EVALUASI EFEKTIVITAS SANITASI PADA PROSES
PRODUKSI CHICKEN NUGGET DI PT BELFOODS
INDONESIA
HANDAYANI DHINIYATI
DEPARTEMEN ILMU DAN TEKNOLOGI PANGAN
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
BOGOR
▸ Baca selengkapnya: proses produksi pt. victoria care indonesia
(2)(3)PERNYATAAN MENGENAI SKRIPSI DAN
SUMBER INFORMASI SERTA PELIMPAHAN HAK CIPTA*
Dengan ini saya menyatakan bahwa skripsi berjudul Evaluasi Efektivitas Sanitasi pada Proses Produksi Chicken Nugget di PT Belfoods Indonesia adalah benar karya saya dengan arahan dari komisi pembimbing dan belum diajukan dalam bentuk apa pun kepada perguruan tinggi mana pun. Sumber informasi yang berasal atau dikutip dari karya yang diterbitkan maupun tidak diterbitkan dari penulis lain telah disebutkan dalam teks dan dicantumkan dalam Daftar Pustaka di bagian akhir skripsi ini.
Dengan ini saya melimpahkan hak cipta dari karya tulis saya kepada Institut Pertanian Bogor.
Bogor, September 2013
Handayani Dhiniyati F24090067
iv
ABSTRAK
HANDAYANI DHINIYATI. Evaluasi Efektivitas Sanitasi pada Proses Produksi Chicken Nugget di PT Belfoods Indonesia. Dibimbing oleh RATIH DEWANTI-HARIYADI dan AZIS SAEPULLAH.
PT Belfoods Indonesia merupakan perusahaan yang memproduksi pangan olahan beku berbahan dasar ayam dengan produk utama chicken nugget. Dalam pengolahan chicken nugget, terutama pada tahap pembekuan dan pengemasan dapat terjadi rekontaminasi mikroba yang berasal dari karyawan, mesin, dan lingkungan produksi. Proses sanitasi yang efektif diperlukan untuk menurunkan resiko rekontaminasi. Tujuan umum dari penelitian ini adalah untuk mengevaluasi efektivitas sanitasi karyawan, mesin dan lingkungan pada proses produksi chicken nugget. Evaluasi tersebut dilakukan dengan mengkaji pemahaman karyawan area pengemasan tentang higiene dan sanitasi melalui kuesioner, menganalisis mikroba telapak tangan karyawan, mesin dan udara setelah dilakukan sanitasi dan menganalisis jumlah mikroba produk. Lebih dari 50% karyawan area pengemasan sangat memahami higiene dan sanitasi tetapi masih ada 4% yang tidak memahaminya. Penerapan sanitasi perusahaan efektif untuk menurunkan jumlah mikroba pada telapak tangan, mesin, dan udara. Meskipun demikian, penerapan sanitasi karyawan dan peralatan produksi belum konsisten dilakukan sesuai dengan peraturan yang ditetapkan perusahaan. Hal ini dapat menyebabkan peningkatan jumlah mikroba pada produk akhir yang berada di bak penampung.
Kata kunci: chicken nugget, efektivitas, sanitasi
ABSTRACT
HANDAYANI DHINIYATI. The Evaluation of Effectiveness Sanitation on Chicken Nugget Production Process at PT Belfoods Indonesia. Supervised by RATIH DEWANTI-HARIYADI and AZIS SAEPULLAH.
PT Belfoods Indonesia is a food company with chicken nugget as the main product. The objectives of this research is to evaluate the effectiveness of sanitation on employees, equipments, and environments of the chicken nugget processing. The evaluation was conducted by distributing questionnaires to assess employees’ understanding about sanitation. The effectiveness of sanitation was evaluated by analyzing microbial load on the palms, equipments and the air after sanitation and the final products. More than 50% of employees understand in hygiene and sanitation very well but 4% doesn’t comprehend the concept. Sanitation process established by the company is effective to reduce the microbial load on the palms, machines, and the air except at the freezing conveyor. Unfortunately, employees and equipments sanitation has not been consistently done in accordance with regulations set by the company. This could pottentially increase the microbial load on the final products.
Skripsi sebagai salah satu syarat untuk memperoleh gelar Sarjana Teknologi Pangan
pada
Departemen Ilmu dan Teknologi Pangan
EVALUASI EFEKTIVITAS SANITASI PADA PROSES
PRODUKSI CHICKEN NUGGET DI PT BELFOODS
INDONESIA
HANDAYANI DHINIYATI
DEPARTEMEN ILMU DAN TEKNOLOGI PANGAN
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
BOGOR
Judul Skripsi : Evaluasi Efektivitas Sanitasi pada Proses Produksi Chicken Nugget di PT Belfoods Indonesia
Nama : Handayani Dhiniyati NIM : F24090067
Disetujui oleh
Dr Ir Ratih Dewanti-Hariyadi, MSc Pembimbing I
Azis Saepullah, STP Pembimbing II
Diketahui oleh
Dr Ir Feri Kusnandar, MSc Ketua Departemen
viii
PRAKATA
Puji dan syukur penulis panjatkan kepada Allah subhanahu wa ta’ala atas segala karunia-Nya sehingga karya ilmiah yang berjudul Evaluasi Efektivitas Sanitasi pada Proses Produksi Chicken Nugget di PT Belfoods Indonesia berhasil diselesaikan. Karya ilmiah ini merupakan salah satu syarat untuk memperoleh gelar Sarjana Teknologi Pangan pada Fakultas Teknologi Pertanian, Institut Pertanian Bogor.
Penulis menyusun skripsi ini berdasarkan hasil penelitian dengan melakukan kegiatan magang di PT Belfoods Indonesia sejak Februari 2013 hingga Juni 2013. Karya ilmiah ini berdasarkan pada keinginan penulis untuk mengevaluasi efektivitas sanitasi khususnya di area pembekuan dan pengemasan primer pada proses produksi chicken nugget. Hal tersebut dilakukan penulis karena penulis melihat pada tahap tersebut terdapat potensi rekontaminasi cemaran mikroba terhadap produk chicken nugget yang akan dikemas.
Penulis mengucapkan terima kasih kepada Ibu Dr Ir Ratih Dewanti-Hariyadi, MSc selaku dosen pembimbing dan Bapak Azis Saepullah, STP selaku pembimbing lapang yang telah banyak memberikan arahan dan bimbingan kepada penulis dalam penyusunan skripsi ini. Di samping itu, penghargaan penulis sampaikan kepada Supervisor sanitasi (Lutfi), Supervisor QC (Feli), Staf Laboratorium Mikrobiologi dan seluruh karyawan PT Belfoods Indonesia, yang telah membantu selama pelaksanaan kegiatan penelitian ini berlangsung. Tak lupa ungkapan rasa terima kasih yang sebesar-besarnya penulis sampaikan kepada Bapak, Ibu, Mbah Bu, Adik serta seluruh keluarga tercinta, atas segala doa dan kasih sayangnya, serta dukungannya kepada penulis. Ungkapan terima kasih penulis sampaikan pula untuk para sahabat (Rini, Dini, Nadya, Cyntia, dan Endang), teman-teman seperjuangan saat magang (Icha, Irda, Ibnu, dan Yora), teman-teman Wisma Shambala (Seni, Aul, Resti, Citra, Shinta, Nida, Nindi, dan Mbak Rice) serta teman-teman ITP 46 atas segala bentuk dukungan dan motivasinya kepada penulis untuk terus semangat.
Penulis menyadari masih banyak kekurangan dalam skripsi ini, oleh karena itu kritik dan saran yang membangun sangat diharapkan demi perbaikan di masa mendatang. Penulis berharap semoga skripsi ini dapat memberikan informasi, wawasan maupun sesuatu yang dapat bermanfaat bagi pihak-pihak yang membutuhkan dan semoga kekurangan yang terdapat pada tulisan ini dapat diperbaiki dalam tulisan selanjutnya.
