TUGAS AKHIR
PRA RANCANGAN PABRIK MELAMIN DARI UREA
DENGAN PROSES CHEMIE LINZ DENGAN
KAPASITAS 40.000 TON / TAHUN
Disusun Oleh :
ADIL SITUMORANG / 100425008
DEPARTEMEN TEKNIK KIMIA
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji dan syukur penulis ucapkan kepada Tuhan Yang Maha Esa yang telah
memberikan kemampuan dan kesabaran kepada penulis sehingga dapat
menyelesaikan Tugas Akhir dengan judul “Pra-Rancangan Pabrik Melamin dari Urea dengan Proses Chemie Linz dengan Kapasitas 40.000 ton/tahun”.
Tugas Akhir ini disusun untuk melengkapi tugas-tugas dan merupakan salah
satu syarat untuk mengikuti ujian sarjana di Departemen Teknik Kimia, Program
Studi Ekstensi, Fakultas Teknik, Universitas Sumatera Utara.
Dalam menyelesaikan Tugas Akhir ini penulis banyak menerima bantuan,
bimbingan, dukungan dan fasilitas dari berbagai pihak, oleh karena itu penulis
berterima kasih kepada :
1. Ibu Dr. Ir. Rosdanelli Hasibuan, MT, selaku Dosen Pembimbing I yang
telah banyak memberikan masukan, arahan dan bimbingan selama
menyelesaikan Tugas Akhir ini.
2. Bapak Dr. Eng. Ir. Irvan, M.Si, selaku Ketua Departemen Teknik Kimia
dan Dosen Pembimbing II yang telah banyak memberikan masukan,
arahan dan bimbingan selama menyelesaikan Tugas Akhir ini.
3. Ibu Dr. Ir. Fatimah, MT, selaku Sekretaris Departemen Teknik Kimia.
4. Ibu Ir. Renita Manurung, MT selaku Koordinator Tugas Akhir yang telah
memberikan masukan kepada penulis dalam penyelesaian Tugas Akhir ini.
5. Staf Pengajar Departemen Teknik Kimia atas ilmu yang diberikan kepada
penulis sehingga penulis dapat mengerjakan Tugas Akhir ini.
6. Para Pegawai Departemen Teknik Kimia atas bantuan dan kemudahan
administratif yang diberikan.
7. Kedua Orang Tua Penulis (S. Situmorang & O. Sihombing) atas doa,
bimbingan dan motivasi yang diberikan hingga saat ini.
8. Abang dan Kakak yang saya sayangi, yaitu: Benar Situmorang, Rismawati
Situmorang, Jhonner Situmorang, Monang Situmorang, Seriwati
Situmorang, Rosnida Situmorang, Parma Situmorang dan semua
9. Rekan seperjuangan penulis dalam penyelesaian Tugas Akhir ini M.
Fahriza Syahputra.
10.Teman satu kost Penulis B’Robin, B’Nico, Janwarisman, Bresman, Cantri
dan Adi kiting yang selama ini memberikan semangat dan dukungannya
kepada penulis.
11.Teman – teman baik Penulis Erwin, Darwis, Gunawan, Jhon, Harrison,
Binsar, Debin, Nico, Benny, Julika, Janwarisman, Wina, Lizma, Cut, Ela
dan Fauzi yang selama ini memberikan semangat dan dukungannya
kepada penulis.
12.Teman-teman Stambuk 2009 dan 2011 yang tidak dapat disebutkan satu
persatu yang juga telah memberikan semangat kepada penulis.
Penulis menyadari Tugas Akhir ini masih banyak kekurangan dikarenakan
keterbatasan pengetahuan dan pengalaman penulis, untuk itu penulis
mengharapkan saran dan kritik yang membangun. Semoga Tugas Akhir ini bisa
bermanfaat bagi para pembaca.
Medan, Mei 2012
Penulis,
INTISARI
Urea adalah suat
2H4 atau (NH2)2CO. Urea juga
dikenal dengan nama carbamide yang terutama digunakan di kawasan Eropa. Urea
sebagai bahan baku pada pra-rancangan pabrik ini diperoleh dari PT. Pupuk
Sriwijaya. Pra-rancangan pabrik melamin dari urea ini memiliki kapasitas 40.000
ton/tahun dengan 330 hari kerja. Pabrik pembuatan melamin ini membutuhkan
urea sebagai bahan baku dengan berat total 15.309,633 kg/jam atau 121.252,2934
ton/tahun. Lokasi pabrik pembuatan melamin ini direncanakan didirikan di
Palembang, Sumatera Selatan dengan luas areal 12.328 m2, tenaga kerja yang
dibutuhkan 148 orang dengan bentuk badan usaha Perseroan Terbatas (PT) yang
dipimpin oleh seorang direktur utama dengan struktur organisasi sistem garis.
