PERANCANGAN SISTEM PAKAR UNTUK PENGENDALIAN KUALITAS DI
PT. SINAR SANATA ELECTRONIC INDUSTRY
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
DISUSUN OLEH : CHANDRA NIM : 050403054
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji dan syukur penulis panjatkan pada Tuhan Yang Maha Esa, yang telah memberikan rahmat dan karunia-Nya sehingga penulis dapat menyelesaikan laporan tugas sarjana ini. Laporan tugas sarjana ini merupakan salah satu kewajiban akademis dan sebagai salah satu syarat akademis menyelesaikan studi di Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
Tugas sarjana ini berjudul “Perancangan Sistem Pakar Untuk Pengendalian Kualitas Di PT. Sinar Sanata Electronic Industry”. Tujuan utama yang ingin dicapai adalah memindahkan kepakaran seseorang ke dalam sistem pakar terutama dalam masalah kualitas sehingga dapat mengurangi ketergantungan seorang pakar dalam menangani masalah kualitas.
Dalam menyusun tugas sarjana ini tentulah terdapat kekurangan-kekurangan akibat kesalahan dari penulis, untuk itulah penulis mengharapkan berbagai saran yang berguna untuk memperbaiki laporan ini, disamping menambah pengetahuan bagi penulis sendiri. Semoga tugas sarajana ini bermanfaat bagi kita semua.
Medan, 24 Mei 2010
UCAPAN TERIMA KASIH
Penulis menyadari bahwa dalam menyelesaikan laporan tugas sarjana ini dibutuhkan banyak bantuan, bimbingan dan dukungan dari berbagai pihak baik moril maupun materil. Untuk itu, penulis ingin menyampaikan terima kasih kepada:
1. Dosen Pembimbing I, yaitu Bapak Ir. Nazaruddin, MT., yang telah membimbing dan membantu dalam menyelesaikan laporan Tugas Akhir ini.
2. Dosen Pembimbing II, yaitu Ibu Ir. Rosnani Ginting, MT., yang telah membimbing dan membantu dalam menyelesaikan laporan Tugas Akhir ini.
3. Pembimbing lapangan di PT. Sinar Sanata Electronic Industry, yaitu Kakak Masrida Lubis, STP yang memberikan pengajaran dan bimbingan mengenai hal-hal yang berhubungan dengan pengerjaan Laporan Tugas Akhir ini.
Penulis menyadari masih banyak kekurangan dalam Laporan Tugas Akhir. Oleh karena itu, kritik dan saran yang bersifat membangun sangat diharapkan untuk penyempurnaan proposal di lain waktu.
.
Medan, 24 Mei 2010
ABSTRAK
Produk dengan mutu yang baik dapat dicapai dengan sistem pengendalian kualitas yang baik. Sistem pengendalian kualitas sudah merupakan kebutuhan mutlak bagi perusahaan untuk dapat mengidentifikasi dan mengendalikan kualitas produk. Tujuannya adalah untuk meningkatkan daya saing dengan perusahaan lain.
Masalah pengendalian kualitas di perusahaan saat ini sangat bergantung kepada ahli kualitas di perusahaan dimana ahli ini yang bertanggung jawab terhadap masalah kualitas di perusahaan. Orang yang ahli ini sangat terbatas jumlahnya di perusahaan. Sedangkan untuk mendapatkan seseorang yang ahli ini diperlukan waktu yang lama dan membutuhkan biaya yang sangat mahal untuk melatihnya. Oleh karena itu, perlu dibangun sistem pakar untuk menanggulanginya. Diharapkan dengan membangun sistem pakar ini dapat membantu perusahaan dalam pengendalian kualitas jikalau ahli kualitas di perusahaan cuti, pensiun, sakit ataupun meninggal
Sistem pakar ini dirancang dengan menggunakan metode backward
chainning. Basis pengetahuan dalam sistem pakar ini diperoleh dari hasil analisis
masalah kecacatan dengan menggunakan metode fishbone chart
Pada tugas akhir ini akan dirancang suatu perangkat lunak yang dapat membantu orang awam (user) serta menuntun user atau pemakai untuk mengidentifikasi kerusakan dengan cara memilih jenis kerusakan, mengikuti langkah-langkah pemeriksaan dan akhirnya dapat menemukan kemungkinan penyebab kerusakan beserta solusi dan pemeriksaannya. Bahasa pemrograman yang digunakan adalah Visual Basic 2008.net.
DAFTAR ISI
BAB Halaman
JUDUL
LEMBAR PENGESAHAN ... i
KATA PENGANTAR ... ii
UCAPAN TERIMA KASIH ... iii
ABSTRAK ... iv
DAFTAR ISI ... v
DAFTAR TABEL ... x
DAFTAR GAMBAR ... xii
DAFTAR ISI (LANJUTAN)
BAB Halaman
2.5. Dampak Sosial Ekonomi ... IV-4 2.6. Struktur Organisasi Perusahaan ... IV-4 2.7. Pembagian Tugas Dan Tanggung Jawab ... IV-5 2.8. Jumlah Tenaga Kerja dan Jam Kerja ... IV-13 2.8.1. Tenaga Kerja ... IV-13 2.8.2. Jam Kerja ... IV-14 III TINJAUAN PUSTAKA ... III-1 3.1. Definisi Dan Konsep Pengendalian Kualitas ... III-1 3.2. Alat Pengendalian Kualitas ... III-6 3.2.1. Peta Kendali ... III-6 3.2.2. Diagram Sebab Akibat ... III-7 3.3. Sistem Pakar ... III-10
DAFTAR ISI (LANJUTAN)
BAB Halaman
IV METODOLOGI PENELITIAN ... IV-1 4.1. Tempat dan Waktu Penelitian ... IV-1 4.2. Objek Penelitian ... IV-1 4.3. Instrumen Penelitian ... IV-2 4.4. Variabel Penelitian ... IV-2 4.5. Metode Pengumpulan Data ... IV-3 4.5.1. Sumber Data ... IV-3 4.5.2. Cara Pengumpulan Data ... IV-3 4.6. Metode Analisis Data ... IV-4 V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1 5.1. Pengumpulan Data ... V-1 5.1.1. Analisa Proses Produksi ... V-1 5.1.2. Penentuan Karakteristik Mutu ... V-3 5.1.3. Menentukan Jenis-Jenis Kecacatan ... V-4 5.2. Pengolahan Data ... V-7 5.2.1. Pembuatan Peta Kendali Awal... V-7 5.2.1. 1. Pembuatan Peta Kendali Awal Proses
DAFTAR ISI (LANJUTAN)
BAB Halaman
5.2.1.3. Pembuatan Peta Kendali Awal Proses
Pemasangan Filamen ... V-10 5.2.1.4. Pembuatan Peta Kendali Awal Proses Sealing... V-11 5.2.1.5. Pembuatan Peta Kendali Awal Proses
Penyatuan Base Cap dengan Bohlam ... V-13 5.2.1.6. Pembuatan Peta Kendali Awal Proses Penyolderan V-14 5.2.1.7. Pembuatan Peta Kendali Awal Proses
Quality Control ... V-15 5.2.2. Menentukan Penyebab Kecacatan... V-17 VI PERANCANGAN DAN IMPLEMENTASI SISTEM PAKAR ... VI-1
DAFTAR ISI (LANJUTAN)
BAB Halaman
6.2.1. Lingkungan Implementasi ... VI-12 6.2.1.1. Lingkungan Perangkat Keras ... VI-12 6.2.1.2. Lingkungan Perangkat Lunak ... VI-12 6.2.2. Implementasi Proses ... VI-12 6.1.3. Implementasi Data ... VI-15 VII ANALISA PERANCANGAN SISTEM PAKAR ... VII-1 7.1. Analisis Performansi Sistem ... VII-1 7.2. Analisa Hasil Perancangan dan Implementasi Sistem Pakar ... VII-2 7.3. Analisis Perangkat Lunak... VII-4 VIII KESIMPULAN DAN SARAN ... VIII-1
DAFTAR TABEL
Tabel Halaman
2.1. Jumlah Tenaga Kerja Sesuai Dengan Jabatan ... II-13 3.1. Panduan Untuk Memilih Sistem Inferensi ... III-17 5.1. Perhitungan Proporsi Produk Cacat ... V-8 6.1. Basis Pengetahuan Untuk Penanggulangan Cacat Pada
Proses Pembentukkan Bohlam ... VI-5 6.2. Basis Pengetahuan Untuk Penanggulangan Cacat Pada
Proses Stamp ... VI-6 6.3. Basis Pengetahuan Untuk Penanggulangan Cacat Pada
Proses Pemasangan Filamen ... VI-6 6.4. Basis Pengetahuan Untuk Penanggulangan Cacat Pada
Proses Sealing/Vacum ... VI-7 6.5. Basis Pengetahuan Untuk Penanggulangan Cacat Pada
Proses Penyatuan Base Cap dengan Bohlam ... VI-7 6.6. Basis Pengetahuan Untuk Penanggulangan Cacat Pada
Proses Penyolderan ... VI-8 6.7. Basis Pengetahuan Untuk Penanggulangan Cacat Pada
Proses Quality Control ... VI-8 6.8. Basis Pengetahuan Untuk Penanggulangan Cacat Pada
DAFTAR GAMBAR
Gambar Halaman
2.1. Struktur Organisasi PT. Sinar Sanata Electronic Industry ... II-5 3.1. Contoh Fisbone Diagram ... III-8 3.2. Struktur Skematis Sebuah Sistem Pakar ... III-11 4.1. Sistem Kualitas ... IV-2 4.2. Skema Proses Penelitian ... IV-5 4.3. Blok Diagram Pengumpulan Data ... IV-6 4.4. Blok Diagram Untuk Pengolahan Data ... IV-6 4.5. Tahapan Dalam Perancangan Sistem Pakar ... IV-7 5.1. Peta Kendali p Awal Proses Pembentukkan Bohlam ... V-8 5.2. Peta Kendali p Awal Proses Stamp ... V-10 5.3. Peta Kendali p Awal Proses Pemasangan Filamen... V-11 5.4. Peta Kendali p Awal Proses Sealing/Vacum ... V-12 5.5. Peta Kendali p Awal Proses Proses Penyatuan Base Cap
DAFTAR GAMBAR (LANJUTAN)
Gambar Halaman
DAFTAR LAMPIRAN
Lampiran Halaman
ABSTRAK
Produk dengan mutu yang baik dapat dicapai dengan sistem pengendalian kualitas yang baik. Sistem pengendalian kualitas sudah merupakan kebutuhan mutlak bagi perusahaan untuk dapat mengidentifikasi dan mengendalikan kualitas produk. Tujuannya adalah untuk meningkatkan daya saing dengan perusahaan lain.
