak pabrik yang memiliki pengetahuan mengenai bagian atribut yang secara khusus mempengaruhi kualitas maupun kuantitas produk sehingga layak dipilih untuk menentukan bobot hubungan antar variabel.
6. Human Body Martin
Human Body Martin digunakan untuk mengukur dimensi tubuh operator yang
berhubungan langsung dengan pemakaian alat penyisir ijuk yaitu jangkauan tangan dan tinggi siku duduk
.
11Sukaria Sinulingga, op.cit., h. 181
12Lou Cohen,Quality Function Deployment:How to Make QFD Work for You, (USA:
Addison-Wesley Publishing Company, 1995)., h. 123
13
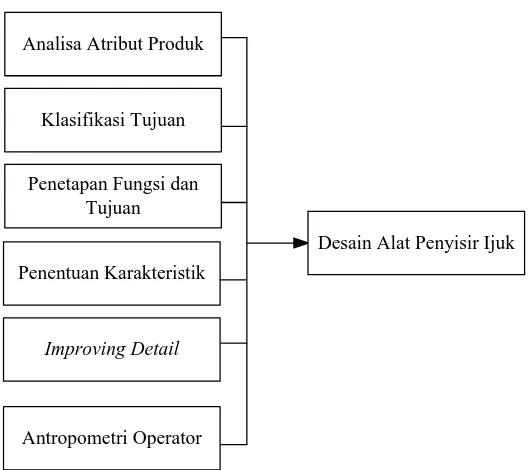
4.6. Kerangka Konseptual
Kerangka konseptual ialah sebuah model yang ditunjukkan dalam bentuk diagram yang memperlihatkan struktur dan sifat hubungan logis antar variabel penelitian yang telah diidentifikasi dari teori dan temuan-temuan hasil review artikel akan digunakan dalam menganalisis masalah penelitian. Kerangka konseptual dalam penelitian ini adalah kelelahan otot yang dirasakan operator penyisiran ijuk yang disebabkan oleh sikap kerja dan alat bantu kerja yang tidak ergonomis. Gambar kerangka konseptual dalam penelitian ini dapat dilihat pada Gambar 4.2.
Klasifikasi Tujuan
Penetapan Fungsi dan Tujuan Analisa Atribut Produk
Penentuan Karakteristik
Improving Detail
Antropometri Operator
Desain Alat Penyisir Ijuk
Gambar 4.2. Kerangka Konseptual Penelitian
Defenisi Operasional:
b. Klasifikasi tujuan adalah untuk menentukan tujuan dari perancangan alat penyisir ijuk
c. Penetapan fungsi dan tujuan adalah .untuk menetapkan fungsi-fungsi yang diperlukan dan batas-batas sistem perancangan alat penyisir ijuk yang baru.
d. Penetuan karakteristik adalah untuk mengetahui selera konsumen terhadap alat penyisir ijuk yang ingin dirancang.
e. Improving detail adalah melakukan modifikasi terhadap produk yang ingin
dirancang dengan tujuan tertentu.
f. Antropometri operator adalah data-data antropometri operator yang digunakan untuk ukuran dari perancangan produk.
g. Desain alat penyisir ijuk adalah desain baru dari alat penyisir ijuk yang dirancang.
4.7. Metode Pengumpulan Data 4.7.1. Data Primer
Data primer yang dibutuhkan dalam penelitian ini dapat dikumpulkan dengan cara sebagai berikut:
1. Observasi (pengamatan)
secara observasi ini adalah pengukuran dimensi tubuh dengan menggunakan human body martin.
2. Kuesioner
Kuesioner yang digunakan adalah
a Data permasalahan awal terhadap pemakaian alat penyisir ijuk dengan instrumen kuesioner pendahuluan.
b Standard Nordic Qustionare (SNQ). Kuesioner ini digunakan untuk
identifikasi awal kelelahan dan keluhan otot yang dialami operator penyisiran ijuk. Keluhan tersebut didata dengan mengisi Standard Nordict Questionaire saat melakukan aktivitas penyisiran ijuk. Cara pengisian
kuesioner tersebut dilakukan dengan memberikan tanda silang (Х) atau
checklist (√) pada lembar jawaban yang tersedia sesuai dengan keluhan yang
dirasakan yang akan ditunjukkan pada pengumpulan dan pengolahan data.
3. Wawancara
Wawancara dilakukan untuk mendapatkan data karakteristik teknik .
4.7.2. Data Sekunder
Data skunder yang digunakan dalam penelitian ini adalah File Record. Pengumpulan file record perusahaan sebagai data penunjang yaitu data gambaran umum persahaan.
4.7.3. Ukuran dan Teknik Sampling
1. Kuesioner Pendahuluan
Kuesioner ini berbentuk SNQ yang akan disebarkan kepada operator penyisir ijuk. Kuesioner ini digunakan untuk mengetahui keluhan yang dirasakan operator selama menggunakan alat penyisir ijuk. Teknik sampling yang digunakan adalah total sampling dimana seluruh populasi dijadikan sampling. Kuesioner ini disebarkan kepada seluruh operator yang berjumlah 12 orang. 2. Kuesioner karakteristik teknis14
Kuesioner karakteristik teknis dan hubungannya digunakan untuk mengumpulkan karakteristik teknis dari alat penyisir ijuk dan hubungan dari setiap karakteristik teknis yang diisi oleh pihak perusahaan.
3. Kuisioner Part Kritis15
Kuesioner Part kritis diberikan kepada pihak pabrik yang memiliki pengetahuan mengenai bagian atribut yang secara khusus mempengaruhi kualitas maupun kuantitas produk sehingga layak dipilih untuk menentukan bobot hubungan antar variabel.
4.8. Metode Pengolahan Data
Tahap ini, data yang diperoleh selama pengamatan diolah sesuai dengan teknik analisis data yang digunakan.
1. Standard Nordic Qustionaere (SNQ) untuk menentukan bagian tubuh yang
mengalami risiko kelelahan otot. Tabulasi keluhan konsumen terhadap penggunaan produk penyisir ijuk.