Hasil analisa ekonomi pabrik melamin dari urea adalah sebagai berikut:
• Total Modal Investasi : Rp 457.591.041.463,-
• Biaya Produksi : Rp 512.563.023.104,-
• Hasil Penjualan : Rp 678.127.087.012,-
• Laba Bersih : Rp 115.332.870.512,-
• Profit Margin : 24,29%
• Break Even Point : 37,99%
• Return On Invesment : 25,204%
• Pay Uot Time : 3,967 Tahun
• Return On Network : 42,01%
• Internal Rate Of Return : 45,703%
Dari hasil analisa aspek ekonomi dapat disimpulkan bahwa pabrik
pembuatan melamin dari urea dengan proses chemie linz ini layak untuk
DAFTAR ISI
KATA PENGANTAR ... i
INTISARI ...iii
DAFTAR ISI ... iv
DAFTAR GAMBAR ... vi
DAFTAR TABEL ... vii
BAB I PENDAHULUAN ... I-1
1.1 Latar Belakang ... I-1
1.2 Perumusan Masalah ... I-2
1.3 Tujuan Perancangan ... I-3
1.4 Manfaat Perancangan ... I-3
BAB II TINJAUAN PUSTAKA ... II-1
2.1 Melamin ... II-1
2.2 Spesifikasi Bahan Baku dan Produk ... II-2
2.3 Proses Pembuatan Melamin ... II-5
2.4 Pemilihan Proses ... II-9
2.5 Pembuatan Melamin ... II-10
2.5 Pemurnian Produk ... II-10
BAB III NERACA MASSA ... III-1
BAB IV NERACA PANAS ...IV-1
BAB V SPESIFIKASI PERALATAN ... V-1
BAB VI INSTRUMENTASI DAN KESELAMATAN KERJA ...VI-1
6.1 Instrumentasi ...VI-1
6.2 Keselamatan Kerja ...VI-2
BAB VII UTILITAS ... VII-1
7.1 Kebutuhan Uap (Steam) ... VII-1
7.2 Kebutuhan Air ... VII-2
7.3 Kebutuhan Bahan Kimia ... VII-11
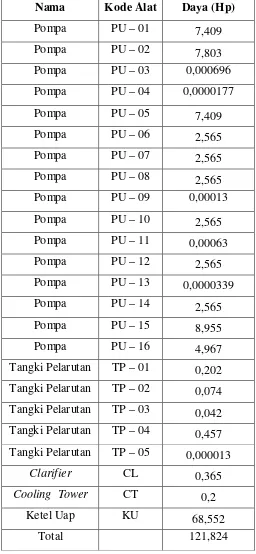
7.4 Kebutuhan Listrik ... VII-11
7.5 Kebutuhan Bahan Bakar ... VII-13
7.6 Spesifikasi Peralatan Utilitas ... VII-18
BAB VIII LOKASI DAN TATA LETAK PABRIK ... VIII-1
8.1 Lokasi Pabrik ... VIII-1
8.2 Tata Letak Pabrik ... VIII-3
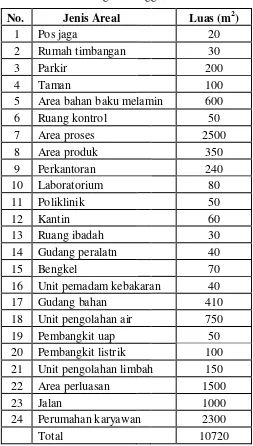
8.3 Perincian Luas Tanah ... VIII-5
BAB IX ORGANISASI DAN MANAJEMEN PERUSAHAAN...IX-1
9.1 Bentuk Perusahaan ...IX-1
9.2 Sistem Organisasi Perusahaan ...IX-1
9.3 Status Karyawan dan Upah ...IX-5
9.4 Jadwal Kerja Karyawan ...IX-6
9.5 Jaminan Sosial dan Kesejahteraan Karyawan ...IX-7
BAB X ANALISA EKONOMI ... X-1
10.1 Modal Investasi ... X-1
10.2 Biaya Produksi Total (BPT)/Total Cost (TC) ... X-4
10.3 Total Penjualan (Total Sales) ... X-5
10.4 Bonus Perusahaan ... X-5
10.5 Perkiraan Rugi/Laba Usaha ... X-5
10.6 Analisa Aspek Ekonomi ... X-5
BAB XI KESIMPULAN ...XI-1
DAFTAR PUSTAKA
LAMPIRAN A PERHITUNGAN NERACA MASSA
LAMPIRAN B PERHITUNGAN NERACA PANAS
LAMPIRAN C PERHITUNGAN SPESIFIKASI PERALATAN
LAMPIRAN D PERHITUNGAN SPESIFIKASI PERALATAN UTILITAS
DAFTAR GAMBAR
Gambar 2.1 Rumus Struktur Melamin ... II-2
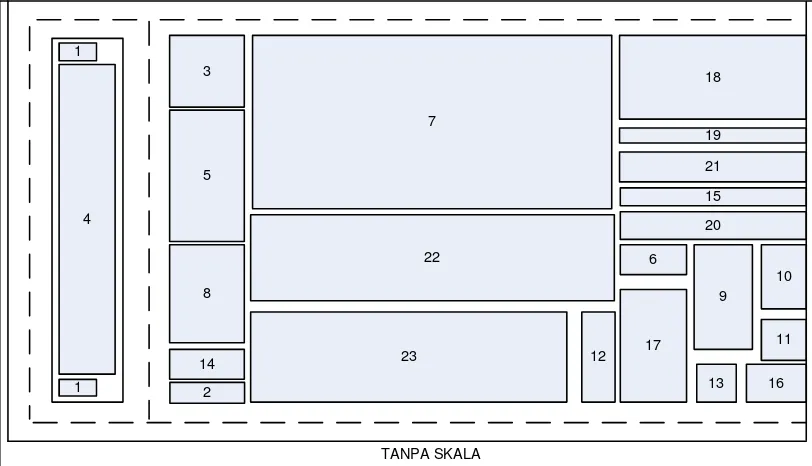
Gambar 8.1 Tata Letak Pra Rancangan Pabrik Pembuatan Melamin... VIII-9
Gambar 10.1 Struktur Organisasi Pabrik Melamin ... IX-10
Gambar D.1 Sketsa Sebagian Bar Screen (tampak atas) ... LD-2
Gambar LE.1 Harga Peralatan untuk Tangki Penyimpanan (Storage) dan
DAFTAR TABEL
Tabel 1.1 Data Impor Melamin Indonesia ... II-1
Tabel 3.1 Neraca Massa Di Melter ... III-1
Tabel 3.2 Neraca Massa Di (R – 01) ... III-1
Tabel 3.3 Neraca Massa Di (R – 02) ... III-1
Tabel 3.4 Neraca Massa Di Quencher (Q-01) ... III-2
Tabel 3.5 Neraca Massa Di (ST-01) ... III-2
Tabel 3.6 Neraca Massa Di (ML-01) ... III-2
Tabel 3.7 Neraca Massa Di (DR-01)... III-3
Tabel 3.8 Neraca Massa Di (ABS-01) ... III-3
Tabel 3.9 Neraca Massa Di (V-01) ... III-3
Tabel 3.10 Neraca Massa Di (PA-01) ... III-3