Masalah pengendalian kualitas di perusahaan saat ini sangat bergantung kepada ahli kualitas di perusahaan dimana ahli ini yang bertanggung jawab terhadap masalah kualitas di perusahaan. Orang yang ahli ini sangat terbatas jumlahnya di perusahaan. Sedangkan untuk mendapatkan seseorang yang ahli ini diperlukan waktu yang lama dan membutuhkan biaya yang sangat mahal untuk melatihnya. Oleh karena itu, perlu dibangun sistem pakar untuk menanggulanginya. Diharapkan dengan membangun sistem pakar ini dapat membantu perusahaan dalam pengendalian kualitas jikalau ahli kualitas di perusahaan cuti, pensiun, sakit ataupun meninggal
Sistem pakar ini dirancang dengan menggunakan metode backward
chainning. Basis pengetahuan dalam sistem pakar ini diperoleh dari hasil analisis
masalah kecacatan dengan menggunakan metode fishbone chart
Pada tugas akhir ini akan dirancang suatu perangkat lunak yang dapat membantu orang awam (user) serta menuntun user atau pemakai untuk mengidentifikasi kerusakan dengan cara memilih jenis kerusakan, mengikuti langkah-langkah pemeriksaan dan akhirnya dapat menemukan kemungkinan penyebab kerusakan beserta solusi dan pemeriksaannya. Bahasa pemrograman yang digunakan adalah Visual Basic 2008.net.
BAB I
PENDAHULUAN
1.1. Latar Belakang
Kualitas produk menjadi fokus perhatian yang sering diperbincangkan. Produk berkualitas tinggi dan proses produksi dengan biaya rendah telah menjadi salah satu kunci utama untuk dapat bertahan dalam kondisi perekonomian saat ini. Industri mengalami perkembangan dan perubahan dengan cepat, terbukti dengan adanya inovasi-inovasi pada proses produksi dan metode-metode pengerjaan proses. Adanya persaingan dalam perekonomian juga memacu perusahaan untuk selalu mencoba dan berusaha menghasilkan produk yang dibutuhkan oleh konsumen dengan kualitas terbaik dan dengan cara seefektif.
Produk dengan mutu yang baik dapat dicapai dengan sistem pengendalian kualitas yang baik pengendalian kualitas. Sistem pengendalian kualitas sudah merupakan kebutuhan mutlak bagi perusahaan untuk dapat mengidentifikasi dan mengendalikan kualitas produk. Tujuannya adalah untuk meningkatkan daya saing dengan perusahaan lain.
Masalah pengendalian kualitas di perusahaan saat ini sangat bergantung kepada ahli kualitas di perusahaan dimana ahli ini yang bertanggung jawab terhadap masalah kualitas di perusahaan. Orang yang ahli ini sangat terbatas jumlahnya di perusahaan. Sedangkan untuk mendapatkan seseorang yang ahli ini diperlukan waktu yang lama dan membutuhkan biaya yang sangat mahal untuk melatihnya. Oleh karena itu, perlu dibangun sistem pakar untuk menanggulanginya. Diharapkan dengan membangun sistem pakar ini dapat membantu perusahaan dalam pengendalian kualitas jikalau ahli kualitas di perusahaan cuti, pensiun, sakit ataupun meninggal.
Sistem pakar adalah sebuah program komputer yang didesain untuk memodelkan/membuat simulasi kemampuan seorang expert dalam memecahkan suatu masalah. Dua kapabilitas penting dari seorang expert yang dicoba untuk dimodelkan pada expert system adalah pengetahuan (knowledge) dan konsep berpikir (reasoning) dari sang expert.1
Implementasi sistem pakar banyak digunakan untuk kepentingan komersial karena sistem pakar dipandang sebagai cara penyimpanan pengetahuan pakar dalam bidang tertentu ke dalam program komputer sedemikian rupa sehingga dapat memberikan keputusan dan melakukan penalaran secara cerdas.2
Pemecahan masalah-masalah yang komplek biasanya hanya dapat dilakukan oleh sejumlah orang yang sangat terlatih. Dengan penerapan teknik kecerdasan buatan, sistem pakar menirukan apa yang dikerjakan oleh seorang
1
Yuliana, Shelly.Sistem Pengendalian Kualitas Dengan Bantuan Expert System Untuk Menurunkan Tingkat Kecacatan Produk. Teknik Industri. Universitas Kristen Petra. Surabaya.
2
pakar ketika mengatasi permasalahan yang rumit, berdasarkan pengetahuan yang dimilikinya.3
Pengetahuan yang ada pada sistem pakar adalah dengan mentransfer kepakaran yang dimiliki seorang pakar ke dalam komputer, dan kemudian kepada orang lain (non expert). 4
1.2. Perumusan Masalah
Berdasarkan uraian latar belakang, yang menjadi pokok permasalahan di PT. Sinar Sanata Electronic Industry adalah sistem pengendalian kualitas yang ada di perusahaan sekarang masih tergantung kepada seorang ahli kualitas di perusahaan. Oleh karena itu, perlu dirancang sistem pakar pengendalian kualitas yang berbasis komputerisasi sehingga dapat digunakan oleh bagian produksi dalam menangani masalah kualitas tanpa bantuan seorang ahli.
Untuk merancang sistem pakar berbasis komputerisasi di PT. Sinar Sanata Electronic Industry, beberapa hal yang perlu dilakukan adalah sebagai berikut : 1. Basis pengetahuan sistem pakar ini diperoleh dari kepakaran seorang ahli
kualitas di perusahaan
2. Sistem pakar ini dirancang dengan menggunakan metode backward (penelusuran dari akibat untuk mengetahui sebab).
3
1.3. Tujuan Penelitian 1.3.1. Tujuan Umum
Tujuan umum yang akan dicapai pada penelitian ini adalah “Merancang Sistem Pakar Untuk Pengendalian Kualitas Di PT. Sinar Sanata Electronic
Industry”
1.3.2. Tujuan Khusus
Adapun tujuan khusus yang akan dicapai pada penelitian ini adalah : 1. Menentukan karakteristik mutu dari output tiap proses
2. Menentukan jenis kecacatan pada tiap proses 3. Menghitung proporsi cacat
4. Menentukan penyebab kecacatan
1.4. Manfaat Penelitian
Mamfaat yang dapat diperoleh dari hasil penelitian ini antara lain :
1. Membantu perusahaan membangun dan mengembangkan perangkat lunak sistem pakar.
2. Dapat membantu operator produksi untuk mendeteksi kecacatan dan penyebabnya sehingga dapat dilakukan perbaikan yang tepat
1.5. Batasan Masalah dan Asumsi
Batasan Masalah yang digunakan adalah :
1. Penelitian ini akan dilaksanakan di PT. Sinar Sanata Electronic Industry 2. Usulan perbaikan sistem kualitas yang dibuat bukanlah keseluruhan dari
perusahaan melainkan hanya pada satu aliran produksi.
3. Pengamatan dilakukan hanya pada bagian proses produksi bola lampu sepeda motor dan diamati hanya pada shift kerja pagi.
4. Produk yang diamati adalah bola lampu sepeda motor.
5. Solusi perbaikan kecacatan dilakukan dengan menggunakan sistem pakar.
Asumsi yang digunakan :
1. Sumber daya yang diperlukan untuk proses produksi dianggap telah tersedia.
2. Kinerja operator dan mesin dianggap sama untuk semua shift.
3. Selama penelitian berlangsung sistem produksi berjalan dengan lancar yaitu mampu memenuhi permintaan
4. Penelitian tidak mempengaruhi kondisi lingkungan kerja
1.6. Sistematika Penulisan Tugas Akhir
BAB I PENDAHULUAN
Bab ini berisi latar belakang masalah, perumusan masalah, tujuan penelitian, manfaat penelitian, pembatasan masalah serta sistematika penulisan tugas akhir.
BAB II GAMBARAN UMUM PERUSAHAAN
Bab ini berisi sejarah dan gambaran umum perusahaan, organisasi dan manajemen serta proses produksi.
BAB III TINJAUAN PUSTAKA
Bab ini berisi teori-teori yang digunakan dalam analisis pemecahan masalah.
BAB IV METODOLOGI PENELITIAN
Bab ini berisi tahapan-tahapan penelitian mulai dari persiapan hingga penyusunan laporan tugas akhir.
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
Bab ini berisi data-data primer dan sekunder yang diperoleh dari penelitian serta pengolahan data yang membantu dalam pemecahan masalah.
BAB VI PERANCANGAN DAN IMPLEMENTASI SISTEM PAKAR
Bab ini berisi langkah-langkah dalam merancang sistem pakar dan implementasi antarmuka pemakai.
BAB VII ANALISA PERANCANGAN SISTEM PAKAR
BAB VIII KESIMPULAN DAN SARAN
Bab ini berisi kesimpulan yang didapat dari hasil pemecahan masalah dan saran-saran yang diberikan kepada pihak perusahaan. DAFTAR PUSTAKA
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Sinar Sanata Electronic Industry berdiri pada tanggal 29 April 1976,
mulai beroperasi dan memasuki pasaran lokal pada awal tahun 1977. Awal beroperasi hanya mengunakan dua set mesin peralatan produksi saja yang khusus memproduksi bola lampu kendaraan bermotor.
Dalam waktu singkat perusahaan ini mendapat respon yang baik dari masyarakat. Hal ini karenakan produk yang dihasilkan baik mutu maupun harganya dapat bersaing dengan produk import. Dari potensi pasar produk bola lampu yang sangat besar, maka pada periode tahun 1978 dan awal 1979 dilakukan penambahan mesin dan peralatan produksi menjadi 3 set, sejalan dengan ini maka daerah marketing produk perusahaan ditingkatkan ke pulau Jawa dan sekitarnya. Kemudian pada tahun 1981, mesin dan peralatan produksi ditambah 2 set lagi, dan daerah marketing diusahakan ke seluruh pelosok tanah air.
