PERANCANGAN SISTEM KESEIMBANGAN LINTASAN
PRODUKSI DENGAN TEKNIK SIMULASI PADA
PT. CAHAYA KAWI ULTRA POLYINTRACO
Tugas Sarjana
Diajukan untuk Memenuhi Sebagian dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh :
INDRA S. F. SRG
040403076
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
PERANCANGAN SISTEM KESEIMBANGAN LINTASAN
PRODUKSI DENGAN TEKNIK SIMULASI PADA
PT. CAHAYA KAWI ULTRA POLYINTRACO
Diajukan untuk Memenuhi Sebagian dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh :
INDRA S. F. SRG
040403076
Disetujui Oleh :
Dosen Pembimbing I
(Ir. ABADI GINTING SS, MSIE)
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
KATA PENGANTAR
Alhamdulilah segala puji dan syukur penulis panjatkan kehadirat Allah
SWT, yang telah memberikan rahmat dan karunia-Nya sehingga penulis dapat
menyelesaikan penulisan laporan Tugas Sarjana ini. Pembuatan laporan Tugas
Sarjana ini merupakan salah satu syarat memperoleh gelar sarjana teknik di
Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
-Penulis melaksanakan penelitian Tugas Sarjana ini di PT. Cahaya Kawi
Ultra Polyintraco yang bergerak di bidang produksi tempat tidur yaitu matras
spring bed. Adapun judul penelitian yang saya angkat adalah “Perancangan
Sistem Keseimbangan Lintasan Produksi dengan Teknik Simulasi”.
Penulis menyadari masih banyak kekurangan dalam penulisan laporan
Tugas Sarjana ini, karena pengetahuan dan pengalaman penulis yang masih
terbatas. Oleh karena itu penulis harapkan kritik dan saran yang bersifat
membangun untuk menyempurnakan laporan Tugas Akhir ini.
Akhir kata, penulis mengharapkan agar laporan Tugas Sarjana ini dapat
memberikan manfaat bagi penelitian-penelitian selanjutnya..
Medan, Mei 2009
UCAPAN TERIMA KASIH
Dalam melaksanakan penelitian Tugas Akhir sampai dengan selesainya
laporan ini, banyak pihak-pihak yang telah membantu penulis dalam proses
penyelesaiannya, oleh karena itu pada kesempatan ini penulis mengucapkan
terima kasih kepada:
1. Keluarga tercinta, yaitu kedua orang tua serta adik-adikku. Kedua nenek dan
kakek yaitu Hj. Halimah Nasution dan H. Syamu’il Lubis yang telah mendidik
penulis dengan kasih sayang dari sejak kecil hingga saat ini. Semoga
kehidupan hari tua mereka dipenuhi keberkahan oleh Allah SWT.
2. Bapak Ir. Abadi Ginting, SS, MSIE selaku dosen pembimbing I yang telah
meluangkan waktu dan pemikirannya serta mengarahkan penulis dalam
menyelesaikan penelitian Tugas Akhir ini. Penulis mendapatkan banyak
informasi-informasi yang begitu luas dari beliau tentang disiplin ilmu Teknik
Industri.
3. Bapak Prof. DR. Ir. Sukaria Sinulingga selaku ketua bidang Rekayasa Sistem
Manufaktur yang telah membimbing dan mengarahkan penulis selama
kegiatan pra-proposal Tugas Akhir.
4. Ibu Ir. Rosnani Ginting, MT selaku Ketua Departemen Teknik Industri,
Fakultas Teknik, Universitas Sumatera Utara, Medan.
5. Bapak Aulia Ishak, ST, MT selaku Koordinator Tuhas Akhir Departemen
6. Bapak Zulchairi Harahap selaku Kabag. Personalia PT. Cahaya Kawai Ultra
Polyintraco yang telah mengizinkan penulis melakukan penelitian di lantai
pabrik PT. Cahaya Kawai Ultra Polyintraco.
7. Bang Bowo, Bang Mijo, Bu Ani, dan kak Dina staf pegawai Departemen
Teknik Industri yang memberikan bantuan untuk mengurus administrasi
Tugas Akhir ini.
8. Teman terdekat penulis Ade Andriani, S. Ked. yang sangat penulis sayangi,
terima kasih atas dukungan dan semangat yang engkau berikan.
9. Kepada semua asisten Lab. Statin: Maya ST, Elfrida ST, IZ ST dan
adik-adikku (Melda 05, Dwi 05, Sinta 06, Fieley 06) serta (Budi 05, Velino 05,
Riski 06, Eko 06, Delfandi 06) buat semuanya lakukanlah perbaikan yang
berkelanjutan pada lab. Statin dan tingkatkan kualitas pembelajarannya!.
10. Sahabat-sahabat penulis stambuk 2004, Hariadi (makasih atas pinjaman
komputernya), Desima, Fikri ST, Valentine, Albert ST, Amin dan seluruh
sahabat penulis stambuk 2004 terima kasih atas bantuan dan motivasi kepada
penulis selama mengerjakan laporan Tugas Akhir ini. Buat Adik-adik stambuk
2005, Khafyan Siregar, Nella Siregar, Doddy, Martina, Adel, Rini, Dila, Juni
dan adik-adik stambuk 2005 yang namanya tidak dapat disebutkan satu
persatu makasih atas kekeluargaan yang telah kita jalin selama ini.
Medan, Mei 2009
DAFTAR ISI
BAB HALAMAN
KATA PENGANTAR ... i
UCAPAN TERIMA KASIH ... ii
DAFTAR ISI ... iv
DAFTAR TABEL ... xi
DAFTAR GAMBAR ... xiii
DAFTAR LAMPIRAN ... xv
ABSTRAK ... xvi
I. PENDAHULUAN
1.1. Latar Belakang Permasalahan ... I-1
1.2. Rumusan Permasalahan . ... I-3
1.3. Tujuan Penelitian ... I-3
1.4. Manfaat Penelitian ... I-3
1.5. Pembatasan Masalah dan Asumsi ... I-4
1.6. Sistematika Penulisan Tugas Akhir ... I-5
II. GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan ... II-1
2.2. Ruang Lingkup Bidang Usaha ... II-2
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.3.1. Struktur Organisasi ... II-2
2.3.2. Uraian Tugas dan Tanggung Jawab ... II-5
2.3.3. Tenaga Kerja dan Jam Kerja ... II-9
2.3.4. Sistem Pengupahan dan Fasilitas yang Digunakan ... II-11
2.3.4.1. Tunjangan ... II-12
2.3.4.2. Fasilitas ... II-12
2.4. Proses Produksi ... II-13
2.4.1. Bahan-bahan ... II-13
2.4.1.1. Bahan Baku ... II-13
2.4.1.2. Bahan Tambahan ... II-16
2.4.1.3. Bahan Penolong ... II-17
2.4.2. Uraian Proses Produksi ... II-17
2.4.2.1. Pembuatan Sandaran Spring Bed ... II-17
2.4.2.2. Pembuatan Matras Spring Bed ... II-19
2.4.2.3. Pembuatan Dipan Spring Bed ... II-21
2.5. Mesin dan Peralatan ... II-24
2.6. Utilitas ... II-26
III. LANDASAN TEORI
3.1. Simulasi ... III-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.1.2. Sistemn dan Lingkungan Sistem... III-1
3.1.3. Komponen Sistem ... III-2
3.1.4. Sistem Diskrit dan Kontinu ... III-3
3.1.5. Klassifikasi Model Simulasi ... III-4
3.1.6. Tahapan dalam Studi Simulasi ... III-5
3.1.7. Keuntungan Simulasi ... III-8
3.2. Studi Waktu Kerja ... III-9
3.2.1. Pengukuran Waktu Kerja dengan Jam Henti ... III-10
3.2.2. Penentuan Performance Rating ... III-11
3.2.2.1. Penentuan Performance Rating
dengan Westinghouse ... III-12
3.2.3. Perhitungan Allowance ... III-13
3.2.4. Penentuan Waktu Baku ... III-14
3.3. Keseimbangan Lintasan ... III-14
3.3.1. Masalah Line Balancing ... III-14
3.3.2. Keseimbangan Lintasan pendekatan Bobot Posisi ... III-16
3.4. Uji Kesesuian Distribusi (Goodness of Fit Test) ... III-18
3.4.1. Uji Chi Square ... III-18
3.4.2. Uji Kolmogorov-smirnov ... III-19
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.6. Verifikasi dan Validasi Model ... III-21
3.6.1. Verifikasi ... III-21
3.6.2. Validasi ... III-22
3.6.3. Analisis Output Hasil Simulasi ... III-23
3.7. Software ProModel dan Sta::Fit ... III-25
IV. METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian ... IV-1
4.2. .Objek Penelitian ... IV-1
4.3. Variabel Penelitian ... IV-1
4.4. Instrumen Penelitian ... IV-2
4.5. Studi Kepustakaan ... IV-2
4.6. Metode Pengumpulan Data ... IV-2
4.7. Metode Pengolahan data dan Pemecahan Masalah ... IV-3
4.8. Kesimpulan dan Saran ... IV-8
V. PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data ... V-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.1.2. Kapasitas Mesin dan Peralatan ... V-4
5.1.3. Jarak Perpindahan Antar Lokasi ... V-4
5.1.4. Pengukuran Waktu Operasi ... V-5
5.1.5. Layout Lantai Pabrik ... V-5
5.2. Pengolahan Data ... V-6