Tabel 4.1 Neraca Panas Di Sekitar Melter (M-01) ...IV-1
Tabel 4.2 Neraca Panas Di Sekitar Reaktor (R-01) ...IV-1
Tabel 4.3 Neraca Panas Di Furnace ...IV-1
Tabel 4.4 Neraca Panas Di Vaporizer ...IV-2
Tabel 4.5 Neraca Panas Di Reaktor-02 ...IV-2
Tabel 4.6 Neraca Panas Di Quenching (Q-01) ...IV-2
Tabel 4.7 Neraca Panas Di (HE-01) ...IV-3
Tabel 4.8 Neraca Panas Di (HE-02) ...IV-3
Tabel 4.9 Neraca Panas Di Dryer ...IV-3
Tabel 4.10 Neraca Panas Di Absorpsi (ABS-01) ...IV-4
Tabel 4.11 Neraca Panas Di Vaporizer ...IV-4
Tabel 4.12 Neraca Panas Di Heater (E-01) ...IV-4
Tabel 6.1 Alat Pengaman yang Digunakan ...VI-7
Tabel 6.2 Alat Instrument yang Digunakan ...VI-8
Tabel 7.1 Kebutuhan Steam Pabrik ... VII-1
Tabel 7.2 Kebutuhan Air Pendingin ... VII-2
Tabel 7.3 Pemakaian Air Untuk Kebutuhan Domestik ... VII-4
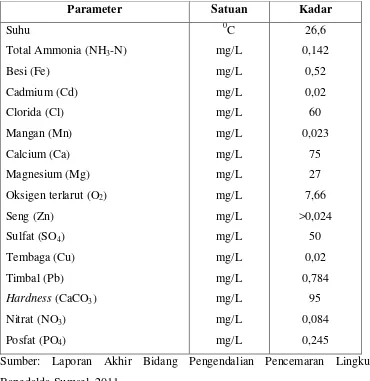
Tabel 7.4 Kualitas Air Sungai Musi ... VII-4
Tabel 7.6 Baku Mutu Limbah Cair Untuk Industri Melamin ... VII-15
Tabel 8.1 Pembagian Penggunaan Areal Tanah ... VIII-5
Tabel 9.1 Jadwal Kerja Karyawan Pabrik Melamin ...IX-6
Tabel 9.2 Jumlah Karyawan Pabrik Melamin ...IX-9
Tabel LE.1 Perincian Harga Bangunan Dan Sarana Lainnya ... LE-1
Tabel LE.2 Harga Indeks Marshall dan Swift ... LE-3
Tabel LE.3 Estimasi Harga Peralatan Proses ... LE-6
Tabel LE.4 Estimasi Harga Peralatan Utilitas ... LE-7
Tabel LE.5 Biaya Sarana Transportasi ... LE-11
Tabel LE.6 Perincian Gaji Pegawai ... LE-14
Tabel LE.7 Perincian Biaya Kas ... LE-16
Tabel LE.8 Perincian Modal Kerja ... LE-17
Tabel LE.9 Perhitungan Biaya Depresiasi ... LE-18
INTISARI
Urea adalah suat
2H4 atau (NH2)2CO. Urea juga
dikenal dengan nama carbamide yang terutama digunakan di kawasan Eropa. Urea
sebagai bahan baku pada pra-rancangan pabrik ini diperoleh dari PT. Pupuk
Sriwijaya. Pra-rancangan pabrik melamin dari urea ini memiliki kapasitas 40.000
ton/tahun dengan 330 hari kerja. Pabrik pembuatan melamin ini membutuhkan
urea sebagai bahan baku dengan berat total 15.309,633 kg/jam atau 121.252,2934
ton/tahun. Lokasi pabrik pembuatan melamin ini direncanakan didirikan di
Palembang, Sumatera Selatan dengan luas areal 12.328 m2, tenaga kerja yang
dibutuhkan 148 orang dengan bentuk badan usaha Perseroan Terbatas (PT) yang
dipimpin oleh seorang direktur utama dengan struktur organisasi sistem garis.
Hasil analisa ekonomi pabrik melamin dari urea adalah sebagai berikut:
• Total Modal Investasi : Rp 457.591.041.463,-
• Biaya Produksi : Rp 512.563.023.104,-
• Hasil Penjualan : Rp 678.127.087.012,-
• Laba Bersih : Rp 115.332.870.512,-
• Profit Margin : 24,29%
• Break Even Point : 37,99%
• Return On Invesment : 25,204%
• Pay Uot Time : 3,967 Tahun
• Return On Network : 42,01%
• Internal Rate Of Return : 45,703%
Dari hasil analisa aspek ekonomi dapat disimpulkan bahwa pabrik
pembuatan melamin dari urea dengan proses chemie linz ini layak untuk
BAB I
PENDAHULUAN
1.1 Latar Belakang
Pada saat ini pemerintah Indonesia sedang melakukan pengembangan
dalam berbagai bidang industri. Salah satunya dengan cara memenuhi kebutuhan
bahan-bahan industri melalui pendirian pabrik-pabrik industri kimia. Jumlah dan
macam industri yang belum dapat dipenuhi sendiri cukup banyak dan biasanya
diperoleh dengan cara mengimpor dari negara lain. Salah satu bahan yang
diimpor dalam jumlah banyak adalah melamin.