14Lou Cohen,Quality Function Deployment:How to Make QFD Work for You, (USA:
Addison-Wesley Publishing Company, 1995)., h. 123
15
2. Penentuan tingkat kepentingan konsumen dari setiap atribut. Hasil kuesioner tertutup didapatkan modus tingkat kepentingan dari atribut penyisir ijuk. 3. Penetuan Karakteristik teknis. Karakteristik teknis diperoleh dari kuesioner
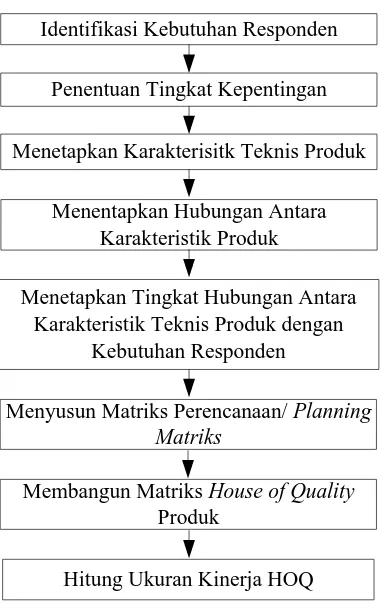
yang diberikan kepada pihak pabrik yaitu manajer produksi. Setelah karakteristik teknis ditentukan, selanjutnya adalah melihat hubungannya 5. Pembuatan House of Quality
Matrix HoQ dibuat berdasarkan hasil kuesioner dan wawancara. Dari house
of quality akan didapat tingkat kepentingan tertinggi. House of Quality
digunakan untuk mendapatkan karakteristik teknis. Pengolahan data QFD Fase I dapat dilihat pada Gambar 4.3.
6. Pembuatan matriks design deployment didasarkan pada kesimpulan yang diperoleh dari matriks HOQ pada QFD fase I yang berisi masalah yang harus diperbaiki. Langkah pengolahan data QFD Fase II dapat dilihat pada Gambar 4.4.
7. Pengolahan dengan Antropometri
Identifikasi Kebutuhan Responden
Penentuan Tingkat Kepentingan
Menetapkan Karakterisitk Teknis Produk
Menetapkan Tingkat Hubungan Antara Karakteristik Teknis Produk dengan
Kebutuhan Responden
Menyusun Matriks Perencanaan/ Planning Matriks
Menentapkan Hubungan Antara Karakteristik Produk
Membangun Matriks House of Quality Produk
Hitung Ukuran Kinerja HOQ
Sumber: Lou Couhen (1997)
Menetapkan karakteristik teknik produk
Menetapkan part kritis
Menetapkan Tingkat Hubungan Antara Karakteristik Teknis Produk dengan Part
kritis
Menyusun Matriks Perencanaan/ Planning Matriks
Menentapkan Hubungan Antara Part kritis
Membangun Matriks Design Deplyment
Menentukan bobot kepentingan desain
Penentuan usulan rancangan perbaikan
Sumber: Ronald G Day (1993)
Gambar 4.4. Diagram Alir Pembangunan House of Quality QFD fase II
Uji Kenormalan
Penentuan Persentil
Pengolahan Data
Uji Keseragaman dan Kecukupan Data Antropometri
4.9. Analisis Pemecahan Masalah
Analisis dan pemecahan masalah yang dilakukan adalah sebagai berikut : 1. Analisis kondisi kerja aktual dengan cara meganalisis hasil SNQ,
menganalisis karakteristik teknik menggunakan kuesioner QFD.
2. Analisis kondisi kerja setelah perbaikan dengan memberi usulan alat bantu dan membandingkannya dengan kondisi kerja aktual.
4.10. Kesimpulan dan Saran
Identifikasi Masalah
Adanya Masalah musculosceletal disorder yang terjadi pada pekerja penyisir ijuk
Perumusan Masalah
studi perancangan ulang alat penyisir ijuk yang ergonomis sesuai dengan antropometri pekerja
Penetapan Tujuan
memberikan usulan perbaikan rancangan alat penyisir ijuk yang ergonomis
Pengumpulan Data Data Primer
- Hasil rekapitulasi kuisioner pendahuluan, tertutup, karakteristik teknis.
Data Sekunder
- Data mengenai perusahaan
Pengolahan Data Identifikasi Keluhan – SNQ
Identifikasi Teknis - Quality Function Deployment
- Membangun House of Quality QFD Fase I - Membangun House of Quality QFD Fase II
Perancangan - Antropometri
- Uji Keseragaman dan Kecukupan - Uji Kenormalan
- Penentuan Persentil
Analisis Pemecahan Masalah
Kesimpulan dan Saran Mulai
Selesai
Studi Pendahuluan 1. Keluahan Konsumen 2. Kondisi Lapangan
Studi Literatur 1. Teori Buku
2. Referensi Jurnal Penelitian 3. Langkah-langkah penyelesaian
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data
5.1.1. Data Standard Nordic Questionairre (SNQ)
Standard Nordic Qustionairre adalah kuisioner yang dirancang untuk
mengetahui keluhan yang dialami oleh pekerja selama melakukan pekerjaan. Pengumpulan data kuisioner SNQ diberikan kepada 12 orang pekerja penyisiran dan perajutan ijuk.
Penilaian berdasarkan kuisioner SNQ untuk pembobotan masing-masing kategori berikut :
Tidak sakit : bobot 1 Agak sakit : bobot 2 Sakit : bobot 3 Sangat sakit : bobot 4
Kategori yang dirasakan saat bekerja adalah sebagai berikut:
1. Tidak sakit, artinya bahwa pekerja tidak terasa nyeri sedikitpun pada bagian tubuh karena kontraksi otot yang terjadi berjalan normal.
2. Agak sakit, artinya bahwa pekerja mulai terasa nyeri, namun rasa nyeri yang timbul tidak membuat pekerja jenuh atau cepat lelah.
3. Sakit artinya bahwa pekerja merasakan nyeri yang cukup hebat dan keadaan ini membuat pekerja mulai jenuh dan cepat lelah.
