PENGARUH RASIO ETANOL DAN AIR SERTA
KONSENTRASI NaOH PADA PEMURNIAN
MONO-DIASILGLISEROL
BALYA AL BASHIR
DEPARTEMEN TEKNOLOGI INDUSTRI PERTANIAN FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR BOGOR
PERNYATAAN MENGENAI SKRIPSI DAN SUMBER
INFORMASI SERTA PELIMPAHAN HAK CIPTA*
Dengan ini saya menyatakan bahwa skripsi berjudul Pengaruh Rasio Etanol dan Air serta Konsentrasi NaOH pada Pemurnian Mono-Diasilgliserol adalah benar karya saya dengan arahan dari komisi pembimbing dan belum diajukan dalam bentuk apa pun kepada perguruan tinggi lain mana pun. Sumber informasi yang berasal atau dikutip dari karya yang diterbitkan maupun tidak diterbitkan dari penulis lain telah disebutkan dalam teks dan dicantumkan dalam Daftar Pustaka di bagian akhir skripsi ini.
Dengan ini saya melimpahkan hak cipta dari karya tulis saya kepada Institut Pertanian Bogor.
Bogor, Desember 2014
Balya Al Bashir
ABSTRAK
BALYA AL BASHIR. Pengaruh Rasio Etanol dan Air serta Konsentrasi NaOH pada Pemurnian Mono-Diasilgliserol. Dibimbing oleh DWI SETYANINGSIH.
Mono-diasilgliserol (M-DAG) merupakan salah satu emulsifier yang dapat diperoleh dengan mengesterifikasi gliserol dan asam lemak bebas. Pada hasil esterifikasi gliserol dan asam lemak bebas masih terdapat kandungan fraksi ALB dan TAG yang dapat menurunkan kualitas M-DAG. Oleh karena itu, untuk menghilangkan fraksi ALB dan TAG diperlukan pemurnian dengan metode saponifikasi menggunakan NaOH serta ekstraksi menggunakan etanol dan air. Tujuan dari penelitian ini adalah menentukan pengaruh NaOH dan rasio etanol dan air terhadap proses pemurnian. Proses diawali dengan menambahkan pelarut heksan pada sampel dengan rasio 1:5. Selanjutnya sampel tersebut ditambahkan 6 ml NaOH 0,1 N, 30 ml NaOH 0,01 N, dan tanpa menambah NaOH. Kemudian campuran diekstraksikan dengan etanol dan air dengan rasio volume yang berbeda (50:50,75:25). Selanjutnya sampel disaring untuk mendapatkan M-DAG murni dengan menggunakan kertas saring whatman no.41. Hasil penelitian menunjukkan bahwa penambahan NaOH dan rasio etanol dan air berpengaruh terhadap pemurnian M-DAG. Produk terbaik yang dihasilkan yaitu perlakuan NaOH 0,1 N dan rasio etanol dan air 50:50. Kondisi ini menghasilkan M-DAG dengan rendemen 39,68%, nilai pH 6, stabilitas emulsi 72% selama 12 jam, luas area MAG sebesar 5063 unit, DAG 4255 unit, dan TAG+ALB 10065 unit, kadar asam lemak bebas 13,62 %, Titik leleh 52 0C, memiliki warna putih, tekstur kering, dan tidak berbau.
ABSTRACT
BALYA AL BASHIR. Effect of Ratio of Ethanol and Water Purification and Concentration of NaOH in the Mono-diacylflycerol. Supervised by DWI SETYANINGSIH.
Mono-diacylglycerol (MDAG) is an emulsifier which can be obtained by esterifying glycerol and free fatty acids. Esterification result still contain FFA and TAG fraction that can degrade the quality of MDAG. Therefore, to eliminate the FFA and TAG fractions, needs to be purified by ethanol and water extraction method and saponification using NaOH. The aim of this study was to determine the effect of NaOH and the ratio of ethanol and water to the purification process.The process began by adding hexane to the sample with a ratio of 1:5. Then, NaOH 0,1N was added to the samples as much as 6ml, 30ml for NaOH 0,01N and without adding NaOH. Then samples extracted with ethanol and water with different volume ratio (50:50,75:25). Samples filtered using Whatman number 41 to obtain pure M-DAG. The best product derived from NaOH 0,1N treatment with ethanol and water ratio of 50:50. The result showed that the addition of NaOH with ratio of ethanol-water affect M-DAG purity. M-DAG produced with the yield of 39,68%, pH value of 6, emulsion stability of 72% for 12 hours, width area from MAG is about 5063 unit, 4255 unit for DAG, and 10065 unit for TAG+ALB, free fatty acid level by 13,62%, melting point 520C, has a white colour, dry texture, and odorless.
PENGARUH RASIO ETANOL DAN AIR SERTA
KONSENTRASI NaOH PADA PEMURNIAN
MONO-DIASILGLISEROL
BALYA AL BASHIR
Skripsi
sebagai salah satu syarat untuk memperoleh gelar Sarjana Teknologi Pertanian
pada
Departemen Teknologi Industri Pertanian
DEPARTEMEN TEKNOLOGI INDUSTRI PERTANIAN
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
BOGOR
Judul Skripsi:Pengaruh Rasio Etanol dan Air serta Konsentrasi NaOH pada Pemurnian Mono-Diasilgliserol.
Nama : Balya Al Bashir NIM : F34100097
Disetujui oleh
Dr Dwi Setyaningsih, STP, MSi Pembimbing
Diketahui oleh
Prof Dr Ir Nastiti Siswi Indrasti Ketua Departemen
PRAKATA
Puji dan syukur penulis panjatkan kepada Allah SWT atas segala karunia-Nya sehingga karya ilmiah ini berhasil diselesaikan. Tema yang dipilih dalam penelitian yang dilaksanakan sejak bulan Maret 2014 sampai bulan Agustus 2014 ini ialah Mono-Diasilgliserol, dengan judul Pengaruh Rasio Etanol dan Air serta Konsentrasi NaOH pada Pemurnian Mono-Diasilgliserol.
Terima kasih penulis ucapkan kepada Ibu Dr Dwi Setyaningsih, S.TP MSi selaku dosen pembimbing atas arahan dan bimbingannya selama penulis menyelesaikan penelitian dan skripsi. Prof Dr Ir Ani Suryani, DEA dan Dr Ir Liesbetini HadiTjaroko Ms selaku dosen penguji yang telah memberikan saran dan masukan kepada penulis. Seluruh staf dan teknisi Laboratorium Teknologi Industri Pertanian IPB yang telah banyak membantu selama kuliah dan penelitian. Keluarga yang selalu memberikan motivasi dan doa kepada penulis sehingga dapat menyelesaikan pendidikan di IPB. Alzara Zetiara dan Very Heri Yesen Silalahi selaku teman sebimbingan yang selalu saling membantu selama penelitian dan penyusunan skripsi. Fitrian Rahmat Hartanto, Sugiyono dan teman-teman TIN IPB angkatan 47 yang selalu memberi motivasi dan doa selama penelitian, dan semua pihak yang tidak disebutkan satu persatu.
Semoga karya ilmiah ini bermanfaat.