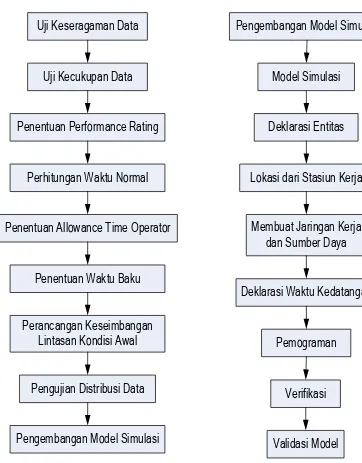
5.2.1. Uji Keseragaman Data Waktu ... V-6
5.2.2. Uji Kecukupan Data Waktu ... V-7
5.2.3. Perhitungan Waktu Baku... V-8
5.2.3.1. Penentuan Performance rating ... V-8
5.2.3.2. Perhitungan Waktu Normal ... V-10
5.2.3.3. Penentuan Allowance Time Operator... V-10
5.2.3.4. Penentuan Waktu Baku ... V-11
5.2.4. Perancangan Keseimbangan Lintasan ... V-12
5.2.4.1. Keseimbangan Lintasan Kondisi Awal ... V-13
5.2.5. Uji Distribusi Data Waktu Operasi/Stasiun Kerja ... V-16
5.2.5.1. Waktu Perakitan Per Bulat ... V-18
5.2.5.2. Waktu Penjahitan Quilting ... V-21
5.2.5.3. Waktu Perakitan Kawat Lis ... V-24
5.2.5.4. Waktu Pemotongan ... V-27
5.2.5.5. Waktu Penjahitan ... V-29
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.2.5.7. Waktu Penjahitan Lis... V-35
5.2.5.8 Waktu Packing ... V-38
5.2.6. Pengembangan Model Simulasi ... V-41
5.2.6.1. Model Simulasi ... V-41
5.2.6.2. Deklarasi Entitas... V-43
5.2.6.3. Deklarasi Lokasi dari Stasiun Kerja ... V-44
5.2.6.4. Jaringan Kerja dan Sumber Daya ... V-46
5.2.6.5. Deklarasi Waktu Kedatangan ... V-47
5.2.6.6. Pemograman ... V-48
5.2.7. Verifikasi dan Validasi Model ... V-49
5.2.7.1. Terminating Simulation ... V-49
5.2.7.2. Verifikasi Model... V-50
5.2.7.3. Jumlah Replikasi ... V-50
5.2.7.4. Validasi Model ... V-53
VI. ANALISA PEMECAHAN MASALAH
6.1. Analisis Keseimbangan Lintasan Kondisi awal ... VI-1
6.2. Analisis Hasil Model Simulasi Awal ... VI-2
6.2.1. Analisis Jumlah Produk Matras Spring Bed ... VI-4
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
6.2.3. Analisis Average Time In System ... VI-6
6.3. Pengembangan Alternatif Model ... VI-6
6.3.1. Alternatif Model 1 ... VI-7
6.3.2. Alternatif Model 2... VI-9
6.3.3. Alternatif Model 3... VI-11
6.4. Perbandingan Model Awal dengan Alternatif Model ... VI-12
6.4.1. Parameter Perbandingan Jumlah Produk Matras ... VI-12
6.4.2. Parameter Perbandingan Average Time In System ... VI-13
6.4.3. Parameter Perbandingan Persentasi Idle Stasiun Kerja ... VI-14
VII. KESIMPULAN DAN SARAN
7.1. Kesimpulan ... VII-1
7.2. Saran ... VII-2
DAFTAR PUSTAKA ... DP-1
DAFTAR TABEL
TABEL HALAMAN
2.1. Spesifikasi Jenis Produk Matras Spring Bed ... II-2
2.2. Uraian Jumlah Tenaga Kerja pada
PT. Cahaya Kawi Ultra Polyintraco ... II-9
2.3. Pembagian Jam Kerja PT. Cahaya Kawi Ultra Polyintraco ... II-11
2.4. Spesifikasi Mesin dan Peralatan ... II-25
5.1. Kapasitas Mesin dan Peralatan ... V-4
5.2. Jarak Perpindahan Antar Lokasi ... V-4
5.3. Parameter Uji Kecukupan Data ... V-7
5.4. Pembebanan Operasi Berdasarkan Stasiun Kerja Kondisi Awal ... V-14
5.5. Distribusi Frekuensi Waktu Perakitan Per Bulat ... V-19
5.6. Perhitungan Luas Frekuensi Harapan ... V-20
5.7. Perhitungan Luas Frekuensi Harapan dan Chi Kuadrat Hitung ... V-20
5.8. Distribusi Frekuensi Waktu Penjahitan Quilting ... V-22
5.9. Perhitungan Luas Frekuensi Harapan ... V-22
5.10. Perhitungan Luas Frekuensi Harapan dan Chi Kuadrat Hitung ... V-23
5.11. Distribusi Frekuensi Waktu Perakitan Kawat Lis ... V-25
5.12. Perhitungan Luas Frekuensi Harapan ... V-25
5.13. Perhitungan Luas Frekuensi Harapan dan Chi Kuadrat Hitung ... V-26
5.14. Distribusi Frekuensi Waktu Pemotongan ... V-27
DAFTAR TABEL
TABEL HALAMAN
5.16. Perhitungan Luas Frekuensi Harapan dan Chi Kuadrat Hitung ... V-28
5.17. Distribusi Frekuensi Waktu Penjahitan ... V-30
5.18. Perhitungan Luas Frekuensi Harapan ... V-31
5.19. Perhitungan Luas Frekuensi Harapan dan Chi Kuadrat Hitung ... V-31
5.20. Distribusi Frekuensi Waktu Perekatan ... V-33
5.21. Perhitungan Luas Frekuensi Harapan ... V-34
5.22. Perhitungan Luas Frekuensi Harapan dan Chi Kuadrat Hitung ... V-34
5.23. Distribusi Frekuensi Waktu Penjahitan Lis ... V-36
5.24. Perhitungan Luas Frekuensi Harapan ... V-37
5.25 Perhitungan Luas Frekuensi Harapan dan Chi Kuadrat Hitung ... V-37
5.26. Distribusi Frekuensi Waktu Packing ... V-39
5.27. Perhitungan Luas Frekuensi Harapan ... V-39
5.28. Perhitungan Luas Frekuensi Harapan dan Chi Kuadrat Hitung ... V-40
5.29. Ringkasan Hasil Uji Distribusi Waktu Operasi ... V-41
5.30. Jumlah Matras 10 Replikasi ... V-51
5.15. Uji Ketidaksamaan Jumlah Replikasi R ... V-52
5.16. Validasi Model Simulasi ... V-54
6.1. Pembebanan Operasi Berdasarkan Stasiun Kerja ... VI-1
6.2. Hasil Model Simulasi Awal dengan Confidence Interval 95 % ... VI-3
6.3. Utilisasi Stasiun Kerja dengan Confidence Interval 95 % ... VI-3
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi PT. Cahaya kawi Ultra Polyintraco... II-4
2.2. Blok Diagram Proses Pembuatan Sandaran ... II-18
2.3. Blok Diagram Proses Pembuatan Matras ... II-21
2.4. Blok Diagram Proses Pembuatan Dipan ... II-23
3.1. Tahapan Dalam Studi Simulasi... III-7
3.2. Bentuk Diagram Jaringan ... III-15
3.3. Tipe Simulasi Berkaitan dengan Metode ... III-24
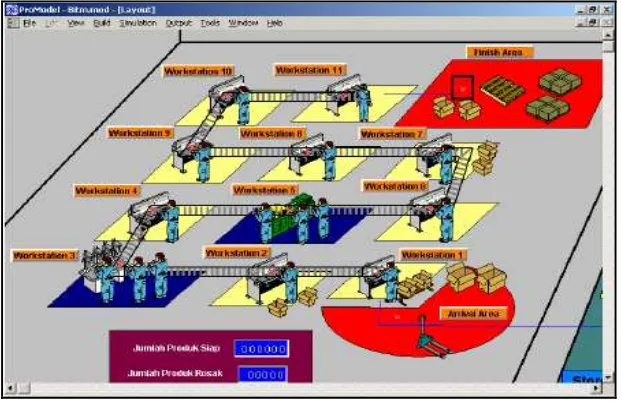
3.4. Visualisasi ProModel ... III-27
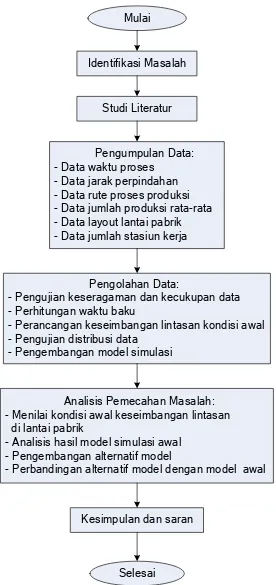
4.1. Flowchart Penelitian... IV-9
4.2. Blok Diagram Pengolahan Data ... IV-10
4.3. Metodologi Penelitian Menggunakan Metoda Simulasi ... IV-11
5.1. Blok Diagram Proses Pembuatan Matras Spring Bed ... V-3
5.2. Layout lantai Pabrik ... V-5
5.3. Precedence Diagram Produk Matras Spring Bed ... V-12
5.4. Layout Proses Produksi Matras Spring Bed ... V-42
5.5. Entity Flow Diagram Perakitan Spring Bed ... V-43
5.6. Entitas Rangka per, pelapis, dan matras ... V-44
5.7. Deklarasi entitas ... V-44
5.8. Tampilan Layout Model awal Dalam ProModel ... V-45
5.9. Deklarasi Location dari Stasiun Kerja ... V-45
DAFTAR GAMBAR (LANJUTAN)
GAMBAR HALAMAN
5.11. Deklarasi Resources ... V-47
5.12. Deklarasi Arrivals ... V-47
6.1. Variasi Produk Matras Hasil Simulasi ... VI-4
6.2. Perentasi Utilisasi Stasiun kerja/location ... VI-4
6.3. Variasi Waktu Rata-rata Produk Matras Dalam Sistem ... VI-6
6.4. Tampilan Layout Alternatif Model 1 ... VI-8
6.5. Persentasi Utilisasi Stasiun kerja Alternatif Model 1 ... VI-8
6.6.Tampilan Layout Alternatif Model 2 ... VI-10
6.7. Persentasi Utilisasi Stasiun kerja Alternatif Model 2 ... VI-10
6.8. Tampilan Layout Alternatif Model 3 ... VI-11
6.9. Persentasi Utilisasi Stasiun kerja Alternatif Model 3 ... VI-12
6.10. Perbandingan Rata-rata Jumlah Produk matras ... VI-13
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
Operation Process Chart matras spring bed ... L-1
Flow Process Chart matras spring bed ... L-2
Data pengukuran waktu proses (menit) produksi matras ... L-3
Hasil uji keseragaman data waktu proses (menit) produksi matras ... L-4
Hasil uji kecukupan data waktu proses (menit) produksi matras ... L-5
Hasil pengukuran waktu baku operasi ... L-6
Tabel performance rating pendekatan westinghouse ... L-7
Tabel besarnya kelonggaran berdasarkan faktor-faktor yang berpengaruh .... L-8
Tabel t-student ... L-9
Abstrak
PT. Cahaya kawi Ultra Polyntraco adalah perusahaan yang bergerak di bidang pembuatan matras spring bed. Dalam melakukan kegiatan produksi bersifat mass production dan job order (pesanan). Perusahaan ini melakukan diversifikasi produk dengan memproduksi 4 jenis produk matras spring bed yaitu platinum, golden, silver, dan big line. Adapun perbedaan dari ke-4 jenis produk matras spring bed tersebut didasarkan pada jenis kain quilting, jumlah per bulat, dan busa yang digunakan.