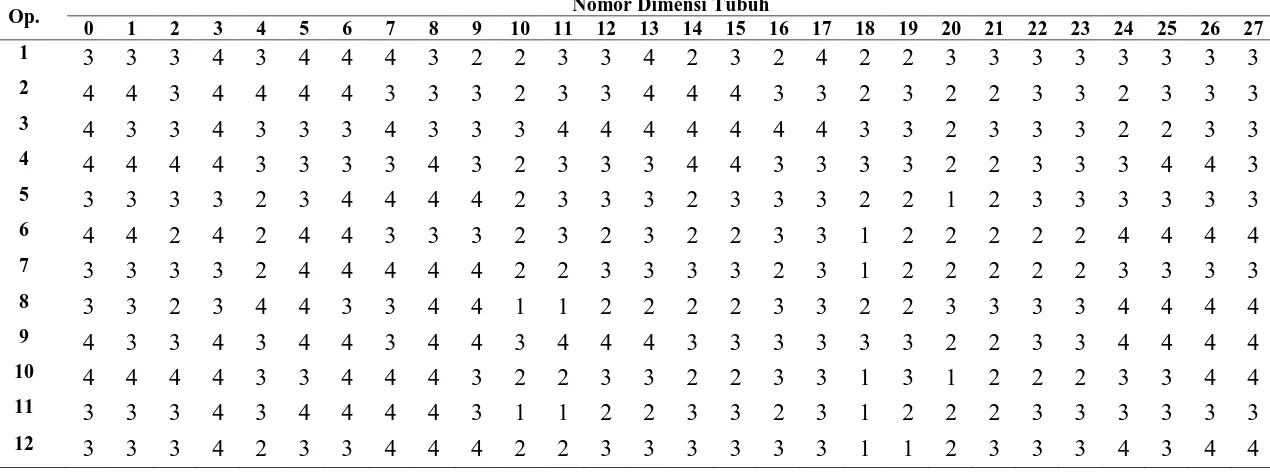
Hasil rekapitulasi kuisioner SNQ setelah dilakukan penyebaran kuisioner SNQ untuk 12 pekerja penyisiran ijuk dapat dilihat pada Tabel 5.1.
Keterangan nomor dimensi tubuh: 0 = Sakit kaku di leher bagian atas
1 = Sakit kaku di bagian leher bagian bawah
2 = Sakit di bahu kiri 16 = Sakit pada tangan kiri 3 = Sakit di bahu kanan 17 = Sakit pada tangan kanan 4 = Sakit lengan atas kiri 18 = Sakit pada paha kiri 5 = Sakit di punggung 19 = Sakit pada paha kanan 6 = Sakit lengan atas kanan 20 = Sakit pada lutut kiri 7 = Sakit pada pinggang 21 = Sakit pada lutut kanan 8 = Sakit pada bokong 22 = Sakit pada betis kiri 9 = Sakit pada pantat 23 = Sakit pada betis kanan
10 = Sakit pada siku kiri 24 = Sakit pada pergelangan kaki kiri 11 = Sakit pada siku kanan 25 = Sakit pada pergelangan kaki kanan 12 = Sakit pada lengan bawah kiri 26 = Sakit pada kaki kiri
13 = Sakit pada lengan bawah kanan 27 = Sakit pada kaki kanan 14 = Sakit pada pergelangan tangan kiri
Tabel 5.1. Rekapitulasi Data SNQ Pekerja Penyisiran Ijuk
Op. Nomor Dimensi Tubuh
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27
1 3 3 3 4 3 4 4 4 3 2 2 3 3 4 2 3 2 4 2 2 3 3 3 3 3 3 3 3
2 4 4 3 4 4 4 4 3 3 3 2 3 3 4 4 4 3 3 2 3 2 2 3 3 2 3 3 3
3 4 3 3 4 3 3 3 4 3 3 3 4 4 4 4 4 4 4 3 3 2 3 3 3 2 2 3 3
4 4 4 4 4 3 3 3 3 4 3 2 3 3 3 4 4 3 3 3 3 2 2 3 3 3 4 4 3
5 3 3 3 3 2 3 4 4 4 4 2 3 3 3 2 3 3 3 2 2 1 2 3 3 3 3 3 3
6 4 4 2 4 2 4 4 3 3 3 2 3 2 3 2 2 3 3 1 2 2 2 2 2 4 4 4 4
7 3 3 3 3 2 4 4 4 4 4 2 2 3 3 3 3 2 3 1 2 2 2 2 2 3 3 3 3
8 3 3 2 3 4 4 3 3 4 4 1 1 2 2 2 2 3 3 2 2 3 3 3 3 4 4 4 4
9 4 3 3 4 3 4 4 3 4 4 3 4 4 4 3 3 3 3 3 3 2 2 3 3 4 4 4 4
10 4 4 4 4 3 3 4 4 4 3 2 2 3 3 2 2 3 3 1 3 1 2 2 2 3 3 4 4
11 3 3 3 4 3 4 4 4 4 3 1 1 2 2 3 3 2 3 1 2 2 2 3 3 3 3 3 3
Hasil rekapitulasi kategori sakit untuk masing-masing pekerja dapat dilihat pada Tabel 5.2.