Asia Tenggara dan Asia Selatan. Sekitar tahun 1983, berhasil mendapat ekspor ke pulau Penang, Malaysia. Setahun berikutnya (1984) berhasil mendapatkan kontrak dari Kuala Lumpur dan Singapura. Walaupun perbandingan produk yang diekspor keluar negeri tidak sebanyak jumlah yang terjual di dalam negeri, namun secara psikologis telah menumbuhkan motivasi perusahaan untuk menghasilkan produk yang lebih bersiang di pasaran International. Pada saat ini, sedang dijajaki untuk memasarkan produk ke benua Australia dan Negara Timur Tengah.
Penjualan bola lampu yang di pasarkan di Malaysia dan Singapura juga mendapat respon positif pasar setempat, hal ini ditandai dengan penjualan perusahaan yang semakin baik. Pasar yang bagus membuat PT. Sinar Sanata Electronic Industry memasarkan produk lain seperti bola lampu pijar, dekorasi dan Flourescent yang teknik pembuatannya hampir sama dengan teknik pembuatan bola lampu untuk kendaraan.
2.2. Ruang Lingkup Bidang Usaha
PT. Sinar Sanata Electronic Industry adalah perusahaan bola lampu yang
2.3. Lokasi Perusahaan
PT. Sinar Sanata Electronic Industry beralamat di Jl.Pertahanan Lorong 3 No. 7A, Medan Amplas. Keuntungan-keuntungan dari tempat usaha adalah sebagai berikut:
1. Dekat dengan daerah pemasaran yaitu Medan dan sekitarnya.
2. Pemasokan bahan baku dari luar negeri seperti Thailand dan Vietnam cukup mudah karena lokasi perushaan yang dekat dengan pelabuhan Belawan
3. Untuk mendapatkan tenaga kerja juga sangat mudah karena dekat dengan daerah pemukiman masyarakat.
4. Termasuk daerak Industri di Kota Medan
5. Fasilitas yang tersedia cukup baik untuk menunjang kelancaran produksi
2.4. Daerah Pemasaran
Sistem penjualan PT. Sinar Sanata Electronic Industry adalah penjualan pesanan dari distributor dan konsumen, tetapi produksi bola lampu akan terus dilakukan. Karena perusahaan ini tidak hanya memproduksi lampu untuk kebutuhan rumah tangga saja, tetapi juga memproduksi bola lampu untuk kebutuhan kendaraan bermotor dan juga bola lampu untuk kebutuhan pesawat terbang (jika ada permintaan saja). Produk bola lampu ini juga tersedia dalam beberapa variasi model dalam warna, ukuran dan bentuk.
Selatan, Jakarta dan Surabaya yang hanya merupakan distributor. Perusahaan juga melakukan ekspor ke kawasan Asia Tenggara seperti Malaysia dan Vietnam.
2.5. Dampak Sosial Ekonomi
PT. Sinar Sanata Electronic Industry ini berdiri di daerah industri Medan dan dekat dengan areal pemukiman masyarakat Patumbak. Berdirinya perusahaan bermanfaat bagi masyarakat Patumbak karena banyak masyarakat yang dapat direkut menajdi karyawan perusahaan. Selain itu limbah padat berupa sampah kawat tembaga hasil buangan pabrik diolah kembali langsung oleh masyarakat sekitar. Hal ini tentu membawa sejumlah manfaat dan keuntungan serta sisi positif bagi masyarakat sekitar areal pabrik.
2.6. Struktur Organisasi Perusahaan
Organisasi dapat diartikan sebagai sekelompok orang yang mempunyai tujuan yang sama dan diantara mereka dilakukan pembagian tugas untuk pencapaian tujuan tersebut. Sedangkan struktur organisasi merupakan gambaran skema tentang hubungan komando atau kerja sama anggota-anggota organisasi.
Struktur organisasi yang digunakan oleh PT. Sinar Sanata Electronic
Industry adalah hubungan lini. Dalam hal ini bawahan hanya mengenal seorang
Direktur Utama
Gambar 2.1. Struktur Organisasi PT. Sinar Sanata Electronic Industry
2.7. Pembagian Tugas dan Tanggung Jawab
Berikut adalah pembagian tugas dan wewengan yang dilakukan setiap jabatan dalam struktur organisasi PT Sinar Sanata Electronic Industry adalah sebagai berikut:
1. Direktur Utama
a. Memimpin dan mengurus semua aspek kegiatan perusahaan sesuai dengan tujuan dan senantiasa berusaha untuk meningkatkan efisiensi perusahaan.
d. Mengawasi pencatatan transaksi dan administrasi perseroan sesuai dengan peraturan yang berlaku bagi perusahaan.
e. Memberikan pertanggungjawaban dan segala keterangan tentang keadaan dan jalannya perusahaan termasuk laporan keuangan, baik laporan tahunan ataupun laporan berkala lainnya kepada pemegang saham.
f. Mengarahkan kegiatan perusahaan dengan jalan komunikasi dan pelimpahan wewenang dan tanggungjawab dalam batas-batas kewajaran
2. Direktur
a. Memimpin dan mengurus semua aspek kegiatan perusahaan sesuai dengan tujuan dan senantiasa berusaha untuk meningkatkan efisiensi perusahaan.
b. Bertanggung jawab pada Direktur Utama.
c. Menangani masalah financial perusahaan dan bertanggungjawab pada Direktur Utama
d. Membawahi langsung Manajer Produksi, Manajer Maintener Manajer Perkantoran, dan Manajer Pemasaran.
e. Membina hubungan yang baik dengan perangkat perusahaan dan seluruh pihak yang diperlukan untuk kepentingan perusahaan.
g. Mengusahakan terlaksananya usaha dan kegiatan perusahaan sesuai dengan kelaziman dan peraturan yang berlaku bagi perusahaan.
h. Menyusun sistem akuntansi berdasarkan pengendalian intern. i. Menjaga dan meningkatkan nama baik perusahaan dimata umum 3. Manajer Produksi
a. Bertanggungjawab terhadap efisiensi operasi dan penggunaan fasilitas pabrik.
b. Bertangggungjawab atas semua kualitas produk dan kegiatan produksi c. Bertanggungjawab atas pengaturan seluruh proses produksi yang
berhubungan dengan perawatan dan electrical dalam mencapai sasaran pengoperasian pabrik, kebijaksanaan, strategi dan program.
d. Mengurus dan memimpin semua aspek produksi.
e. Bertanggungjawab terhadap kualitas produksi dan bertanggungjawab langsung kepada Direktur.
4. Manajer Maintenance
a. Membawahi langsung maintener yang ada di lokasi lantai produksi b. Bertanggung jawab atas kualitas mesin dan peralatan produksi serta
perawatannya
c. Bertanggung jawab langsung pada Direktur
e. Mengendalikan perbaikan, pergantian, serta memberikan usulan mengenai pergantian mesin dan peralatan produksi yang baru.
f. Memberikan penyuluhan dan saran serta nasehat mengenai pentingnya penjagaan dan peningkatan kualitas mesin dan peralatan produksi. 5. Manajer Perkantoran
a. Mengatur penyediaan jasa dan lain-lain yang diperlukan oleh perusahaan untuk melaksanakan tugas, tanggungjawab dan mengusahakan kedalam dan keluar perusahaan.
b. Mengatur penyediaan jasa-jasa administrasi, sekretariat dan arsip
c. Menyalurkan sasaran perusahaan, kebijaksanaan dan industri dari Direktur ke semua yang berkewajiban.
d. Menyusun prosedur komunikasi ke luar
e. Mengarahkan kegiatan-kegiatan yang berhubungan dengan hukum dan masyarakat.
f. Mengatur dan menyimpan arsip
g. Mengerjakan dan menyelesaikan perselisihan dan perburuhan sesuai dengan kebijakan perusahaan dan peraturan pemerintah.
h. Mempersiapkan hal-hal yang berhubungan dengan pelaksanaan pendidikan dan latihan serta mengatur pelaksanaannya dalam perusahaan dan lembaga pendidikan yang sesuai.
6. Manajer Pemasaran
a. Memastikan tersedianya bahan-bahan yang diperlukan perusahaan serta sampainya penjualan produk ke tempat tujuan tepat pada waktunya dengan harga jual yang menguntungkan.
b. Mengarahkan kegiatan penjualan dan pengiriman produk.
c. Memonitor harga pembelian dan penjualan di pasar untuk penentuan harga jual produk.
d. Melaksanakan administrasi yang berhubungan dengan pengadaan bahan-bahan dan transaksi penjualan produk.
e. Berusaha semaksimal mungkin untuk memperluas pangsa produk perusahaan.
7. Supervisor Produksi
a. Bertanggungjawab atas berjalannya proses produksi. b. Mengawasi langsung jalannya proses produksi
c. Bertanggungjawab langsung terhadap Manajer Produksi atas laporan kinerja produksi.
d. Memberikan laporan atas keadaan bahan di lapangan kepada bagian gudang dan bagian pembelian.
8. Maintenance
a. Bertanggungjawab atas keadaan mesin baik kinerja dan keadaan fisiknya.
kerusakan mesin produksi yang dapat mengakibatkan keterlambatan proses produksi dan pengiriman barang ke konsumen.
c. Memberikan laporan keadaan mesin setiap bulannya pada Manajer Maintener yang akan diteruskan ke Direktur.
d. Memberikan penyuluhan dan latihan penggunaan mesin produksi dan peralatannya kepada masing-masing operator, baik itu mesin dan peralatan produksi yang baru.
e. Memberikan respek yang baik jika suatu saat operator mengeluh apabila ditemukan kerusakan mesin dan peralatan produksi pada saat pelaksanaan proses produksi.
9. Kepala Gudang
a. Memimpin dan mengatur kegiatan yang berhubungan dengan pergudangan untuk terlaksananya kegiatan perusahaan dengan sebaik-baiknya.
b. Mengatur penerimaan dan pengeluaran barang sesuai dengan prosedur dan pengaturan perusahaan yang berlaku.
c. Mengkoordinir penerimaan barang sesuai dengan order dari perusahaan.
d. Membuat laporan barang masuk seperti bagian yang meminta barang untuk diperiksa kualitas atau kecocokan barang yang diminta.
f. Mengatur dan menyimpan barang produksi perusahaan yang telah siap untuk dipasarkan.
g. Melaksanakan pengiriman barang hasil produksi sesuai dengan kontrak atau permintaan dari pembeli yang dilaksanakan perusahaan.