Melamin dengan nama kimia 1,3,5-Triazine-2,4,6-triamine mempunyai
sinonim 1,3,5-Triazine-2,4,6(1H,3H,5H)-triimine; 2,4,6-Triamino-s-triazine;
Cyanuric Triamide Cyanurotriamine; Isomelamine; Triaminotriazine; dan
s-Triazine, 4,6-diamino-1,2-dihydro-2-imino-. Melamin memiliki struktur kimia
C3N6H6 dengan berat molekul 126,12 yang merupakan senyawa kimia berbasis
organik berbentuk kristal putih mengandung kaya nitrogen (66,6 % berat),
mengalami degradasi melalui hidrolisis tiga tahap deaminasi secara berturut-turut
menjadi ammeline (4,6-diamino-2-hydroxy-1,3,5-triazine), ammelide
(6-amino-2,4-dihydroxy-1,3,5-triazine) dan asam sianurat.
Melamin dengan nomor CAS (Chemical Abstracts Service) 108-78-1
diproduksi di dunia sekitar 1,2 juta ton pada tahun 2007. Produsen utama
senyawa ini adalah Cina dan Eropa Barat. Melamin dapat dibuat dari tiga
komponen berbeda yaitu urea, dicyandiamide (DCD) dan hidrogen sianida.
Secara komersial, melamin dibuat dari urea dengan kemurnian 99%. Sebesar 97%
melamin digunakan dalam pembuatan resin melamin (dicampurkan dengan
formalin), dan digunakan industri sebagai bahan baku dalam pembuatan plastik,
bahan perekat, peralatan makan, papan tulis/whiteboard, perekat, pencetakan
(moulding), pelapis dan flame retardant. Melamin merupakan nama kimia
sekaligus nama yang diberikan pada produk plastik berbahan baku melamin.
Melamin juga merupakan hasil penguraian trichloromelamine dan metabolit
cyromazine. Trichloromelamine digunakan dalam larutan pembersih dan
yang digunakan pada pengolahan makanan, perlengkapan, peralatan dan wadah
yang kontak dengan makanan lainnya kecuali wadah yang akan digunakan untuk
susu. Cyromazine merupakan pestisida yang digunakan pada tanaman buah dan
sayur (OECD, 1998).
Berkembangnya industri-industri pemakai melamin di Indonesia, seperti
Industri moulding, industri adhesive, industri surface coating menyebabkan
kebutuhan melamin di Indonesia semakin meningkat.
Untuk memenuhi kebutuhan akan melamin dalam negeri, Indonesia masih
harus mengimpor dari luar negeri. Data impor tersebut dapat dilihat dari tabel
berikut:
Tabel 1.1 Data Impor Melamin Indonesia
Tahun Produksi
(ton)
Impor (ton)
Total kebutuhan (ton)
Nilai/Value (US$)
2005 152.176 312.824 465.000 289.545.237
2006 - 467.919 467.919 408.560.804
2007 468.000 - 468.000 -
2008 457.109 12.891 470.000 23.904.324
2009 463.496 7.004 470.500 20.382.939
2010 439.344 31.756 471.100 125.652.294
2011 396.249 75.701 471.950 175.699.143
(Badan Pusat Statistik, 2011)
Dari Tabel 1.1 dapat dilihat semakin meningkat kebutuhan akan melamin
sehingga perlu didirikan pabrik ini. Dengan mengasumsi bahwa produksi melamin
dalam negeri sebesar 396.249 ton/ tahun, sementara kebutuhan melamin di
Indonesia mengalami pertumbuhan setiap tahunnya maka diperkirakan kebutuhan
melamin yang belum terpenuhi pada tahun 2012 adalah sebesar 50% dari total
kebutuhan Impor 75.701 ton/tahun. Diperkirakan pabrik melamin yang akan
1.2 Perumusan Masalah
Mengingat kebutuhan dalam negeri Indonesia akan melamin yang cukup
tinggi, tidak didukung dengan jumlah produksi pabrik yang telah ada, sehingga
untuk mencukupi kebutuhan melamin domestik dilakukan dengan cara
mengimpornya. Hal ini akan sangat merugikan negara karena pada saat sekarang
ini harga melamin impor masih tergolong cukup mahal. Dan mengingat Indonesia
memiliki bahan baku urea yang berasal dari pabrik urea yang cukup banyak di
Indonesia
1.3 Tujuan Perancangan
Pra rancangan pabrik ini bertujuan untuk menerapkan disiplin ilmu Teknik
Kimia, khususnya dalam bidang perancangan, proses dan operasi Teknik Kimia
sehingga memberikan kelayakan pra rancangan pabrik yang akan didirikan.
Tujuan lain adalah untuk meningkatkan nilai tambah dari melamin.
1.4 Manfaat Perancangan
Manfaat yang dapat diperoleh dari perancangan ini adalah tersedianya
informasi mengenai pra rancangan pabrik melamin dari urea dengan proses
chemie linz, sehingga dapat menjadi referensi untuk pendirian suatu pabrik
BAB II
TINJAUAN PUSTAKA
2.1 Melamin
Urea yang dikenal dengan nama rumus kimianya NH2CONH2 pertama kali
dibuat secara sintetis oleh Frederich Wohler tahun 1928 dengan mereaksikan
garam cyanat dengan ammonium hydroxide. Urea merupakan reaksi antara
karbon dioksida (CO2) dan ammonia (NH3). Kedua senyawa ini berasal dari bahan
gas bumi, air dan udara. Salah satu kegunaan urea yaitu sebagai bahan baku
pembuatan melamin dimana pada proses pembuatan melamin tersebut, urea
terdekomposisi menjadi amoniak dan asam isocyanic. Kemudian selanjutnya asam
isocyanic dipanaskan sampai 4500C mendekati tekanan atmosfir sampai terbentuk
melamin.