Bogor, September 2013
DAFTAR ISI
DAFTAR TABEL ... x
DAFTAR GAMBAR x DAFTAR LAMPIRAN x PENDAHULUAN ... 1
Latar Belakang ... 1
Tujuan Umum Penelitian ... 2
Tujuan Khusus Penelitian ... 2
Manfaat Penelitian... 2
TINJAUAN PUSTAKA... 2
Chicken nugget ... 2
Pengertian ... 2
Proses Produksi ... 2
Sanitasi... 3
Pengertian ... 3
Higiene personal ... 3
Sanitasi Lingkungan Produksi ... 4
Sanitasi Peralatan Produksi ... 4
METODOLOGI PENELITIAN ... 5
Waktu dan Tempat Penelitian ... 5
Bahan dan Alat ... 5
Metode ... 5
Evaluasi Pemahaman Karyawan Area Pengemasan Mengenai Higiene dan Sanitasi ... 5
Evaluasi Efektivitas Sanitasi Personal di Area Pengemasan ... 6
Efektivitas Sanitasi Mesin di Area Pemasakan dan Pengemasan ... 6
Efektivitas Sanitasi Area Pemasakan dan Pengemasan ... 7
Evaluasi Jumlah Mikroba pada Produk Akhir Setelah Pemasakan dan Pembekuan ... 7
HASIL DAN PEMBAHASAN ... 7
Evaluasi Pemahaman Karyawan Area Pengemasan Mengenai Higiene dan Sanitasi ... 7
x
Efektivitas Sanitasi Mesin di Area Pemasakan dan Pengemasan ... 12
Efektivitas Sanitasi Area Pemasakan dan Pengemasan ... 13
Evaluasi Jumlah Mikroba pada Produk Akhir Setelah Pemasakan dan Pembekuan ... 14
SIMPULAN DAN SARAN ... 16
Simpulan ... 16
Saran ... 16
DAFTAR TABEL
1 Pemahaman karyawan mengenai higiene dan sanitasi 8 2 Jumlah mikroba (cfucm-2) mesin produksi setelah proses sanitasi 12 3 Rata-rata suhu (0C) dan densitas mikroba udara (cfu90-1mm-230-1
menit-1) area pemasakan dan pengemasan 14
4 Rata-rata jumlah mikroba produk akhir setelah pemasakan dan
pembekuan 14
DAFTAR GAMBAR
1 Hubungan antara tingkat pemahaman responden terhadap higiene dan
sanitasi dengan keikutsertaan pelatihan 9
2 Hubungan antara tingkat pendidikan karyawan dengan rata-rata persentase (%) tingkat pemahaman terhadap higiene dan sanitasi 10 3 Jumlah mikroba telapak tangan karyawan di area pengemasan 11
DAFTAR LAMPIRAN
1 Persyaratan chicken nugget (naget ayam) sesuai SNI 01-6683-2002
(Badan Standardisasi Nasional 2002). 20
2 Kuesioner mengenai GMP dan Higiene 21
3 Hasil kuesioner sanitasi dan higiene 23
4 Jumlah mikroba (cfucm-2) telapak tangan karyawan area pengemasan 26
5 Jumlah mikroba (cfucm-2) mesin produksi 27
1
PENDAHULUAN
Latar Belakang
PT Belfoods Indonesia merupakan perusahaan pangan yang memproduksi pangan olahan beku berbahan dasar ayam. Perusahaan ini telah menerapkan sistem ISO 22000 untuk menjamin mutu dan keamanan produk yang dihasilkannya. Sistem ISO 22000 menggabungkan program-program persyaratan dasar dan prinsip-prinsip Hazard Analysis and Critical Control Point (HACCP) (BSN 2009). Sistem tersebut mampu mengidentifikasi, mengevaluasi dan mengontrol setiap tahapan proses pengolahan yang rawan terhadap risiko bahaya signifikan yang terkait dengan keamanan pangan (Codex Alimentarius Commission 2001).
Produk utama yang dihasilkan PT Belfoods Indonesia adalah Chicken nugget. Tahapan pengolahannya terdiri dari pembuatan adonan, pencetakan, pemasakan, pembekuan, dan pengemasan. Proses pemasakannya dapat dilakukan dengan penggorengan langsung pematangan (fully cooked) atau dengan dua tahapan yaitu penggorengan awal (pre frying) dengan suhu 180-198 °C selama 30-45 detik dilanjutkan proses pematangan (fully cooked) dengan suhu 160-180 °C selama 10-15 menit (BBPP 2011). Pemusnahan mikroba patogen dan pembusuk terjadi pada tahap ini karena suhu pemasakannya lebih dari 100 0C (Toledo 1991). Akan tetapi, pada tahap pembekuan dan pengemasan dapat terjadi rekontaminasi mikroba terhadap produk. Sumber rekontaminasi mikroba tersebut berasal dari karyawan, mesin, dan lingkungan produksi.
Kontaminasi mikroba lebih sering menyebabkan terjangkitnya suatu penyakit pangan (FSA 2008). Penyakit pangan dapat dihindari dengan menjamin keamanan pangannya. Menurut Dewanti (2006), keamanan pangan didefinisikan sebagai terkendalinya bahaya kontaminasi fisik, kimia, dan mikroba pada pangan. Bahaya kontaminasi mikroba pada chicken nugget akan diminimalkan oleh konsumen melalui tahap penggorengan sebelum dikonsumsi. Namun demikian, Cara-Cara Produksi yang Baik (CCPB) atau Good Manufacturing Practices (GMP) wajib diterapkan industri pangan untuk mencegah penyimpangan mutu sejak awal produksi (Suratmono 2005).
2
Tujuan Umum Penelitian
Mengevaluasi efektivitas program sanitasi karyawan, peralatan, dan lingkungan pada proses produksi chicken nugget di PT Belfoods Indonesia.
Tujuan Khusus Penelitian
Tujuan dari penelitian ini adalah untukmengevaluasi pemahaman karyawan mengenai higiene dan sanitasi, mengevaluasi efektivitas sanitasi karyawan, mengevaluasi efektivitas sanitasi mesin, mengevaluasi efektivitas sanitasi ruangan, serta mengevaluasi kualitas mikroba produk akhir setelah pemasakan dan pembekuan.
Manfaat Penelitian
Penelitian ini diharapkan dapat memberikan manfaat sebagai sumber informasi terhadap perusahaan mengenai efektivitas sanitasi yang telah diterapkan terutama di area pembekuan dan pengemasan.
TINJAUAN PUSTAKA
Chicken nugget
Pengertian
Menurut Badan Standar Nasional (2002), chicken nugget (naget ayam) adalah produk olahan ayam yang dicetak, dimasak dan dibekukan, dibuat dari campuran daging ayam giling yang diberi bahan pelapis dengan atau tanpa penambahan bahan makanan lain dan bahan tambahan makanan yang diizinkan. Umumnya nugget berbentuk pipih, bulat, kotak, atau bentuk lain yang menarik perhatian anak-anak (seperti huruf atau hewan). Standar mutu nugget diatur dalam SNI 01-6683-2002 (Lampiran 1).
Proses Produksi
3
Sanitasi Pengertian
Sanitasi berasal dari kata Latin sanitas yang memiliki arti sehat (Marriot dan Gravani 2006). Sanitasi dijalankan untuk menghilangkan kontaminan pada pangan dan mesin pengolahannya serta mencegah terjadinya kontaminasi kembali maupun kontaminasi silang pada pangan (Winarno 2004). Kontaminan pada pangan dapat berupa kontaminan fisik, kimia, dan mikroba. Menurut FSA (2008), kontaminasi mikroba lebih sering menyebabkan terjangkitnya suatu penyakit pangan. Program higiene dan sanitasi yang efektif merupakan kunci untuk mengontrol pertumbuhan mikroba pada pangan (Winarno 2004).
Higiene personal
Higiene adalah kebiasaan seseorang untuk menjaga kebersihan diri sebagai salah satu upaya pencegahan terjadinya penyakit baik pada dirinya atau orang lain (Troller 1983). Menurut Rose (2011), higiene personal adalah suatu tindakan untuk mencegah terjadinya penyakit pada diri sendiri dan orang lain sebagai upaya untuk menjaga higienitas produk.
Pekerja yang menangani makanan dalam suatu industri pangan merupakan sumber kontaminasi yang penting karena kandungan mikroba patogen pada manusia dapat menimbulkan penyakit yang ditularkan melalui makanan. Manusia yang sakit merupakan sumber potensial kontaminasi mikroba. Pada umumnya, mereka tidak dibenarkan untuk mempersiapkan makanan hingga benar-benar sembuh. Manusia yang sehat juga merupakan sumber potensial mikroba seperti Staphylococcus aureus, Salmonella, Clostridium perfringens, dan enterokoki.
Gerakan-gerakan tangan yang tidak disadari seperti menggaruk kulit, menggosok hidung, merapikan rambut, menyentuh pakaian, dan hal lainnya yang serupa memiliki andil yang besar dalam peluang melakukan perpindahan kontaminan dari manusia ke makanan (Jenie 1988). Sanitasi pada tangan pekerja diperlukan untuk meminimalkan bahkan mencegah perpindahan kontaminan ke makanan. Sanitasi yang dapat dilakukan yaitu penggunaan sarung tangan dan penggunaan sanitiser seperti penyemprotan alkohol atau pencucian dengan senyawa klorin. Namun, penggunaan sarung tangan tidak menghindarkan karyawan dari keharusan mencuci tangan (Winarno 2004). Pencucian tangan harus selalu dilakukan sebelum dan setelah memasuki area produksi dan melakukan pekerjaan lain yang mungkin dapat menyebabkan kontaminasi. Alkohol yang efektif digunakan untuk sanitasi tangan adalah alkohol 70% karena protein mikroba akan mudah terdenaturasi dengan adanya air dan tidak menyebabkan kulit kering dan iritasi (Simonne 2011).