Bogor, Desember 2014
DAFTAR ISI
DAFTAR TABEL ix
DAFTAR GAMBAR ix
DAFTAR LAMPIRAN ix
PENDAHULUAN 1
Latar Belakang 1
Perumusan Masalah 2
Tujuan Penelitian 2
Ruang Lingkup Penelitian 2
METODE PENELITIAN 2
Bahan 2
Alat 2
Prosedur Penelitian 3
Analisis M-DAG Sebelum dan Sesudah Pemurnian 4
HASIL DAN PEMBAHASAN 7
Karakterisasi Bahan Baku 7
Pemurnian M-DAG dan Karakterisasi Produk M-DAG 8
Rendemen M-DAG Setelah Pemurnian 9
Analisa Kromatografi Lapis Tipis (KLT) 9
Persen Asam Lemak Bebas 11
Analisa GC-MS 12
Stabilitas Emulsi 13
Pengukuran pH 14
Titik Leleh 14
Karakteristik Visual 15
SIMPULAN DAN SARAN 17
Simpulan 17
Saran 17
DAFTAR PUSTAKA 18
LAMPIRAN 19
DAFTAR TABEL
1. Karakterisasi M-DAG kasar sebelum pemurnian 7
2. Uji GC-MS terhadap M-DAG 12
3. Uji titik leleh dan nilai pH 14
4. Uji karakteristik fisik secara visual 15
DAFTAR GAMBAR
1. Diagram Pemurnian M-DAG dengan Rasio Etanol dan Air (50:50
dan 75:25) serta konsentrasi NaOH (0.1 N, 0.01 N, dan tanpa NaOH) 3 2. Diagram Pemurnian M-DAG dengan Rasio Etanol dan Air 50:50
serta NaOH 0.24 gram 4
3. M-DAG kasar sebelum pemurnian 7
4. Uji kromatografi lapis tipis (KLT) 10
5. Luas area (Unit) MAG, DAG, TAG+ALB produk M-DAG
hasil pemurnian 11
6. Persen asam lemak bebas produk M-DAG 12
7. Stabilitas emulsi produk M-DAG 14
DAFTAR LAMPIRAN
1. Rendemen M-DAG setelah pemurnian 19
2. Luas area komposisi (Spot Fraksi) M-DAG 19
3. Kadar ALB setelah pemurnian 19
4. Karakterisasi M-DAG dengan suhu 500C 19 5. Hasil analisa GCMS sebelum pemurnian 20 6. Hasil analisa GCMS setelah pemurnian 21
7. Stabilitas emulsi produk M-DAG 22
8. Uji statistika (Anova) parameter rendemen 22 9. Uji statistika (Anova) parameter luas area komposisi M-DAG 23 10. Uji statistika (Anova) parameter kadar ALB 24 11. Uji statistika (Anova) parameter stabilitas emulsi 24
PENDAHULUAN
Latar Belakang
Emulsifier merupakan bahan yang dapat mengurangi tegangan permukaan dan antarmuka dua fase yang dalam keadaan normal tidak saling bercampur sehingga menyebabkan keduanya dapat bercampur dan membentuk emulsi. Salah satu emulsifier yang sering dijumpai dalam kehidupan sehari-hari yaitu emulsifier jenis mono-diasilgliserol (M-DAG). M-DAG ini juga dapat digunakan di industri
baik pangan maupun non pangan. Menurut Kamel (1991) dan O’Brien
(1998), campuran M-DAG merupakan emulsifier yang paling banyak digunakan dalam industri pangan, yaitu sekitar 70% dari total penggunaan emulsifier. M-DAG adalah emulsifier yang paling banyak digunakan dengan status GRAS
(generally recognized as safe) atau aman untuk dikonsumsi (Kamel 1991 dan
Zielinski 1997).
M-DAG dapat dibuat dengan reaksi esterifikasi yaitu reaksi antara asam karboksilat dan alkohol untuk membentuk ester. Reaksi esterifikasi dalam pembuatan M-DAG dapat dilakukan dengan cara kimiawi dan enzimatis. Reaksi esterifikasi kimia sederhana dapat dilakukan pada suhu tinggi tanpa menggunakan katalis dan pada suhu yang lebih rendah diperlukan katalis. Sedangkan reaksi esterifikasi secara enzimatis dilakukan dengan cara mereaksikan asam lemak bebas dan gliserol dengan menggunakan katalis enzim untuk menghasilkan mono-diasilgliserol dan dilakukan pada suhu yang lebih rendah dibanding esterifikasi kimia. M-DAG yang dihasilkan dari reaksi esterifikasi masih mengandung fraksi asam lemak bebas (ALB) dan triasilgliserol (TAG). Fraksi ALB dan TAG ini dapat menyebabkan kualitas produk M-DAG menurun untuk dijadikan bahan baku emulsifier.
Oleh karena itu, untuk menghilangkan fraksi ALB dan TAG dapat dilakukan pemurnian untuk menghasilkan M-DAG murni. Ada berbagai macam metode pemurnian yang dapat digunakan untuk memurnikan M-DAG antara lain metode ekstraksi dengan pelarut (Irimescu et al. 2001), kromatografi kolom (Mappiratu 1999), serta distilasi molekuler (Compton et al. 2008).
Perumusan Masalah
Perumusan masalah ini meliputi :
1. Pemurnian M-DAG dilakukan untuk menghilangkan ALB dan TAG
2. Pemurnian dilakukan dengan menambahkan pelarut organik heksan yang dapat melarutkan TAG, NaOH dapat menyabunkan ALB yang terkandung pada produk mono-diasilgliserol, dan pelarut alkohol dan air yang dapat
memisahkan sabun.
3. GC merupakan suatu pengujian yang digunakan untuk mengetahui komponen asam lemak yang terkandung pada produk M-DAG.
Tujuan Penelitian
Tujuan penelitian ini yaitu untuk mengetahui pengaruh NaOH dan rasio etanol dan air pada proses pemurnian M-DAG, serta mengetahui pengaruh pemurnian terhadap karakteristik produk yang dihasilkan.
Ruang Lingkup Penelitian
Ruang lingkup dalam penelitian ini meliputi karakterisasi bahan baku, pemurnian M-DAG skala laboratorium dengan metode ekstraksi dan saponifikasi, dan karakterisasi produk yang akan dihasilkan.
METODE PENELITIAN
Bahan
Bahan baku yang digunakan pada penelitian ini yaitu M-DAG kasar hasil proses esterifikasi gliserol dengan PFAD yang diperoleh dari penelitian sebelumnya (Andriani 2014 dan Kurniati 2014), serta M-DAG dari SEAFAST
(Southeast Asia Food and Agriculture Science and Technology) sebagai standar.
Bahan kimia yang digunakan adalah heksan, petroleum eter, dietil eter, asam asetat glasial, asam sulfat, etanol 96%, NaOH, aquades, PFAD, minyak goreng, dan indikator PP (phenolphtalein).
Alat
Prosedur Penelitian
Karakterisasi Bahan Baku
Analisis yang dilakukan pada DAG kasar ialah analisis komposisi M-DAG dengan kromatografi lapis tipis (KLT) terhadap luas area M-M-DAG, kadar asam lemak bebas, analisis komposisi asam lemak dengan GC-MS, stabilitas emulsi, karakteristik fisik secara visual, titik leleh, dan pH.
Pemurnian M-DAG
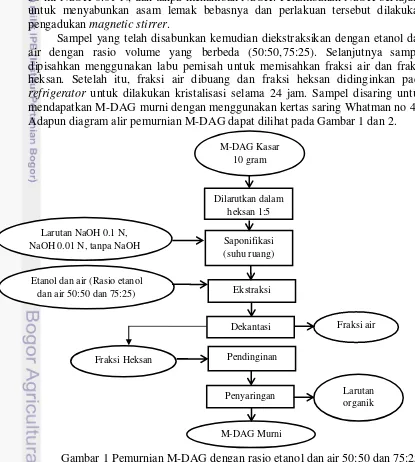
Proses pemurnian M-DAG dilakukan dengan metode ekstraksi dan saponifikasi. Proses pemurnian dilakukan pada suhu ruangan yang didahului dengan menambahkan pelarut heksan pada 10 g sampel, dimana rasio sampel terhadap heksan 1:5. Selanjutnya sampel tersebut ditambahkan 6 ml NaOH 0.1 N, 30 ml NaOH 0.01 N, dan tanpa menambah NaOH. Penambahan NaOH bertujuan untuk menyabunkan asam lemak bebasnya dan perlakuan tersebut dilakukan pengadukan magnetic stirrer.