Melamin merupakan polimer termoplas yang dapat diperoleh melalui
polimerisasi fenol- atau melamin- formaldehida. Fenol dan melamin merupakan
senyawa yang berbeda struktur, tetapi memperlihatkan beberapa kesamaan pada
sifat-sifat kimiawinya yaitu berkaitan dalam hal bereaksi dengan formaldehida
baik dalam hal pemrosesan maupun aplikasi polimer-polimer yang terbentuk.
Formaldehida merupakan bahan pengawet yang bersifat karsigenik, akan tetapi
sifat toxic tersebut akan hilang karena telah menjadi satu senyawa, yaitu melamin.
Melamin merupakan senyawa berwarna, termasuk dalam kelompok senyawa
heterosiklik-basa kuat yang memiliki rumus molekul C3H6N6 dengan nama
IUPAC 1,3,5-triazine-2,4,6-triamine, diperoleh dari sintesis sianamida. Melamin
banyak digunakan sebagai bahan dasar dalam industri sintatesis resin. Melamin
dapat berkondensasi dengan formaldehida membentuk polimer termoplas dengan
berat molekul tinggi. Melamin bereaksi dengan formaldehida dalam suasana basa,
membentuk melamin metilol, selanjutnya dengan pemanasan akan dihasilkan
resin melamin-formaldehida.
Melamin pertama kali dipelajari oleh Leibig pada tahun 1834. Pada saat itu
Leibig mendapatkan melamin dari proses fusi antara potasium thiosianat dengan
amonium klorida. Kemudian di tahun 1885 A.W Von Hoffman mempublikasikan
Gambar 2.1 Rumus Struktur Melamin
(Hoffman,1885)
Selanjutnya melamin banyak dijumpai pada aplikasi industri untuk proses
produksi resin melamin formaldehid.
Pada sekitar tahun 1960, melamin diproduksi dari dicyanamid. Proses ini
berlangsung didalam autoclave pada tekanan 10 Mpa dan suhu 4000C dengan
adanya gas amoniak, sesuai persamaan reaksi:
3 H2NC(NH)NHCN 2 C3N6H6
Pada awal 1940, Mackay menemukan bahwa melamin juga bisa disintesa
dari urea pada suhu 400 0C dengan atau tanpa katalis. Sejak saat itu melamin
mulai diproduksi dari bahan baku urea. Dan penggunaan cyanamid sebagai bahan
baku dihentikan pada akhir dekade 1960.
2.2 Spesifikasi Bahan Baku dan Produk 2.2.1 Spesifikasi Bahan Baku
a. Urea
Urea adalah suatu
2H4 atau (NH2)2CO. Urea juga
dikenal dengan nama carbamide yang terutama digunakan di kawasan Eropa.
Nama lain yang juga sering dipakai adalah carbamide resin, isourea, carbonyl
diamide dan carbonyldiamine. Sifat fisis urea
• Wujud : padat, berbentuk prill :
• H2O maksimum : 0,13 % berat • Biuret maksimum : 0,57 % berat
• Titik leleh : 132 0C
• NH3 bebas maksimum : 100 ppm • Ukuran butiran : 18 US mesh
Sifat kimia urea
Pada tekanan rendah dan temperatur tinggi urea akan menjadi biuret :
2CO(NH2)2 NH2CONHCONH2
Bereaksi dengan formaldehid membentuk monometilourea dan dimetilourea
tergantung dari perbandingan urea dan formaldehid
Pada tekanan vakum dan suhu 180 – 190 0C akan menyublim menjadi amonium
cyanat (NH4OCN)
Pada tekanan tinggi dan adanya amonia akan merubah menjadi cyanic acid dan
cynuric acid
3 (NH2)2CO 3 HOCN + 3 NH3
3 HOCN (NCOH)3
Dalam amonia cair akan membentuk urea-amonia CO(NH2)2, NH2, yang
terdekomposisi pada suhu diatas 450C
b. Katalis alumina
Alumina tidak dapat larut dalam air dan organik cair dan sangat ringan, dapat
larut dalam asam kuat dan alkali. Alumina terjadi dalam dua bentuk kristal. Sifat fisis alumina
♦ Wujud : Padat berbentuk serbuk :
♦ Surface area : 175 m2/g
♦ Bentuk partikel : bola
♦ Diameter : 270 –280 mikron
♦ Bulk density : 413,088 kg/m3
♦ Porositas : 0,45
2.2.2 Spesifikasi Produk
Melamin merupakan polimer termoplas yang dapat diperoleh melalui
polimerisasi fenol- atau melamin- formaldehida. Fenol dan melamin merupakan
senyawa yang berbeda struktur, tetapi memperlihatkan beberapa kesamaan pada
sifat-sifat kimiawinya yaitu berkaitan dalam hal bereaksi dengan formaldehida
baik dalam hal pemrosesan maupun aplikasi polimer-polimer yang terbentuk.
Formaldehida merupakan bahan pengawet yang bersifat karsigenik, akan tetapi
sifat toxic tersebut akan hilang karena telah menjadi satu senyawa, yaitu melamin.
Sifat fisis melamin
♦ Wujud : Padat
:
♦ Bentuk : Kristal put ih
♦ Kemurnian : 99,9 % berat
♦ Urea maksimum : 0,05 % berat
♦ Biuret maksimum : 0,05 % berat
♦ Bulk density : 423,088 kg/m3
♦ Ukuran partikel : 5 – 10 mikron
♦ Melting point : 345 0C
Sifat kimia melamin
• Hidrolisa dengan basa, jika direaksikan dengan NaOH akan membentuk ammeline/ ammelide
:
• Pembentukan garam
Melamin adalah basa lemah yang akan membentuk garam jika bereaksi
dengan asam organik maupun anorganik. Dimana kelarutan garam melamin tidak
terlalu tinggi jika dibandingkan dengan melamin bebas.
