Analisis Pengaruh Penggunaan Static Mixing Terhadap Kebutuhan Katalis Dalam Produksi Biodiesel
Teks penuh
Gambar





Dokumen terkait
Flash Point yang diperoleh dari hasil penelitian ini sebesar 174 0 C masih berada dalam rentang Flash Point Standart Biodiesel Indonesia (min. 100 0 C) dan melampaui batas
(4.16) Berdasarkan keseimbangan eksergi pada volume terkendali, dapat dihitung energi hilang akibat irreversibilitas (I) selama proses produksi biodiesel di reaktor
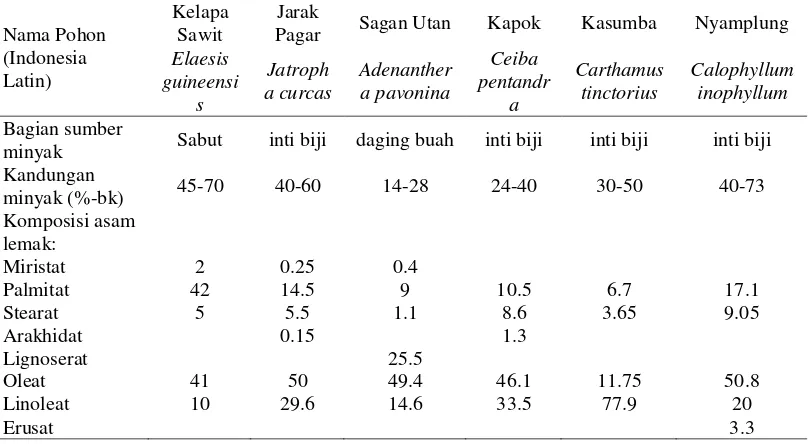
Kadar asam lemak bebas pada minyak jarak sebagai bahan baku dalam penelitian ini adalah 0,08%, sehingga proses konversi biodiesel dapat langsung dilakukan dengan tahap
reaktor, penurunan nilai faktor pemanfaatan energi (EUF) untuk produksi gas hidrogen dan penurunan daya termal yang ditransfer dari IHX untuk instalasi produksi gas
Sedangkan penelitian yang dilakukan oleh [13] yaitu Sintesis katalis heterogen NaOH/CaO/C dari kulit telur untuk produksi biodiesel menggunakan minyak sawit non
Sintesis biodiesel rute non alkohol dalam Reaktor Unggun Isian merupakan proses alternatif yang berpotensi baik dengan pemanfaatan minyak goreng bekas sebagai sumber trigliserida
Pengaruh kecepatan aduk dengan katalis zeolit alam Ende terhadap konversi biodiesel dari minyak Nyamplunng Katalis ZAAE yang digunakan dalam pembuatan biodiesel dari minyak
1.4 Rumusan Masalah Dalam proses penelitian terhadap pemanfaatan DES sebagai pemurni dalam produksi biodiesel, adapun beberapa masalah yang akan dikaji adalah karakteristik DES yang