Sampel yang telah disabunkan kemudian diekstraksikan dengan etanol dan air dengan rasio volume yang berbeda (50:50,75:25). Selanjutnya sampel dipisahkan menggunakan labu pemisah untuk memisahkan fraksi air dan fraksi heksan. Setelah itu, fraksi air dibuang dan fraksi heksan didinginkan pada
refrigerator untuk dilakukan kristalisasi selama 24 jam. Sampel disaring untuk
mendapatkan M-DAG murni dengan menggunakan kertas saring Whatman no 41. Adapun diagram alir pemurnian M-DAG dapat dilihat pada Gambar 1 dan 2.
Gambar 1 Pemurnian M-DAG dengan rasio etanol dan air 50:50 dan 75:25 serta konsentrasi NaOH 0.1 N, NaOH 0.01 N, dan tanpa NaOH
M-DAG Kasar Etanol dan air (Rasio etanol
dan air 50:50 dan 75:25) Larutan NaOH 0.1 N, NaOH 0.01 N, tanpa NaOH
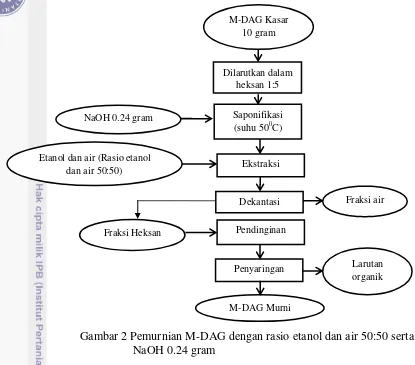
Gambar 2 Pemurnian M-DAG dengan rasio etanol dan air 50:50 serta NaOH 0.24 gram
Analisis M-DAG Sebelum dan Sesudah Pemurnian
Analisa Rendemen Setelah Pemurnian
Sampel M-DAG murni kemudian ditimbang dengan kertas saring dan dihitung rendemen dengan menggunakan rumus sebagai berikut:
Rendemen (%) =
Analisis Komposisi M-DAG dengan Kromatografi Lapis Tipis (KLT) (Sherma dan Fried 2005)
Sebanyak 100 mg untuk msing-masing produk M-DAG Seafast (standar M-DAG), PFAD (standar ALB), minyak sawit (standar TAG), M-DAG sebelum pemurnian, dan M-DAG setelah pemurnian dilarutkan dalam 1 ml heksan. Selanjutnya 0.5 ml dari larutan tersebut diaplikasikan pada lempeng KLT dalam bentuk spot bulat. Setelah spotting selesai dilakukan, lempeng KLT dielusi menggunakan campuran petroleum eter : dietil eter : asam asetat glasial (90:10:1 v/v/v) yang sebelumnya telah dijenuhkan. Waktu yang diperlukan untuk mengelusi adalah 1.5 jam. Lempeng kemudian dikeluarkan dari chamber dan dibiarkan beberapa menit sampai uap yang masih tertinggal hilang.
Untuk identifikasi, dilakukan pewarnaan dengan asam sulfat 50% yang disemprotkan pada lempeng dan selanjutnya dipanaskan pada oven bersuhu 1200C selama 1 jam. Spot-spot yang timbul akan tampak berwarna abu-abu tua.
M-DAG Kasar 10 gram
Ekstraksi Saponifikasi (suhu 500C)
Dekantasi Dilarutkan dalam
heksan 1:5
Pendinginan
Penyaringan
Fraksi air
M-DAG Murni
Larutan organik Etanol dan air (Rasio etanol
dan air 50:50) NaOH 0.24 gram
Pengukuran masing-masing fraksi dilakukan dengan menghitung luas area masing-masing spot dengan menggunakan software ImageJ.
Uji Kadar Asam Lemak Bebas (SNI 01-3555-1998)
Sebanyak 2 gram sampel M-DAG dilarutkan dalam 50 ml etanol netral 95%, lalu dipanaskan hingga mendidih selama 10 menit dalam penangas air sambil diaduk. Selanjutnya ditambahkan 3 – 5 tetes indikator PP 1% dan dititrasi dengan larutan NaOH 0.1N hingga terbentuk warna merah muda konstan (tidak mengalami perubahan warna selama 15 detik). Jumlah NaOH yang digunakan untuk titrasi dicatat untuk menghitung kadar ALB. Berikut adalah rumus untuk perhitungan kadar asam lemak bebas:
Kadar ALB (%) = (A x N x M) / (G) X 100% Keterangan :
A = volume (ml) NaOH untuk titrasi N = normalitas larutan NaOH
M = berat molekul sampel asam lemak yang dominan, yaitu 256.4 g/mol (asam palmitat)
G = bobot sampel (g) Uji GC-MS
Uji ini dilakukan dengan alat Gas Chromatography – Mass Spectrometry
(GC-MS) Agilent 1909IS-433. Pengujian kromatografi gas ini dilakukan di Pusat Laboratorium Forensik Markas Besar Polisi Republik Indonesia (Puslabfor Mabes Polri), Jakarta. Sampel M-DAG dilarutkan di dalam heksan, apabila terdapat sampel M-DAG yang tidak larut dilakukan sentrifugasi. Sampel M-DAG yang telah dilarutkan kemudian di inject ke alat GC-MS dengan menggunakan parameter initial temperature 2900C, pressure 17.71 psi, run time 35 menit, dan tipe gas pembawa Helium. Hasil uji kromatografi gas kemudian dianalisa dengan menggunakan software GC-MS data analisis.
Uji Stabilitas Emulsi (Suryani et al. 2000)
Sebanyak 0.25 gram sampel M-DAG dicampur dengan 5 ml air dan 5 ml minyak pada gelas piala, kemudian campuran tersebut diaduk hingga rata atau terbentuk emulsi yang sempurna. Produk emulsi yang dihasilkan lalu dimasukan ke dalam tabung reaksi. Pengamatan dilakukan dengan mengukur tinggi emulsi yang terbentuk pada suhu kamar. Berikut adalah rumus untuk menghitung stabilitas emulsi:
Stabilitas Emulsi (%) = (A/S) x 100% Keterangan :
Uji Titik Leleh
M-DAG dimasukkan ke dalam pipa kapiler setinggi 1 cm. Pipa kapiler tersebut kemudian dipasang pada termometer dan dimasukan ke dalam penangas air. Bila contoh mulai naik, termometer dibaca dan suhu dicatat sebagai suhu titik leleh sampel tersebut.
Pengukuran pH
Pengukuran pH menggunakan kertas pH universal. Uji ini dilakukan pada saat melakukan uji stabilitas emulsi, dimana kertas pH dimasukkan pada sampel M-DAG yang sudah diemulsikan.
Karakterisasi Fisik Secara Visual
M-DAG sebelum dan sesudah pemurnian dianalisa secara fisik meliputi warna, bau, dan tekstur. Secara subjektif, warna dilihat menggunakan indera pengelihatan, bau menggunakan indera penciuman, dan tekstur menggunakan indera peraba.