4
Sanitasi Lingkungan Produksi
Lingkungan produksi harus dijaga agar selalu bersih. Lantai, langit-langit, dinding, dan ventilasi harus dirancang tidak menyebabkan akumulasi kotoran dan mudah dibersihkan (Winarno 2004). Lantai dan dinding harus terbuat dari bahan yang mudah dipel dengan desinfektan.
Indikator kebersihan ruang produksi dapat berupa densitas mikroba pada ruangan tersebut. Udara tidak mengandung mikroflora secara alami. Akan tetapi, adanya tetesan air, pergerakan udara dari ventilasi, debu dari sepatu, pakaian, dan benda-benda yang diangkut masuk ke dalam ruang produksi dapat mengakibatkan udara mengandung mikroba yang selanjutnya dapat mengkontaminasi produk (Jenie 1988). Mikroorganisme yang banyak terdapat di udara merupakan mikroorganisme yang tahan terhadap keadaan kering (Fardiaz dan Jenie 1989). Proses sanitasi yang dilakukan dengan frekuensi konsisten dapat menurunkan jumlah cemaran mikroba di udara (Sanz et al. 2011).
Sanitasi Peralatan Produksi
Peralatan produksi yang kontak langsung dengan makanan merupakan salah satu sumber kontaminasi sehingga harus mudah dibersihkan dan terbuat dari bahan yang tahan karat (Soekarto 1990). Menurut Jenie (2007) cemaran yang tertinggal pada peralatan produksi mengandung senyawa-senyawa nutrien bagi mikroorganisme. Deposit cemaran tersebut harus dihilangkan dengan proses pembersihan dan proses sanitasi. Proses pembersihan bertujuan untuk menghilangkan kotoran fisik sedangkan proses sanitasi bertujuan untuk membunuh mikroorganisme yang berada di permukaan peralatan produksi.
Proses pembersihan dilakukan dengan menggunakan bahan pembersih. Bahan pembersih merupakan suatu bahan yang dapat menurunkan tegangan permukaan air sehingga dapat melepaskan kotoran (Marriot 1999). Suatu bahan pembersih memiliki tujuan spesifik, misalnya untuk pembersihan lantai dan dinding, penggunaan pencucian bertekanan tinggi, sistem pembersihan CIP dan tujuan lainnya. Jenis bahan pembersih adalah sebagai berikut:
a. Bahan pembersih basa
Basa adalah bahan bahan pembersih utama yang paling banyak digunakan dalam formula bahan pembersih. Basa bergabung dengan lemak untuk membentuk sabun dan dengan protein untuk membentuk senyawa yang mudah larut dalam air (Elliot 1980). Menurut Holah (2005), basa adalah bahan pembersih yang sangat bermanfaat karena harganya murah, mampu memecah protein melalui aksi ion hidroksil, mensaponifikasi lemak, dan pada konsentrasi tinggi dapat bersifat bakterisidal. Bahan pembersih basa dibagi menjadi dua yaitu bahan pembersih basa kuat dan bahan pembersih basa lemah. Basa kuat dengan jumlah pemakaian 1-5% yang berfungsi untuk membersihkan lemak dan protein serta memberikan pH alkali sedangkan basa lemah dengan jumlah pemakaian 1-10% yang berfungsi untuk membersihkan kotoran lemak dengan sistem CIP.
b. Bahan pembersih asam
5
Mikroorganisme turut terbuang selama proses pembersihan. Namun demikian, proses sanitasi dengan sanitizer diperlukan untuk menghilangkan sisa-sisa mikroorganisme. Jenis, konsentrasi, dan suhu sanitiser serta metode penggunaannya tergantung pada jenis peralatan dan mikroorganisme yang akan dihilangkan. Menurut teknik penggunaannya, jenis sanitiser dapat dibedakan menjadi tiga, yaitu pemanasan dengan uap panas dan air panas, radiasi dengan ultraviolet, serta penggunaan bahan kimia. Menurut Fardiaz dan Jenie (1989), teknik radiasi lebih jarang digunakan dibandingkan dengan pemanasan dan penggunaan bahan kimia. Jenis sanitizer kimia dikelompokkan menjadi senyawa-senyawa klorin, senyawa-senyawa ammonium quaterner, iodofor dan senyawa-senyawa amfoterik (Jenie 1988). Menurut Marriot 1999, senyawa klorin mampu bereaksi dengan cepat, mampu membunuh semua sel vegetatif, dan harganya yang relatif lebih murah dibandingkan iodophor dan ammonium quarterner. Senyawa iodophor memiliki sifat yang hampir mirip dengan klorin namun memiliki konsentrasi yang lebih pekat. Senyawa ammonium quaterner lebih stabil di dalam bahan organik dibandingkan dengan iodophor dan klorin. Senyawa ini efektif untuk membunuh bakteri gram positif.
METODOLOGI PENELITIAN
Waktu dan Tempat Penelitian
Penelitian ini dilakukan selama empat bulan, mulai pada tanggal 25 Februari 2013 hingga 25 Juni 2013 dengan jam kerja menyesuaikan kebutuhan penelitian dan kebijakan perusahaan. Penelitian ini dilaksanakan di PT Belfoods Indonesia, Perum Citra Indah Kav. PA 1&2 Jl.Raya Jonggol KM 23,3 Bogor, Jawa Barat.
Bahan dan Alat
Bahan yang digunakan adalah Buffered Pepton Water (BPW), Trypticase Soy Broth (TSB), Plate Count Agar (PCA), Briliance Agar (Oxoid), Nutrient Agar (NA), akuades, dan alkohol 70%. Alat yang digunakan antara lain: kuesioner, stopwatch, cotton swab, tabung reaksi dan penutup, rak tabung reaksi, cawan petri, pipet mohr, erlenmeyer, gelas ukur, plastik, aluminium foil, kapas, tisu, sudip, keranjang, gunting, spidol, timbangan, autoklaf, oven, keranjang, bunsen, tube sheaker, dan inkubator.
Metode
Evaluasi Pemahaman Karyawan Area Pengemasan Mengenai Higiene dan Sanitasi
6
yang artinya tidak paham; (b) bernilai 2 yang artinya cukup paham; (c) bernilai 3 yang artinya paham; dan (d) bernilai 4 yang artinya sangat paham. Selanjutnya data dianalisis menggunakan Microsoft excel. Responden merupakan karyawan yang berada di area pengemasan terutama karyawan yang kontak secara langsung dengan produk. Total responden sebanyak 92 orang. Responden diberi waktu pengisian kuesioner selama 5 menit.
Evaluasi Efektivitas Sanitasi Personal di Area Pengemasan
Evaluasi ini dilakukan dengan menganalisis jumlah mikroba pada telapak tangan karyawan area pengemasan terutama yang bersentuhan langsung dengan produk. Karyawan yang dianalisis jumlah mikroba telapak tangannya sebanyak 12 orang. Terdapat enam perlakuan, yaitu sebelum penyemprotan alkohol, 0 menit setelah disemprot alkohol, 5 menit setelah disemprot alkohol, 10 menit setelah disemprot alkohol, 15 menit setelah disemprot alkohol, 0 menit setelah disemprot alkohol kembali. Alkohol yang digunakan adalah alkohol 70%. Parameter mikroba yang diamati adalah TPC, Koliform, dan E. coli.