Efektifitas keseimbangan lintasan pada lantai pabrik dapat ditempuh dengan cara mengeliminasi idle time melalui kombinasi beberapa operasi, maupun dengan mengeliminasi operasi-operasi yang memungkinkan.
Berdasarkan pengamatan yang telah dilakukan terhadap kegiatan proses produksi terdapat salah satu stasiun kerja yang mengalami bottleneck yaitu pada stasiun perakitan kawat lis. Kondisi
bottleneck stasiun perakitan kawat lis ini memiliki kapasitas tersedia dengan rata-rata 15,7
menit/unit dimana terdapat satu unit peralatan yang digunakan, sedangkan kapasitas stasiun kerja sebelumnya yaitu stasiun perakitan per bulat (terdiri dari dua unit peralatan) memiliki kapasitas tersedia dengan rata-rata 13,6 menit/unit dan kapasitas stasiun kerja sesudahnya yaitu stasiun perekatan (terdiri dari dua unit peralatan) memiliki kapasitas tersedia dengan rata-rata 18,1 menit/unit. Terjadinya bottleneck pada stasiun kerja perakitan kawat lis ini mengakibatkan terhambatnya kegiatan produksi pada beberapa stasiun kerja berikutnya. Pada penelitian ini dimaksudkan untuk melakukan perancangan sistem keseimbangan lintasan produksi yang ada dengan teknik simulasi. Perangkat lunak simulasi yang digunakan adalah ProModel.
Penilaian kondisi awal keseimbangan lintasan di lantai pabrik dengan pendekatan bobot posisi menghasilkan balance delay sebesar 34,22% dan efisiensi lintasan 65,78%. Hal ini mengindikasikan bahwa lintasan produksi pada lantai pabrik masih belum seimbang dengan rata-rata jumlah produksi matras periode satu minggu adalah 120 unit. Perancangan model yang telah dilakukan dengan confidence interval 95% dan analisis simulasi menggunakan terminating
simulation terhadap model ini menyatakan bahwa model simulasi telah valid dalam
merepresentasikan sistem nyata di lantai pabrik PT. Cahaya Kawi Ultra Polyintraco dengan menghasilkan jumlah produksi rata-rata 119 unit matras. Berdasarkan analisis hasil terhadap model awal ini diperoleh waktu rata-rata penyelesaian produk matras dalam sistem adalah 254,97 menit.
Pada model awal, dilakukan skenario untuk meningkatkan performansi dari sistem. Dalam hal ini, dilakukan 3 pembangkitan alternatif model dimana menghasilkan parameter performansi untuk alternatif model 1 waktu rata-rata dalam sistem 262,51 menit dengan rata-rata jumlah produksi sebesar 131 unit, alternatif model 2 waktu rata-rata dalam sistem 287,85 menit dengan rata-rata jumlah produksi sebesar 122 unit, dan alternatif model 3 waktu rata-rata dalam sistem 272,04 menit dengan rata-rata jumlah produksi sebesar 122 unit.
Abstrak
PT. Cahaya kawi Ultra Polyntraco adalah perusahaan yang bergerak di bidang pembuatan matras spring bed. Dalam melakukan kegiatan produksi bersifat mass production dan job order (pesanan). Perusahaan ini melakukan diversifikasi produk dengan memproduksi 4 jenis produk matras spring bed yaitu platinum, golden, silver, dan big line. Adapun perbedaan dari ke-4 jenis produk matras spring bed tersebut didasarkan pada jenis kain quilting, jumlah per bulat, dan busa yang digunakan.
Efektifitas keseimbangan lintasan pada lantai pabrik dapat ditempuh dengan cara mengeliminasi idle time melalui kombinasi beberapa operasi, maupun dengan mengeliminasi operasi-operasi yang memungkinkan.
Berdasarkan pengamatan yang telah dilakukan terhadap kegiatan proses produksi terdapat salah satu stasiun kerja yang mengalami bottleneck yaitu pada stasiun perakitan kawat lis. Kondisi
bottleneck stasiun perakitan kawat lis ini memiliki kapasitas tersedia dengan rata-rata 15,7
menit/unit dimana terdapat satu unit peralatan yang digunakan, sedangkan kapasitas stasiun kerja sebelumnya yaitu stasiun perakitan per bulat (terdiri dari dua unit peralatan) memiliki kapasitas tersedia dengan rata-rata 13,6 menit/unit dan kapasitas stasiun kerja sesudahnya yaitu stasiun perekatan (terdiri dari dua unit peralatan) memiliki kapasitas tersedia dengan rata-rata 18,1 menit/unit. Terjadinya bottleneck pada stasiun kerja perakitan kawat lis ini mengakibatkan terhambatnya kegiatan produksi pada beberapa stasiun kerja berikutnya. Pada penelitian ini dimaksudkan untuk melakukan perancangan sistem keseimbangan lintasan produksi yang ada dengan teknik simulasi. Perangkat lunak simulasi yang digunakan adalah ProModel.
Penilaian kondisi awal keseimbangan lintasan di lantai pabrik dengan pendekatan bobot posisi menghasilkan balance delay sebesar 34,22% dan efisiensi lintasan 65,78%. Hal ini mengindikasikan bahwa lintasan produksi pada lantai pabrik masih belum seimbang dengan rata-rata jumlah produksi matras periode satu minggu adalah 120 unit. Perancangan model yang telah dilakukan dengan confidence interval 95% dan analisis simulasi menggunakan terminating
simulation terhadap model ini menyatakan bahwa model simulasi telah valid dalam
merepresentasikan sistem nyata di lantai pabrik PT. Cahaya Kawi Ultra Polyintraco dengan menghasilkan jumlah produksi rata-rata 119 unit matras. Berdasarkan analisis hasil terhadap model awal ini diperoleh waktu rata-rata penyelesaian produk matras dalam sistem adalah 254,97 menit.
Pada model awal, dilakukan skenario untuk meningkatkan performansi dari sistem. Dalam hal ini, dilakukan 3 pembangkitan alternatif model dimana menghasilkan parameter performansi untuk alternatif model 1 waktu rata-rata dalam sistem 262,51 menit dengan rata-rata jumlah produksi sebesar 131 unit, alternatif model 2 waktu rata-rata dalam sistem 287,85 menit dengan rata-rata jumlah produksi sebesar 122 unit, dan alternatif model 3 waktu rata-rata dalam sistem 272,04 menit dengan rata-rata jumlah produksi sebesar 122 unit.
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
Keseimbangan lintasan perakitan berhubungan erat dengan produksi
massal. Sejumlah pekerjaan perakitan dikelompokkan ke dalam beberapa pusat
pekerjaan yang selanjutnya dinamakan sebagai stasiun kerja. Waktu yang
diizinkan untuk menyelesaikan elemen pekerjaan ditentukan oleh kecepatan
lintasan perakitan; semua stasiun kerja sedapat mungkin memiliki kecepatan
produksi yang sama. Jika suatu stasiun bekerja di bawah kecepatan lintasan maka
stasiun tersebut akan memiliki waktu menganggur. Tujuan akhir dari
keseimbangan lintasan adalah memaksimisasi kecepatan di tiap stasiun kerja
sehingga dicapai efisiensi kerja yang tinggi.
Ketidakseimbangan lintasan perakitan dalam kegiatan produksi di lantai
pabrik dapat dilihat dari menganggurnya beberapa stasiun kerja, sedangkan di
stasiun kerja lainnya tetap bekerja secara penuh. Hal ini disebabkan oleh waktu
yang dibutuhkan oleh suatu stasiun untuk menyelesaikan pekerjaan lebih cepat
dari kecepatan lintasan yang telah ditentukan. Kecepatan lintasan tersebut
ditentukan dari tingkat kapasitas, permintaan, serta waktu operasi terpanjang
(Kusuma, 2007).1
PT. Cahaya kawi Ultra Polyintraco adalah perusahaan yang bergerak di
bidang produksi matras spring bed. Dalam melakukan kegiatan produksi bersifat
1
make to stock dan job order (pesanan) apabila ada order dari pelanggan.
Perusahaan ini melakukan diversifikasi produk dengan memproduksi 4 jenis
produk matras spring bed yaitu platinum, golden, silver dan big line. Adapun
perbedaan dari ke-4 jenis produk matras spring bed tersebut didasarkan pada jenis
kain quilting, jumlah per bulat, dan busa yang digunakan. Proses pembuatan
matras spring bed ini melibatkan seluruh tenaga manusia.
Berdasarkan pengamatan yang telah dilakukan terhadap kegiatan proses
produksi terdapat salah satu stasiun kerja yang mengalami bottleneck yaitu pada
stasiun perakitan kawat lis. Kondisi bottleneck stasiun perakitan kawat lis ini
memiliki kapasitas tersedia dengan rata-rata 15,7 menit/unit dimana terdapat satu
unit peralatan yang digunakan, sedangkan kapasitas stasiun kerja sebelumnya
yaitu stasiun perakitan per bulat (terdiri dari dua unit peralatan) memiliki
kapasitas tersedia dengan rata-rata 13,6 menit/unit dan kapasitas stasiun kerja
sesudahnya yaitu stasiun perekatan (terdiri dari dua unit peralatan) memiliki
kapasitas tersedia dengan rata-rata 18,1 menit/unit. Penentuan kapasitas stasiun
kerja yang tersedia tersebut dilakukan dengan teknik pengukuran waktu.