Pengolahan Data Secara Statistik
Pengolahan data menggunakan percobaan faktorial dengan dua faktor. Faktor pertama yaitu rasio etanol dan air dengan dua taraf (50:50 dan 75:25). Faktor kedua yaitu konsentrasi NaOH dengan tiga taraf (tanpa NaOH, 0.1N, 0.01N). Hasil data tersebut kemudian diolah menggunakan uji Anova dengan P<0.05 dilanjutkan dengan uji Duncan dengan software SPSS 20. Persamaan matematis dari rancangan percobaan dapat dilihat sebagai berikut:
Y = Keterangan :
Ai = Rasio etanol dan air ke-i, (i = 1,2) Bj = Konsentrasi NaOH ke-j, (j = 1,2,3) (AB)ij = Interaksi antara faktor ke-i dan faktor ke-j Eijk = Error pada ulangan ke-k, (k = 1,2)
HASIL DAN PEMBAHASAN
Karakterisasi Bahan Baku
Pada prenelitian ini bahan baku yang digunakan ialah M-DAG yang diperoleh dengan cara reaksi esterifikasi secara kimiawi yaitu dengan mengesterifikasi gliserol dan PFAD dengan bantuan katalis MESA (Methyl Ester
Sulfonic Acid) (Kurniati 2014). Gliserol yang digunakan ialah gliserol hasil
samping produksi biodiesel yang sudah dimurnikan sampai 81%, sedangkan asam lemak bebas yang digunakan yaitu PFAD (Palm Fatty Acid Destillate) dari PT. Asianagro Agungjaya.
Menurut Atmadja (2000), asam lemak yang banyak terkandung dalam PFAD adalah asam palmitat (47.58%) dan asam oleat (34.75%). Selain itu, PFAD juga mengandung asam linoleat (10.35%) dan asam stearat (5.14%). Dengan melihat dari komposisinya, PFAD banyak mengandung asam lemak bebas yang berupa asam palmitat dan asam oleat. Asam palmitat merupakan asam lemak jenuh rantai panjang dengan panjang rantai C16. Asam palmitat memiliki bentuk padat pada suhu ruang. Sedangkan asam oleat merupakan asam lemak tidak jenuh rantai panjang dengan panjang rantai C18. Asam oleat memiliki bentuk cair pada suhu ruang. Hasil analisis bahan baku M-DAG kasar dapat dilihat pada Tabel 1 dan foto produk M-DAG kasar dapat dilihat pada Gambar 3.
Tabel 1 Karakterisasi M-DAG kasar sebelum pemurnian
Jenis Uji Hasil
% ALB (asam palmitat dan asam oleat) 20.47%
Titik leleh 41.50C
pH 4
Warna Coklat
Tekstur Lunak dan berminyak
Bau Tengik (minyak)
Gambar 3 M-DAG kasar sebelum pemurnian
bereaksi dengan gliserol pada saat dilakukan reaksi esterifikasi. Keberadaan ALB sisa reaksi ini merupakan salah satu faktor yang dapat mempengaruhi kualitas produk yang dihasilkan. ALB dalam minyak tidak dikehendaki karena degradasi asam lemak tersebut menghasilkan rasa dan bau yang tidak disukai. ALB lebih mudah teroksidasi jika dibandingkan dalam bentuk esternya. Oleh karena itu, dalam pengolahan minyak diupayakan kandungan ALB serendah mungkin (Ketaren 2008).
Selain pengujian kadar asam lemak bebas, juga dilakukan pengujian kromatografi lapis tipis (KLT). Pengujian KLT ini dilakukan untuk mengetahui analisa komposisi M-DAG. Analisa komposisi M-DAG secara kuantitatif dilakukan dengan menggunakan software ImageJ. Berdasarkan luas area M-DAG kasar memiliki jumlah luas area ALB+TAG sebesar 14972 unit, sedangkan jumlah luas area MAG dan DAG sebesar 6814 dan 5177 unit. Hasil ini menunjukkan bahwa M-DAG kasar masih mengandung ALB dan TAG. Oleh karena itu, M-DAG kasar perlu dilakukan pemurnian untuk mengurangi jumlah ALB dan TAG.
Pemurnian M-DAG dan Karakterisasi Produk M-DAG
Pemurnian M-DAG merupakan suatu proses untuk mendapatkan M-DAG yang memiliki tingkat kemurnian tinggi dan tidak mengandung zat atau fraksi pengotor seperti ALB dan TAG. Pemurnian M-DAG dapat dilakukan dengan metode ekstraksi dengan pelarut (Irimescu et al. 2001), kromatografi kolom (Mappiratu 1999), serta distilasi molekuler (Compton et al. 2008). Pemurnian dengan ekstraksi pelarut dapat dilakukan dengan pencampuran bahan yang memiliki tingkat kepolaran yang sama. Pelarut yang dapat digunakan dalam ekstraksi pelarut ialah pelarut heksan dan petroleum eter.
Mappiratu (1999) mengatakan bahwa pelarut petroleum eter menempati urutan tertinggi dalam hal biosintesis M-DAG yaitu mencapai rendemen 29.40% diikuti pelarut heksan dengan rendemen 28.35%. Meskipun pelarut petroleum eter menghasilkan rendemen tinggi namun pelarut petroleum eter memiliki harga yang relatif mahal dibandingkan pelarut heksan. Akan tetapi, metode di atas juga mempunyai kekurangan dalam proses pemurnian M-DAG. Metode ekstraksi pelarut mempunyai kekurangan yaitu boros penggunaan pelarut dalam proses pemurnian dan rendemen yang diperoleh relatif sedikit. Metode distilasi molekuler mempunyai kekurangan yaitu memiliki biaya yang relatif mahal.
Pada penelitian ini digunakan pelarut heksan yang menghasilkan rendemen yang relatif tinggi serta memiliki harga yang lebih murah dibanding dengan pelarut petroleum eter. Selain itu, pelarut heksan digunakan karena memiliki tingkat kepolaran yang sama dengan TAG yaitu nonpolar. Pelarut heksan dapat digunakan untuk melarutkan TAG yang terkandung di dalam bahan baku.
pada titrasi untuk mencapai pH netral. Tujuan dilakukan penambahan NaOH yaitu untuk menyabunkan ALB yang masih terkandung di dalam bahan baku.
Setelah ditambahkan heksan kemudian campuran tersebut diekstraksi menggunakan etanol dan air dengan rasio volume yang berbeda-beda (50:50, 75:25). Proses ekstraksi dilakukan untuk melarutkan ALB dan sabun yang masih terkandung di dalam bahan baku. Setelah itu, dilakukan pemisahan menggunakan labu pemisah dimana fraksi air dibuang, sedangkan fraksi heksan diambil untuk dilakukan kristalisasi di dalam refrigerator selama 2 jam. Hal ini dikarenakan pada suhu rendah M-DAG akan mengkristal dan TAG akan tetap larut dalam pelarut heksan (Stevenson 1993). Kemudian endapan tersebut disaring menggunakan kertas saring Whatman no 41.
Rendemen M-DAG Setelah Pemurnian
Hasil rendemen M-DAG setelah dimurnikan dapat dilihat pada Lampiran 1, dimana data rendemen M-DAG setelah dimurnikan menunjukkan bervariasi dari 31.73% hingga 39.68%. Berdasarkan uji keragaman (Anova) ditunjukkan bahwa penambahan NaOH dan rasio etanol dan air tidak berpengaruh nyata terhadap rendemen. Hal ini dapat dilihat pada Lampiran 8, dimana nilai signifikansi atau P lebih besar dari nilai F. Kondisi ini menunjukkan penambahan NaOH dan rasio etanol dan air tidak hanya melarutkan fraksi ALB, akan tetapi dapat juga melarutkan sebagian M-DAG. Hal ini dikarenakan pelarut etanol memiliki indek polaritas sebesar 5.2 yang bersifat semipolar (Anonim 2013), dimana dapat melarutkan sebagian M-DAG. Dengan demikian, penambahan NaOH dan rasio etanol dan air tidak berpengaruh terhadap peningkatan rendemen.