Analisis jumlah mikroba dilakukan dengan metode usap, yaitu dengan mencelupkan cotton swab ke dalam 10 ml larutan pembilas TSB steril. Selanjutnya, cotton swab tersebut diusapkan ke seluruh permukaan telapak tangan karyawan area pengemasan dengan asumsi luas permukaan telapak tangan karyawan adalah 100 cm2. Setelah itu, cotton swab dimasukkan ke dalam larutan pembilas. Masing-masing 1 ml dan 0,1 ml larutan pembilas tersebut dimasukkan ke dalam cawan petri steril kemudian dituangi ±20 ml media PCA untuk analisis TPC dan pada cawan yang berbeda dituangi Briliance agar untuk analisis koliform dan E. coli. Cawan petri tersebut kemudian digoyang-goyang agar merata. Setelah media memadat, cawan petri tersebut dibalik dan diinkubasi pada suhu 36 0C selama 24 jam. Koloni koliform berwarna merah muda dan E. coli berwarna violet pada media Briliance agar. Jumlah koloni (cfucm-2) dihitung setelah masa inkubasi dengan rumus sebagai berikut :
Keterangan: C = Jumlah koloni pada cawan petri (25-250 koloni) (*) = Volume larutan pembilas
(**) = Luas permukaan yang diusap
Efektivitas Sanitasi Mesin di Area Pemasakan dan Pengemasan
7
Efektivitas Sanitasi Area Pemasakan dan Pengemasan
Evaluasi efektivitas sanitasi area pemasakan dan pengemasan dilakukan dengan menghitung densitas mikroba udara di area pemasakan dan pengemasan dengan metode cawan terbuka. Cawan yang berisi media NA yang telah memadat dibiarkan terbuka selama 30 menit di titik yang telah ditentukan kemudian cawan tersebut diinkubasikan pada suhu 36 0C selama 24 jam dengan posisi terbalik. Selanjutnya dilakukan perhitungan koloni mikroba (cfu90-1mm-230-1menit-1). Evaluasi Jumlah Mikroba pada Produk Akhir Setelah Pemasakan dan Pembekuan
Evaluasi jumlah mikroba pada produk akhir dilakukan terhadap produk yang telah melalui pemasakan dan berada di bak penampung pada menit ke 0, 10, dan 15. Parameter mikroba yang diuji adalah TPC, koliform, dan E. coli. Sebanyak 25 gram produk dimasukkan ke dalam 250 ml larutan BPW kemudian dikocok-kocok untuk menghasilkan suspensi sampel. Suspensi sampel tersebut kemudian dipipet sebanyak 1 ml ke dalam 9 ml larutan pengencer steril untuk pengenceran 10-2. Dari pengenceran tersebut dipipet 1 ml untuk pemupukan 10-2 dan 0,1 ml untuk pemupukan 10-3 ke dalam cawan petri. Selanjutnya, masing-masing cawan petri tersebut dituangi ± 20 ml media PCA untuk analisis TPC dan pada cawan yang berbeda dituangi Briliance agar untuk analisis koliform dan E. coli. Cawan petri kemudian digoyang-goyang. Setelah media memadat, cawan petri tersebut dibalik dan diinkubasi pada suhu 36 0C selama 24 jam. Koloni yang berwarna merah muda merupakan koloni koliform sedangkan koloni yang berwarna violet merupakan koloni E. coli. Perhitungan jumlah koloni (cfug-1) dilakukan setelah masa inkubasi dengan rumus sebagai berikut (BAM 2001):
Keterangan: C = Jumlah koloni pada cawan petri (25-250 koloni)
FP= Faktor pengenceran
n= Jumlah cawan yang ditumbuhi mikroba
HASIL DAN PEMBAHASAN
Evaluasi Pemahaman Karyawan Area Pengemasan Mengenai Higiene dan Sanitasi
8
yang berada di area produksi baik tingkat operator, leader, supervisor, bahkan manajer semua departemen.
Hasil survei menunjukkan bahwa sudah lebih dari 50,00% responden sangat memahami fungsi dari adanya peraturan-peraturan GMP dan personal hygiene untuk mencegah kontaminasi ke produk (Tabel 1). Akan tetapi, responden yang sangat memahami fungsi dari adanya peraturan pemakaian seragam untuk mencegah kontaminasi ke produk dan jadwal pemakaiannya hanya 42,39%. Sisanya hanya memiliki pemahaman sebatas mengetahui fungsinya saja tanpa mengetahui jadwal pemakaiannya atau sebaliknya, bahkan masih ada yang tidak mengetahui samasekali mengenai peraturan pemakaian seragam. Menurut Winarno (2004), pakaian kerja yang selesai dipakai harus dicuci bersih dan tidak boleh dipakai berulang tanpa pencucian. Baju seragam yang selalu bersih akan mencegah kontaminasi patogen dan fisik ke dalam makanan (Rose 2011).
Apabila terkena penyakit menular selama melakukan proses produksi maka karyawan harus ijin untuk tidak melakukan proses produksi. Hal ini dikarenakan orang yang menderita penyakit menular seperti TBC, demam, flu, penyakit kulit dan sebagainya dapat mengkontaminasi makanan bila diijinkan untuk menanganinya (Jenie 1988). Hasil survei menunjukkan bahwa semua responden paham untuk segera ijin tidak melakukan proses produksi jika terkena penyakit menular walaupun tidak semua memahami tujuannya.
Tabel 1 Pemahaman karyawan mengenai higiene dan sanitasi
No Aspek penilaian 1 Pengetahuan mengenai sanitasi 5,43 4,35 40,22 50,00 2 Pengetahuan mengenai personal
hygiene
18,48 4,35 7,61 69,57 3 Pengetahuan mengenai fungsi dari
penggunaan hairnet, masker, dan sarung tangan
0,00 2,17 28,26 70,65
4 Pengetahuan mengenai fungsi dari penomoran baju 1 dan 2
3,26 41,3 13,04 42,39 5 Pengetahuan mengenai fungsi dari
pencelupan boot, pencucian tangan dengan sabun sebelum memasuki ruang produksi dan atau setelah dari toilet ke dalam larutan klorin serta penyemprotan alkohol atau mencuci tangan dengan klorin setiap 15 menit sekali dan pada saat mulai kotor
1,09 3,26 10,87 84,78
6 Pengetahuan mengenai fungsi dari pelarangan berkuku panjang, berjanggut panjang, berambut panjang, pemakaian perhiasan dan make up
9
(Lanjutan) Tabel 2 Pemahaman karyawan mengenai higiene dan sanitasi 7 Kesadaran mengenai tanggung
jawab terhadap kebersihan area produksi
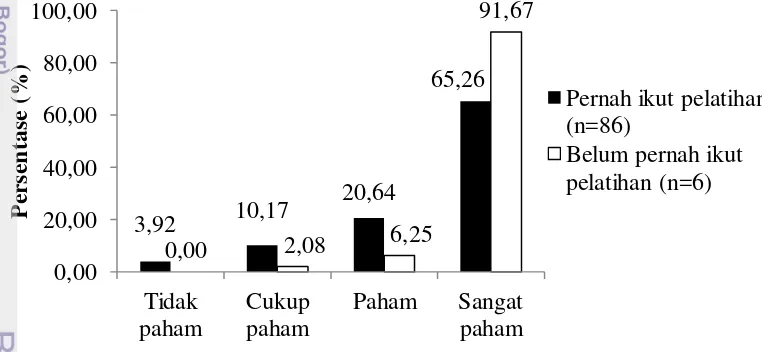
Berdasarkan Gambar 1, hampir 100% responden yang belum mengikuti pelatihan menyatakan sangat paham mengenai higiene dan sanitasi. Hal tersebut dapat dipengaruhi oleh latar belakang pendidikannya yaitu SMA. Namun demikian, pelatihan mengenai sanitasi dan higiene personal masih perlu dilakukan secara berkala dan konsisten dengan penyampaian materi yang lebih mudah dimengerti oleh karyawan. Hal ini dikarenakan persentase responden yang sudah pernah mengikuti pelatihan dan menyatakan tidak paham mengenai higiene dan sanitasi lebih banyak dibandingkan responden yang belum pernah mengikuti pelatihan. Menurut Mclntyre et al. (2013) pelatihan mengenai GMP dan personal hygiene secara berkala dapat memperbaiki dan mempertahankan pemahaman karyawan mengenai personal hygiene sehingga mereka tidak hanya sekedar mematuhi peraturan saja, tetapi juga mengetahui maksud dan tujuannya.
Gambar 1 Hubungan antara tingkat pemahaman responden terhadap higiene dan sanitasi dengan keikutsertaan pelatihan
10
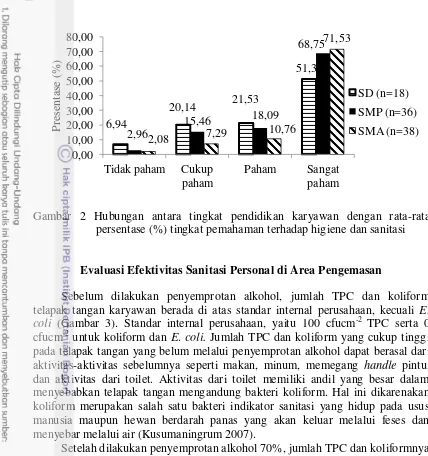
Gambar 2 Hubungan antara tingkat pendidikan karyawan dengan rata-rata persentase (%) tingkat pemahaman terhadap higiene dan sanitasi
Evaluasi Efektivitas Sanitasi Personal di Area Pengemasan
Sebelum dilakukan penyemprotan alkohol, jumlah TPC dan koliform telapak tangan karyawan berada di atas standar internal perusahaan, kecuali E. coli (Gambar 3). Standar internal perusahaan, yaitu 100 cfucm-2 TPC serta 0 cfucm-2 untuk koliform dan E. coli. Jumlah TPC dan koliform yang cukup tinggi pada telapak tangan yang belum melalui penyemprotan alkohol dapat berasal dari aktivitas-aktivitas sebelumnya seperti makan, minum, memegang handle pintu, dan aktivitas dari toilet. Aktivitas dari toilet memiliki andil yang besar dalam menyebabkan telapak tangan mengandung bakteri koliform. Hal ini dikarenakan koliform merupakan salah satu bakteri indikator sanitasi yang hidup pada usus manusia maupun hewan berdarah panas yang akan keluar melalui feses dan menyebar melalui air (Kusumaningrum 2007).