Tabel 5.2. Persentasi Kategori Sakit dari Data SNQ No. Dimensi Tubuh Sakit (%) Operator
0 50 1,5,7,8,11, dan 12
1 66,67 1,3,5,7,8,9,11, dan 12
2 66,67 1,2,3,5,7,9,11, dan 12
3 25 5,7, dan 8
4 50 1,3,4,9,10, dan 11
5 41,67 3,4,5,10, dan 12
6 33,33 3,4,8, dan 12
7 41,67 2,4,6,8, dan 9
8 33,33 1,2,3, dan 6
9 50 2,3,4,6,10, dan 11
10 16,67 3 dan 9
11 41,67 1,2,4,5, dan 6
12 58,33 1,2,4,5,7,10, dan 12
13 50 4,5,6,7,10, dan 12
14 33,33 7,9,11, dan 12
15 50 1,5,7,9,11, dan 12
16 66,67 2,4,5,6,8,9,10, dan 12
17 83,33 2,4,5,6,7,8,9,10,11, dan 12
18 25 3,4, dan 9
19 41,67 2,3,4,9 dan 10
20 16,67 1 dan 8
21 33,33 1,3,8, dan 12
22 75 1,2,3,4,5,8,9,10, dan 12
23 75 1,2,3,4,5,8,9,10, dan 12
24 50 1,4,5,7,10 dan 11
25 58,33 1,2,5,7,10,11, dan 12
26 41,67 2,4,5,11, dan 12
27 41,67 2,4,5,11, dan 12
Tabel 5.3. Persentasi Kategori Sangat Sakit dari Data SNQ No. Dimensi Tubuh Sangat Sakit (%) Operator
0 50 2,3,4,6,9, dan 10
1 33,33 2,4,6, dan 10
2 16,67 4 dan 10
3 75 1,2,3,4,6,9,10,11, dan 12
4 16,67 2 dan 8
5 58,33 1,2,6,7,8,9, dan 11
6 66,67 1,2,5,6,7,9,10, dan 11
7 58,33 1,3,5,7,10,11, dan 12
8 66,67 4,5,7,8,9,10,11, dan 12
9 41,67 5,7,8,9, dan 12
10 0 -
11 16,67 3 dan 9
12 16,67 3 dan 9
13 33,33 1,2,3, dan 9
14 25 2,3, dan 4
15 25 2,3, dan 4
16 8,33 3
17 16,67 1 dan 3
18 0 -
19 0 -
20 0 -
21 0 -
22 0 -
23 0 -
24 33,33 6,8,9, dan 12
25 33,33 4,6,8, dan 9
26 50 4,6,8,9,10, dan 12
27 41,67 6,8,9,10, dan 12
Gambar 5.1. Rekapitulasi Keluhan Sakit dan Sangat Sakit (%) 5.1.2. Kuesioner Terbuka
Kuesioner terbuka dibagikan kepada 12 responden. Rekapitulasi kuesioner terbuka dapat dilihat pada Tabel 5.4.
5.1.3. Kuesioner Tertutup
Jawaban responden yang tertuang pada kuesioner terbuka didapatkan beberapa modus yang menjadi dasar butir pertanyaan pada kuesioner tahap kedua, yaitu kuesioner tertutup. Responden pada kuesioner tertutup ini berjumlah 12 orang yang didapatkan berdasarkan metode total sampling. Rekapitulasi kuesioner tertutup sebagai mana tertera pada Tabel 5.5.
0,00 10,00 20,00 30,00 40,00 50,00 60,00 70,00 80,00 90,00
0 1 2 3 4 5 6 7 8 9 101112131415161718192021222324252627
P e rs e n ta se O p e ra to r
Nomor Dimensi Tubuh
BAB VI
ANALISIS DAN PEMBAHASAN HASIL
6.1 Analisis Identifikasi Keluhan
Kuisioner SNQ adalah tools yang digunakan untuk mengidentifikasi keluhan yang dirasakan pekerja penyisiran ijuk. Pada kuisioner SNQ terdapat 28 dimensi tubuh yang ditanyakan. Kuisioner dibagikan kepada 12 pekerja penyisiran ijuk di CV. Arba Jaya untuk mengetahui keluhan yang dirasakan oleh pekerja.
[image:36.595.114.511.425.628.2]Persentase yang diperoleh dari hasil penyebaran kuisioner SNQ untuk keluhan sakit dan sangat sakit dapat dilihat pada Gambar 6.1.
Gambar 6.1 Persentase Penyebaran Kuisioner SNQ
Berdasarkan Gambar 6.1 dapat diketahui persentase sakit dan sangat sakit untuk setiap dimensi tubuh pekerja. Pada dimensi tubuh nomor 17 sebanyak
0,00 10,00 20,00 30,00 40,00 50,00 60,00 70,00 80,00 90,00
0 1 2 3 4 5 6 7 8 9 101112131415161718192021222324252627
P e rs e n ta se O p e ra to r
Nomor Dimensi Tubuh
83,33% pekerja merasakan sakit, sedangkan pada dimensi tubuh nomor 3 sebanyak 75% pekerja merasakan sangat sakit. Hal itu menunjukkan bahwa pekerja sangat membutuhkan adanya perancangan terhadap alat penyisir ijuk yang baru sehingga dapat mengurangi keluhan otot.
6.2. Analisis Pengumpulan Data 6.2.1. Analisis Data Kuesioner
[image:37.595.105.508.475.626.2]Pengumpulan data untuk alat penyisir ijuk memiliki dua instrument alat ukur yaitu kuesioner terbuka dan kuesioner tertutup. Variabel kuesioner terbuka berisi 6 pertanyaan tentang desain alat penyisir ijuk. Responden diminta mengisi kuesioner dengan memberi jawaban yang diinginkan. Rekapitulasi nilai hasil jawaban responden dapat dilihat pada Tabel 6.1.
Tabel 6.1 Rekapitulasi Kuesioner Terbuka
No. Pertanyaan Atribut Terpilih
1. Bagaimana harapan anda terhadap alat
penyisir ijuk yang ingin dirancang Menggunakan mesin 2. Apa bahan yang anda inginkan untuk
merancang alat penyisir ijuk Besi
3. Bagaimana bentuk kaki penyangga alat
penyisir ijuk yang anda inginkan Balok 4. Apa spesifikasi tambahan alat penyisir ijuk
yang anda inginkan Menggunakan roda
5. Apa warna alat penyisir ijuk Hitam
jawaban memiliki bobot dari 1 sampai 5 sesuai dengan keinginan pekerja. Rekapitulasi kuesioner tertutup dapat dilihat pada Tabel 6.2.
Tabel 6.2 Rekapitulasi Kuesioner Tertutup
Responden PERTANYAAN
P1 P2 P3 P4 P5
1 4 3 4 5 2
2 4 3 5 3 5
3 5 5 4 3 5
4 2 4 2 3 2
5 4 5 4 4 5
6 2 2 3 2 3
7 4 2 5 4 3
8 4 5 2 3 4
9 5 5 3 5 5
10 2 2 2 2 4
11 2 3 2 3 4
12 5 4 3 4 5
Untuk pengujian validitas dan reabilitas kuesinoner tertutup dapat dilihat pada Tabel 6.3 dan Tabel 6.4.