Analisa Kromatografi Lapis Tipis (KLT)
Pengujian berdasarkan rendemen ini belum cukup untuk menunjukkan tingkat kemurnian M-DAG yang dihasilkan. Tingkat kemurnian M-DAG dapat diketahui dengan melakukan pengujian kromatografi lapis tipis (KLT) dan perhitungan secara kuantitatif luas area fraksi komposisi yang terkandung dalam M-DAG yang diperoleh dengan cara analisa menggunakan software ImageJ.
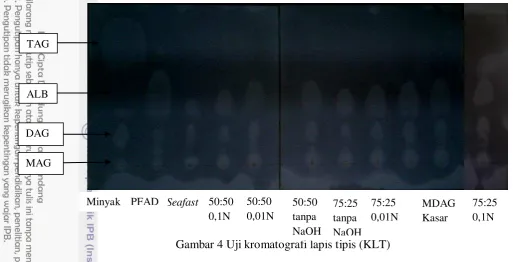
Gambar 4 Uji kromatografi lapis tipis (KLT)
Hasil uji KLT yang sudah dielusi kemudian dianalisa dengan menggunakan
software ImageJ untuk memperoleh luas area spot yang terbentuk, sehingga
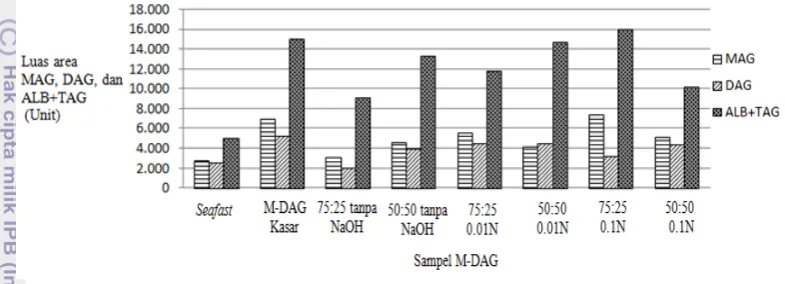
diperoleh fraksi komposisi M-DAG. Komposisi fraksi-fraksi M-DAG yang diperoleh dari hasil analisa software ImageJ menunjukkan bervariasi M-DAG kasar memiliki jumlah luas area ALB+TAG sebesar 14972 unit, sedangkan jumlah area MAG dan DAG sebesar 6814 dan 5177 unit. Sedangkan M-DAG setelah pemurnian dengan perlakuan penambahan NaOH 0.1N dengan rasio 50:50 memiliki luas area ALB+TAG sebesar 10065 unit, jumlah luas area MAG dan DAG sebesar 5063 dan 4255 unit. M-DAG dengan penambahan NaOH 0.01N dengan rasio etanol dan air 50:50 memiliki jumlah luas area ALB+TAG, MAG dan DAG masing-masing sebesar 14654, 4069 dan 4390 unit. Hasil tersebut dapat dilihat pada Lampiran 2.
Berdasarkan uji keragaman (Anova) ditunjukkan bahwa penambahan NaOH dan rasio etanol dan air berpengaruh nyata terhadap luas area komposisi MAG, DAG, dan ALB+TAG. Berdasarkan uji Duncan ditunjukkan bahwa luas area DAG tanpa penambahan NaOH berbeda nyata dengan penambahan NaOH dengan konsentrasi 0.01N, tetapi tidak berbeda nyata dengan penambahan NaOH dengan konsentrasi 0.1N. Sedangkan luas area MAG, ALB dan TAG tanpa penambahan NaOH berbeda nyata dengan penambahan NaOH dengan konsentrasi 0.1N, tetapi tidak berbeda nyata dengan penambahan NaOH dengan konsentrasi 0.01N. Hal ini dapat dilihat pada Lampiran 9, dimana nilai signifikansi atau P lebih kecil dari nilai F. Adapun hasil luas area komposisi M-DAG dapat dilihat pada Gambar 5
dapat menurunkan jumlah ALB dan TAG. Meskipun dapat menurunkan jumlah ALB dan TAG namun jumlah MAG dan DAG yang dihasilkan juga ikut turun.
Sedangkan rasio etanol dan air berpengaruh terhadap jumlah ALB dan TAG. Namun pengaruhnya tidak terlalu besar karena rasio etanol dan air tidak hanya melarutkan ALB dan TAG, akan tetapi sebagian M-DAG ikut larut dalam pelarut etanol dan air. Dengan demikian, penambahan NaOH dan rasio etanol dan air berpengaruh dalam mengurangi fraksi ALB dan TAG.
Gambar 5 Luas area (Unit) MAG, DAG dan ALB+TAG produk M-DAG hasil pemurnian
Persen Asam Lemak Bebas (ALB)
Uji asam lemak bebas (ALB) untuk mengetahui jumlah asam lemak bebas yang terkandung di dalam M-DAG. Kadar ALB diharapkan dapat serendah mungkin karena hal ini berhubungan dengan kualitas produk yang dihasilkan. Kadar ALB yang tinggi dalam produk M-DAG dapat menyebabkan daya emulsifikasi yang rendah.
Hasil kadar ALB dapat dilihat pada Lampiran 3, dimana hasil kadar ALB setelah pemurnian dengan penambahan NaOH dan rasio etanol dan air bervariasi dari 13.62% hingga 16.9% mengalami penurunan dibandingkan hasil kadar ALB M-DAG kasar yaitu 20.47%. Berdasarkan uji Anova ditunjukkan bahwa penambahan NaOH dan rasio etanol dan air berpengaruh nyata terhadap kadar ALB. Berdasarkan uji Duncan ditunjukkan bahwa tanpa penambahan NaOH berbeda nyata dengan penambahan NaOH dengan konsentrasi 0.01N, tetapi tidak berbeda nyata dengan penambahan NaOH dengan konsentrasi 0.1N. Hal ini dapat dilihat pada Lampiran 10, dimana nilai signifikansi atau P lebih kecil dari nilai F. Dengan demikian, penambahan NaOH dan rasio etanol dan air berpengaruh dalam mengurangi kadar ALB. Adapun hasil kadar ALB dapat dilihat pada Gambar 6.
Gambar 6 Persen asam lemak bebas produk M-DAG Analisa GC-MS
Uji GC-MS dilakukan untuk mengetahui komposisi asam lemak yang terkandung dalam M-DAG. Pengujian ini dilakukan dengan alat GC-MS (Gas
Chromatography-Mass Spectrometry). Hasil uji kromatografi gas kemudian
dianalisa dengan menggunakan software GC-MS data analisis untuk memperoleh komposisi asam lemak yang terkandung dalam M-DAG. Sampel yang digunakan dalam pengujian GCMS ialah sampel M-DAG kasar dan sampel M-DAG setelah pemurnian dengan penambahan NaOH 0.1 N dan rasio etanol dan air 50:50. Hasil pengujian GCMS dapat dilihat pada Tabel 2.