10.Office Supervisor
a. Bertanggungjawab langsung kepada Manajer Perkantoran atas ketersediaan logistic kantor dan bahan yang dibutuhkan
b. Mengendalikan logistic perkantoran yang ada dan mengadakan alat perkantoran yang baru jika ada ditemukan diluar kantor
c. Memberikan laporan keadaan alat kantor dan lainnya setiap bulannya. d. Mengawasi kinerja level dibawahnya yaitu adm kantor yang secara
langsung melakukan kegiatan dan kewajiban dibidang perkantoran dan administrasi.
11.Supervisor Pemasaran
a. Mengadakan survey ke lapangan/pasar tentang keadaan penjualan produk di pasar
b. Membuat laporan keadaan penualan produk di pasar pada Manajer Pemasaran untuk kemudian diteruskan pada bagian Direktur
c. Mengawasi dan mendukung kinerja para Salesman dilapangan pada saat melakukan pengiriman produk ke pasar/konsumen.
e. Bertanggungjawab akan keadaan produk di pasar mengenai keadaan produk sampai pada konsumen
12.Operator
a. Melaksanakan proses produksi untuk menghasilkan produk
b. Melaporkan jika ada mesin dan peralatan produksi yang rusak pada saat pelaksanaan produksi kepada Maintener
c. Bertanggungjawab jika banyaknya ditemukan produk bola lampu yang rusak
d. Berusaha untuk selalu bekerja dengan baik pada perusahaan dan menjaga nama baik perusahaan baik didalam maupun diluar.
13.Pekerja Gudang
a. Bertanggungjawab atas keadaan bahan di gudang baik bahan baku, bahan tambahan, bahan penolong dan bahan jadi.
b. Bertanggungjawab langsung kepada Kepala Gudang mengenai keadaan stok bahan digudang.
c. Melaporkan pada kepala gudang jika bahan digudang telah habis atau berada dibawah ambang batas stok minimum.
d. Mengawasi bahan yang masuk dan keluar dari gudang dan mencatatnya untuk seterusnya dicatat dan dilanjutkan pada bagian Kepala Gudang.
14.Adm Kantor
b. Memberikan laporan kepada Office Supervisor jika ada alat kantor yang perlu dibeli dan dipesan kembali.
c. Bertanggungjawab atas sejumlah arsip setiap bulannya untuk kemudian disimpan sesuai dengan kebutuhan mengenai laporan penjualan, pembelian, alat kantor, dan data perusahaan lainnya.
d. Menjadi jembatan penghubung antara office supervisor dengan karyawan kantor mengenai kinerja para karyawan kantor dan melaporkan pada office supervisor.
15.Salesman
a. Melaksanakan kegiatan pemasaran atas produk yang dihasilkan.
b. Bertanggung jawab kepada supervisor pemasaran atas kelancaran pemasaran.
16.Karyawan Kantor
a. Melakukan aktivitas perkantoran sehari-hari seperti arsip, alat kantor dan laporan kantor lainnya.
b. Melakukan pencatatan barang yang masuk dan keluar dari gudang c. Bertanggung jawab kepada adm kantor
2.8. Jumlah Tenaga Kerja & Jam Kerja 2.8.1. Tenaga Kerja
Tabel 2.1. Jumlah tenaga kerja sesuai dengan jabatan
No. Departemen/ Jabatan Manajer (Orang)
Sumber PT Sinar Sanata Electronic Industry
2.8..2. Jam Kerja
PT Sinar Sanata Electronic Industry menerapkan dua sistem pembagian
jam kerja yaitu sebagai berikut : 1. Karyawan Non Shift (Reguler)
Karyawan non shift merupakan karyawan yang menduduki posisi menejerial, jam kerja yang diterapkan adalah Senin sampai Jumat dengan jam kerja mulai pukul 08.00 WIB – 16.00 WIB. Karyawan yang menerapkan sistem Non Shift adalah karyawan bagian personalia, administrasi, pemasaran, logistic dan maintenance.
BAB III
TINJAUAN PUSTAKA
3.1. Definisi Dan Konsep Pengendalian Kualitas
Secara definitif yang dimaksudkan dengan kualitas atau mutu suatu produk/jasa adalah derajat/tingkatan dimana produk atau jasa tersebut mampu memuaskan keinginan dari konsumen (fitness for use atau tailor made).5
1. Manufacturer : yaitu orang yang akan melaksanakan proses tambahan
sebelum suatu produk jadi (finished goods product) dibuat. Dengan kata lain manufacturer adalah orang yang memakai bahan baku atau bahan setengah jadi untuk menghasilkan produk akhir yang akan dikonsumsikan langsung oleh konsumen. Dalam kacamata manufacturer, maka “fitness for use” akan memiliki arti sebagai kemampuan untuk melaksanakan proses manufacturing dengan :
Berbicara mengenai pemakai produk atau jasa, dalam hal ini bisa pula diklasifikasikan menurut :
- Produktivitas kerja (output per input) tinggi.
- Low waste, mudah dikerjakan dan waktu yang terbuang rendah - dan lain-lain.
penjual (merchant) ini maka pengertian “fitness for use” akan meliputi hal-hal yang berkaitan dengan kebenaran akan isi dari label dan identitas yang diberikan, perlindungan dari kerusakan-kerusakan yang terjadi akibat pengiriman (handling) dan penyimpanan, kemudahan dalam proses handling, dan lain-lain.
3. Maintenance Shop : yaitu orang yang akan menggunakan produk sebagai
suku cadang (spare parts) yang diperlukan dalam kegiatan maintenance/repair. Disini “fitness for use” akan diartikan sebagai kemudahan-kemudahan dalam proses pemasangan, interchange ability, tersedianya spare parts dalam jumlah cukup pada saat yang dikehendaki, dan lain-lain.
4. Pembeli/Konsumen : yaitu pemakai langsung dari produk atau jasa (biasanya sudah merupakan produk jadi/akhir). Dimana pembeli atau konsumen, maka “fitness for use” akan dinyatakan sebagai tingkat kesesuaian untuk mampu memenuhi harapan dan memuaskan keinginan pelanggan (customer’s
satisfactions).
ditetapkan. Aktivitas pengendalian kualitas umumnya akan meliputi kegiatan-kegiatan :
- Pengamatan terhadap performans produk atau proses.
- Membandingkan performans yang ditampilkan tadi dengan standard-standard yang berlaku.
- Mengambil tindakan apabila terdapat penyimpangan-penyimpangan yang cukup signifikan (accept or reject) dan apabila perlu dibuat tindakan untuk mengkoreksinya.
Pengendalian kualitas tidaklah berarti sama dengan kegiatan “inspeksi”. Dengan inspeksi, kegiatan ini sendiri sebenarnya justru merupakan bagian dari kegiatan untuk mengendalikan kualitas produk atau proses maka yang dimaksudkan adalah sekedar menentukan apakah produk/proses baik (accept) atah jelek (reject). Sedangkan kegiatan pengendalian kualitas selain berkepentingan dengan upaya untuk menemukan kesalahan, kerusakan, atau ketidaksesuaian suatu produk/proses dalam memenuhi fungsi yang diharapkan juga mencoba menemukan sebab musabab terjadinya kesalahan tersebut dan kemudian memberikan alternatif-alternatif menyelesaikan masalah yang timbul.
- Perenanaan kualitas pada saat merancang (desain) produk dan proses pembuatannya.
- Pengendalian dalam penggunaan segala sumber material yang dipakai dalam proses produksi (incoming material control).
- Analisa tindakan koreksi dalam kaitannya dengan cacat yang dijumpai pada produk yang dihasilkan.
- Dan lain-lain
Selanjutnya parameter-parameter yang menentukan suatu produk harus mampu memenuhi konsep “fitness for use” ada dua macam yaitu parameter kualitas desain (quality of design) dan parameter kualitas kesesuaian (quality of
conformance).
1. Kualitas Desain/Rancangan (Quality Of Design)
Derajat dimana kelas atau kategori dari suatu produk akan mampu memberika kepuasan pada konsumer secara umum dinyatakan sebagai kuallitas rancangan/desain (quality of design). Dua atau lebih produk meskipun memiliki fungsi yang sama, bisa saja memberikan derajat kepuasan yang berbeda karena adanya perbedaan kualitas dalam rancangannya. Sebaga contoh bisa dilihat pada rancangan televisi berwarna dan tidak berwarna.
2. Kualitas Kesesuaian/Kesamaan (Quality Of Conformance)
Suatu produk harus dibuat sedemikian rupa sehingga bisa sesuai (conform) dan memenuhi spesifikasi, standard dan kriteria-kriteria standard kerja lainnya yang telah disepakati. Dalam pemakaian nantinya, maka produk tersebut harus pula sesuai dengan fungsi yang telah dirancang sebelumnya. Kualitas kesesuaiann ini akan berkaitan dengan tiga macam bentuk pengendalian (kontrol) sebagai berikut :
1. Pencegah Cacat (Defect Prevention). Yaitu mencegah kerusakan atau cacat sebelum benar-benar terjadi. Contoh dalam hal ini seperti pembuatan standard-standard kualitas, inspeksi terhadap material yang datang, membuat peta kontrol untuk mencegah penyimpangan dalam proses kerja yang berlangsung.
2. Mencari Kerusakan, Kesalahan atau Cacat (Defect Finding). Aplikasi dan pemakaian metode-metode yang spesifik untuk proses inspeksi, test, analisis statistik dan lain-lain. Proses untuk mencari penyimpangan-penyimpangan terhadap tolok ukur atau standard yang ditetapkan.
3.2. Alat Pengendalian Kualitas 3.2.1. Peta Kendali
Peta kendali adalah suatu alat statistik yang dapat dipergunakan untuk memperlihatkan variasi-variasi di dalam kualitas keluaran yang disebabkan karena kesempatan dan sebab-sebab yang dapat diberikan. Peta kendali secara umum dapat dibagi atas dua tipe yaitu :
1. peta kendali atribut digunakan jika karakteristik kualitas tidak dapat dinyatakan secara numerik.
2. peta kendali variabel digunakan jika karakteristik kualitas dapat diukur dan dinyatakan dalam bilangan.