Terjadinya bottleneck pada stasiun kerja perakitan kawat lis ini
mengakibatkan terhambatnya kegiatan produksi pada beberapa stasiun kerja
berikutnya serta dengan adanya waktu menganggur (idle) yang tinggi di beberapa
stasiun kerja berikutnya merupakan indikasi bahwa terjadinya ketidakseimbangan
lintasan produksi diantara stasiun kerja sehingga mempengaruhi terhadap jumlah
Pada penelitian ini dimaksudkan untuk melakukan perancangan sistem
keseimbangan lintasan produksi yang ada dengan teknik simulasi. Teknik simulasi
dapat digunakan untuk memberikan berbagai ide alternatif rancangan tanpa
menimbulkan biaya, waktu implementasi sistem yang lama serta resiko kegagalan
dalam melakukan perbaikan suatu sistem. Adapun perangkat simulasi yang
digunakan adalah ProModel Student Version 6 yang memiliki kelebihan dalam
mengidentifikasi terjadinya bottleneck di stasiun kerja.
Sebelumnya, telah ada penelitian-penelitian terhadap masalah
keseimbangan lintasan menggunakan metoda simulasi yaitu “Assembly Line
Blancing with Discrete Simulation” (Saberi, M, Azadeh, A, Aliasgari, A,
Faghihroohi, S, 2008), “Line Balancing in The Apparel Industry Using
Simulation Technique” (Guner,Mucella G., Can U., 2008) dan “Virtual Reality
Simulation Of A Mechanical Assembly Production Line” (Kibira, D., McLean, C.,
2006).
1.2. Rumusan Permasalahan
Adapun permasalahan yang dihadapi PT. Cahaya kawi Ultra Polyntraco
adalah terjadinya ketidakseimbangan lintasan produksi di lantai pabrik, hal ini
ditandai dengan adanya stasiun kerja yang mengalami bottleneck yaitu stasiun
kerja perakitan kawat lis yang memiliki kapasitas yang tersedia sebesar 15,7
menit/unit produk sehingga mengakibatkan terhambatnya kegiatan produksi pada
beberapa stasiun kerja berikutnya. Oleh karena itu, bagaimana merancang
1.3. Tujuan Penelitian
Tujuan umum dari penelitian ini adalah untuk mendapatkan sebuah
rancangan model keseimbangan lintasan produksi yang menyerupai kondisi nyata
di lantai pabrik sehingga diperoleh utilitas kerja yang tinggi dalam lintasan
produksi.
Adapun tujuan khusus dari penelitian ini adalah:
1. Menganalisis keseimbangan lintasan produksi kondisi awal di lantai pabrik.
2. Melakukan beberapa skenario terhadap rancangan model awal sehingga
diperoleh alternatif keseimbangan lintasan produksi yang terbaik.
3. Meningkatkan jumlah produksi dari hasil alternatif rancangan terbaik.
1.4. Manfaat penelitian
1. Bagi Perusahaan
Sebagai masukan bagi pihak perusahaan dalam melakukan perbaikan sistem
keseimbangan lintasan produksi dengan rancangan model keseimbangan
lintasan yang telah dibuat untuk meningkatkan performansi sistem perusahaan.
2. Bagi Departemen Teknik Industri USU
Sebagai bahan tambahan referensi bagi pihak Departemen Teknik Industri dan
para mahasiswa yang ingin melakukan penelitian tentang keseimbangan
lintasan produksi dan aplikasi metoda simulasi.
3. Bagi Mahasiswa
Mendapatkan sebuah pengalaman dalam menggunakan metode-metode ilmiah
1.5. Pembatasan Masalah dan Asumsi
Batasan-batasan yang digunakan dalam penelitian ini antara lain:
1. Penelitian dilaksanakan di lantai pabrik PT. Cahaya Kawi Ultra Polyintraco
yang bertempat di Jalan Sidodadi Ling. XXII Kel. Gedung Johor, Deli Tua,
Medan.
2. Periode penelitian dilakukan pada bulan Maret 2009.
3. Penelitian ini memfokuskan pada masalah keseimbangan lintasan produksi.
4. Pengukuran waktu operasi hanya dilakukan untuk waktu-waktu yang
berkaitan langsung dengan proses produksi menggunakan instrumen
stopwatch.
5. Pemodelan sistem dilakukan pada proses produksi produk matras dimana sifat
produksinya adalah mass production.
6. Pada penelitian ini tidak membahas masalah biaya dari setiap alternatif
rancangan keseimbangan lintasan produksi yang dihasilkan.
Asumsi-asumsi yang digunakan dalam penelitian ini antara lain:
1. Metode kerja operator sudah baik.
2. Bahan mentah dan beberapa part tersedia untuk diproses/dirakit.
3. Tidak ada penambahan atau pengurangan fasilitas-fasilitas produksi selama
penelitian dilakukan.
4. Tidak terjadi kerusakan mesin/peralatan dan material handling.
1.6. Sistematika Penulisan Tugas Akhir
Laporan tugas akhir ini disusun dengan sistematika yang disajikan dalam
bentuk bab. Laporan tugas akhir ini akan dibagi dalam beberapa bab dengan
sistematika sebagai berikut:
BAB I PENDAHULUAN
Merupakan pendahuluan tentang latar belakang penelitian,
perumusan masalah, tujuan penelitian, manfaat penelitian, ruang
lingkup penelitian, asumsi serta sistematika penelitian.
BAB II GAMBARAN UMUM PERUSAHAAN
Bab ini memuat berbagai atribut dari perusahaan yang menjadi
objek studi penelitian seperti sejarah perusahaan, ruang lingkup
bidang usaha, organisasi dan manajemen perusahaan, bahan yang
digunakan, proses produksi, ketenagakerjaan, serta mesin dan
peralatan yang digunakan dalam proses produksi.
BAB III LANDASAN TEORI
Pada bab ini diuraikan tentang teori-teori yang menjadi acuan
dalam pelaksanaan penelitian. Teori ini meliputi teori tentang
pengukuran waktu, teori assembly line balancing, model dan
simulasi, uji statistik dan analisis, beserta perangkat lunak yang
BAB IV METODOLOGI PENELITIAN
Bab ini berisi metodologi yang digunakan untuk mencapai tujuan
penelitian meliputi tahapan penelitian, serta penjelasan dari setiap
tahapan tersebut, disertai dengan diagram alirnya.
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
Pada bab ini dijelaskan jenis data yang dibutuhkan, darimana dan
bagaimana data diperoleh. Juga dijelaskan teknik yang digunakan
untuk mengolah data dalam memecahkan permasalahan.
BAB VI ANALISIS PEMECAHAN MASALAH
Pada bab ini dilakukan analisis sistem yang ada di lantai pabrik,
rancangan model simulasi dan analisis hasil simulasi yang telah di
run dalam kurun waktu tertentu kemudian dapat diambil
kesimpulan dan saran yang tepat untuk mencapai tujuan penelitian.
BAB VII KESIMPULAN DAN SARAN
Bab ini berisi tentang kesimpulan yang dapat diambil dari seluruh
ahapan penelitian yang dilakukan, serta saran-saran yang dapat
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Cahaya Kawi Ultra Polyintraco adalah suatu perusahaan manufaktur
yang menghasilkan produk utama adalah spring bed dengan merek dagang Big
Land.
PT. Cahaya Kawi Ultra Polyntraco didirikan pada tahun 1989 dimana
lokasi pabrik dan kantor tata usaha dibangun berdekatan. Perusahaan ini
beralamat di Jl. Eka Surya Gg. Sidodadi Lingkungan XXII Kel. Gedung Johor,
Deli Tua, Medan.
PT. Cahaya Kawi Ultra Polyintraco merupakan anak perusahaan dari PT.
Cahaya Buana Intitama yang berlokasi di Bogor, Jawa Barat. PT. Cahaya Buana
Group memiliki empat jenis anak perusahaan yang bergerak di bidang
manufacturing, trading, distributor, dan retail.
PT. Cahaya Buana Group mempunyai tekad untuk menjadi perusahaan
furniture yang memimpin pasar dan memiliki citra positif serta bersahabat bagi
semua pihak sehingga diakui sebagai aset nasional. Big Land spring bed yang
merupakan produk dari PT. Cahaya Kawi Ultra Polyintraco merupakan anggota
dari International Sleep Products Association (ISPA) yang merupakan lembaga
bagi perusahaan- perusahaan yang memproduksi spring bed berkualitas.
PT. Cahaya Kawi Ultra Polyintraco menghasilkan produk utama adalah
spring bed. Adapun produk spring bed yang dihasilkan terdiri dari empat jenis
produk yang akan diproduksi sesuai dengan job order (pesanan) dari konsumen.
Perbedaan dari ke empat jenis produk spring bed tersebut didasarkan pada kain
quilting yang digunakan, jumlah per bulat yang digunakan, dan busa yang
digunakan. Spesifikasi ke empat jenis produk spring bed tersebut dapat dilihat
pada Tabel 2.1.
Tabel 2.1. Spesifikasi Jenis Produk Spring Bed Jenis
Produk
Spesifikasi Tebal kain
quilting
Jumlah per bulat
Busa yang digunakan Tebal busa NG Tebal Busa A II
Platinum 3 cm 510 buah 2,5 cm 2 cm
Golden 2,4 cm 484 buah - 3,5 cm
Silver 1,4 cm 430 buah - 2 cm
Big Line 1,4 cm 430 buah - 1,5 cm
Sumber : PT. Cahaya Kawi Ultra Polyintraco
2.3. Organisasi dan Manajemen 2.3.1. Struktur Organisasi
Struktur organisasi menggambarkan hubungan kerjasama antara dua orang
atau lebih dengan tugas yang berkaitan satu dengan yang lain untuk mencapai
tujuan tertentu yang diharapkan oleh semua pihak yang terkait didalamnya..
Suatu organisasi ditentukan atau dipengaruhi oleh badan usaha, jenis usaha
dan besarnya usaha dan sistem produksi perusahaan. Dengan adanya struktur
organisasi dan uraian tugas yang telah ditetapkan akan menciptakan suasana kerja
dan tanggung jawab sehingga diharapkan adanya suatu kejelasan arah dan
kordinasi untuk mencapai tujuan perusahaan.