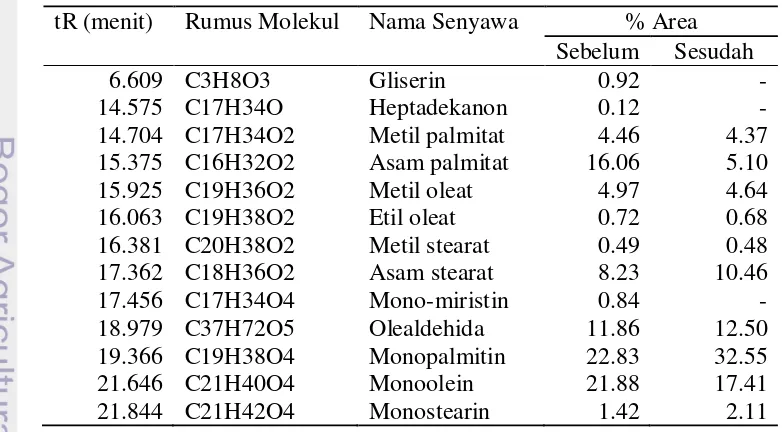
Tabel 2 Uji GC-MS terhadap M-DAG
tR (menit) Rumus Molekul Nama Senyawa % Area Sebelum Sesudah
6.609 C3H8O3 Gliserin 0.92 -
Berdasarkan uji GCMS terlihat bahwa pada M-DAG kasar masih terdapat sisa gliserin yang tidak bereaksi pada proses esterifikasi. Sedangkan pada M-DAG setelah pemurnian senyawa gliserin telah tidak ada. Senyawa gliserin telah larut dalam etanol dan air yang ditambahkan. M-DAG kasar memiliki fraksi ALB yang berupa asam palmitat dan asam stearat sebesar 24.29%. Sedangkan M-DAG setelah pemurnian memiliki fraksi ALB yang berupa asam palmitat dan asam stearat sebesar 15.56%.
MAG dan DAG yang dihasilkan pada uji GCMS berupa monopalmitin, monoolein, dan monostearin. Jumlah fraksi MAG dan DAG yang terkandung dalam M-DAG setelah pemurnian sebesar 52.07%. Sedangkan fraksi MAG dan DAG yang terkandung dalam M-DAG kasar sebesar 46.13%. Kondisi ini menunjukkan bahwa M-DAG setelah pemurnian dapat menurunkan fraksi ALB dan menghasilkan persentase MAG dan DAG yang lebih banyak dibandingkan M-DAG kasar. Adapun hasil analisa GC-MS sebelum dan setelah pemurnian dapat dilihat pada Lampiran 5 dan Lampiran 6.
Stabilitas Emulsi
Uji stabilitas emulsi merupakan suatu uji yang mengukur seberapa lama pengemulsi atau emulsifier dalam mempertahankan sistem emulsi. Pengujian stabilitas emulsi dilakukan dengan mencampurkan minyak dan air dengan rasio volume yang sama dan ditambahkan dengan M-DAG sebelum dan sesudah pemurnian, kemudian dilakukan pengadukan sampai homogen. Setelah pengadukan, terbentuk tiga lapisan yaitu lapisan atas (minyak), lapisan bawah (air), dan lapisan tengah (bagian yang teremulsi).
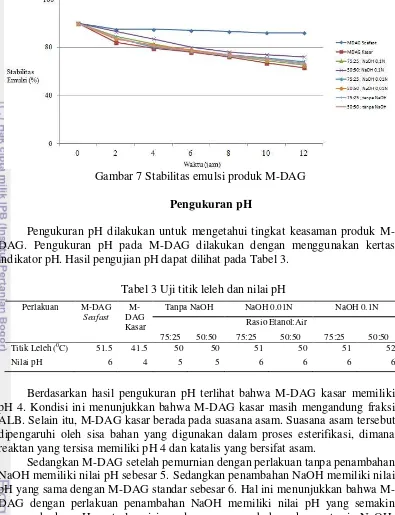
Gambar 7 Stabilitas emulsi produk M-DAG Pengukuran pH
Pengukuran pH dilakukan untuk mengetahui tingkat keasaman produk M-DAG. Pengukuran pH pada M-DAG dilakukan dengan menggunakan kertas indikator pH. Hasil pengujian pH dapat dilihat pada Tabel 3.
Tabel 3 Uji titik leleh dan nilai pH
Berdasarkan hasil pengukuran pH terlihat bahwa M-DAG kasar memiliki pH 4. Kondisi ini menunjukkan bahwa M-DAG kasar masih mengandung fraksi ALB. Selain itu, M-DAG kasar berada pada suasana asam. Suasana asam tersebut dipengaruhi oleh sisa bahan yang digunakan dalam proses esterifikasi, dimana reaktan yang tersisa memiliki pH 4 dan katalis yang bersifat asam.
Sedangkan M-DAG setelah pemurnian dengan perlakuan tanpa penambahan NaOH memiliki nilai pH sebesar 5. Sedangkan penambahan NaOH memiliki nilai pH yang sama dengan DAG standar sebesar 6. Hal ini menunjukkan bahwa M-DAG dengan perlakuan penambahan NaOH memiliki nilai pH yang semakin mengarah ke pH netral seiring dengan penambahan konsentrasi NaOH. Penambahan NaOH dalam parameter pH dapat menurunkan derajat keasamaan M-DAG karena pengaruh NaOH yang mempunyai sifat basa.
Titik Leleh
Uji titik leleh merupakan suatu uji untuk mengetahui sifat fisik emulsifier. Titik leleh adalah suhu pada suatu bahan berubah menjadi cair sempurna. Titik leleh M-DAG dipengaruhi oleh beberapa hal yaitu sifat asam lemak penyusun. Titik leleh pada M-DAG menunjukkan bahwa jumlah ikatan rangkap asam lemak
Perlakuan M-DAG
Seafast
M-DAG Kasar
Tanpa NaOH NaOH 0.01N NaOH 0.1N
Rasio Etanol:Air
75:25 50:50 75:25 50:50 75:25 50:50
Titik Leleh (0C) 51.5 41.5 50 50 51 50 51 52
tidak jenuh dan panjang pendeknya rantai asam lemak. Semakin banyak ikatan rangkap dalam suatu asam lemak maka titik lelehnya semakin rendah karena ikatan menyebabkan struktur asam lemak tidak stabil. Asam lemak rantai panjang memiliki titik leleh yang tinggi dibandingkan asam lemak rantai pendek, semakin panjang rantai karbon maka titik lelehnya semakin tinggi (Winarno 2002).
Berdasarkan uji titik leleh pada Tabel 3, M-DAG kasar memiliki titik leleh sebesar 41.50C. Sedangkan hasil pengujian titik leleh M-DAG setelah pemurnian dengan berbagai perlakuan penambahan NaOH dan rasio etanol dan air memiliki nilai titik leleh yang hampir sama yaitu pada rentang antara 50-520C. Hasil pengujian titik leleh M-DAG setelah pemurnian memiliki nilai titik leleh yang hampir sama dengan nilai titik leleh M-DAG standar sebesar 52.50C. Kondisi ini menunjukkan bahwa M-DAG setelah pemurnian memiliki titik leleh yang lebih tinggi dibandingkan M-DAG kasar. Hal ini terjadi karena ALB dari PFAD telah mengalami perubahan struktur dari asam lemak menjadi MAG dan DAG. Menurut Gunstone et al.(1994), MAG memiliki dua ikatan hidrogen di dalam molekulnya, sedangkan DAG hanya memiliki satu ikatan hidrogen, sehingga strukturnya lebih stabil.
Karakteristik Visual
Uji karakteristik secara visual digunakan untuk mengetahui penampakan secara kasat mata bentuk M-DAG. Pada parameter uji karakteristik visual produk M-DAG diharapkan memiliki tekstur yang kering, karena jika produk memiliki produk yang berminyak menunjukkan bahwa banyak terbentuk ALB. Hasil uji karakteristik fisik secara visual dapat dilihat pada Tabel 4.