Menurut Juran dalam bukunya Quality Control Handbook, peta kendali adalah grafik perbandingan data proses untuk menghitung batas-batas kendali yang digambarkan sebagai garis-garis batas pada peta tersebut. Data proses kerja ini biasanya terdiri dari kelompok-kelompok ukuran yang dipilih dalam urutan produksi secara teratur pada saat menyiapkan pesanan atau order
Kegiatan utama peta kendali adalah untuk mendeteksi sebab-sebab terjadinya variasi dalam proses, baik yang disebabkan oleh penyebaba acak maupun penyebab khusus.
Langkah-langkah dalam pembuatan peta kendali p : 1. Tentukan ukuran sampel dengan rumus slovin :
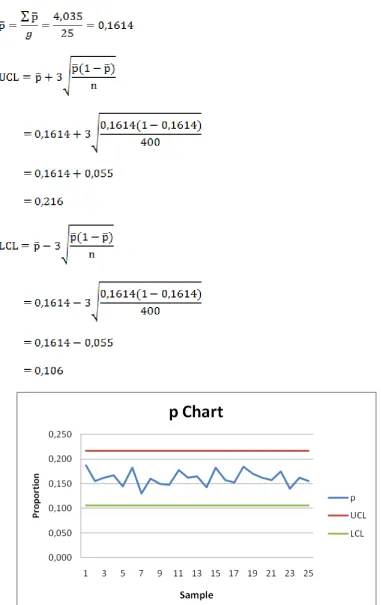
2. Kumpulkan banyaknya subgrup (k) sedikitnya 20–25 sub-grup, 3. Hitung untuk setiap subgrup nilai proporsi unit yang cacat, yaitu :
p = jumlah unit cacat/ukuran subgrup 4. Hitung nilai rata-rata dari p, yaitu p dapat dihitung dengan :
= total cacat/total inspeksi 5. Hitung batas kendali dari peta kendali x :
Tingkat kepercayaan yang digunakan 99% atau z = 3
Plot data proporsi (persentase) unit cacat serta amati apakah data tersebut berada dalam pengendalian atau di luar pengendalian.
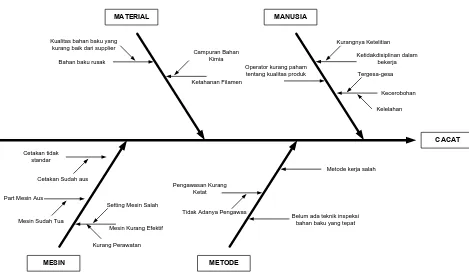
3.2.2. Diagram Sebab Akibat (Cause And Effect Diagram)
Cause and Effect Diagram digunakan untuk menganalisis persoalan dan
faktor-faktor atau sebab-sebab yang menimbulkan persoalan tersebut. Dengan demikian diagram tersebut dapat digunakan untuk menjelaskan sebab-sebab suatu persoalan yang ada. Diagram ini ditemukan oleh Dr. Kaoru Ishikawa.6
Sebab-sebab atau faktor-faktor yang menimbulkan akibat atau effect yang mempengaruhi karakteristik kualitas itu antara lain dapat digolongkan sebagai berikut :
- Manpower (Men)
- Materials
- Methods
- Machines
- Environment
Contoh cause and effect diagram yang memiliki enam faktor utama dapat dilihat pada gambar 3.1.
Gambar 3.1. Contoh Fisbone Diagram
Kadang-kadang alasannya cukup jelas, kadang-kadang diperlukan lagi cukup banyak penyelidikan untuk mengungkapkan sebab-sebabnya. Langkah yang dipergunakan ialah (Eugene L. Grant, 1989) :
1. Memilih masalah yang utama. Kemudian Masalah Utama pada proses kita letakkan pada Fish Head (Kepala Ikan).
kedalam pengelompokan dari faktor-faktor: Manpower (Men), Machines,
Materials, Methods
3. Mengidentifikasikan kemungkinan sebab masalah ini. Yaitu dengan membuat penyebab sekunder sebagai tulang yang berukuran sedang dan penyebab tersier/yang lebih kecil sebagai tulang yang berukuran kecil.
4. Mengambil tindakan-tindakan korektif yang perlu dilakukan untuk mengatasi penyebab-penyebab utama tersebut.
Untuk mengetahui faktor-faktor penyebab dari suatu masalah yang sedang dikaji dapat dikembangkan pertanyaan-pertanyaan sebagai berikut (Vincent Gaspersz, 2001):
- Apa penyebab itu ?
- Mengapa kondisi atau penyebab itu terjadi ?
- Bertanya “mengapa“/ “why“ beberapa kali (konsep five whys) sampai ditemukan penyebab yang cukup spesifik untuk diambil tindakan peningkatan. Penyebab-penyebab spesifik itu yang dimasukkan atau dicatat ke dalam
fishbone diagram/diagram sebab-akibat.
Pada dasarnya Fishbone Diagram/Diagram Sebab-Akibat berfungsi untuk :
- Membantu mengidentifikasi akar penyebab dari suatu masalah.
- Membantu membangkitkan ide-ide untuk solusi suatu masalah.
3.3. Sistem Pakar
Sistem Pakar (expert system) adalah usaha untuk menirukan seorang pakar. Biasanya Sistem Pakar berupa perangkat lunak pengambil keputusan yang mampu mencapai tingkat performa yang sebanding seorang pakar dalam bidang problem yang khusus dan sempit. Ide dasarnya adalah: kepakaran ditransfer dari seorang pakar (atau sumber kepakaran yang lain) ke komputer, pengetahuan yang ada disimpan dalam komputer, dan pengguna dapat berkonsultasi pada komputer itu untuk suatu nasehat, lalu komputer dapat mengambil inferensi (menyimpulkan, mendeduksi, dll.) seperti layaknya seorang pakar, kemudian menjelaskannya ke pengguna tersebut, bila perlu dengan alasan-alasannya. Sistem Pakar malahan terkadang lebih baik unjuk kerjanya daripada seorang pakar manusia!7
Tujuan Sistem Pakar adalah untuk mentransfer kepakaran dari seorang pakar ke komputer, kemudian ke orang lain (yang bukan pakar). Proses ini Perancangan sistem pakar adalah suatu program komputer yang dirancang untuk memodelkan suatu kemampuan penyelesaian masalah layaknya seorang pakar.
Kepakaran (expertise) adalah pengetahuan yang ekstensif (meluas) dan spesifik yang diperoleh melalui rangkaian pelatihan, membaca, dan pengalaman. Pengetahuan membuat pakar dapat mengambil keputusan secara lebih baik dan lebih cepat daripada non-pakar dalam memecahkan problem yang kompleks. Kepakaran mempunyai sifat berjenjang, pakar top memiliki pengetahuan lebih banyak daripada pakar yunior.
tercakup dalam rekayasa pengetahuan (knowledge engineering) yang akan dibahas kemudian. 8
Implementasi sistem pakar banyak digunakan untuk kepentingan komersial karena sistem pakar dipandang sebagai cara penyimpanan pengetahuan pakar dalam bidang tertentu ke dalam program komputer sedemikian rupa sehingga dapat memberikan keputusan dan melakukan penalaran secara cerdas.
9
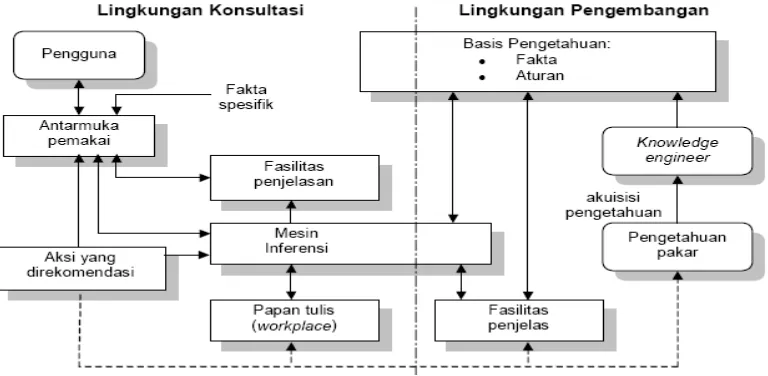
3.3.1. Komponen Sistem Pakar
Secara umum, Sistem Pakar biasanya terdiri atas beberapa komponen yang masing-masing saling berhubungan yang dapat dilihat pada Gambar 2.1.
Gambar 3.2. Struktur Skematis Sebuah Sistem Pakar
8
Arhami, Muhammad. Konsep Dasar Sistem Pakar. Penerbit: Andi 9
Basis Pengetahuan, berisi pengetahuan yang dibutuhkan untuk memahami, memformulasi, dan memecahkan masalah. Basis pengetahuan tersusun atas 2 elemen dasar:
1. Fakta, misalnya: situasi, kondisi, dan kenyataan dari permasalahan yang ada, serta teori dalam bidang itu
2. Aturan, yang mengarahkan penggunaan pengetahuan untuk memecahkan masalah yang spesifik dalam bidang yang khusus
Mesin Inferensi (Inference Engine), merupakan otak dari Sistem Pakar.
Juga dikenal sebagai penerjemah aturan (rule interpreter). Komponen ini berupa program komputer yang menyediakan suatu metodologi untuk memikirkan (reasoning) dan memformulasi kesimpulan. Kerja mesin inferensi meliputi:
1. Menentukan aturan mana akan dipakai
2. Menyajikan pertanyaan kepada pemakai, ketika diperlukan. 3. Menambahkan jawaban ke dalam memori Sistem Pakar. 4. Menyimpulkan fakta baru dari sebuah aturan
5. Menambahkan fakta tadi ke dalam memori.
Papan Tulis (Blackboard/Workplace), adalah memori/lokasi untuk bekerja dan menyimpan hasil sementara. Biasanya berupa sebuah basis data.
Subsistem Penjelasan (Explanation Facility), Kemampuan untuk menjejak (tracing) bagaimana suatu kesimpulan dapat diambil merupakan hal yang sangat penting untuk transfer pengetahuan dan pemecahan masalah. Komponen subsistem penjelasan harus dapat menyediakannya yang secara interaktif menjawab pertanyaan pengguna, misalnya:
1. “Mengapa pertanyaan tersebut anda tanyakan?” 2. “Seberapa yakin kesimpulan tersebut diambil?” 3. “Mengapa alternatif tersebut ditolak?”