Setelah dilakukan penyemprotan alkohol 70%, jumlah TPC dan koliformnya berada di bawah standar internal perusahaan (Gambar 3). Total bakteri yang terdapat pada tangan para karyawan mengalami penurunan hingga rata-rata 97,70% setelah dilakukan penyemprotan alkohol 70%. Hal ini sesuai dengan Maksum et al. (2007) yang menyatakan bahwa persentase pengurangan total bakteri pada tangan para responden setelah diberi perlakuan hand sanitizer yang mengandung alkohol 70% adalah berkisar 93,41%-98,93%. Menurut Larson (1995), alkohol bertindak sebagai antimikroba dengan cara mendenaturasi protein bakteri sehingga dapat mengganggu metabolismenya. Alkohol dengan konsentrasi 70% paling efektif untuk sanitizer telapak tangan. Selain tidak menyebabkan kulit kering dan iritasi, potensinya untuk mendenaturasi protein semakin tinggi karena protein akan lebih mudah terdenaturasi jika terdapat air (Simonne 2011).
11
bak. Menurut Jenie (1988), kulit manusia yang bersih tidak pernah terbebas dari bakteri, apalagi kulit yang tidak bersih akan membawa berbagai macam dan jumlah mikroorganisme. Mikroorganisme tersebut kemudian akan mendapatkan nutrisi dari chicken nugget yang dikemas dengan tangan sehingga akan semakin meningkat jumlahnya apabila tidak dilakukan proses sanitasi dengan alkohol.
Setelah penyemprotan alkohol kembali, TPC telapak tangan karyawan mendekati 0 cfucm-2 dan tidak ditemukan koliform dan E. coli. Berdasarkan hal tersebut, peraturan penyemprotan alkohol setiap 15 menit sekali efektif untuk menurunkan jumlah mikroba telapak tangan. Akan tetapi, berdasarkan hasil pengamatan terhadap kebiasaan karyawan area pengemasan yang bersentuhan langsung dengan produk selama dua jam, peneyemprotan alkohol dilakukan 30 menit sekali. Selama ini, yang bertugas melakukan penyemprotan alkohol adalah operator sanitasi yang juga bertanggungjawab membersihkan area pengemasan. Hal inilah yang menyebabkan peraturan ini belum dilakukan secara konsisten. Agar penyemprotan alkohol setiap 15 menit sekali dapat dilakukan secara konsisten, operator sanitasi perlu diberi tanda pengingat berupa alarm.
Setiap individu memiliki jumlah TPC dan koliform yang bervariasi. Hal tersebut dapat dilihat dari besarnya nilai standar deviasi. Standar deviasi merupakan penyimpangan data dari rata-rata hitungnya. Menurut Sudjana (2006), semakin besar nilai standar deviasi maka semakin besar penyimpangan data dari rata-rata hitungnya. Sebaliknya, semakin kecil nilai standar deviasi, maka semakin kecil penyimpangannya. Berdasarkan hasil pengamatan, jumlah mikroba yang bervariasi ini dapat disebabkan oleh adanya aktivitas yang beragam di antara individu.
Gambar 3 Jumlah mikroba telapak tangan karyawan di area pengemasan Keterangan Gambar :
a : Sebelum penyemprotan alkohol b : 0 menit setelah disemprot alkohol c : 5 menit setelah disemprot alkohol d : 10 menit setelah disemprot alkohol e : 15 menit setelah disemprot alkohol
12
Efektivitas Sanitasi Mesin di Area Pemasakan dan Pengemasan
Jumlah mikroba di permukaan mesin produksi setelah melalui proses sanitasi harus berada di bawah standar internal perusahaan, yaitu 100 cfucm-2 untuk TPC serta 0 cfucm-2 untuk koliform dan E. coli. Berdasarkan Tabel 2, jumlah mikroba mesin penggorengan yang terbuat dari teflon dan konveyor mesin pemasakan setelah proses sanitasi berada di bawah standar internal perusahaan dan jumlahnya lebih sedikit dibanding ketiga mesin yang lain. Kedua mesin ini digunakan untuk proses produksi yang menghasilkan suhu lebih dari 100 0C. Kotoran yang dihasilkan kedua mesin ini berupa kotoran fisik yang mengandung lemak dan protein, bahkan dihasilkan kerak pada mesin penggorengan. Oleh karena itu, proses pembersihan mesin penggorengan menggunakan kaustik soda sedangkan mesin pemasakan menggunakan bahan pembersih alkali kuat. Kaustik soda dapat melakukan proses pembersihan dengan cara mengemulsi dan menyaponifikasi lemak, memperluas permukaan kotoran dan hidrolisa protein, melarutkan karbohidrat, dan menghancurkan bahan-bahan yang sukar larut (Austin 1996). Hasil pengamatan sebanyak lima kali, menunjukkan bahwa proses sanitasi yang dilakukan terhadap kedua mesin ini telah sesuai dengan peraturan yang telah ditetapkan oleh perusahaan. Hal tersebut menunjukkan bahwa proses sanitasi pada kedua mesin efektif untuk menurunkan jumlah mikroba permukaannya.
Tabel 3 Jumlah mikroba (cfucm-2) mesin produksi setelah proses sanitasi Mesin Parameter Selang
Keterangan: TT : Tidak ditemukan tumbuh dalam media n : 5
13
perusahaan dengan standar deviasinya yang cukup tinggi (Tabel 2). Berdasarkan hasil pengamatan, proses sanitasi konveyor mesin pembekuan telah sesuai dengan peraturan yang ditetapkan oleh perusahaan, yaitu menggunakan air hangat (±55
0
C). Hal ini menunjukkan bahwa proses sanitasi yang dilakukan belum efektif untuk menurunkan jumlah mikroba pada konveyor mesin pembekuan karena hasil analisis mikroba permukaannya masih berada di atas standar internal perusahaan. Menurut Taormina (2007), air panas (±82 0C) lebih banyak mereduksi bakteri dibandingkan dengan air hangat (±55 0C) dan tidak berbeda nyata dengan pembersihan menggunakan bahan kimia ammonium quaterner. Penggunaan sanitizer bahan kimia untuk dapat menurunkan mikroba pada konveyor mesin pembekuan lebih disarankan karena jika suhu air dinaikkan dapat merusak mesin tersebut.
Keluaran mesin pembekuan serta bak penampung memiliki proses sanitasi yang sama, yaitu dibersihkan dengan bahan pembersih alkali kuat kemudian dengan bahan sanitizer ammonium quaterner. Ammoium quaterner memiliki kemampuan sebagai bakterisida yang mampu membunuh sebagian besar mikroorganisme, namunkurang efektif terhadap gram negatif (Jenie 1988). Keefektifannya berkurang ketika ada bahan organik (Jenie 1988). Oleh karena itu, dilakukan proses pembersihan terlebih dahulu dengan detergen alkali kuat. Rata-rata jumlah mikroba di permukaan kedua mesin setelah melalui proses sanitasi berada di atas standar internal perusahaan, kecuali untuk E. coli yang tidak ditemukan (Tabel 2). Berdasarkan hasil pengamatan, hal tersebut diakibatkan tiga dari lima kali pengamatan proses sanitasi keluaran mesin pembekuan dan bak penampung belum sesuai dengan peraturan yang diterapkan oleh perusahaan. Apabila proses sanitasinya dilakukan sesuai peraturan perusahaan, jumlah mikrobanya mendekati 0 cfucm-2. Hal ini terlihat dari nilai terkecil selangnya yang berada di bawah standar internal perusahaan (Tabel 2).