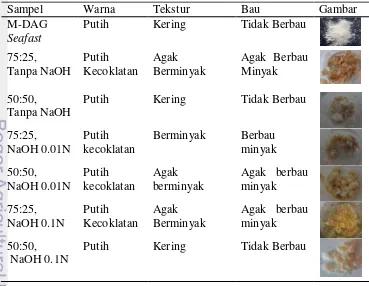
Tabel 4 Uji karakteristik fisik secara visual
Sampel Warna Tekstur Bau Gambar
Berdasarkan uji karakteristik fisik visual terlihat bahwa M-DAG setelah pemurnian dengan perlakuan penambahan NaOH 0.1N dan tanpa penambahan NaOH dengan rasio etanol dan air 50:50 memiliki warna putih, tekstur kering dan tidak berbau. Sedangkan perlakuan penambahan NaOH 0.1N, NaOH 0.01N, dan tanpa NaOH dengan rasio etanol dan air 75:25 memiliki warna putih kecoklatan, tekstur yang berminyak dan berbau minyak. Hal ini menunjukkan bahwa pada saat penambahan NaOH telah terjadi saponifikasi untuk menyabunkan fraksi ALB. Sedangkan semakin tinggi rasio etanol dan air yang digunakan maka semakin rendah karakteristik fisik secara visual yang dihasilkan. Kondisi ini menunjukkan bahwa pengaruh rasio etanol yang semakin tinggi tidak hanya melarutkan fraksi ALB, akan tetapi dapat juga melarutkan sebagian M-DAG.
Hasil karakteristik fisik secara visual M-DAG setelah pemurnian lebih baik dibandingkan dengan M-DAG kasar, dimana M-DAG kasar memiliki warna coklat, tekstur yang lunak dan berbau minyak. Kondisi ini dipengaruhi oleh tingginya jumlah ALB yang terkandung dalam M-DAG kasar. Menurut Atmadja (2002) bau tengik (minyak) pada MDAG bahan baku tersebut dipengaruhi oleh tingginya jumlah ALB, dimana ALB bersifat sangat mudah rusak terutama oleh oksidasi dan memungkinkan timbulnya bau yang tidak enak off odor.
Pada penelitian ini juga dilakukan perlakuan dengan penambahan NaOH 0.24 gram dan rasio etanol dan air 50:50 dengan menggunakan suhu 500C. Perlakuan tersebut bertujuan untuk mengetahui pengaruh panas terhadap reaksi saponifikasi, sehingga diharapkan proses saponifikasi dapat berjalan secara sempurna dalam menyabunkan ALB. Perlakuan tersebut menghasilkan rendemen sebesar 15.51%, kadar ALB sebesar 12.09%, dan titik leleh sebesar 520C. Hasil karakterisasi M-DAG dengan menggunakan suhu dapat dilihat pada Lampiran 4. Hal ini menunjukkan bahwa perlakuan menggunakan panas dapat menurunkan ALB. Meskipun dapat menurunkan ALB namun rendemen yang dihasilkan juga ikut turun. Kondisi ini menunjukkan bahwa penggunaan suhu berpengaruh dalam menyabunkan ALB. Namun pengaruhnya tidak begitu besar karena jumlah NaOH yang digunakan terlalu sedikit untuk menyabunkan ALB.
SIMPULAN DAN SARAN
Simpulan
Pengaruh rasio etanol dan air serta konsentrasi NaOH pada pemurnian M-DAG berpengaruh terhadap analisa asam lemak bebas, analisa stabilitas emulsi, analisa titik leleh, pengukuran pH, dan analisa kromatografi lapis tipis. Akan tetapi tidak berpengaruh terhadap rendemen. Hal ini dikarenakan proses saponfikasi belum berjalan secara sempurna, karena jumlah NaOH yang digunakan terlalu sedikit untuk menyabunkan ALB. Selain itu, proses saponifikasi tidak spesifik menyabunkan ALB, akan tetapi M-DAG ikut tersabunkan. Produk M-DAG terbaik ialah produk M-DAG dengan perlakuan penambahan NaOH 0,1 N dan rasio etanol dan air 50:50. Kondisi ini menghasilkan M-DAG dengan rendemen 39,68%, nilai pH 6, stabilitas emulsi 72% selama 12 jam, luas area MAG 5063 unit, DAG 4255 unit, dan TAG+ALB 10065 unit, kadar asam lemak bebas 13.62 %, Titik leleh 52 0C, memiliki warna putih, tekstur kering, dan tidak berbau.
Saran
DAFTAR PUSTAKA
Andriani AM. 2014. Penentuan Waktu Reaksi dan Konsentrasi Katalis untuk Sintesis Mono-Diasilgliserol [skripsi]. Bogor (ID): Institut Pertanian Bogor. Anonim. 2013. HPLC Column Protection Guide Version 0113. Torrance (USA):
Phenomenex.
Atmadja AAAMRD. 2000. Studi Pemurnian dan Karakterisasi Emulsifaier Campuran Mono dan Diasilgliserol yang Diproduksi dari Distilat Asam Lemak Minyak Sawit dengan Teknik Esterifikasi Enzimatis Menggunakan Lipase Rhizomucor miehei [skripsi]. Bogor (ID): Institut Pertanian Bogor Compton DL, JA Laszlo, FJ Eller & SL Taylor. 2008. Purification of
1,2-diacylglycerols from vegetable oils: Comparison of molecular distillation and liquid CO2 extraction. J Industrial Crops & Products 28, 113–121. Gunstone, Frank D, John L. Harwood, & FB Padley. 1994. The Lipid Handbook.
London: Chapman and Hall.
Irimescu R, Furihata K, Hata K, Iwasaki Y, Yamane T. 2001. Two Step Enzymatic Synthesis of docosahexaenoic Acid-rich Symmetrically Structured Triacylglycerol via 2-Monoacylglycerols. J. Am. Oil Chem Soc. 78:743-748
Kamel BS. 1991. Emulsifer. Di dalam Smith J (ed). Food Additive User’s
Handbook.Blackie Akademic & Profesional.Glasgow.
Ketaren S. 2008. Pengantar Teknologi Minyak dan Lemak Pangan. Jakarta (ID): UI Pr.
Kurniati D. 2014. Penentuan Suhu Reaksi dan Rasio Volume Gliserol dan Palm
Fatty Acid Distillate untuk Sintesis Mono-Diasilgliserol [skripsi]. Bogor
(ID): Institut Pertanian Bogor.
Mappiratu. 1999. Penggunaan Biokatalis Dedak Padi dalam Biosintesis Antimikroba Monoasilgliserol dari Minyak Kelapa [disertasi]. Bogor: Program Pascasarjana, Institut Pertanian Bogor.
O’Brien RD. 1998. Fat and Oil : Formulating and Processing for Application. Technomic Publishing Company,Inc.
Sherma J, Fried B. 2005. Handbook of Thin Layer Chromatography, Third
Edition, Revised and Expanded. New York: Marcel Dekker Inc.
[SNI] Standar Nasional Indonesia. 1998. SNI 01-3555-1998: Minyak dan Lemak. Jakarta(ID): SNI.
Stevenson DE, Roger AS, dan Richard HF. 1993. Glycerolisis of Tallow with Immobilized Lipase. Biotechnology Vol 15(10):1043-1048.
Suryani A, Sailah I, Hambali E. 2000. Teknologi Emulsi. Bogor (ID): Institut Pertanian Bogor.
Winarno FG. 2002. Kimia Pangan. Jakarta (ID): Gramedia Pustaka.