4. “Apa yang akan dilakukan untuk mengambil suatu kesimpulan?” 5. “Fakta apalagi yang diperlukan untuk mengambil kesimpulan akhir?”
Sistem Penghalusan Pengetahuan (Knowledge Refining System). Seorang pakar mempunyai sistem penghalusan pengetahuan, artinya, mereka bisa menganalisa sendiri performa mereka, belajar dari pengalaman, serta meningkatkan pengetahuannya untuk konsultasi berikutnya. Pada Sistem Pakar, swa-evaluasi ini penting sehingga dapat menganalisa alasan keberhasilan atau kegagalan pengambilan kesimpulan, serta memperbaiki basis pengetahuannya.
3.3.2. Pembangunan Sebuah Sistem Pakar
Mengembangkan Sistem Pakar dapat dilakukan dengan 2 cara: 1. Membangun sendiri semua komponen di atas, atau
Mulai
sehingga dapat dipakai untuk bidang yang berlainan. Membangun Sistem Pakar dengan shell dapat dilakukan dengan lebih cepat dan lebih sedikit keterampilan memprogram, namun berkurang fleksibilitasnya karena harus mengikuti kemampuan dari shell tersebut. Salah satu shell Sistem Pakar yang populer dipakai adalah CLIPS (C Language Integrated Production System).
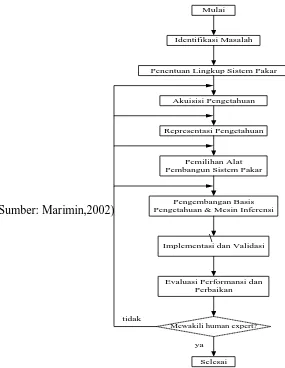
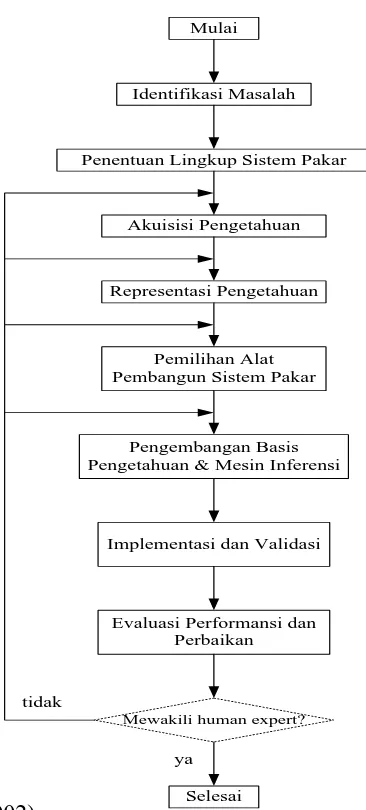
3.3.3. Langkah-langkah Perancangan Sistem Pakar
Adapun langkah-langkah dalam perancangan sistem pakar dapat dilihat pada gambar 3.3
(Sumber: Marimin,2002)
\
3.3.4. Bagaimana Sistem Pakar Melakukan Inferensi? 3.3.4.1.Sistem Perantaian Maju (Forward Chaining Systems)
Pada sistem perantaian maju, fakta-fakta dalam dalam sistem disimpan dalam memori kerja dan secara kontinyu diperbarui. Aturan dalam sistem merepresentasikan aksi-aksi yang harus diambil apabila terdapat suatu kondisi khusus pada item-item dalam memori kerja, sering disebut aturan kondisi-aksi. Kondisi biasanya berupa pola yang cocok dengan item yang ada di dalam memori kerja, sementara aksi biasanya berupa penambahan atau penghapusan item dalam memori kerja.
Aktivitas sistem dilakukan berdasarkan siklus mengenal-beraksi (recognise-act). Mula-mula, sistem mencari semua aturan yang kondisinya terdapat di memori kerja, kemudian memilih salah satunya dan menjalankan aksi yang bersesuaian dengan aturan tersebut. Pemilihan aturan yang akan dijalankan (fire) berdasarkan strategi tetap yang disebut strategi penyelesain konflik. Aksi tersebut menghasilkan memori kerja baru, dan siklus diulangi lagi sampai tidak ada aturan yang dapat dipicu (fire), atau goal (tujuan) yang dikehendaki sudah terpenuhi.
3.3.4.2.Strategi penyelesaian konflik (Conflict Resolution Strategy)
a. No duplication. Jangan memicu sebuah aturan dua kali menggunakan
fakta/data yang sama, agar tidak ada fakta yang ditambahkan ke memori kerja lebih dari sekali.
b. Recency. Pilih aturan yang menggunakan fakta yang paling baru dalam
memori kerja. Hal ini akan membuat sistem dapat melakukan penalaran dengan mengikuti rantai tunggal ketimbang selalu menarik kesimpulan baru menggunakan fakta lama.
c. Specificity. Picu aturan dengan fakta prakondisi yang lebih spesifik (khusus)
sebelum aturan yang mengunakan prakondisi lebih umum. Contohnya: jika kita mempunyai aturan “JIKA (burung X) MAKA TAMBAH (dapat_terbang X)” dan “JIKA (burung X) DAN (pinguin X) MAKA TAMBAH (dapat_berenang X)” serta fakta bahwa tweety adalah seekor pinguin, maka lebih baik memicu aturan kedua dan menarik kesimpulan bahwa tweety dapat berenang.
d. Operation priority. Pilih aturan dengan prioritas yang lebih tinggi. Misalnya
3.3.4.3.Sistem Perantaian Balik (Backward Chaining Systems)
Sejauh ini kita telah melihat bagaimana sistem berbasis aturan dapat digunakan untuk menarik kesimpulan baru dari data yang ada, menambah kesimpulan ini ke dalam memori kerja. Pendekatan ini berguna ketika kita mengetahui semua fakta awalnya, namun tidak dapat menebak konklusi apa yang bisa diambil. Jika kita tahu kesimpulan apa yang seharusnya, atau mempunyai beberapa hipotesis yang spesifik, maka perantaian maju di atas menjadi tidak efisien. Sebagai contoh, jika kita ingin mengetahui apakah saya dalam keadaan mempunyai mood yang baik sekarang, kemungkinan kita akan berulangkali memicu aturan-aturan dan memperbarui memori kerja untuk mengambil kesimpulan apa yang terjadi pada bulan Maret, atau apa yang terjadi jika saya mengajar, yang sebenarnya perlu terlalu kita ambil pusing. Dalam hal ini yang diperlukan adalah bagaimana dapat menarik kesimpulan yang relevan dengan tujuan atau goal.
Perhatikan bahwa pada perantaian balik, sistem tidak perlu memperbarui memori kerja, namun perlu untuk mencatat goal-goal apa saja yang dibuktikan untuk membuktikan goal utama (hipotesis).
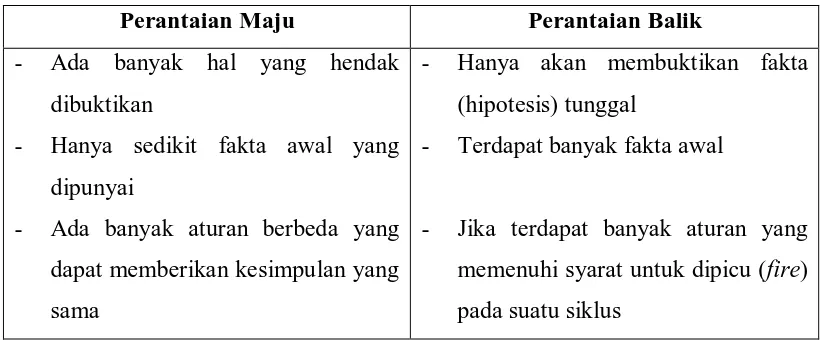
3.3.5. Pemilihan Sistem Inferensi
Secara umum kita dapat memakai panduan berikut untuk menentukan apakah kita hendak memilih perantaian maju atau balik untuk Sistem Pakar yang kita bangun. Panduan tersebut dapat dilihat pada Tabel 3.1.
Tabel 3.1. Panduan Untuk Memilih Sistem Inferensi
Perantaian Maju Perantaian Balik
- Ada banyak hal yang hendak dibuktikan
- Hanya sedikit fakta awal yang dipunyai
- Ada banyak aturan berbeda yang dapat memberikan kesimpulan yang sama
- Hanya akan membuktikan fakta (hipotesis) tunggal
- Terdapat banyak fakta awal
- Jika terdapat banyak aturan yang memenuhi syarat untuk dipicu (fire) pada suatu siklus
3.3.5. Kriteria Perancangan Sistem Pakar Yang Baik
Kriteria perancangan sistem pakar dapat dikatakan baik apabila :
- Memiliki informasi yang dapat mewakili pakar
- Mudah untuk dilakukan penambahan informasi
BAB IV
METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian
Penelitian ini akan dilaksanakan pada bulan Januari 2010. Penelitian ini akan dilaksanakan di PT. Sinar Sanata Electronic Industry yang merupakan perusahaan yang bergerak di bidang pembuatan bola lampu. Produk yang dihasilkan berupa bola lampu rumah tangga dan bola lampu kendaraan bermotor. Perusahaan berlokasi di Jalan Pertahanan Lorong 3 No. 7A, Medan Amplas. Penelitian dilakukan di bagian proses produksi.
4.2. Objek Penelitian
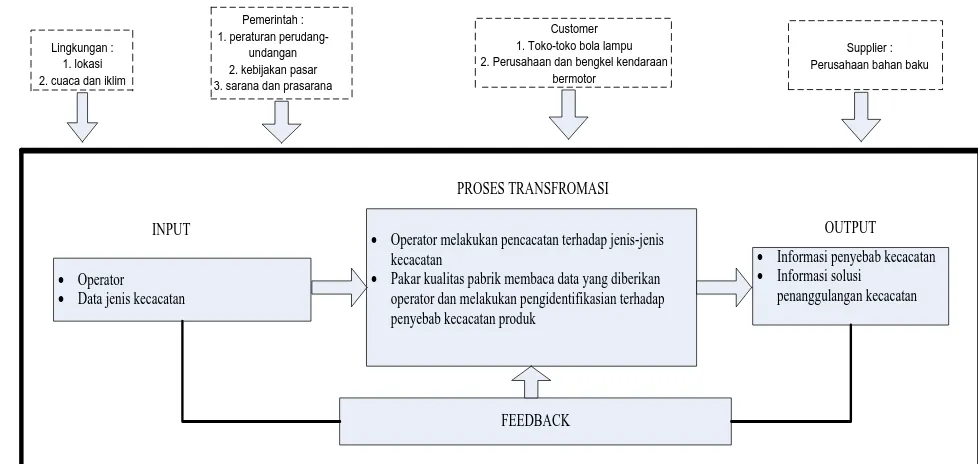
Objek yang diteliti adalah sistem kualitas yang digunakan perusahaan saat ini, dalam hal ini perusahaan yang diteliti adalah PT. Sinar Sanata Electronic Industry.