Tabel 6.3. Rekapitulasi Uji Validitas Kuesioner Tertutup Pertanyaan r Hitung r Tabel Keterangan
1 0,950 0,532 valid
2 0,680 0,532 valid
3 0,545 0,532 valid
4 0,678 0,532 valid
[image:38.595.159.466.541.635.2]Tabel 6.4. rekapitulasi Uji Reabilitas Kuesioner Tertutup Butir Varians Koefisien Keterangan
1 1,410 0,743 Reliabel
2 1,410 0,743 Reliabel
3 1,188 0,743 Reliabel
4 0,910 0,743 Reliabel
5 1,243 0,743 Reliabel
6.3 Analisis Identifikasi Teknis
6.3.1 Analisis Metode Quality Function Deployment (QFD) Fase I
Tingkat kepentingan atribut alat penyisir ijuk ditunjukkan dengan nilai net
sales, importance weight dan relative weight. Nilai net sales diperoleh dari pihak
pabrik, sedangakan nilai importance weight dan relative weight diperoleh dari kuesioner tertutup yang disebar kepada 12 responden. Kuesioner berisi 5 pertanyaan mengenai tingkat kepentingan atribut alat penyisir ijuk.
Tingkat kepentingan atribut alat penyisir ijuk ditunjukkan dengan nilai net
[image:39.595.132.491.142.236.2]sales, importance weight dan relatife weight, Ketiga nilai tersebut dapat dilihat pada
Tabel 6.5.
Tabel 6.5 Nilai Net Sales, Importance Weight dan Relative Weight
Customer Requirement Sales
Point
Important Weight
Relative Weight
Bahan utama alat penyisir ijuk adalah besi 1,5 144 61,538 Kaki penyangga alat penyisir ijuk berbentuk balok 1,2 85 32,197
Menggunakan roda pada kaki 1,2 10 4,273
Warna utama alat penyisir ijuk adalah hitam 1 0 0
[image:39.595.101.524.568.676.2]16
Variabel dengan nilai relative weight, important weight dan net sales tertinggi adalah bahan utama adalah besi dan dimensi alat penyisir ijuk adalah 60cm x 40cm x 60cm yang merupakan salah satu variabel penting untuk meningkatkan kinerja perusahaan.
QFD fase I digunakan untuk mengetahui tingkat kesulitan dan perkiraan biaya karakteristik teknis. Tingkat hubungan antar karakteristik teknis ditentukan oleh produsen sebagai ahli. Tingkat kesulitan dan perkiraan biaya karakteristik teknis dapat dilihat pada Gambar 6.2.
W aktu P enge lasa n P rose s P enge lasa n Komposi si B aha n Dimensi P roduk Ke tah an an Baha n
Tingkat Kesulitan 4 5 4 2 3
Derajat Kepentingan (%) 19 35 25 5 16
[image:40.595.137.487.359.563.2]Perkiraan Biaya (%) 22 28 22 11 17
Gambar 6.2. Ukuran Kinerja QFD Fase I
17
Hasil menunjukkan bahwa karakteristik teknis yang terpenting adalah proses pengelasan dengan tingkat kesulitan 5, derajat kepentingan 33%, dan perkiraan biaya 28%.
6.3.2 Analisis Metode Quality Function Deployment (QFD) Fase II
16 Lou Cohen, Quality Function Deployment:How to Make QFD Work for You, (USA :
Addison-Wesley Publishing Company, 1995), hal : 94.
17
QFD fase II digunakan untuk mengetahui part kritis yang mempengaruhi mutu produk alat penyisir ijuk. Penentuan part kritis dilakukan dengan wawancara dengan pihak produsen. Perhitungan ukuran kinerja karakteristik part QFD fase II ditujukan untuk memperoleh nilai tingkat kesulitan, derajat kepentingan, dan perkiraan biaya. Hasil yang diperoleh untuk nilai ukuran kinerja berupa tingkat kesulitan, derajat kepentingan dan perkiraan biaya dapat dilihat pada Gambar 6.3.
Je nis Ka wa t L as S udut P enge lasa n Ke tepa tan Sambung an Ke kua tan A rus Ke ra pian Pen ge lasa n
Tingkat Kesulitan 3 5 5 2 5
Derajat Kepentingan (%) 40 19 13 19 19
[image:41.595.130.493.304.517.2]Perkiraan Biaya (%) 15 25 25 10 25
Gambar 6.3. Ukuran Kinerja QFD Fase II
Tingkat kesulitan, derajat kepentingan dan perkiraan biaya tertinggi adalah sudut pengelasan, ketepatan sambungan, dan kerapian pengelasan masing-masing dengan tingkat kesulitan 5, derajat kepentingan 19%, 13%, dan 19%, perkiraan biaya 25%.
Berdasarkan analisis dari data antropometri pekerja menunjukkan perlu adanya perbaikan pada fasilitas kerja yang tidak sesuai dengan antropometri pekerja. Rancangan fasilitas yang sesuai dengan pekerja bermanfaat agar pekerja lebih mudah melakukan proses penyisiran ijuk dengan menggunakan alat penyisir ijuk. Setelah dilakukan perancangan didapat spesifikasi alat penyisir ijuk baru yang dapat dilihat pada Tabel 6.6.
Tabel 6.6 Spesifikasi Alat Penyisir Ijuk Usulan No Atribut Kategori Terpilih
1 Bahan Utama Besi
2 Bentuk kaki penyangga Balok
3 Warna Alat Penyisir Ijuk Hitam
4 Spesifikasi Tambahan 1 Menggunakan Motor Penggerak 5 Spesifikasi Tambahan 2 Menggunakan Roda
Pada alat penyisir ijuk usulan memiliki spesifikasi yang sesuai dengan keinginan pekerja. Adapun alat penyisir ijuk usulan yang dirancang dapat dilihat pada Gambar 6.4.
.Gambar 6.4. Alat Penyisir Ijuk Usulan
[image:43.595.178.456.113.409.2]Simulasi penggunan alat penyisir ijuk rancangan oleh pekerja dapat dilihat pada Gambar 6.5.
BAB VII
KESIMPULAN DAN SARAN
7.1. Kesimpulan
Hasil pengolahan data dan analisis pembahasan memberikan beberapa kesimpulan sebagai berikut :
1. Keluhan “Sangat Sakit” yang dialami pekerja sebesar 75% yaitu terletak pada bahu kanan.
2. Karakteristik teknis produk yang dibutuhkan untuk memenuhi kebutuhan pekerja adalah waktu pengelasan, proses pengelasan, komposisi bahan, dimensi produk dan ketahanan bahan.