Lampiran 1. Rendemen M-DAG setelah pemurnian
Lampiran 2. Luas area komposisi (Spot Fraksi) M-DAG
Sampel MAG DAG ALB+TAG
MDAG Seafast 2648 2436 4911
MDAG kasar 6814 5177 14972
50:50, NaOH 0.1N 5063 4255 10065
75:25, NaOH 0.1N 7344 3084 15896
75:25, NaOH 0.01N 5433 4395 11718
50:50, NaOH 0.01N 4069 4390 14654
75:25, Tanpa NaOH 2964 1938 9009
50:50, Tanpa NaOH 4449 3885 13161
Lampiran 3. Kadar ALB M-DAG setelah pemurnian
Lampiran 4. Karakterisasi M-DAG dengan suhu 500C Perlakuan Sampel
50:50, NaOH 0.24 g Rendemen
Ulangan 1 17.78%
Ulangan 2 13.23%
Rata-rata 15.51%
Kadar ALB
Ulangan 1 11.37%
Ulangan 2 12.82%
Rata-rata 12.09%
Titik leleh
Ulangan 1 520C
Ulangan 2 520C
Rata-rata 520C
Perlakuan NaOH 0.1N NaOH 0.01N Tanpa NaOH Rasio Etanol:Air
50:50 75:25 75:25 50:50 75:25 50:50 Ulangan 1 42.89% 34.53% 27.10% 41.41% 20.04% 45.54% Ulangan 2 36.47% 34.63% 36.35% 33.53% 40.67% 26.87% Rendemen 39.68% 34.58% 31.73% 37.47% 30.36% 36.21%
Perlakuan NaOH 0.1N NaOH 0.01N Tanpa NaOH Rasio Etanol:Air
Lampiran 5. Hasil analisa GCMS sebelum pemurnian Library Search Report
Data Path : C:\msdchem\1\data\
Lampiran 6. Hasil analisa GCMS setelah pemurnian Library Search Report
Data Path : C:\msdchem\1\data\
Data File : SAMPEL 1.D Acq On : 26 Aug 2014 12:02
Operator : BALYA AL BASHIR Sample : ASAM LEMAK Misc : S1 IPB
ALS Vial : 1 Sample Multiplier: 1
8.00 10.00 12.00 14.00 16.00 18.00 20.00 22.00 24.00 26.00 28.00 30.00 32.00 1000000
2000000 3000000 4000000 5000000 6000000 7000000 8000000 9000000 1e+07 1.1e+07 1.2e+07
Time--> Abundance
TIC: SAMPEL 1.D\data.ms
14.705
14.955
15.149 15.925
16.059 16.378
17.362
17.451 17.516
18.974
19.154 19.368
21.609
Lampiran 7. Stabilitas emulsi produk M-DAG
Keterangan :
A : Sampel M-DAG murni dengan formulasi 50:50 menggunakan NaOH 0,1 N B : Sampel M-DAG murni dengan formulasi 75:25 menggunakan NaOH 0,1 N C : Sampel M-DAG murni dengan formulasi 75:25 menggunakan NaOH 0,01 N D : Sampel M-DAG murni dengan formulasi 50:50 menggunakan NaOH 0,01 N E : Sampel M-DAG murni dengan formulasi 75:25 tanpa menggunakan NaOH F : Sampel M-DAG murni dengan formulasi 50:50 tanpa menggunakan NaOH Lampiran 8. Uji statistika (Anova) parameter rendemen
Source Type III Sum of squares
Df Mean Square F Sig. Corrected Model 123.867 5 24.773 .309 .891 Intercept 14702.100 1 14702.100 183.194 .000
Rasio_Etanol_Air 92.908 1 92.908 1.158 .323 Konsentrasi_NaOH 30.629 2 15.315 .191 .831 Rasio_Etanol_Air*
Konsentrasi_NaOH
.330 2 .165 .002 .998
Error 481.525 6 80.254
Total 15307.491 12
Lampiran 9. Uji statistika (Anova) parameter luas area komposisi M-DAG
R Squared = .998 (Adjusted R Squared =.997), R Squared = .815 (Adjusted R Squared = .661), R Squared = .803 (Adjusted R Squared = .638)
Duncan parameter luas area ALB
Duncan parameter luas area MAG
Konsentrasi_NaOH N Subset
1 2
.00 4 11087.000
.10 4 13112.2500
.01 4 13131.5000
Sig. 1.000 .850
Konsentrasi_NaOH N Subset
1 2
.00 4 3708.000
.10 4 5224.7500
.01 4 5688.0000
Duncan parameter luas area DAG
Lampiran 10. Uji statistika (Anova) parameter kadar ALB Source Type III Sum
Corrected Total 24.260 11 R Squared = .861 (Adjusted R Squared = .746) Duncan parameter kadar ALB
Konsentrasi_NaOH N Subset
1 2
.01 4 14.1575
.10 4 15.3050 15.3050
.00 4 16.0475
Sig. .073 .210
Lampiran 11. Uji statistika (Anova) parameter stabilitas emulsi Source Type III Sum Intercept 53868.000 1 53868.000 11543.143 .000
Rasio_Etanol_Air 12.000 1 12.000 2.571 .160
Corrected Total 86.000 11
Konsentrasi_NaOH N Subset
1 2
.00 4 2911.2500
.10 4 3791.5000 3791.5000
.01 4 5054.7500
Lampiran 12. Perhitungan molar ALB dan NaOH Diketahui :
Basis : 10 gram M-DAG
Asam palmitat : 16.06% (BM= 256 g/mol) Asam Stearat : 8.23% (BM= 288 g/mol) BM NaOH : 40 g/mol
Penyelesaian :
g ALB = (fraksi asam palmitat + fraksi asam stearat) x 10 g = (0.1606 + 0.0823) x 10 g
= 2.429 gram
BM ALB = (
) +
) =
+ (
) = 169 g/mol + 98 g/mol
= 267 g/mol
Mol ALB = g ALB / BM ALB =
= 0.00909 mol
Maka, volume NaOH 0.1N yang dibutuhkan untuk menyabunkan ALB: g NaOH = mol ALB x BM NaOH
= 0.00909 x 40 g/mol = 0.364
g NaOH = N x V x BM 0.364 = 0.1 x V x 40
V = 0.091 L
RIWAYAT HIDUP
Penulis dilahirkan di Kota Surakarta pada tanggal 1 September 1992 dari ayah Arry Seno Handoyo dan Ninik Rustriyani. Anak ketiga dari tiga bersaudara dengan kakak Alam Akbar Halimawan, S.MB, M.BA dan Rena Maharani, S.MB. Penulis menempuh studi di TK Al Islam 2 Jamsaren Surakarta 1997 - 1998, SD Al Islam 2 Jamsaren 1998 - 2004, SMP Negeri 3 Surakarta 2004 - 2007, SMA Muhammadiyah 1 Surakarta 2007 - 2010 dan diterima sebagai mahasiswa Departemen Teknologi Industri Pertanian, Fakultas Teknologi Pertanian, Institut Pertanian Bogor melalui jalur Undangan Seleksi Masuk IPB (USMI) pada tahun 2010.
Penulis melaksanakan kegiatan Praktik Lapangan pada Juli – Agustus 2013 dengan program reguler pada bagian produksi di PT. Perkebunan Nusantara IX Pabrik Gula Tasikmadu, Karanganyar, Jawa Tengah. Judul yang dikerjakan dalam
praktik lapang tersebut adalah “Mempelajari Manajemen Mutu Selama Proses
Produksi Gula Kristal Putih di PT. Perkebunan Nusantara IX Pabrik Gula
Tasikmadu, Karanganyar, Jawa Tengah”. Penulis melakukan penelitian yang
berjudul “Pengaruh Rasio Etanol dan Air serta Konsentrasi NaOH pada