• Reaksi dengan aldehid, melamin bereaksi dengan aldehid membentuk bermacam-macam produk yang paling penting adalah reaksi dengan formaldehid membentuk
resin.
Me(NH2)3 +6 CH2O Me(N(CH2OH)2)3
Me adalah molekul melamin dimana semua atom hidrogen yang ada pada
Monomethylol sampai hexamethylol melamin. Methylolmelamin sedikit larut
dalam sebagian besar solven dan sangat tidak stabil karena diikuti oleh reaksi
resinifikasi/ kondensasi.
Reaksi :
MeNHCH2OH + H2N-Me MeNHCH2NHMe + H2O
2 MeNHCH2OH MeNHNH2OCH2NHMe + H2O
Pada kondensasi melamin produk mempunyi sifat khusus yaitu tahan terhadap
panas dan air yang baik.
• Acylasi
Acylasi melamin dapat terjadi dengan sejumlah anhydrid melalui tahap triacyl
• Reaksi dengan amine
Substitusi melamin dengan gugus alkil pada atom H yang menempel pada gugus
N dapat terjadi seperti pada reaksi dibawah ini :
(C3H3)(NH2)3 + RNH2 NH3 + R(C3H3)(NH2)2
Klorinasi
Klorinasi melamin yang terjadi cenderung mengganti semua atom hidrogen. Air
yang dihasilkan pada reaksi akan menghidrolisa menghasilkan nitrogen triklorida
yang berbahaya pada proses klorinasi, melamin stabil ketika kondisinya kering.
( Ullman’s Vol A 16, 1990)
2.3 Proses Pembuatan Melamin
Melamin dapat disintesa dari urea pada suhu 350 – 400 0C dengan
persamaan reaksi sebagai berikut:
6 H2N – CO – NH2 C3N3(NH2)3 + 6 NH3 + 3 CO2
Reaksinya bersifat endotermis membutuhkan 629 KJ per mol melamin. Secara
garis besar proses pembuatan melamin dapat diklasifikasikan menjadi 2 :
1. Proses tekanan rendah dengan menggunakan katalis.
Masing-masing proses terdiri dari tiga tahap, yaitu tahap sintesa, recovery
dan pemurnian melamin serta pengolahan gas buang.
1. Proses Tekanan Rendah dengan Menggunakan Katalis.
Proses tekanan rendah dengan katalis menggunakan reaktor Fluidized bed
pada tekanan atmosferik sampai 1 Mpa pada suhu 390 – 410 0C. Sebagai
fluidizing gas digunakan amoniak murni atau campuran antara amoniak dan
karbondioksida yang terbentuk selama reaksi.. Katalis yang digunakan yaitu silika
dan alumina.
Melamin meninggalkan reaktor berupa gas bersama dengan fluidizing
gas. Kemudian dipisahkan dari amonia dan karbondioksida dengan quenching
gas atau menggunakan air (yang diikuti dengan kristalisasi) atau sublimasi. Pada
proses menggunakan katalis, langkah pertama adalah dekomposisi urea menjadi
asam isocyanat dan amonia kemudian diubah menjadi melamin.
Mekanisme Reaksi :
6 (NH2)2CO 6 NH=C=O + 6 NH3 ∆H = 984kj / mol
6 NH=C=O C3N3(NH2)3 + 3 CO2 ∆H = -355 kj / mol
6 (NH2)2CO C3N3(NH2)3 + 6 NH3 ∆H = 629 kj / mol
Yield yang diperoleh adalah 90 – 95 %. Ada 4 proses pada tekanan rendah yaitu:
a. Proses BASF (Badische Anilin and Soda Fabrik)
Pada proses ini menggunakan reaktor satu stage, dimana lelehan
urea diumpankan ke fluidized bed reaktor pada suhu 395 - 400 0Cpada tekanan
atmosferik. Katalis yang digunakan adalah alumina dengan fluidizing gas
berupa amonia dan karbondioksida. Suhu reaktor dijaga dengan mensirkulasi
lelehan garam dengan menggunakan koil pemanas. Produk yang keluar dari
reaktor berupa gas terdiri dari campuran melamin, urea yang tidak bereaksi,
biuret, amonia dan karbondioksida. Katalis yang terbawa aliran gas ditahan
pada siklon separator dalam reaktor. Campuran gas tersebut didinginkan
dalam cooler sampai temperatur dew point campuran gas produk.
Campuran gas kemudian masuk desublimer lalu bercampur dengan
off gas yang telah direcycle pada temperatur 140 0C hingga berbentuk kristal
dihasilkan dipisahkan dari campuran gas dengan menggunakan siklon. Gas
recycle dari siklon dialirkan ke scrubber atau washing tower untuk mengambil
urea yang tidak beraksi, dan gas digunakan sebagai fluidizing gas pada reaktor
dan media pendingin pada desublimer.
b. Proses Chemie linz
Proses ini ada dua tahap , tahap pertama yaitu molten urea
terdekomposisi dalam Fluidized Sand Bed Reaktor sehingga menjadi amonia
dan asam isocyanic pada kondisi suhu 350 0C dan tekanan 0,35 Mpa. Amonia
digunakan sebagai fluidizing gas. Panas yang dibutuhkan untuk dekomposisi
disuplai ke reaktor oleh lelehan garam panas yang disirkulasi melalui koil
pemanas. Tahap kedua, aliran gas kemudian diumpankan ke fixed bed reaktor
dimana asam isocyanic dikonversi menjadi melamin pada suhu 450 0C dan
tekanan mendekati tekanan atmosfer. Melamin dipisahkan dari hasil reaksi
yang berupa fase gas melalui quenching dengan menggunakan air mother
liquor yang berasal dari centrifuge. Quencher didesain khusus agar dapat
bekerja dengan cepat sehingga mencegah hidrolisis melamin menjadi
ammelide dan ammeline. Suspensi melamin dari quencer didinginkan lalu
dikristalisasi menjadi melamin. Setelah di centrifuge, kristal dikeringkan dan
dimasukkan ke penyimpanan.
c. Proses Stamicarbon
Seperti pada proses BASF, proses DSM Stamicarbon
menggunakan reaktor satu stage. Proses berlangsung pada tekanan 0,7 Mpa,
dengan fluidizing gas berupa amonia murni. Katalis yang digunakan berupa
alumina dan silika.