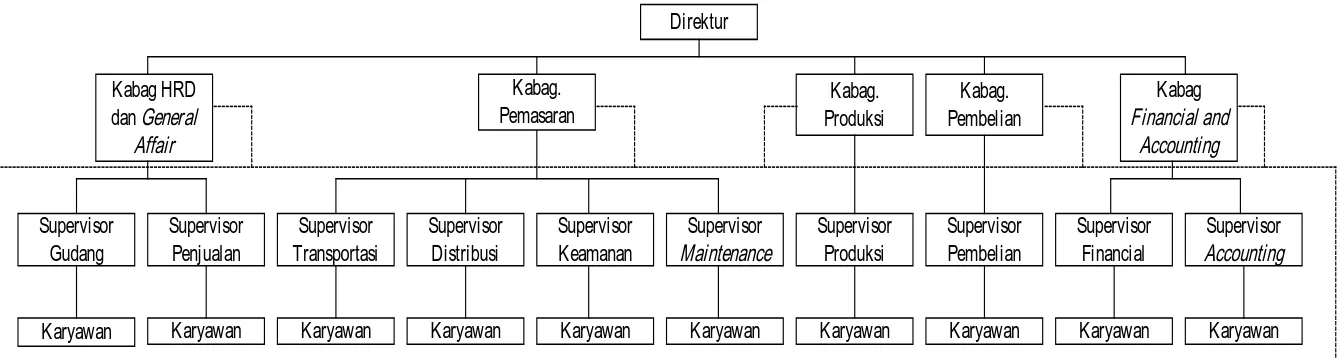
Struktur organisasi pada PT. Cahaya Kawi Ultra Polyintraco adalah
bentuk hubungan lini dan fungsional. Hubungan lini dapat dilihat dengan adanya
pembagian tugas, wewenang dan tanggung jawab dari pimpinan tertinggi kepada
unit-unit organisasi yang berada di bawahnya dalam bidang pekerjaan tertentu
secara langsung, serta pemberian wewenang dan tanggung jawab yang bergerak
vertikal ke bawah dengan pendelegasian yang tegas melalui jenjang hirarki yang
ada. Hubungan fungsional dapat dilihat dengan adanya pemisahan/pembagian
tugas, pendelegasian wewenang serta pembatasan tanggung jawab yang tegas
pada setiap bidang yaitu produksi, personalia, dan pemasaran berdasarkan fungsi
masing-masing dalam struktur organisasi. Hal ini dibuat sesuai dengan kebutuhan
serta kelancaran dan kemajuan usaha organisasi untuk mencapai tujuan
perusahaan. Struktur organisasi PT. Cahaya Kawi Ultra Polyintraco dapat dilihat
Direktur
Kabag. Pemasaran Kabag HRD
dan General Affair
Kabag. Produksi
Kabag. Pembelian
Kabag Financial and
Accounting
Supervisor Gudang
Supervisor Penjualan
Karyawan Karyawan
Supervisor Transportasi
Supervisor Distribusi
Karyawan Karyawan
Supervisor Keamanan
Supervisor Maintenance
Karyawan Karyawan
Supervisor Produksi
Karyawan
Supervisor Pembelian
Karyawan
Supervisor Financial
Karyawan
Supervisor Accounting
Karyawan
= Hubungan Lini
[image:30.842.87.758.131.310.2]= Hubungan Fungsional
2.3.2. Uraian Tugas dan Tanggung Jawab
Uraian tugas dan tanggung jawab pada masing-masing bagian pada PT.
Cahaya Kawi Ultra Polyintraco dapat diuraikan sebagai berikut:
1. Direktur
Tugas dan tanggung jawab direktur antara lain:
- Pemimpin tertinggi di perusahaan yang menetapkan langkah-langkah
pokok dalam melaksanakan kebijakan dan sasaran-sasaran perusahaan.
- Menyetujui dan menandatangani surat-surat penting yang berkenaan
dengan perusahaan.
- Bertanggungjawab atas semua kegiatan operasional perusahaan serta
kontinuitas kegiatan perusahaan dan bertindak sebagai Management
Representative.
2. Kepala Divisi Produksi
Tugas dan tanggung jawab kepala divisi produksi antara lain:
- Bertanggung jawab atas semua kegiatan produksi di lantai pabrik dan
memproduksi produk yang berkualitas.
- Bertanggung jawab sebagai Deputy Management Representative.
- Melaksanakan rencana kerja operasional pabrik agar berjalan lancar dan
memenuhi target.
- Melakukan pembinaan sumber daya manusia di lingkungan pabrik.
3. Kepala Divisi Pemasaran
Tugas dan tanggung jawab kepala divisi pemasaran:
- Bertanggung jawab atas peningkatan kuantitas penjualan melalui strategi-
strategi pemasaran.
4. Kepala Divisi Finance and Accounting
Tugas dan tanggung jawab kepala divisi finance and accounting:
- Bertanggung jawab atas semua aktivitas keuangan perusahaan.
- Bertanggung jawab atas semua yang berhubungan dengan pembelian
barang atau bahan guna operasional perusahaan.
5. Kepala Divisi Pembelian
Tugas dan tanggung jawab kepala divisi pembelian:
- Melakukan pemilihan dan evaluasi atas supplier.
- Mengawasi efektivitas dan efisiensi pembelian.
- Mengeluarkan Purchasing Order (PO).
6. Kepala Divisi HRD dan General Affair
Tugas dan tanggung jawab kepala divisi HRD dan general affair:
- Bertanggung jawab atas seluruh kegiatan administrasi guna menunjang
kontinuitas operasional perusahaan.
- Bertanggung jawab atas kegiatan yang berhubungan dengan sumber daya
manusia dalam perusahaan.
7. Supervisor Produksi
Tugas dan tanggung jawab supervisor produksi:
- Bertanggung jawab atas kegiatan proses produksi spring bed.
- Bertanggung jawab atas kualitas produk spring bed yang diproduksi.
8. Supervisor Maintenance
Tugas dan tanggung jawab supervisor maintenance:
- Bertanggung jawab atas kelangsungan mesin-mesin yang dioperasikan.
- Bertanggung jawab atas pemeliharaan mesin dan peralatan.
9. Supervisor Financial
Tugas dan tanggung jawab supervisor financial:
- Bertanggung jawab langsung kepada Kepala Divisi Finance and
Accounting sehubungan dengan setiap kegiatan financial.
- Melaporkan serta membuat pembukuan atas pembayaran pajak.
10. Supervisor Accounting
Tugas dan tanggung jawab supervisor accounting:
- Bertanggung jawab langsung kepada Kepala Divisi Finance and
Accounting sehubungan dengan setiap pembayaran pajak.
- Melaporkan serta membuat pembukuan atas setiap kegiatan pembelian.
11. Supervisor Pembelian
Tugas dan tanggung jawab supervisor pembelian:
- Bertanggung jawab langsung kepada Kepala Divisi Pembelian
sehubungan dengan setiap kegiatan pembelian.
- Melaporkan serta membuat pembukuan atas setiap kegiatan pembelian.
12. Supervisor Keamanan
Tugas dan tanggung jawab supervisor keamanan:
- Bertanggung jawab langsung kepada Kepala Divisi HRD dan General
- Melaporkan serta membuat pembukuan atas kegiatan keamanan.
13. Supervisor Distribusi
Tugas dan tanggung jawab supervisor distribusi:
- Bertanggung jawab langsung kepada Kepala Divisi HRD dan General
affair sehubungan dengan setiap kegiatan distribusi.
- Melaporkan serta membuat pembukuan atas kegiatan distribusi.
14. Supervisor Gudang
Tugas dan tanggung jawab supervisor gudang:
- Bertanggung jawab langsung kepada Kepala Divisi Pemasaran
sehubungan dengan setiap kegiatan gudang.
- Melaporkan serta membuat pembukuan atas kegiatan gudang.
15. Supervisor Transportasi
Tugas dan tanggung jawab supervisor transportasi:
- Bertanggung jawab langsung kepada kepala HRD dan General affair
sehubungan dengan setiap kegiatan transportasi.
- Melaporkan serta membuat pembukuan atas kegiatan distribusi
16. Supervisor Penjualan
Tugas dan tanggung jawab supervisor penjualan:
- Bertanggung jawab langsung kepada kepala HRD dan General affair
sehubungan dengan setiap kegiatan penjualan.
17. Karyawan
Tugas dan tanggung jawab karyawan:
- Karyawan bekerja sesuai dengan bagian pekerjaan yang telah ditetapkan
perusahaan.
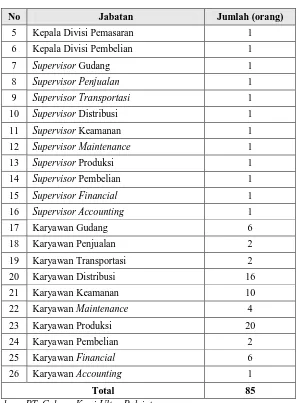
2.3.3. Tenaga Kerja dan Jam Kerja
Jumlah tenaga kerja yang terdapat pada PT. Cahaya Kawi Ultra
Polyintraco adalah 85 orang, yang terdiri dari staf dan karyawan.
Sistem penggajian pada perusahaan ini dibagi atas dua jenis berdasarkan
status golongan karyawan, yaitu:
1. Karyawan bulanan dengan gaji yang dibayar sekali dalam sebulan sesuai
dengan klasifikasi skala penggajian yang dibagi-bagi dalam golongan tertentu.
Yang termasuk karyawan bulanan adalah direktur sampai dengan supervisor.
2. Karyawan mingguan dengan gaji yang dibayar dua minggu sekali. Yang
termasuk karyawan mingguan adalah semua karyawan yang bekerja pada
perusahaan.
Adapun uraian jumlah tenaga kerja di PT. Cahaya Kawi Ultra Polyintraco
dapat dilihat pada Tabel 2.2.