3. Berdasarkan Tingkat kesulitan, derajat kepentingan, dan perkiraan biaya, karakteristik teknis quality function deployment fase 1 yang tertinggi adalah proses pengelasan sedangkan untuk karakteristik teknis quality function
deployment fase II yang tertinggi adalah jenis kawat las.
4. Berdasarkan antropometri tubuh yang digunakan untuk perancangan alat peyisir ijuk yaitu jangkauan tangan ektrim bawah dengan rekomendasi dimensinya 67,2 cm dan tinggi siku duduk ekstrim atas dengan rekomendasi dimensinya 31,5 cm.
7.2. Saran
Adapun saran yang diberikan dari hasil penelitian ini adalah sebagai berikut :
1. Pihak perusahaan perlu memperhatikan fasilitas kerja usulan yang dirancang untuk mengurangi keluhan otot pada pekerja dan dapat meningkatkan produktivitas pekerja.
2. Perlu dilakuakan penelitian lebih lanjut menggunakan metode Quality Fucntion
Deployment Fase III untuk mengkaji bagian Manufacturing Product dan
Quality Fucntion Deployment Fase IV untuk mengkaji bagian Production
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1 Sejarah Perusahaan
CV Arba Jaya adalah perusahaan yang memproduksi sapu ijuk. Perusahaan ini dimiliki dan didirikan oleh Bapak Ridho Batubara, belokasi di Jl. Pasar 15 Medan Senembah, Tanjung Morawa, Kabupaten Deli Serdang – Sumatera Utara. Bapak Ridho Batubara mendirikan perusahaan ini pada tahun 2000.
CV. Arba Jaya memperoleh bahan baku berupa ijuk dari pemasok di daerah Deli Serdang, sedangkan bahan baku berupa batang kayu diperoleh dari pemasok yang berasal dari Provinsi Nangroe Aceh Darussalam. Pemasaran sapu ijuk yang diproduksi oleh CV. Arba Jaya mencakup wilayah Sumatera bahkan sampai ke Pulau Jawa.
2.2 Ruang Lingkup Bidang Usaha
2.3 Lokasi Perusahaan
CV Arba Jaya terletak di Jl. Pasar 15 Medan Senembah, Tanjung Morawa, Kabupaten Deli Serdang – Sumatera Utara. Lokasi CV Arba Jaya dari kota Medan memiliki jarak tempuh sekitar 57 Km.
2.4 Organisasi dan Manajemen 2.4.1 Struktur Organisasi
Struktur organisasi merupakan gambaran skematis tentang hubungan-hubungan dan kerjasama diantara fungsi-fungsi, bagian-bagian yang menggerakkan organisasi untuk mencapai tujuan. Struktur ditentukan atau dipengaruhi oleh badan usaha, jenis usaha, besarnya usaha dan system produksi perusahaan tersebut.
Pimpinan
Pekerja
Bagian
Penghalus
Tangkai
Sapu
Pekerja
Bagian
Pengulir
Tangkai
Sapu
Pekerja
Bagian
Pembentuk
Ujung Sapu
Pekerja
Bagian
Membungkus
Tangkai Sapu
dengan
Pembungkus
Plastik
Pekerja
Bagian
Pemotongan
Tangkai Sapu
dan
Pembentuk
Ujung Sapu
Pekerja
Bagian
Penjemuran
Tangkai
Sapu
Pekerja
Bagian
Penglurusa
n Tangkai
Sapu
Pekerja
Bagian
Menyusun
dan
Merapikan
Ijuk
Pekerja
Bagian
Memotong
Ijuk
Pekerja
Bagian
Menyatukan
Tangkai
Sapu dan
Ijuk
[image:48.842.38.804.79.361.2]2.4.2 Uraian Tugas dan Tanggung Jawab
Pembagian tugas pada CV Arba Jaya menurut fungsi yang telah ditetapkan. Uraian tugas dan tanggung jawab di CV Arba Jaya adalah sebagai berikut:
1. Pimpinan (pemilik)
Pimpinan di CV Arba Jaya merupakan pemilik usaha tersebut yang merupakan pimpinan tertinggi dalam perusahaan yang diberikan wewenang atau kekuasaan melakukan tindakan untuk dan atas perusahaan.
Tugas :
- Pemimpin dan pemegang tertinggi dalam perusahaan.
- Melakukan pengawasan dengan mengadakan pemeriksaan serta penilaian seluruh kegiatan perusahaan.
Tanggung jawab :
- Memimpin dan mengendalikan semua usaha, kegiatan pekerjaan untuk mencapai tujuan.
- Memperhatikan, memelihara dan mengawasi kelancaran administrasi, pengamanan dan pelaksanaan tugas secara seimbang dan berhasil.
- Mengatur pembelian dan penjualan produk. - Memberi tugas, membayar upah atau gaji. 2. Pekerja bagian penjemuran tangkai sapu
a. Menjemur Tangkai Sapu
b. Membolak-balikkan sisi tangkai sapu agar terjemur dengan baik c. Menyusun hasil penjemuran tangkai sapu
d. Mengantar tangkai sapu yang sudah selesai dijemur ke stasiun meluruskan tangkai sapu
3. Pekerja bagian pelurusan tangkai sapu
Uraian tugas dan tanggung jawab karyawan bagian pelurusan tangkai sapu adalah sebagai berikut :
a. Meluruskan tangkai sapu yang bengkok
b. Menumpuk hasil pekerjaan untuk diambil oleh stasiun berikutnya 4. Pekerja bagian pemotongan tangkai sapu dan pembentuk ujung sapu
Uraian tugas dan tanggung jawab pekerja bagian pemotongan tangkai sapu dan pembentuk ujung sapu adalah sebagai berikut :
a. Mengambil tangkai sapu yang sudah lurus
b. Memotong tangkai sapu yang berbeda panjangnya menjadi sama panjang c. Memastikan tidak ada tangkai sapu yang berbeda panjangnya dari tangkai
sapu yang lain.