Efektivitas Sanitasi Area Pemasakan dan Pengemasan
14
Proses sanitasi lantai area pemasakan dan pengemasan dilakukan dengan mengepel lantai minimal dua kali per shift. Lantai dipel dengan bahan pembersih yang mengandung bahan aktif alkali kuat yang mampu mengangkat kotoran berupa lemak dan protein. Berdasarkan Tabel 3, proses sanitasi di area pemasakan dan pengemasan yang dilakukan secara konsisten mampu menurunkan jumlah mikroba udara hingga di bawah standar internal yang ditetapkan, yaitu 100 cfu90
-1
mm-230-1menit-1. Hal tersebut sesuai dengan Sanz et al. (2011) yang menyebutkan bahwa frekuensi proses sanitasi yang konsisten pada area produksi wine dapat menurunkan jumlah cemaran mikroba di udara.
Evaluasi Jumlah Mikroba pada Produk Akhir Setelah Pemasakan dan Pembekuan
Produk yang telah melalui proses penggorengan dan pemasakan akan memiliki jumlah mikroba yang rendah karena pada suhu di atas 100 0C (Tabel 5). Pada suhu di atas 100 0C mikroba akan mati (Toledo 1991). Akan tetapi pada menit ke- 0, yaitu setelah produk keluar darimesin pembekuan memiliki rata-rata jumlah TPC mencapai 3,0 log cfug-1 dan memiliki rata-rata koliform 1,0 log cfug-1 meskipun tidak ditemukan adanya E. coli (Tabel 3). Rekontaminasi tersebut dapat terjadi karena proses sanitasi yang sebenarnya efektif untuk menurunkan jumlah mikroba mesin, masih belum dilakukan secara konsisten. Lingkungan tidak merekontaminasi karena densitas mikroba udara area pemasakan maupun pengemasan sudah sesuai standar.
15
Menurut BPOM (2008), pengujian sampel makanan dan metode yang digunakan akan selalu mengacu kepada persyaratan yang telah ditetapkan. Parameter mikroba yang diuji pada produk chicken nugget dalam penelitian ini adalah Angka Lempeng Total atau Total Plate Count, koloni koliform, dan koloni E. coli. Metode yang digunakan untuk pengujian koliform dan E. coli tidak menggunakan metode MPN seperti yang dipersyaratkan dalam SNI tetapi menggunakan media selektif Briliance agar (Oxoid).
Media selektif Briliance agar merupakan media yang mengandung substrat kromogenik yang dapat mendeteksi koliform dan E coli secara bersamaan (Oxoid 2011). Hal ini dikarenakan pada media tersebut terdapat dua macam kromogen yang digunakan, yaitu kromogen yang dapat mendeteksi aktivitas enzim β -D-Glucuronidase (GLUC) yang dihasilkan oleh E coli dan β-D-Galaktosidase (GAL) yang dihasilkan oleh koliform (Kodaka et al. 1995). Subsrat kromogen yang spesifik terhadap enzim GLUC akan menghasilkan warna violet sedangkan substrat kromogen yang spesifik terhadap enzim GAL akan menghasilkan warna merah muda. Berdasarkan hal tersebut, pada media ini koliform akan berwarna merah muda sedangkan E. coli berwarna violet. Menurut Bio-Rad (2007), metode enumerasi untuk koliform dan E. coli ini telah divalidasi oleh AOAC sehingga dapat digunakan oleh industri pangan untuk pengujian koliform dan E. coli secara cepat.
Hasil dari pengujian dengan metode agar cepat tidak dapat dikonversikan ke hasil metode kualitatif begitu juga sebaliknya. Akan tetapi, Indriani (2010) menyebutkan bahwa metode cepat yang menggunakan medium Fluorocult LMX broth, Chromocult Coliform Agar dan Readycult Coliform 100 terbukti dapat memberikan hasil yang sebanding dengan metode APM konvensional dalam pengujian E.coli di air proses PT. Yummy Food Utama dengan waktu analisa yang lebih cepat dan prosedur kerja yang lebih sederhana. Selain itu, Chitov dan Rattanachaiyanon (2010) telah melakukan analisis E. coli pada kultur murni, pangan mentah dan pangan beku dengan metode MPN yang kemudian dibandingkan dengan metode agar cepat. Media yang digunakan adalah TBX yang selektif terhadap E. coli. Hasil penelitiannya menunjukkan bahwa hasil analisis E. coli pada pangan beku dengan metode agar cepat TBX sebesar 0–10 cfug-1, memberikan hasil antara < 3 MPNg-1 hingga 9,1 MPNg-1. Berdasarkan hal tersebut, dapat dikatakan bahwa untuk memperoleh produk yang memiliki jumlah E. coli yang sesuai standar SNI (< 3 MPNg-1) maka pada hasil pengujian dengan metode agar cepat harus 0 cfug-1 atau pada media tersebut tidak ditumbuhi E. coli. Selain itu, untuk memperoleh jumlah koliform chicken nugget yang sesuai standar SNI, yaitu maksimal 10 MPNg-1, maka hasil pengujian dengan metode agar cepat harus memberikan hasil maksimal 10 cfug-1 atau 1,0 log cfug-1. Namun demikian, perusahaan sebaiknya melakukan validasi dan verifikasi internal terkait hal ini.
16
itu, dapat juga disebabkan oleh suhu area pengemasan yang berkisar 16-19 0C yang merupakan danger zone (5–60 0C) dan adanya waktu generasi atau pertumbuhan mikroba tersebut pada interval waktu tertentu. Di dalam medium pertumbuhan di laboratorium waktu generasi untuk koliform 15–20 menit (Rahayu dan Nurwitri 2012). Oleh karena itu, untuk mencegah peningkatan jumlah mikroba pada produk, sebaiknya produk berada di bak penampung maksimal 15 menit.
SIMPULAN DAN SARAN
Simpulan
Proses sanitasi yang ditetapkan perusahaan efektif untuk menurunkan jumlah mikroba pada telapak tangan, mesin, dan udara, kecuali sanitasi pada konveyor mesin pembekuan. Penerapan proses sanitasi karyawan dan peralatan produksi belum secara konsisten dilakukan sesuai dengan peraturan yang ditetapkan perusahaan. Hal ini dapat disebabkan tingkat pemahaman karyawan terhadap higiene dan sanitasi belum merata. Proses sanitasi yang tidak sesuai dengan peraturan yang diterapkan oleh perusahaan dapat menyebabkan jumlah mikroba di permukaan mesin produksi dan telapak tangan karyawan di atas standar internal perusahaan. Hal ini dapat menyebabkan peningkatan jumlah mikroba pada produk akhir yang berada di bak penampung. Jumlah koliform produk akhir tidak memenuhi SNI setelah 15 menit berada di dalam bak penampung.
Saran
Pelatihan secara berkala dan interaktif kepada karyawan area pengemasan harus selalu tetap dilaksanakan agar mereka memiliki tingkat pemahaman yang tinggi mengenai higiene dan sanitasi. Peraturan penyemprotan alkohol setiap 15 menit sekali efektif untuk menjaga kualitas mikroba telapak tangan area pengemasan sesuai standar sehingga tidak merekontaminasi produk. Oleh karena itu harus dilakukan secara konsisten dengan cara memberi tanda pengingat kepada petugas yang menyemprotkan alkohol. Pengujian angka Staphylococcus aureus sebaiknya juga dilakukan karena juga merupakan salah satu bakteri indikator sanitasi.
Pelatihan mengenai proses sanitasi yang benar kepada operator sanitasi perlu dilakukan kembali agar peraturan sanitasi mesin dapat dijalankan dengan baik sehingga jumlah mikroba mesin dapat menurun. Selain itu, pada pembersihan konveyor mesin pembekuan sebaiknya menggunakan sanitizer bahan kimia untuk menurunkan jumlah mikroba pada mesin tersebut.
17
DAFTAR PUSTAKA
Austin GT. 1996. Industri Proses Kimia. Jakarta (ID): Erlangga.
[BAM] Bacteriological Analytical Manual. 2001. Aerobic plate count [Internet]. USA: FDA. [diunduh 2013 Juni 20]. Tersedia pada:
[BSN] Badan Standarisasi Nasional. 2002. SNI. 01-6683: Naget Ayam (Chicken nugget). Jakarta (ID): Badan Standarisasi Nasional.
____. 2009. SNI ISO 22000:2009. Jakarta (ID): Badan Standarisasi Nasional. [CAC] Codex Alimentarius Commission. 2001. Food Hygiene. Basic Texts. 2nd
ed. Di dalam Huss HH, Ababouch L, Gram L. 2003. Assessment and Management of Seafood Safety and Quality. Roma: FAO Fisheries Technical Paper (No 444).
Chitov T dan Rattanachaiyanon S. 2010. Matching the results of Escherichia coli analysis in pure culture and food models obtained through the Most Probable Number and through Tryptone Bile X-Glucuronide chromogenic plate count methods. Ajofai. 3(02):258-268.