Sistem Kualitas adalah elemen-elemen dasar yang saling berinteraksi satu sama lain yang pada akhirnya akan menghasilkan tujuan yang sama yaitu untuk menghasilkan kualitas yang diinginkan. Sistem pada kualitas ditunjukkan pada gambar 4.1
Kualitas
Manusia
Metode kerja Material
Mesin
Gambar 4.1. Sistem Kualitas
4.3. Instrumen Penelitian
Instrumen penelitian yang dipakai dalam penelitian ini mencakup perangkat lunak (software) pemrograman dengan menggunakan Microsoft Visual
Basic 2008.net.
4.4. Variabel Penelitian
Variabel yang digunakan dalam membangun aplikasi perangkat lunak sistem pakar ini adalah jenis-jenis kecacatan. Jenis-jenis kecacatan adalah kecacatan yang dihasilkan dari setiap kegiatan/proses yang dilalui, dimulai dari bahan baku mulai diproses sampai produk dihasilkan.
4.5. Metode Pengumpulan Data 4.5.1. Sumber Data
Pengumpulan data primer dilakukan menggunakan metode observasi. Metode observasi dipilih karena, untuk melakukan perancangan sistem pakar ini kita perlu mengamati proses produksi dan aktivitas-aktivitas yang dilakukan oleh operator. Data primer yang dikumpulkan adalah : 1. Data karakteristik mutu dan kriteria kecacatan
2. Data frekuensi jenis-jenis kecacatan b. Data Sekunder
Pengumpulan data sekunder dilakukan dengan cara me-review catatan-catatan dan laporan-laporan yang telah ada sebelumnya yang berhubungan dengan penelitian yang dilaksanakan. Data sekunder yang dikumpulkan adalah sebagai berikut :
1. Spesifikasi mesin-mesin produksi 2. Struktur organisasi perusahaan 3. Ruang lingkup usaha
4. Daerah pemasaran
4.5.2. Cara Pengumpulan Data
Pengumpulan data dilakukan dengan cara sebagai berikut :
2. Melakukan studi literatur lain yang dapat memberikan masukan dalam pemecahan masalah.
3. Melakukan wawancara dengan ahli kualitas di perusahaan untuk menentukan solusi-solusi perbaikan yang tepat.
4.6. Metode Analisis Data
Untuk perancangan perangkat lunak sistem pakar ini, semua data yang terkumpul, baik data yang berasal dari hasil wawancara dengan bagian produksi, data yang berasal dari pengamatan secara langsung, maupun data tertulis, akan dianalisa hubungan antara masing-masing pernyataan dan data yang terkait. Untuk pengolahan data dilakukan dengan cara menganalis data penyebab kecacatan dengan menggunakan metode fishbone chart sedangkan untuk perancangan sistem pakar dirancang dengan menggunakan software Microsoft Visual Basic 2008.net dan Microsoft Access 2007.
Studi Pendahuluan
Studi Pustaka Studi Orientasi
Perumusan Masalah dan Tujuan Penelitian
Perancangan dan Implementasi Sistem Pakar
Kesimpulan dan Saran Analisa Perancangan Sistem Pakar
Pengumpulan dan Pengolahan Data
Gambar 4.2. Skema Proses Penelitian
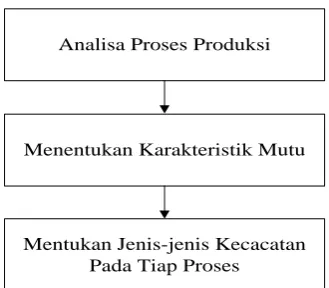
Penjelasan untuk langkah-langkah dalam pengumpulan data :
1. Analisa proses produksi dilakukan untuk menganalis proses pembuatan bola lampu dari awal sampai akhir.
2. Menentukan karakteristik mutu dan kriteria kecacatan untuk masing-masing proses yang dilalui.
Menentukan Karakteristik Mutu
Mentukan Jenis-jenis Kecacatan Pada Tiap Proses
Analisa Proses Produksi
Gambar 4.3. Blok Diagram Pengumpulan Data
Penjelasan untuk langkah-langkah dalam pengolahan data :
1. Membuat peta kendali awal untuk menganalisa tingkat proporsi cacat pada tiap proses untuk menunjukkan apakah proses tersebut dalam keadaan terkendali atau tidak.
2. Menentukan penyebab jenis-jenis kecacatan dengan menggunakan metode fishbone chart dari segi material, mesin, metode kerja dan manusia.
Untuk lebih jelasnya langkah-langkah dalam pengolahan data dapat dilihat pada gambar 4.5.
Membuat Fishbone Chart Membuat Peta Kendali Awal
Mulai
Untuk skema perancangan/langkah-langkah dalam merancang sistem pakar dapat dilihat pada gambar 4.5.
(Sumber: Marimin,2002)
Gambar 4.5. Tahapan Dalam Perancangan Sistem Pakar Penjelasan tahapan proses dalam perancangan sistem pakar :
1. Identifikasi Masalah
2. Penentuan Lingkup Sistem Pakar
Sebagaimana telah dijelaskan bahwa sistem yang akan dibangun bertujuan untuk memindahkan kepakaran seseorang ke dalam sistem pakar yaitu mengenai masalah kualitas maka akan dilakukan tiga kegiatan utama yaitu :
1. Memecah/membagi lingkup persoalan 2. Penentuan aliran penalaran
3. Perancangan konseptual sistem 3. Akuisisi Pengetahuan
Akuisisi pengetahuan seorang pakar dilakukan melalui proses wawancara, dimana pengetahuan tersebut dikumpulkan secara detail, oleh karena itu selain sebagai perekayasa pengetahuan (knowledge engineer ), penulis juga melakukan analisis dan modifikasi seperlunya terhadap pengetahuan pakar tersebut agar sesuai dengan konsep awal perancangan sistem pakar dalam menghasilkan solusi yang tepat terhadap masalah kualitas.
4. Representasi Pengetahuan
Dalam perancangan sistem pakar ini menggunakan metode kaidah produksi atau sering disebut IF-THEN Rules dan metode Database System atau metode yang berbasis pada data.
5. Pemilihan Alat Pembangun Sistem Pakar
Untuk perancangan sistem pakar pengendalian kualitas ini digunakan
software Visual Basic yang mana software ini hanya bisa dijalankan dengan
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data 5.1.1. Analisa Proses Produksi
Uraian proses pembuatan bola lampu pijar pada PT. Sinar Sanata
Electronic Industry ini terdiri atas:
1. Proses Pembentukan Bohlam (pembentukan mangkok)
Proses ini adalah proses dimana pipa kaca melalui proses pembakaran dengan suhu sekitar 40oC di dalam cetakan dengan dibantu tiupan udara dari selang penghembusan udara untuk menghasilkan cetakan yang sesuai dengan spesifikasi.
2. Proses Stamp (Mesin)
Proses ini merupakan proses penyatuan antara mangkok, glass tube (pipa lidi) dan lead in wire. Proses ini dilakukan dengan cara memasukkan kawat tembaga dan memasang pipa pada tiang bola lampu dengan menggunakan mesin stamp.
3. Proses Pemasangan Filamen
menggunakan mixer selama 1 bulan sedangkan untuk mencuci filamen dari kotoran digunakan argon.
4. Proses Sealing/Vacumm
Proses ini merupakan penyambungan tiang dengan bola lampu dan pengosongan udara dari dalam bola lampu untuk kemudian diisi dengan tepung philips kedalamnya.
5. Proses Penyatuan Base Cap dengan Bohlam
Base cap ini terbuat dari bahan stainless dan aluminium. Base cap merupakan
jalan arus masuk dari sumber arus menuju bola lampu. Proses penyatuan base
cap dengan bohlam ini dilakukan dengan mesin penyatuan base cap dengan
bohlam.
6. Proses Penyolderan
Proses ini berguna untuk menyatukan dan menguatkan base cap dengan bola lampu dengan menggunakan bahan timah. Solder timah digunakan agar tidak ada ruang bagi gas dari bola lampu untuk keluar dari bola lampu dan tidak ada jalan masuk udara bebas ke dalam bola lampu yang dapat membuat bola lampu rusak.
7. Proses Quality Control
menyala maka bola lampu dinyatakan rusak (reject), tidak layak pakai dan tidak akan dilanjutkan pada proses berikutnya (packing).
8. Proses Pengemasan (Packing)
Mengemas bola lampu kedalam kotak kemasannya dan kemudian memasukkan kedalam kotak kardus.
5.1.2. Penentuan Karakteristik Mutu
Pengamatan proses produksi dan aktivitas-aktivitas kritis merupakan hal mendasar dan penting untuk dilakukan karena memiliki pengaruh yang besar terhadap kualitas produk yang dihasilkan. Penentuan karakteristik mutu untuk masing-masing proses produksi bola lampu antara lain :
1. Proses Incoming Inspection Bahan Baku :
- Tabung kaca dengan ukuran panjang 1,5 meter. - Retak/pecah tidak diizinkan
- Filamen sesuai dengan spesifikasi berat
2. Proses Pembuatan Bola Lampu
- Bentuk harus sesuai dengan spesifikasi
- Suhu harus dijaga sesuai dengan standar yang diizinkan
3. Proses Stamp
4. Proses Pemasangan Filamen
- Lilitan pada tiang filamen harus sempurna/tidak bertumpuk - Filamen tidak boleh kotor
5. Proses Sealing/Vacum
- Letak masuknya tiang dengan bola harus sesuai - Pengosongan udara dalam bola lampu harus tuntas
6. Proses Penyatuan Base Cap dengan Bohlam
Base cap harus tersambung baik dengan bola lampu dan ketat.