5. Pekerja bagian pembentuk ujung sapu
Uraian tugas dan tanggung jawab pekerja bagian pembentuk ujung sapu adalah sebagai berikut :
a. Mengambil tangkai sapu dari tempat pemotongan
6. Pekerja bagian penghalus tangkai sapu
Uraian tugas dan tanggung jawab pekerja bagian pemotongan penghalus tangkai sapu adalah sebagai berikut :
a. Mengambil tangkai sapu dari tempat pembentukan ujung sapu b. Menghaluskan tangkai sapu dengan mesin
c. Memastikan semua tangkai sapu sudah halus dan tidak memiliki serat-serat yang dapat melukai tangan.
7. Pekerja bagian pengulir tangkai sapu
Uraian tugas dan tanggung jawab pekerja bagian pengulir tangkai sapu adalah sebagai berikut :
a. Mengambil tangkai sapu yang sudah selesai dihaluskan b. Membentuk ujung sapu yang sudah diserut menjadi berulir
8. Pekerja bagian membungkus tangkai sapu dengan pembungkus plastik
Uraian tugas dan tanggung jawab pekerja bagian membungkus tangkais dengan pembungkus plastik adalah sebagai berikut :
a. Mengambil tangkai sapu yang sudah selesai diulir
b. Memasukkan tangkai sapu kedalam pembungkus plastik lalu memanaskannya dengan bantuan alat sehingga plastik melekat pada tangkai sapu
c. Memastikan tidak ada plastik yang mengkerut pada tangkai sapu. 9. Pekerja bagian menyatukan tangkai sapu dan ijuk
a. Mengambil tangkai sapu yang sudah terbungkus plastik
b. Menyatukan antara ujung sapu yang berulir dengan kepala sapu ijuk. 10. Pekerja bagian menyusun dan merapikan ijuk
Uraian tugas dan tanggung jawab pekerja bagian menyusun dan merapikan ijuk adalah sebagai berikut :
a. Mengambil ijuk secara acak
b. Menyisir ijuk agar menjadi lurus dan rapi c. Menyatukan antara ijuk dengan kepala sapu
d. Mengantar ijuk yang sudah rapi ke stasiun pemotongan ijuk 11. Pekerja bagian memotong ijuk
Uraian tugas dan tanggung jawab pekerja bagian memotong ijuk adalah sebagai berikut :
a. Memotong ijuk menjadi seragam sesuai dengan ukuran panjang ijuk yang diberikan oleh perusahaan
2.4.3 Tenaga Kerja dan Jam Kerja
Jumlah tenaga kerja pada CV Arba Jaya saat ini adalah 20 orang dan semuanya merupakan karyawan tetap. Perincian jumlah tenga kerja dibagi atas dua pekerjaan yaitu 6 orang pekerja di bagian ijuk dan 12 orang di bagian pembentukan sapu dan 2 orang dibagian pengepakan .
2.4.4 Sistem Pengupahan dan Fasilitas
Pengupahan karyawan dibayar dengan sistem mingguan berupa upah pokok. Jumlah upah yang diterima akan disesuaikan dengan jumlah output yang dikerjakan oleh pekerja.
2.5 Proses Produksi
Proses produksi merupakan suatu proses transformasi (mengalami perubahan bentuk secara fisik dan kimia) yang mengubah input yang berupa bahan baku, mesin, peralatan, modal, energy, tenaga kerja menjadi output sehingga memiliki nilai tambah.
[image:53.595.107.540.590.727.2]CV Arba Jaya menggunakan teknologi produksi yang manual, hal tersebut dapat terlihat dari cara kerja serta peralatan yang digunakan untuk melakukan proses produksi hampir semua dilakukan secara manual. Misalnya pada proses penyisiran ijuk. Pada proses penyisiran ijuk alat yang digunakan adalah sebuah sisir sederhana yang terbuat dari sebatang kayu berbentuk balok dengan ukuran 25cm x 5cm x 2cm. Pekerja menggunakan sisir tersebut untuk membuat sapu ijuk menjadi mengembang. Proses penyisiran sapu ijuk dan alai penyisir dapat dilihat pada Gambar 2.2.
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
Perancangan produk disesuaikan dengan manusia yang menggunakannya. Produk tidak ergonomis akan menimbulkan berbagai dampak negatif bagi manusia yang menggunakannya, dampak negatif itu dapat terjadi baik dalam jangka waktu pendek maupun jangka waktu panjang. Dampak yang paling sering ditemukan adalah nyeri dan kelelahan pada manusia yang menggunakannya. Sehingga perancangan produk sangat penting untuk meminimisasi gerakan yang tidak ergonomis yang dapat meningkatkan produktivitas pekerja. (Sritomo Wignjosoebroto, 2003).
QFD adalah suatu cara untuk meningkatkan kualitas barang atau jasa dengan memahami kebutuhan konsumen kemudian menghubungkannya dengan karakteristik teknis untuk menghasilkan suatu barang atau jasa pada setiap tahap pembuatan barang atau jasa yang dihasilkan. QFD digunakan untuk membantu bisnis memusatkan perhatian pada kebutuhan para pelanggan mereka ketika menyusun spesifikasi desain dan pabrikasi. (Rosnani. 2010).
6 buah paku setinggi 4 cm yang berfungsi sebagai penyisir ijuk sehingga ijuk yang digunakan pada sapu dapat mengembang.
Gambar 1.1. Alat Penyisir Ijuk
Pekerja bekerja dengan postur duduk pada sebuah papan berukuran 30cm x 15cm x 10cm dan menyisir ijuk menggunakan alat bantu sebagaimana terdapat pada Gambar 1.1. Proses menyisir ijuk dilakukan dengan menggunakan kedua tangan pekerja, satu tangan bertugas untuk memegang sapu dan tangan satu lagi bertugas untuk memegang sisir dan melakukan proses menyisir.