Dewanti R. 2006. Sistem manajemen keamanan pangan modern berbasis risiko. Di dalam: Utama Z, Pranoto Y, Cahyanto MN, Suparno, Santoso U, Sutardi, Harmayani E, editor. Pengembangan Teknologi Pangan untuk Membangun Kemandirian Pangan. Seminar Nasional PATPI; 2006 Agustus 2-3; Yogyakarta, Indonesia. Yogyakarta (ID): Universitas Gajah Mada. hlm 127-132.
Elliot RP. 1980. Cleaning and Sanitizing. Di dalam Katsuyama AM. Principle of Food Processing Sanitation. Washington (USA): The Food Processors Institute.
Fardiaz S. dan Jenie BSL. 1989. Uji Sanitasi dalam Industri Pangan. Bogor (ID): Institut Pertanian Bogor.
[FSA] Food Standards Agency. 2008. Management of outbreaks of foodborne illness in England and Wales [internet]. USA:FDA. [diunduh 2013 Juni 23]. Tersedia pada: http://www.food.gov.uk.
Holah J. 2005. Cleaning and Desinfection. Cambridge (USA): Woodhead Publishing Limited.
Indriani DK. 2010. Perbandingan metode pengujian E. coli secara konvensional dan cepat pada sampel air. [tesis]. Bogor (ID): Institut Pertanian Bogor Jenie BSL. 1988. Sanitasi Dalam Industri Pangan. Bogor (ID) : Institut Pertanian
18
_____.2007. Sanitasi Dalam Penanganan Pangan. Jakarta (ID): Universitas Terbuka.
Kodaka H, Ishikawa M, Iwata M, Kashitani F, Mizuochi S, Yamaguchi K. 1995. Evaluation of new medium with chromogenic substrates for members of the Family Enterobacteriaceae in Urine Samples. J of Clinical Microbiology. 33(1): 199-201
Kusumaningrum, H.D. 2007. Bakteri Indikator Sanitasi. Di Dalam Food Review. 2(6). Bogor (ID): PT Media Pangan Indonesia.
Larson EL. 1995. APIC guidelines for handwashing and hand antisepsis in health care settings. Am J Infect Control. 23:251-269.
Maksum R, Suryadi H, Ariyanti D. 2007. Uji efektivitas Antimikroba beberapa merk dagang pembersih tangan antiseptik. Majalah Ilmu Kefarmasian. 4(1): 1-6.
Marriott NG. 1999. Principle of Food Sanitation. 4th ed. Maryland (USA): Aspen Publisher Inc.
Marriot NG dan Gravani RB. 2006. Principles of Food Sanitation. 5th ed. New York (USA): Springer Science and Business Media.
Mclntyre L, Vallaster L, Wilcott L, Henderson SB, Kosatsky T. 2012. Evaluationof food safety knowledge, attitudes, and self-reported hand washing practices in foodsafe trained and untrained food handlers in British Columbia, Canada. J Food Control. 30:150-156.
Oxoid. 2011. Safety data Sheet of Chromogenic E coli Coliform Medium [internet]. [diunduh 2013 Juni 30]. Tersedia pada: htttp://www.oxoid.com Rahayu WP dan Nurwitri CC. 2012. Mikrobiologi Pangan. Bogor (ID): IPB
Press.
Rose P. 2011. Is personal hygiene still a problem within the food industry? [internet]. [diunduh 2013 juni 23]. Tersedia pada: http://www.sts-solutions.com/foodsafety/personalhygiene.
Sanz S, Olarte C, Lopez R, Santamaria P, Garijo P, Gutierrez AR, Ocon E. 2011. Factors of influence in distribution of mold in the air. J Food Sci. 76(3):169-174.
Schmidt RH. 2011. Basic elements of a sanitation program for food processing and food handling [Internet]. Florida (USA): University of Florida. [diunduh 2013 Juni 20]. Tersedia pada: http://edis.ifas.ufl.edu.
Simonne A. 2011. Hand hygiene and hand sanitizers [internet]. Florida (USA): University of Florida. [diunduh 2013 Juni 23]. Tersedia pada: http://edis.ifas.ufl.edu.
Soekarto ST. 1990. Dasar-dasar Pengawasan dan Standarisasi Mutu Pangan. Bogor (ID): PAU Pangan dan Gizi IPB.
Sudjana. 2006. Metode Statistika. Bandung (ID): Tarsito.
Suratmono. 2005. Keamanan pangan Produk Olahan Berbasis Produk ternak. Di dalam Lokakarya Nasional Keamanan Pangan Produk Peternakan. Indonesia (ID) : BPOM RI
Taormina PJ, Dorsa WJ. 2007. Evaluation of hot water and sanitizer dip treatments of knives contaminated with bacteria and meat residue. J Food Prot. 70 (3): 648-654.
19
Troller JA. 1983. Sanitation in Food Processing. New York (USA): Academic Press.
20
Lampiran 1 Persyaratan chicken nugget (naget ayam) sesuai SNI 01-6683-2002 (Badan Standardisasi Nasional 2002).
No Jenis Uji Satuan Persyaratan
1 Keadaan
1.1 Aroma - normal
1.2 Rasa - normal
1.3 Tekstur - normal
2 Benda Asing - tidak boleh ada
3 Air %, b/b maks 60
4 Protein %, b/b min.12
5 Lemak %, b/b maks. 20
6 Karbohidrat %, b/b maks. 25
7 Kalsium (Ca) mg/100 g maaks. 30
8 Bahan Tambahan Makanan
8.1 Pengawet - sesuai dengan SNI
01-0222-1995
8.2 Pewarna -
9 Cemaran Logam
9.1 Timbal mg/kg maks. 2,0
9.2 Tembaga mg/kg maks. 20,0
9.3 Seng mg/kg maks. 40,0
9.4 Timah mg/kg maks. 40,0
9.5 Raksa mg/kg maks. 0,03
10 Cemaran Arsen mg/kg maks. 1,00
11 Cemaran Mikroba
11.1 Angka Lempeng Total koloni/g maks. 5x104
11.2 Coliform APM/g maks. 10
11.3 E. coli APM/g <3
11.4 Salmonella /25 g negatif
21
Lampiran 2 Kuesioner mengenai GMP dan Higiene 1. Anda bekerja pada bagian mana ?
a. Frying b. Packing
2. Apakah pendidikan terakhir Anda a. SD
4. Apa yang Anda ketahui mengenai sanitasi ? a. Tidak tahu dengan pasti
b. Hal-hal yang berkaitan dengan kebersihan c. Mencegah adanya kotoran
d. Mencegah, memelihara dan membersihkan semua bagian dari kotoran 5. Apa yang Anda ketahui mengenai personal hygiene ?
a. Tidak tahu dengan pasti b. Kebersihan diri
c. Tindakan seseorang untuk menjaga kebersihan diri sebagai salah satu upaya pencegahan terjadinya penyakit baik pada dirinya atau orang lain.
d. Tindakan seseorang untuk menjaga kebersihan diri sebagai salah satu upaya pencegahan terjadinya penyakit baik pada dirinya atau orang lain agar dapat menjaga higienitas produk.
6. Apa fungsi dari penggunaan hairnet, masker, dan sarung tangan ? a. Tidak ada fungsi
b. Agar seragam
c. Menutupi rambut, hidung, mulut dan tangan d. Mencegah kontaminasi ke produk
7. Apa fungsi dari penomoran baju 1 dan 2 ? a. Tidak tahu atau tidak ada fungsinya
b. Digunakan secara bergantian setelah dipakai tiga hari (senin, selasa, rabu memakai nomor 1 kemudian kamis, jumat, sabtu memakai nomor 2)
22
(Lanjutan) Lampiran 2 Kuesioner mengenai GMP dan Higiene
d. Digunakan secara bergantian setiap harinya (selang-seling per harinya) karena mengikuti jadwal dan untuk mencegah kontaminasi dari baju seragam ke produk.
8. Apa fungsi dari mencelupkan boot, mencuci tangan dengan sabun sebelum memasuki ruang produksi dan atau setelah dari toilet ke dalam larutan klorin serta penyemprotan alkohol atau mencuci tangan dengan klorin setiap 15 menit sekali dan pada saat mulai kotor?
a. Tidak perlu
b. Mematuhi aturan dari QA c. Membersihkan boot dan tangan
d. Mencegah kontaminasi ke produk sehingga produk terjaga keamanannya.