Tabel 2.2. Uraian Jumlah Tenaga Kerja PT. Cahaya Kawi Ultra Polyntraco
No Jabatan Jumlah (orang)
1 Direktur 1
2 Kepala Divisi Produksi 1
Tabel 2.1. Uraian Jumlah Tenaga Kerja PT. Cahaya Kawi Ultra Polyntraco (Lanjutan)
No Jabatan Jumlah (orang)
5 Kepala Divisi Pemasaran 1
6 Kepala Divisi Pembelian 1
7 Supervisor Gudang 1
8 Supervisor Penjualan 1
9 Supervisor Transportasi 1
10 Supervisor Distribusi 1
11 Supervisor Keamanan 1
12 Supervisor Maintenance 1
13 Supervisor Produksi 1
14 Supervisor Pembelian 1
15 Supervisor Financial 1
16 Supervisor Accounting 1
17 Karyawan Gudang 6
18 Karyawan Penjualan 2
19 Karyawan Transportasi 2
20 Karyawan Distribusi 16
21 Karyawan Keamanan 10
22 Karyawan Maintenance 4
23 Karyawan Produksi 20
24 Karyawan Pembelian 2
25 Karyawan Financial 6
26 Karyawan Accounting 1
Total 85
Sumber : PT. Cahaya Kawi Ultra Polyintraco
Sedangkan pengaturan jam kerja pada PT. Cahaya Kawi Ultra Polyintraco
adalah 7-8 jam kerja per hari selama 6 hari dalam seminggu (senin sampai sabtu).
Apabila waktu kerja lebih dari 8 jam per hari maka jam kerja berikutnya terhitung
sebagai lembur. Pembagian jam kerja pada PT. Cahaya Kawi Ultra Polyintraco
Tabel 2.3. Pembagian Jam Kerja PT. Cahaya Kawi Ultra Polyintraco Hari Jam Kerja Keterangan
Senin-Kamis
08.30 - 12.00 Kerja 12.00 - 13.00 Istirahat 13.00 – 17.00 Kerja
Jumat
08.30 – 12.00 Kerja 12.00 - 14.00 Istirahat 14.00 – 17.00 Kerja
Sabtu
08.00 - 12.00 Kerja 12.00 - 13.00 Istirahat 13.00 - 15.00 Kerja
Sumber: PT. Cahaya Kawi Ultra Polyintraco
PT. Cahaya Kawi Ultra Polyintraco menerapkan sistem pencatatan waktu
hadir (absensi) dengan menggunakan clock card dan pencatatan yang dilakukan
secara manual oleh bagian Satpam.
2.3.4. Sistem Pengupahan dan Fasilitas yang Digunakan
Sistem pengupahan yang dilakukan oleh PT. Cahaya Kawi Ultra
Polyintraco bervariasi berdasarkan waktunya. Untuk direktur sampai dengan
supervisor penggajian dilakukan pada akhir tanggal setiap bulannya, sedangkan
untuk karyawan, penggajian dilakukan setiap 2 minggu sekali. Perusahaan juga
memberikan upah lembur kepada karyawan yang bekerja diatas jam kerja normal
dengan perhitungan sebagai berikut :
1. Hari Biasa
a. Satu jam lembur pertama adalah 1 ½ (satu setengah) x upah per jam.
Dimana upah kerja lembur per jam adalah 1/160 x gaji perbulan. Gaji perbulan
disesuaikan dengan UMR (Upah Minimum Regional).
2. Hari Besar/ Libur
Upah lembur adalah 2 x gaji per hari kerja biasa.
2.3.4.1. Tunjangan
Selain gaji pokok dan upah lembur, perusahaan juga memberikan
beberapa jenis tunjangan, yaitu:
1. Tunjangan Hari Raya (THR)
Diberikan kepada karyawan yang besarnya satu bulan gaji bagi karyawan
yang mempunyai masa kerja lebih dari satu tahun.
2. Tunjangan Selama Sakit
Diberikan kepada karyawan yang sedang dalam perawatan sakit atau tidak
dapat bekerja yang dinyatakan dengan surat keterangan dokter. Hanya pekerja
yang telah bekerja lebih dari 2 tahun yang mendapat tunjangan ini.
3. Tunjangan Insentif
Diberikan kepada karyawan yang memiliki prestasi kerja.
2.3.4.2. Fasilitas
Fasilitas yang diberikan perusahaan kepada karyawannya adalah:
1. JAMSOSTEK dan Asuransi Jiwa
JAMSOSTEK diberikan kepada karyawan mingguan, sedangkan asuransi jiwa
2. Hak Cuti Karyawan
Hak cuti diberikan oleh perusahaan kepada karyawan adalah 12 hari kerja
kerja setiap tahunnya.
2.4. Proses Produksi 2.4.1. Bahan-bahan
Bahan-bahan yang diperlukan dalam pembuatan spring bed sebagian besar
berasal dari induk perusahaan yaitu PT. Cahaya Buana Intitama yang berada di
Bogor, sisanya diperoleh dari pabrik-pabrik lokal yang berdekatan dengan lokasi
pabrik PT. Cahaya Kawi Ultra Polyintraco.
2.4.1.1. Bahan Baku
Bahan baku adalah bahan utama dalam suatu proses produksi, dimana sifat
dan bentuknya akan mengalami perubahan fisik maupun kimia yang langsung ikut
didalam proses produksi sampai dihasilkan barang jadi.
Bahan baku yang digunakan dalam memproduksi spring bed yaitu:
1. Papan Tripleks
Papan tripleks berukuran 180 x 200 x 80 cm.
2. Kayu
Rangka kayu berukuran 200 x 180 cm.
3. Busa A II
Busa yang digunakan memiliki daya fleksibilitas (density) 24 kg/m3 dengan
4. Busa S II
Busa S II memiliki spesifikasi sama dengan busa A II, tetapi memiliki tingkat
kekerasan yang lebih rendah jika dibandingkan dengan busa A II.
5. Kain quilting
Kain ini berfungsi untuk menutup matras dan dipan sebelum dipacking. Untuk
matras digunakan kain quilting dengan ketebalan 3 cm sebanyak 2 x 180 x
200 cm, sedangkan untuk tabung digunakan kain quilting dengan ketebalan
0,5 cm dan panjang 200 cm. Kain quilting yang dipakai terbuat dari kain
Jaquar.
6. Benang Nylon
Benang ini digunakan untuk proses penjahitan baik penjahitan kain quilting
maupun penjahitan tabung dan matras. Benang nylon yang digunakan untuk
proses penjahitan sebanyak 24,835 cm.
7. Lateks
Lateks berfungsi untuk merekatkan busa dengan kain quilting pada matras dan
dipan.
8. Hard pad
Hard pad merupakan pelapis rakitan per yang berfungsi untuk meredam per.
Hard pad yang digunakan berukuran 2 x 200 cm x 180 cm.
9. Peluru HR-22
Peluru ini berfungsi untuk merekatkan hard pad dan rakitan per pada matras
10. Kain Blacu
Kain blacu digunakan sebagai penguat kain quilting pada saat proses
perekatan HR-22.
11. Per Bulat
Per bulat yang digunakan berdiameter 2,5 mm dan tinggi 15 cm. Umur per
diperkirakan 15 tahun dengan koefisien elastisitas 2,2 N/m. Pengujian ini
dilakukan oleh pihak supplier.
12. Per Pinggir
Per pinggir yang digunakan adalah berdiameter 3,5 mm dan tinggi 15 cm.
Umur per diperkirakan 15 tahun dengan koefisien elastisitas sebesar 2,2 N/m
dan pengujian dilakukan oleh pihak supplier. Per pinggir diletakkan di
sekeliling rakitan per bulat.
13. Kawat Ulir
Kawat ulir yang digunakan berdiameter 1,4 mm berfungsi sebagai
penghubung antara per bulat yang satu dengan per bulat lainnya dalam sebuah
rakitan per.
14. Lis Kawat Ø 4,2 mm
Lis kawat ini berfungsi membingkai rakitan per agar menjadi lebih kokoh.
15. Plastik Non woven
Plastik ini digunakan untuk menutup bagian belakang sandaran spring bed dan
bagian bawah dipan. Plastik non woven memiliki spesifikasi ketebalan 1 mm.
16. Mur/Skrup
17. Kain Oscar
Kain oscar digunakan untuk melapisi busa pada sandaran spring bed.
2.4.1.2. Bahan Tambahan
Bahan tambahan adalah bahan yang ditambahkan ke dalam proses
produksi sehingga dapat meningkatkan mutu dan kualitas secara lebih baik. Bahan
tambahan yang digunakan dalam proses pembuatan spring bed adalah:
1. Label
Label Big Land menyatakan merek dari spring bed.
2. Karton Sudut
Digunakan untuk membungkus produk pada saat pengiriman.
3. Stiker
Terdapat spesifikasi dari spring bed.
4. Isolatip
Digunakan untuk merekatkan semua bahan tambahan pada spring bed.
5. Plastik Mika
Digunakan untuk membungkus spring bed pada saat packing.
6. Kartu Garansi
Merupakan kartu jaminan produk kepada konsumen.
7. Lubang Angin Emas
Digunakan sebagai tempat sirkulasi udara sehingga busa tetap mengembang.
8. Goni Bagor
2.4.1.3. Bahan Penolong
Bahan penolong adalah bahan-bahan yang dapat menunjang proses
produksi yang tidak nampak pada produk akhir. PT. Cahaya Kawi Ultra
Polyintraco tidak menggunakan bahan penolong dalam pembuatan spring bed.
2.4.2. Uraian Proses Produksi
Proses pembuatan spring bed terdiri dari 3 komponen utama yaitu:
1. Pembuatan Sandaran spring bed
2. Pembuatan Divan spring bed
3. Pembuatan Matras spring bed
2.4.2.1. Pembuatan Sandaran Spring Bed
Proses pembuatan sandaran spring bed adalah sebagai berikut:
1. Pemotongan
Langkah pertama dalam pembuatan sandaran yaitu tripleks dipotong secara
manual dengan menggunakan gergaji tangan sesuai dengan pola yang
diinginkan sebagai rangka sandaran. Setelah itu tripleks dilubangi untuk
tempat meletakkan kancing dengan menggunakan mesin bor.
Kemudian busa dipotong dengan rolling cutter mengikuti pola rangka tripleks.
Pada sisi-sisi busa dibuat goresan-goresan sebagai pola dalam pemotongan
kain oscar. Setelah itu, kain oscar dipotong sesuai dengan spesifikasi.
2. Perekatan
sandaran menggunakan lateks. Kancing sebanyak 16 buah dipasang dengan
menggunakan benang nylon. Kemudian direkatkan lagi kain oscar yang telah
diberi busa dengan menggunakan gun etona 3001J. Pada bagian tengah rangka
yang telah di bor dipasang logo Big Land dengan menggunakan benang nylon.
3. Packing
Pada bagian ini dilakukan perekatan plastik mika (dibagian depan) dan
pemasangan plastik non woven pada sisi belakang sandaran dengan
menggunakan gun etona 3001J. Kemudian dilanjutkan dengan merekatkan
plastik PE pada sisi depan sandaran dengan isolatip.