Gambar 1.2. Proses Penyisiran Ijuk
Keluhan MSDs pada pekerja akibat fasilitas kerja yang tidak ergonomis ditujukkan pada riset (Siddiq, 2015) yaitu desain peralatan pada pekerja industri di India yang tidak ergonomi berdampak pada faktor resiko cedera dan terjadinya MSDs pada pekerja. Analisis menggunakan metode REBA digunakan peneliti untuk melihat keluhan pada pekerja. Kemudian dilakukan redesign alat yang berpengaruh pada gerakan yang tidak berbahaya sehingga menghilangkan keluhan pada pekerja.1
Menurut Jaiswal (2012), Quality Function Deployment (QFD) adalah alat pengukur kualitas untuk menerjemahkan Voice of Custumers (VoC) menjadi produk baru yang benar-benar memenuhi kebutuhan konsumen. Metode Quality
Function Deployment digunakan dengan penggunaan House of Quality yang
sebelumnya disusun respon teknisnya. Respon teknis terpilih maka disusun
1 Anwar siddiqui. 2015. Study of The Ergonomics of The Worker Using The Rapid
beberapa alternatif konsep berdasarkan respon teknis tersebut. Dari hasil alternatif tersebut, dibuatlah prototipenya. 2
Keluhan musculoskeletal dapat dikurangi dengan perancangan ulang sebuah alat penyisir ijuk yang ergonomis sesuai dengan keinginan pekerja untuk mempermudah proses penyisiran ijuk. Alat penyisir ijuk ini dirancang dengan menggunakan metode Quality Function Develoyment (QFD) yang disesuaikan dengan antropometri pekerja penyisiran ijuk.
1.2. Rumusan Masalah
Rumusan masalah pada penelitian ini adalah penggunaan alat penyisir ijuk yang sangat sederhana yang tidak sesuai dengan antropometri dan keinginan pekerja.
1.3. Tujuan Penelitian
Tujuan umum dari penelitian ini adalah mendapatkan rancangan alat penyisir ijuk yang ergonomis.
Tujuan khusus dari penelitian ini adalah sebagai berikut:
1. Mendapatkan musculoskeletal disorders (MSDs) pada pekerja penyisir ijuk dengan Standard Nordic Questionnaire (SNQ).
2. Mendapatkan karakteristik teknis produk penyisir ijuk dengan menggunakan
Quality Function Deployment
3. Mendapatkan dimensi tubuh pekerja penyisir ijuk
2 Jaiswal, Eshan S. 2012. A Case Study on Quality Function Deployment (QFD). India:
4. Mendapatkan dimensi rancangan alat penyisir ijuk ergonomis.
1.4. Asumsi dan Batasan Masalah
Asumsi-asumsi yang digunakan dalam penelitian adalah: 1. Pekerja yang diteliti bekerja dalam keadaan normal.
2. Instrumen yang digunakan dalam penelitian ini berada pada kondisi baik dan sesuai standar.
3. Prosedur kerja tidak mengalami perubahan selama penelitian berlangsung. 4. Pekerja yang akan diamati sudah berpengalaman dan telah terbiasa dalam
pekerjaannya.
Batasan-batasan pada penelitian ini antara lain: 1. Penelitian dilakukan terhadap pekerja penyisiran ijuk.
2. Penelitian dilakukan tanpa mempertimbangkan biaya produksi.
1.5. Manfaat Penelitian
Manfaat yang diharapkan dapat diperoleh dari penelitian, antara lain: 1. Manfaat bagi mahasiswa
Meningkatkan kompetensi mahasiswa mengobservasi, menganalisis dan evaluasi terhadap suatu permasalahan dengan menggunakan displin ilmu khususnya ilmu teknik industri di dalam perusahaan dan membandingkannya dengan teori yang ada.
2. Manfaat bagi perusahaan
3. Bagi Departemen Teknik Industri USU
Menjalin hubungan kerjasama antara perusahaan dengan Departemen Teknik Industri, Fakultas Teknik, USU.
1.6. Sistematika Penulisan Tugas Sarjana
Sistematika yang digunakan dalam penulisan laporan hasil penelitian ini adalah sebagai berikut :
Bab I pendahuluan, menguraikan latar belakang permasalahan yang mendasari penelitian dilakukan. Rumusan masalah yang merupakan permasalahan pokok yang akan dicari solusinya. Tujuan penelitian yang menjelaskan tujuan penelitian secara umum dan secara khusus. Batasan dan asumsi yang digunakan dalam penelitian. Batasan dan asumsi ini digunakan untuk menghindari supaya cakupan penelitian tidak meluas, dengan demikian inti pokok permasalahan penelitian dapat dicari. Manfaat dilakukannya penelitian serta sistematika penulisan tugas akhir dijelaskan dalam bab ini.
Bab II Gambaran umum perusahaan berisi mengenai sejarah perusahaan, kegiatan operasional perusahaan, visi misi perusahaan, struktur organisasi, deskripsi tugas dan tanggung jawab karyawan CV. Arba Jaya, jumlah tenaga kerja dan jam kerja perusahaan
Bab III Landasan Teori menguraikan teori-teori yang berkenaan dengan antrophometri, SNQ yang digunakan dalan mengetahui keluhan pada pekerja, pengertian rancangan teknik industri, alat penyisir ijuk, quality function
Bab IV Metodologi penelitian, menguraikan tahap-tahap yang dilakukan dalam penelitian yaitu persiapan penelitian meliputi penentuan lokasi penelitian, rancangan penelitian, objek penelitian, kerangka konseptual, variabel penelitian, instrumen pengumpulan, pengumpulan data, pengolahan data, analisis pemecahan masalah sampai kesimpulan dan sara.
Pada Bab V Pengumpulan dan pengolahan data berisi data primer dan sekunder yang diperoleh dari penelitian serta pengolahan data yang membantu dalam pemecahan masalah. Data primer terdiri dari data hasil Standard Nordic
Quistionaire (SNQ), pengukuran dimensi tubuh tenaga kerja, pengumpulan data
kuesioner, yang kemudian diolah validitas dan realibilitas data, dikategorikan atribut, serta dikembangkan matriks house of quality. Sedangkan data sekunder didapat dari hasil wawancara dan dokumentasi perusahaan.
Pada Bab VI Analisis pemecahan masalah memuat analisis dan pembahasan hasil dari pengolahan data kuesioner, analisis atribut, dan analisis matriks house of quality.
ABSTRAK
Proses penyisiran ijuk yang dilakukan secara manual berisiko menyebabkan gangguan otot atau musculoskeletal disorders (MSDs). Terjadinya MSDs disebabkan pekerjaan yang dilakukan secara manual dan berulang kali. CV.Arba Jaya adalah perusahaan yang memproduksi sapu ijuk, dimana proses produksinya