7. Proses Penyolderan
Hasil solderan harus rapi sehingga pada saat dilakukan pengetesan bola lampu menyala.
8. Proses Quality Control
- Bola lampu harus menyala - Tidak ada bola lampu yang retak
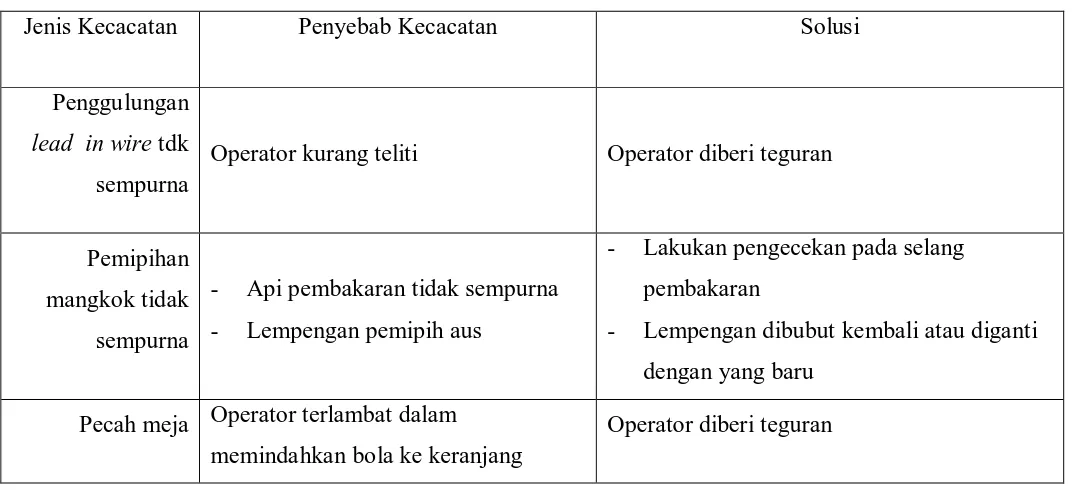
5.1.3. Menentukan Jenis-jenis Kecacatan
1. Pada Proses Pembuatan Bola Lampu
Jenis-jenis kecacatan pada proses pembuatan bola lampu : - Bentuk bola lampu tidak sesuai dengan spesifikasi
- Pecah meja adalah pecah yang disebabkan karena tabrakan dengan bola lain
2. Pada Proses Stamp
Jenis-jenis kecacatan pada proses stamp : - Penggulungan lead in wire tidak sempurna - Pemipihan mangkok tidak sempurna
- Pecah meja adalah pecah yang disebabkan karena tabrakan dengan bola lain
3. Pada Proses Pemasangan Filamen
Jenis-jenis kecacatan pada proses pemasangan filamen : - Pembentukan filamen tidak sesuai
- Pecah meja adalah pecah yang disebabkan karena tabrakan dengan bola lain
- Pecah mesin adalah pecah yang disebabkan oleh mesin otomatis filamen
4. Pada Proses Sealing/Vacum
- Putih disebabkan karena udara masuk ke dalam bola akibat retak pada bola.
- Pecah bola adalah pecah yang disebakan jatuh pada saat peletakkan bola pada mesin untuk diproses
- Pecah meja adalah pecah yang disebabkan karena tabrakan dengan bola lain
- Lompat tiang disebakan ketidaksesuaian letak masuknya tiang dengan bola dan lilitan pada filamen tidak sempurna/bertumpuk.
- Patah tiang adalah tiang (glass tube) patah
- Pecah mesin adalah pecah yang disebabkan oleh mesin sealing/vacum
5. Pada Proses Penyantuan Base Cap dengan bohlam
Jenis-jenis kecacatan pada proses Base Cap dengan bohlam :
- Pecah meja adalah pecah yang disebabkan karena tabrakan dengan bola lain
- Pecah mesin adalah pecah yang disebabkan oleh mesin penyatuan base
cap dengan bohlam pada saat diproses
- Pecah bola adalah pecah yang disebakan jatuh pada saat peletakkan bohlam pada mesin untuk diproses
6. Pada Proses Penyolderan
- Pecah meja adalah pecah yang disebabkan karena tabrakan dengan bola lain
- Pecah solder/mesin adalah pecah yang disebabkan karena salah penyolderan di mesin
7. Pada Proses Quality Control
Jenis-jenis kecacatan pada proses quality control :
- Biru disebabkan filamen kotor dan penghisapan udara tidak tuntas - Pecah meja adalah pecah yang disebabkan karena tabrakan dengan
bola lain
- Pecah mesin adalah pecah yang disebabkan oleh mesin quality control
8. Pada Proses Pengemasan
Jenis-jenis kecacatan pada proses pengemasan :
- Putih disebabkan karena udara masuk ke dalam bola akibat retak pada bola.
- Pecah kotak adalah pecah yang disebakan karena jatuh ke lantai saat dimasukkan ke dalam kotak
5.2. Pengolahan Data
5.2.1. Pembuatan Peta Kendali Awal (Peta p)
Peneliti mengambil jumlah sampel sebanyak 400 buah untuk setiap kali observasi. Observasi dilakukan sebanyak 25 kali yang dapat dilihat pada tabel 5.1.
Tabel 5.1 Perhitungan Proporsi Produk Cacat Observasi Ukuran Sampel
5.2.2. Menentukan Penyebab Kecacatan
Fungsi dari diagram sebab akibat (cause and effect diagram) adalah untuk memudahkan mencari penyebab-penyebab terjadinya berbagai kecacatan. Terdapat beberapa faktor yang mempengaruhi terjadinya kecacatan, yaitu: bahan baku, mesin, metode kerja, manusia (operator), dan lingkungan. Faktor lingkungan pada penelitian ini sudah mendukung kenyamanan kerja operator sehingga tidak berpengaruh pada kecacatan. Fokus permasalahan adalah cacat pada departemen produksi pembuatan bola lampu. Berdasarkan hasil analisa dan wawancara maka diperoleh beberapa faktor utama yang menyebabkan cacat. Hasil analisa tersebut akan dibuat dalam diagram sebab akibat yang dapat dilihat pada gambar 6.2.
Kimia Ketidakdisiplinan dalam bekerja
Kecerobohan Tergesa-gesa Ketahanan Filamen
Bahan baku rusak Kualitas bahan baku yang
kurang baik dari supplier
Cetakan tidak
Belum ada teknik inspeksi bahan baku yang tepat Part Mesin Aus
Mesin Sudah Tua
Metode kerja salah
1. Proses Pembuatan Bola Lampu Operator :
- Operator mengalami kelelahan karena panas - Tergesa-gesa
- Tidak memenuhi prosedur kerja
Mesin :
- Selang udara pada mesin bocor
- Lumuran dedakan kayu pada cetakan besi sudah habis
2. Proses Stamp Operator :
- Tergesa-gesa dalam penggulungan lead in wire pada tiang - Tidak memenuhi prosedur kerja
Mesin :
- Lempengan pemipih aus
- Api pada selang pembakaran tersumbat
3. Proses Pemasangan Filamen Material :
Operator :
- Kurang teliti dalam pencampuran bahan kimia - Tergesa-gesa pada saat mencuci filamen dari kotoran - Tidak memenuhi prosedur kerja
Mesin :
- Penghisapan udara terlalu kuat pada saat pemindahan filamen - Tokokan pembentukan filamen sudah aus
- Penjepit filamen sudah aus
4. Proses Sealing/Vacum Operator :
- Tidak memenuhi prosedur kerja
Mesin :
- Pen tersumbat akibat pecahan kaca dari sebelumnya
- Penyangga bola tidak sesuai dengan spesifikasi akibat pembakaran secara terus menerus
- Api pada selang pembakaran tersumbat - Api pada proses vacum terlalu besar
- Tergesa-gesa dalam meletakkan base cap dan bohlam pada mesin - Tidak memenuhi prosedur kerja
6. Proses Penyolderan Operator :
- Tergesa-gesa dalam meletakkan base cap yang sudah menyatu dengan bohlam pada mesin
- Tidak memenuhi prosedur kerja
Mesin :
- Per penjepit bola longgar - Per gunting longgar
Metode :
- Peletakkan base cap yang sudah menyatu dengan bola lampu tidak tepat
7. Proses Quality Control Operator :
- Tergesa-gesa dalam menempatkan bola lampu pada base pengetesan - Kurang teliti dalam memeriksa lampu secara visual
Mesin :
- Base pengetesan sudah aus
- Karet pada penghisapan bola lampu sudah tidak lengket
8. Proses Pengemasan Operator :
BAB VI
PERANCANGAN DAN IMPLEMENTASI SISTEM PAKAR
6.1. Perancangan Sistem Pakar 6.1.1. Identifikasi Masalah
Identifikasi masalah merupakan usaha dalam merumuskan masalah dan juga untuk memperjelas pokok-pokok permasalahan sehingga lebih spesifik lagi dari masalah yang diteliti. Pada bagian ini akan disimpulkan permasalahan umum sebagai berikut :
- Banyak terjadi kecacatan pada produk
- Kecacatan produk yang terjadi bervariasi jenisnya
- Kurangnya kesadaran operator dalam mengerjakan tugasnya
- Kurangnya pengawasan kerja terhadap operator dalam melaksanakan tugasnya di perusahaan
Untuk itu Sistem Pakar Pengendalian Kualitas ini dibuat agar dapat membantu operator dalam menangani masalah kecacatan yang terjadi, sehingga mereka tidak perlu lagi bersusah payah untuk mendapatkan informasi yang mereka butuhkan dalam menangani masalah-masalah kecacatan tersebut.
6.1.2. Penentuan Lingkup Sistem Pakar
1. Memecah/membagi lingkup persoalan
Lingkup persoalan yang akan dibahas pada sistem pakar yang dirancang ini adalah elemen-elemen yang mempengaruhi kualitas. Elemen-elemen yang akan dianalisis dalam sistem pakar ini yaitu elemen material, manusia, mesin dan metode kerja.
2. Penentuan aliran penalaran
Sumber kepakaran/pengetahuan diperoleh dari wawancara, pengalaman dan konsultasi langsung dengan ahli kualitas di perusahaan yang memahami dan mampu menyelesaikan permasalahan mengenai kualitas.
3. Perancangan konseptual sistem