4. Perakitan Kaki Sandaran
Berikutnya adalah dilakukan pemasangan kaki sandaran yang telah dipotong
sesuai ukuran dengan mur sebanyak 4 buah.
[image:44.595.151.474.525.726.2]Adapun blok diagram proses pembuatan spring bed dapat dilihat pada
Gambar 2.2.
Pemotongan (Ttipleks)
Pengoboran
Perekatan Kain Pemotongan
(Busa) Pemotongan
(Kain Oscar) Pemotongan
(Kayu)
Packing
Perakitan
2.4.2.2. Pembuatan Matras Spring bed
Proses pembuatan matras spring bed adalah sebagai berikut:
1. Perakitan Per Bulat
Per bulat dirakit dengan kawat lilitan membentuk balok yang berukuran 200 x
180 x 15 cm dengan menggunakan 500 buah per bulat yang berdiameter 2,5
mm dan 3 kg kawat lilitan.
2. Perakitan Kawat Lis
Kemudian rakitan per bulat tersebut dirakit dengan kawat lis berdiameter 4,2
mm menggunakan gun CL-73. Untuk memperkuat rakitan per ini, dilakukan
penambahan per pinggir 500 buah berdiameter 3,5 mm di sekeliling rakitan
per. Per pinggir ditempatkan pada sekeliling bagian luar rakitan per dengan
menggunakan gun CL-73. Fungsi dari penembakan gun CL-73 ini adalah
untuk menguatkan konstruksi per dan menambah kekuatan tekan.
3. Quilting
Kain polos dijahit di mesin quilting untuk mendapatkan kain quilting dengan
ukuran 50 x 2,1 m.
4. Pemotongan
Busa dan kain quilting kemudian dipotong sesuai spesifikasi matras spring
bed 6 kaki yaitu untuk matras atas dan matras bawah memiliki ukuran 2 x
(200 x 180 x 3) cm dan untuk tabung dengan ukuran 2 x (200 + 180) x 1 cm.
Selanjutnya kain blacu dipotong sebanyak 2 buah @7,6 m untuk bagian kain
quilting atas dan bawah. Setelah itu dilakukan pemotongan hard pad dengan
5. Penjahitan
Kain blacu dijahit pada ujung-ujung kain quilting. Kain blacu juga dijahit
untuk kain quilting bagian tabung. Fungsi penjahitan kain blacu ini adalah
untuk menguatkan kain quilting pada saat proses perekatan ke rangka per
dengan tembakan gun HR-22. Pada bagian ini juga akan meletakkan label,
kartu garansi pada sisi kain quilting.
6. Perekatan
Setelah rakitan per selesai selanjutnya hard pad yang telah dipotong
direkatkan pada sisi atas dengan tembakan gun HR-22. kemudian busa dan
kain quilting direkatkan dengan menggunakan lateks. Setelah selesai bagian
atas matras, kemudian rakitan per dibalik untuk menyelesaikan rakitan bagian
bawah dan dilakukan hal yang sama seperti bagian atas matras yaitu
merekatkan hard pad, busa dan kain quilting. Untuk bagian tabung yaitu
sekeliling bagian luar rakitan direkatkan busa dan kain quilting.
7. Penjahitan Lis
Lis adalah kain panah emas yang akan merekatkan matras atas dan bawah
dengan tabung. Kain lis dijahit dengan mesin corner bersamaan dengan
memasang lubang angin emas sebanyak 4 buah. Fungsi dari lubang angin
emas ini adalah untuk menambah keindahan pada matras spring bed serta
memberikan sirkulasi udara sehingga busa tetap empuk.
8. Packing
Berikutnya adalah meletakkan kartun sudut. Kartun sudut berfungsi agar
mudah rusak. Setelah itu dibungkus dengan menggunakan plastik mika yang
direkatkan dengan menggunakan isolatip. Kemudian stiker yang berisikan
informasi spesifikasi diletakkan pada plastik mika.
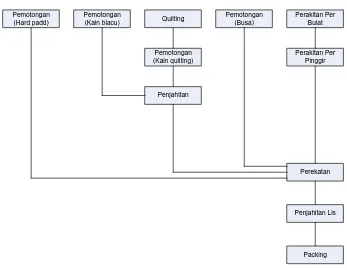
Adapun blok diagram proses pembuatan matras spring bed dapat dilihat
pada Gambar 2.3.
Perakitan Per Bulat Perakitan Per
Pinggir
Perekatan Pemotongan
(Busa) Quilting
Pemotongan (Kain blacu)
Penjahitan Lis
Packing Pemotongan
(Hard padd)
Pemotongan (Kain quilting)
[image:47.595.138.485.270.540.2]Penjahitan
Gambar 2.3. Blok Diagram Proses Pembuatan Matras Spring Bed
2.4.2.3. Pembuatan Dipan Spring Bed
Proses pembuatan Dipan spring bed adalah sebagai berikut:
1. Perakitan Per Bulat
Per bulat dirakit dengan kawat lilitan membentuk balok yang berukuran 200 x
180 x 15 cm dengan menggunakan 500 buah per bulat yang berdiameter 2,5
2. Perakitan Kawat Lis
Kemudian rakitan per bulat tersebut dirakit dengan kawat lis berdiameter 4,2
mm menggunakan gun CL-73. Untuk memperkuat rakitan per ini, dilakukan
penambahan per pinggir 500 buah berdiameter 3,5 mm di sekeliling rakitan
per. Per pinggir ditempatkan pada sekeliling bagian luar rakitan per dengan
menggunakan gun CL-73. Fungsi dari penembakan gun CL-73 ini adalah
untuk menguatkan konstruksi per dan menambah kekuatan tekan.
3. Quilting
Kain polos dijahit di mesin quilting untuk mendapatkan kain quilting dengan
ukuran 50 x 2,1 m.
4. Pemotongan
Goni bagor dipotong dengan ukuran 200 x 180 cm, kemudian kain quilting
dipotong sesuai spesifikasi dipan spring bed 6 kaki yaitu 200 x 180 cm untuk
matras atas dan untuk tabung 2 x (200 + 180) x 15 cm. Setelah itu dilakukan
pemotongan hard pad dengan ukuran luas sama dengan dipan. Kegunaan hard
pad ini adalah untuk melapisi dan meredam per. Pemotongan selanjutnya
adalah pemotongan busa AII dan SII dengan spesifikasi 200 x 180 x 4 cm
untuk matras bawah dan atas dan untuk tabung 2 x (200 + 180) x 15 cm.
5. Penjahitan
Kain quilting tabung dijahitkan kekain quilting bagian atas menggunakan
mesin jahit biasa bersamaan dengan pemasangan label dan kartu garansi.
6. Perekatan
Selanjutnya pada rangka dipan atas direkatkan goni bagor dengan gun etona
3001J Kemudian hard pad yang telah dipotong direkatkan pada sisi atas
rangka dipan dengan menggunakan gun HR-22. Setelah itu direkatkan busa
dan kain quilting dengan menggunakan lateks.
7. Penjahitan Lis
Selanjutnya dilakukan perekatan plastik non woven pada bagian bawah dipan
dengan gun etona 3001J yang diikuti dengan proses penjahitan lis. Kain lis
dijahit dengan menggunakan mesin corner.
8. Packing
Berikutnya adalah meletakkan kartun sudut setelah itu dilakukan
pembungkusan dipan dengan plastik mika yang direkatkan dengan
menggunakan isolatip.
9. Pemasangan kaki
Kaki dipan dipasang dengan menggunakan skrup.
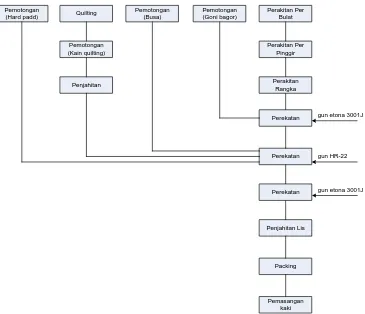
Blok diagram proses pembuatan dipan spring bed dapat dilihat pada
Perakitan Per Bulat Perakitan Per
Pinggir
Perekatan Pemotongan
(Busa) Quilting
Penjahitan Lis
Packing Pemotongan
(Hard padd)
Pemotongan (Kain quilting)
Penjahitan Perakitan
Rangka
Perekatan Pemotongan
(Goni bagor)
Perekatan gun etona 3001J
gun HR-22
gun etona 3001J
[image:50.595.128.493.109.423.2]Pemasangan kaki
Gambar 2.4. Blok Diagram Proses Pembuatan Dipan Spring Bed
2.5. Mesin dan Peralatan
Mesin yang digunakan di PT. Cahaya Kawi Ultra Polyintraco sebagian
besar adalah buatan luar negeri seperti Cina, Taiwan, Jepang dan Italia. Namun
ada juga yang dibeli dari dalam negeri.
Teknologi yang digunakan dalam kegiatan produksi di lantai pabrik belum
terotomatisasi, seluruh kegiatan melibatkan tenaga manusia dalam mendesain,
mengoperasikan dan mengontrol jalannya proses produksi di lantai pabrik.