Lelehan urea diumpankan kedalam reaktor bagian bawah. Katalis
silika alumina difluidisasi oleh amonia yang masuk ke reaktor bagian bawah
dari reaktor fluidized bed. Reaksi dijaga pada suhu 400 0C dengan
mensirkulasi lelehan garam melewati koil pemanas dalam bed katalis.
Melamin yang terkandung dalam campuran zat keluaran reaktor
scrubber untuk di srub dengan mother liquor dari centrifuge. Dari scrubber,
suspensi melamin dialirkan kedalam kolom KO drum dimana sebagian dari
amonia dan CO2 terlarut dalam suspensi dipisahkan, lalu campuran gas ini
dialirkan ke absorber dan akan membentuk amonium karbamat dari KO drum
kemudian produk dialirkan ke mixing vessel dan dicampur dengan karbon
aktif. Kemudian dimasukkan dalam precoat filter kemudian airnya diuapkan
didalam evaporator, kemudian dikristaliser dan pemisahan dari mother
liquornya oleh centrifuge.
2. Proses Tekanan Tinggi Tanpa Menggunakan Katalis
Reaksi yang terjadi pada tekanan tinggi dengan tekanan lebih dari 7 Mpa
dan suhu yang digunakan lebih dari 370 0C.
Secara umum, lelehan urea dimasukkan dalam reaktor menjadi campuran
lelehan urea dan melamin. Proses ini menghasilkan melamin dengan kemurnian
>94 %. Panas yang dibutuhkan untuk reaksi disupply dengan elektrik heater atau
sistem heat transfer dengan menggunakan lelehan garam panas.
Mekanisme reaksi yang terjadi sebagai berikut :
3 (NH2)2CO 3 HOCN + 3 NH3
urea cyanic acid
3 HOCN (NCOH)3
cyanuric acid
(NCOH)3 + 3 NH3 C3N3(NH2)3+ 3 H2O
melamin
3 (NH2)2CO + 3 H2O 6 NH3 + 3 CO2
6 (NH2)2CO C3N3(NH2)3 + 6 NH3 + 3 CO2
Pada proses dengan tekanan tinggi dikenal ada 3 macam proses, yaitu :
a. Proses Melamin Chemical Process
Proses ini menghasilkan melamin dengan kemurnian 96 – 99,5 %. Molten
urea yang dikonversi menjadi melamin dalam reaktor tubuler pada suhu 370
– 425 0C dan teakanan 11 – 15 Mpa, liquid melamin dipisahkan dari off gas
bawah. Produk yang keluar diquencing dengan NH3 cair pada unit pendingin,
konversi yang dihasilkan adalah 99,5 %. Molten urea diumpankan ke reaktor
pada suhu 1500C. Campuran hasil reaksi meninggalkan reaktor masuk ke
quencher kemudian diquenching dengan amonia cair dan CO2 untuk
mengendapkan melamin. Amonia dan CO2 terpisah dibagian atas quencher
direcycle ke pabrik urea.
b. Proses Mont edison
Proses ini berlangsung pada suhu 370 0C dan tekanan 7 Mpa.Panas reaksi
disuplai dengan sistem pemanasan menggunakan lelehan garam. Hasil reaksi
yang dihasilkan kemudian diquencing dengan amonia cair dan CO2 untuk
mengendapkan melamin, sedangkan gas CO2 dan NH3 direcycle ke pabrik
urea.
c. Proses Nissan
Proses Nissan berlangsung pada suhu 400 0C dan tekanan 10 Mpa. Produk
melamin yang dihasilkan didinginkan dan diturunkan tekanannya dengan
larutan amonia, setelah melalui proses pemisahan produk melamin
dikeringkan dengan prilling sehingga diperoleh melamin serbuk.
2.4 Pemilihan Proses
Dari 2 klasifikasi proses pembuatan melamin, dipilih proses pembuatan
melamin dengan tekanan rendah, dikarenakan pada proses tekanan tinggi, tekanan
produksi mencapai lebih dari 7 Mpa, sehingga membutuhkan spesifikasi alat yang
memiliki kekuatan material yang khusus yaitu dari paduan titanium atau
campuran logam lainnya yang non-korosif.
Dari ketiga metode proses pembuatan melamin dengan tekanan rendah,
dipilih proses chemie linz, dengan menggunakan katalis alumina. Proses ini
dipilih dikarenakan memiliki beberapa keunggulan dari proses yang lain yaitu,
memiliki 2 buah reaktor sehingga reaksi pembentukan melamin terjadi secara 2
dioksida dipisahkan dalam dua aliran terpisah yang mudah digunakan untuk
proses yang berbeda.
Kekurangan proses ini yaitu membutuhkan energi besar, dikarenakan
mengkonsumsi sekitar 14.500 BTU/lb melamin produk.