9. Apa fungsi dari peraturan yang melarang berkuku panjang, berjanggut panjang, berambut panjang, pemakaian perhiasan dan make up?
a. Tidak perlu karena tidak ada kaitannya dengan produksi b. Agar terlihat rapi dan bersih serta tidak ada kesenjangan sosial
c. Agar kuku, janggut, rambut, perhiasan, make up tidak mengganggu selama produksi
d. Agar kuku, janggut, rambut, perhiasan, make up tidak mengkontaminasi bahan ataupun produk
10. Menurut anda siapakah yang bertanggung jawab terhadap masalah kebersihan di area produksi?
a. Tidak ada
b. Operator produksi c. Operator sanitasi d. Semua
11.Apa yang Anda lakukan jika Anda mengalami penyakit kulit di tangan atau flu selama berada di pabrik ?
a. Tetap masuk kerja karena penyakit tersebut penyakit yang ringan b. Segera izin untuk tidak bekerja dan beristirahat
c. Segera izin untuk tidak bekerja karena dapat membahayakan diri d. Segera izin untuk tidak bekerja karena penyakit tersebut dapat
23
Lampiran 3 Hasil kuesioner sanitasi dan higiene
No Pertanyaaan Jumlah (%)
1 Area pekerjaan
a. Frying 6 6,52
b. Packing 86 93,48
Jumlah 92 100
2 Pendidikan terakhir
a. SD 18 19,57
b. SMP 38 41,3
c. SMA 36 39,13
d. Diploma 0 0
e. Sarjana 0 0
Jumlah 92 100
3 Keikutsertaan training atau pelatihan mengenai GMP dan personal hygiene
a. Belum 6 6,52
b. Pernah 86 93,48
Jumlah 92 100
4 Pengetahuan mengenai sanitasi
a. Tidak tahu dengan pasti 5 5,43
b. Mencegah adanya kotoran 4 4,35
c. Hal-hal yang berkaitan dengan kebersihan 37 40,22
d. Mencegah, memelihara dan membersihkan semua bagian
dari kotoran 46 50
Jumlah 92 100
5 Pengetahuan mengenai personal hygiene
a. Tidak tahu dengan pasti 17 18,48
b. Kebersihan diri 4 4,35
c. Tindakan seseorang untuk menjaga kebersihan diri sebagai salah satu upaya pencegahan terjadinya penyakit baik pada dirinya atau orang lain.
7 7,61
d. Tindakan seseorang untuk menjaga kebersihan diri sebagai salah satu upaya pencegahan terjadinya penyakit baik pada
dirinya atau orang lain agar dapat menjaga higienitas produk. 64 69,57
24
(Lanjutan) Lampiran 3 Hasil kuesioner sanitasi dan higiene
No Pertanyaaan Jumlah (%)
6 Fungsi penggunaan hairnet, masker, dan sarung tangan
a. Tidak ada fungsi 0 0 b. Digunakan secara bergantian setelah dipakai tiga hari
(senin, selasa, rabu memakai nomor 1 kemudian kamis, jumat, sabtu memakai nomor 2)
38 41,3 c. Digunakan secara bergantian setiap harinya
(selang-seling per harinya) karena mengikuti jadwal. 12 13,04
d. Digunakan secara bergantian setiap harinya (selang-seling per harinya) karena mengikuti jadwal dan untuk mencegah kontaminasi dari baju seragam ke produk.
39 42,39
Jumlah 92 100
8
Fungsi dari pencelupkan boot, pencucian tangan dengan sabun sebelum memasuki ruang produksi dan atau setelah dari toilet ke dalam larutan klorin serta penyemprotan alkohol atau mencuci tangan dengan klorin setiap 15 menit sekali dan pada saat mulai kotor?
a. Tidak perlu 1 1,09
b. Mematuhi aturan dari QA 3 3,26
c. Membersihkan boot dan tangan 10 10,87
d. Mencegah kontaminasi ke produk sehingga produk
terjaga keamanannya. 78 84,78
Jumlah 92 100
9 Fungsi dari pelarangan berkuku panjang, berjanggut panjang, berambut panjang, pemakaian perhiasan dan make up
a. Tidak perlu karena tidak ada kaitannya dengan produksi 1 1,09 b. Agar terlihat rapi dan bersih serta tidak ada kesenjangan
sosial 4 4,35
c. Agar kuku, janggut, rambut, perhiasan, make up tidak
mengganggu selama produksi 15 16,3
d. Agar kuku, janggut, rambut, perhiasan, make up tidak
mengkontaminasi bahan ataupun produk 72 78,26
25
(Lanjutan) Lampiran 3 Hasil kuesioner sanitasi dan higiene
No Pertanyaaan Jumlah (%)
10 Tanggung jawab terhadap kebersihan area produksi
a. Tidak ada 0 0
c. Operator sanitasi 6 6,5
b. Operator produksi 33 35,87
d. Semua 53 57,61
Jumlah 92 100
11 Sikap yang harus dilakukan jika mengalami penyakit kulit di tangan atau flu selama berada di pabrik
a. Tetap masuk kerja karena penyakit tersebut penyakit yang
ringan 0 0
b. Segera izin untuk tidak bekerja dan beristirahat 10 10,87 c. Segera izin untuk tidak bekerja karena dapat membahayakan
diri 5 5,43
d. Segera izin untuk tidak bekerja karena penyakit tersebut dapat mengkontaminasi bahan dan produk serta dapat membahayakan keselamatan diri
77 83,7
26
Lampiran 4 Jumlah mikroba (cfucm-2) telapak tangan karyawan area pengemasan
27
Lampiran 5 Jumlah mikroba (cfucm-2) mesin produksi
28
Lampiran 6 Densitas mikroba udara area pemasakan dan pengemasan
Area pemasakan Area Pengemasan
Suhu (0C) TPC
(cfu90-1mm-230-1menit-1) Suhu (
0
C) TPC
(cfu90-1mm-230-1menit-1)
40 4 16 10
36 31 19 41
36 23 19 14
40 3 18 15
38 5 18 20
38 9 19 53
38 7 18 9
36 12 19 10
36 16 19 13
40 3 16 7
38 4 16 2
36 10 18 35
36 - 40 3 - 31 16 - 19 2 - 53
29
Lampiran 7 Jumlah mikroba pada produk akhir setelah pemasakan dan pembekuan
Keterangan
TPC Koliform E. Coli
cfug-1 log
cfug-1 cfug
-1 log
cfug-1 25
-1
g-1 Setelah
pemasakan
U1 7,2x102 1,3 TT TT TT
U2 1,4x102 2,2 TT TT TT
1,8±0,6 TT
Setelah pembekuan
U1 7,2x102 2,9 2x10 3,1 TT
U2 1,1x103 3,0 TT TT TT
U3 1,2x103 3,1 TT TT TT
3,0±0,1 1,0±0,4
10 menit setelah pembekuan
U1 1,9x103 3,3 TT TT TT
U2 1,3x103 3,1 2x10 1,3 TT
U3 2,4x103 3,4 4x10 1,6 TT
3,3±0,1 1,0±0,9
15 menit setelah pembekuan
U1 1,9x103 3,3 TT TT TT
U2 1,8x103 3,3 3x10 1,5 TT
U3 5,5x104 4,7 5x10 1,7 TT
3,8±0,9 1,1±0,9
Keterangan: TT: tidak terdeteksi
30
RIWAYAT HIDUP
Penulis dilahirkan di Sukoharjo, Jawa Tengah pada tanggal 23 Agustus 1991 dari ayah Sudi Wahono dan ibu Murwaningsih. Penulis merupakan putri pertama dari dua bersaudara. Pada tahun 2003 penulis lulus dari SD Negeri Karanganyar 1 dan pada tahun 2006 penulis lulus dari SMP Negeri 2 Weru. Pada tahun yang sama penulis melanjutkan pendidikan di SMA Negeri 1 Sukoharjo. Setelah lulus pada tahun 2009, penulis diterima di IPB melalui jalur Undangan Seleksi Masuk IPB (USMI). Penulis diterima pada Program Studi Ilmu dan Teknologi Pangan, Fakultas Teknologi Pertanian.
Selama mengikuti perkuliahan, penulis aktif dalam beberapa kegiatan kemahasiswaan, antara lain anggota HIMITEPA, anggota tetap FPC (2011), staf divisi danus dalam kepanitiaan HACCP XIX (2011), staf divisi kestari dalam kepanitiaan LCTIP XIX (2011), dan staf divisi medis dalam kepanitiaan BAUR 2011 (2011). Selain itu, penulis juga pernah menjadi asisten praktikum teknik pangan 2012/2013. Pada tahun 2009 penulis berhasil menjadi finalis dalam Lomba Pengantar Matematika yang diadakan oleh GUMATIKA IPB. Penulis juga pernah mengikuti Program Kreativitas Mahasiswa (PKM) pada tahun 2010. Penulis merupakan salah satu mahasiswa penerima beasiswa Penunjang Prestasi Akademik (PPA) dari tahun 2009-2013.