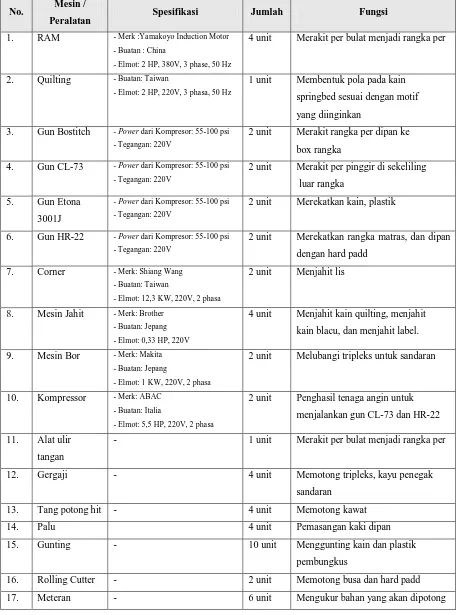
Adapun spesifikasi mesin dan peralatan yang digunakan dalam kegiatan
Tabel 2.3. Spesifikasi Mesin dan Peralatan
No. Mesin /
Peralatan Spesifikasi Jumlah Fungsi
1. RAM - Merk :Yamakoyo Induction Motor
- Buatan : China
- Elmot: 2 HP, 380V, 3 phase, 50 Hz
4 unit Merakit per bulat menjadi rangka per
2. Quilting - Buatan: Taiwan
- Elmot: 2 HP, 220V, 3 phasa, 50 Hz
1 unit Membentuk pola pada kain springbed sesuai dengan motif yang diinginkan
3. Gun Bostitch - Power dari Kompresor: 55-100 psi
- Tegangan: 220V
2 unit Merakit rangka per dipan ke box rangka
4. Gun CL-73 - Power dari Kompresor: 55-100 psi
- Tegangan: 220V
2 unit Merakit per pinggir di sekeliling luar rangka
5. Gun Etona 3001J
- Power dari Kompresor: 55-100 psi
- Tegangan: 220V
2 unit Merekatkan kain, plastik
6. Gun HR-22 - Power dari Kompresor: 55-100 psi
- Tegangan: 220V
2 unit Merekatkan rangka matras, dan dipan dengan hard padd
7. Corner - Merk: Shiang Wang - Buatan: Taiwan
- Elmot: 12,3 KW, 220V, 2 phasa
2 unit Menjahit lis
8. Mesin Jahit - Merk: Brother - Buatan: Jepang - Elmot: 0,33 HP, 220V
4 unit Menjahit kain quilting, menjahit kain blacu, dan menjahit label.
9. Mesin Bor - Merk: Makita - Buatan: Jepang
- Elmot: 1 KW, 220V, 2 phasa
2 unit Melubangi tripleks untuk sandaran
10. Kompressor - Merk: ABAC - Buatan: Italia
- Elmot: 5,5 HP, 220V, 2 phasa
2 unit Penghasil tenaga angin untuk menjalankan gun CL-73 dan HR-22
11. Alat ulir tangan
- 1 unit Merakit per bulat menjadi rangka per
12. Gergaji - 4 unit Memotong tripleks, kayu penegak
sandaran
13. Tang potong hit - 4 unit Memotong kawat
14. Palu 4 unit Pemasangan kaki dipan
15. Gunting - 10 unit Menggunting kain dan plastik
pembungkus
16. Rolling Cutter - 2 unit Memotong busa dan hard padd
2.6. Utilitas
Utilitas adalah semua bahan pembantu produksi yang tidak terlibat
langsung sebagai bahan baku, tetapi sebagai bahan penunjang produksi agar dapat
berjalan dengan lancar. Utilitas merupakan sarana penunjang untuk menjalankan
kegiatan suatu pabrik dari tahap awal sampai produk akhir.
PT. Cahaya Kawi Ultra Polyintraco mempunyai utilitas sebagai berikut:
1. Energi listrik diperoleh dari PLN dengan kebutuhan setiap bulan sekitar
30.000 KWH.
2. Kebutuhan air diperoleh dari PDAM Tirtanadi dengan kebutuhan tiap
BAB III
TINJAUAN PUSTAKA
3.1. Simulasi2
Simulasi adalah suatu peniruan operasi dari proses dunia nyata atau sistem
dari waktu ke waktu. Apakah yang dikerjakan dengan menggunakan tangan atau
computer, simulasi melibatkan pembangkitan sebuah sistem artificial history, dan
observasi terhadap artificial history tersebut untuk menggambarkan inferensi yang
berhubungan dengan karakteristik operasi dari sistem nyata.
3.1.1. Model Dari Suatu Sistem
Sebuah model didefinisikan sebagai representasi dari suatu sistem untuk
tujuan pembelajaran terhadap sistem. Karena banyaknya pembelajaran, sangat
penting untuk mempertimbangkan berbagai aspek dari sistem yang mempengaruhi
penyelidikan sistem dimaksud. Aspek-aspek ini adalah pendefinisian sistem
sebagai penyederhanaan suatu sistem.
3.1.2. Sistem dan Lingkungan Sistem
Dalam memodelkan sebuah sistem, sangat penting untuk memahami
konsep dari sebuah sistem dan sistem pembatas. Sebuah sistem didefinisikan
sebagai sekumpulan objek (manusia, mesin, dan informasi) yang dihubungkan
2
dan saling berinteraksi bersama-sama dalam aturan-aturan atau adanya saling
ketergantungan untuk menyelesaikan beberapa tujuan. Contohnya adalah sistem
produksi manufaktur automobile dimana mesin, komponen part, dan pekerja
beroperasi bersama sepanjang lintas perakitan untuk menghasilkan kendaraan
berkualitas tinggi.
Lingkungan sistem adalah perubahan yang terjadi di luar sistem,
perubahan tersebut seringkali mempengaruhi sebuah sistem. Dalam pemodelan
sistem, sangat penting untuk memutuskan pembatas antara sistem dan
lingkungannya.
3.1.3. Komponen Sistem
Untuk mengerti dan menganalisis sebuah sistem, beberapa istilah perlu
untuk didefinisikan, yaitu:
1. Entity
Entitas adalah objek yang menjadi perhatian dalam suatu sistem contohnya:
server, costumer, mesin, dll.
2. Attribut
Atribut adalah properti dati entitas (contoh: prioritas costumer yang
menunggu). Satu hal yang perlu diingat bahwa nilai atribut mengikat entiti
tertentu. Sebuah part (entiti) memiliki atribut (arrival, time, due date, priority,
dan color) yang berbeda dengan part yang lain.
3. Activity
tertentu (contoh: costumer menabung pada kasir di bank).
4. State
State dari sistem adalah variabel yang digunakan untuk menerangkan keadaan
sistem pada suatu waktu berkaitan dengan tujuan pengamatan sistem yang
ingin dicapai. Contohnya yaitu pada sistem antrian kasir bank dimana variabel
state meliputi: jumlah teller yang sibuk, jumlah costumer dalam antrian.
5. Event
Event adalah kejadiaan sesaat atau tiba-tiba yang dapat mempengaruhi state
dari sistem (contoh: kedatangan costumer dalam sistem antrian kasir di bank.
6. Variable
Variabel merupakan potongan informasi yang mencerminkan karakteristik
suatu sistem. Variabel berbeda dengan atribut karena tidak mengikat suatu
entitas melainkan sistem secara keseluruhan sehingga semua entiti dapat
mengandung variabel yang sama (contoh: panjang antrian, batch size).
3.1.4. Sistem Diskrit dan Kontinu
Sistem dapat dikatagorikan dalam 2 jenis, yaitu:
1. Sistem diskrit: adalah suatu sistem dimana variabel state berubah seketika
pada poin waktu diskrit, misalnya pada sebuah bank dimana variabelnya
adalah jumlah costumer yang akan berubah hanya ketika costumer datang atau
setelah selesai dilayani dan pergi.
2. Sistem kontinu: adalah suatu sistem dimana variabel state berubah secara terus
bergerak diudara dimana variabelnya seperti posisi dan kecepatannya akan
terus bergerak.
3.1.5. Klasifikasi Model Simulasi
Menurut Jerry Banks3
1. Menurut kejadian perubahan sistem yang berlangsung
klasifikasi model simulasi terdiri atas tiga dimensi
yang berbeda, yaitu :
Model Simulasi Statis vs Dinamis
Model statis merupakan representasi dari sebuah sistem pada waktu tertentu
sedangkan Model dinamis menggambarkan suatu sistem yang lambat laun
terjadi tanpa batas waktu (contoh: Sistem konveyor).
2. Menurut kepastian dari probabilitas perubahan sistem
Model Simulasi Deterministik vs Stokastik
Model simulasi dikatakan deterministik jika dalam model tersebut
mengandung komponen probabilitas yang pasti. Kebalikannya Model simulasi
stokastik adalah model yang kemungkinan perubahannya sangat acak.
3. Menurut sifat perubahannya
Model Simulasi Kontinu vs Diskrit
Dalam simulasi sistem kontinu, maka perubahan keadaan suatu sistem akan
berlangsung terus menerus seiring dengan perubahan waktu, sebagai contoh
adalah perubahan debit air dalam sebuah tangki reservoir yang dilubang
bagian bawahnya. Akan tetapi untuk simulasi sistem diskrit, perubahan
3
keadaan sistem hanya akan berlangsung pada sebagian titik perubahan waktu,
seperti perubahan sistem yang terjadi pada suatu sistem manufaktur dan
penanaganan material.
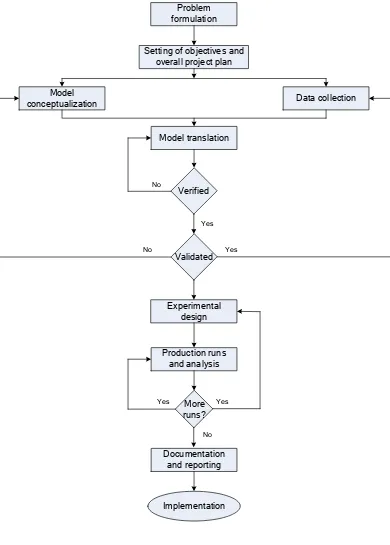
3.1.6. Tahapan Dalam Studi Simulasi4
1. Problem formulation. Setiap studi seharusnya dimulai dengan statemen
terhadap masalah.
Jerry Banks memberikan suatu tahapan dalam melakukan studi simulasi
dimana dapat dilihat pada Gambar 3.1.
Penjelasan:
2. Setting objectives and overall plan project. Tujuan menandai adanya
pertanyaan yang harus dijawab dengan simulasi. Dalam hal ini, definisi harus
dibuat berhubungan dengan apakah simulasi merupakan metodologi yang
layak dalam memformulasikan masalah dan tujuan.
3. Model conceptualization. Membangun sebuah model dari suatu sistem
merupakan seni dalam ilmu pengetahuan. Walaupun tidak mungkin
menyediakan kumpulan petunjuk yang akan menuntun dalam membangun
sebuah model yang sesuai dengan berbagai kejadian.
4. Data collection. Terdapat hubungan yang saling mempengaruhi antara model
yang dibuat dengan kumpulan data input yang diperlukan.
4
5. Model translation. Karena kebanyakan sistem dunia nyata yang dimodelkan
memerlukan informasi penyimpanan dan perhitungan, maka model harus
di