2.5 Pembuatan Melamin
Bahan baku urea di dalam gudang (G-01) yang berwujud prill dengan
kemurnian 99,3 % berat disimpan di silo penyimpanan urea pada suhu kamar dan
tekanan 1 atm. Dari silo penyimpanan, urea prill diumpankan ke melter untuk
dilelehkan pada suhu 140 0C tekanan 1 atm. Pada kondisi ini urea meleleh dan
kandungan airnya akan menguap, lelehan urea lalu dialirkan ke Fluidized Bed
Reaktor (R-01). Kemudian urea yang terdekomposisi dalam Fluidized Bed
Reaktor (R-01) sehingga menjadi amonia dan asam isocyanic pada kondisi suhu
350 0C dan tekanan 0,35 Mpa. Fluidizing gas berupa gas amonia diperoleh dari
off gas yang dihasilkan dari hasil quenching (Q-01) melamin yang dipisahkan
dalam Kolom absorbsi (ABS-01). Panas yang dibutuhkan untuk dekomposisi
disuplai ke reaktor oleh lelehan garam panas yang disirkulasi melalui koil
pemanas. Tahap kedua, aliran gas kemudian diumpankan ke fixed bed reaktor
(R-02) dengan katalis berupa alumina, dimana asam isocyanic dikonversi menjadi
melamin pada suhu 450 0C dan tekanan mendekati tekanan atmosfer. Melamin
dipisahkan dari hasil reaksi yang berupa fase gas melalui quenching (Q-01)
dengan menggunakan air mother liquor yang berasal dari centrifuge (ST-01) dan
air pendingin. Kemudian campuran melamin hasil dari sentrifuge (ST-01)
dipompakan ke rotary dryer (RD-01) untuk mengeringkan kristal melamin.
Produk kristal melamin tersebut disimpan di dalam gudang penyimpanan (G-02).
2.6 Pemurnian Produk
Produk yang dihasilkan dalam reactor (R-02) dialirkan ke quencher (Q-01)
untuk memisahkan amoniak dan karbon dioksida dari melamin dengan air
pendingin dan air mother liquer dari sentrifuse (ST-01). Suspensi Melamin yang
keluar dari quencer didinginkan dan dialirkan ke sentrifuse (ST-01) untuk
dan menuju ke kolom absorbsi CO2 (ABS -01). Setelah di centrifuge (ST-01),
kristal dikeringkan di rotary drayer (DR-01) dengan menggunakan aliran udara
panas. Kemudian melamin prill dialirkan ke Gudang (G-02) melalui belt
BAB III
NERACA MASSA
3.1 Neraca Massa disekitar Melter (M-01)
Tabel 3.1 Neraca Massa (M-01)
Komponen
Alur Masuk (kg/jam)
Alur Keluar (kg/jam)
Alur 1 Alur 2 Alur 3
U 15.202,466 15.202,466 0
B 87,265 87,265 0
W 19,903 0 19,903
15.309,633 15289,731 19,903
Total 15.309,633 15.309,633
3.2 Neraca Massa disekitar Reaktor (R-01)
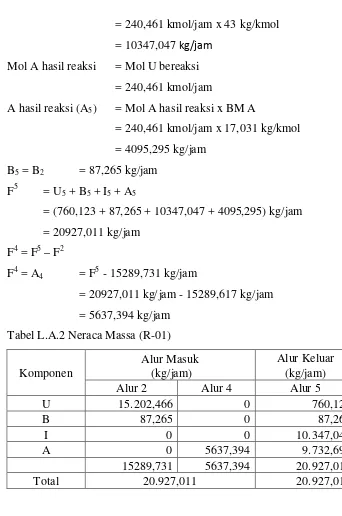
Tabel 3.2 Neraca Massa (R-01)
Alur Masuk (kg/jam)
Alur Keluar
Komponen (kg/jam)
Alur 2 Alur 4 Alur 5
U 15.202,466 0 760,123
B 87,265 0 87,265
I 0 0 10.347,047
A 0 5637,394 9.732,690
15289,731 5637,394 20.927,011
Total 20.927,011 20.927,011
3.3 Neraca Massa disekitar Reaktor (R-02)
Tabel L.A.3 Neraca Massa (R-02)
Alur Masuk Alur Keluar Komponen (kg/jam) (kg/jam)
Alur 5 Alur 6
U 760,123 760,123
B 87,265 87,265
I 10.347,047 0
M 0 5.055,698
A 9.732,690 9.732,690
C 0 5.291,350
3.4 Neraca Massa disekitar Quencher (Q-01)
Tabel 3.4 Neraca Massa (Q-01)
Alur Masuk (kg/jam)
Alur Keluar (kg/jam) Komponen
Alur 6 Alur 7 Alur 8 Alur 9
U 760,123 0 0 760,123
B 87,265 0 0 87,265
M 5.055,698 0 0 5.055,698
A 9.732,690 0 9.732,690 0
C 5.291,350 0 5.291,350 0
W 0 16.741,610 837,080 15.904,530
20.927,011 16.741,610 15.861,681 21.806,939
Total 37668,620 37668,620
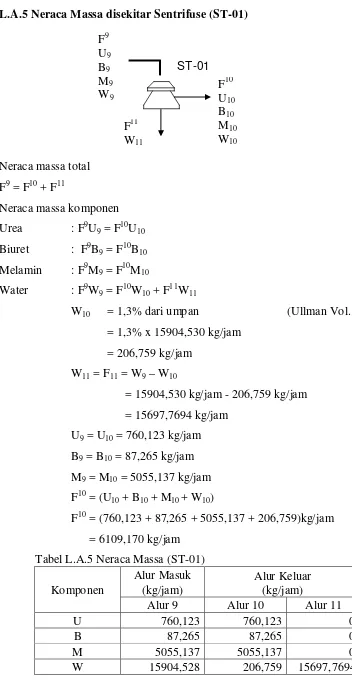
3.5 Neraca Massa disekitar Sentrifuse (ST-01)
Tabel 3.5 Neraca Massa (ST-01)
Alur Masuk Alur Keluar (kg/jam) Komponen (kg/jam)
Alur 9 Alur 10 Alur 11
U 760,123 760,123 0
B 87,265 87,265 0
M 5055,137 5055,137 0
W 15904,528 206,759 15697,7694
21806,939 6109,170 15697,7694
Total 21806,939 21806,939
3.6 Neraca Massa disekitar Tangki Mother Liquor (ML-01)
Tabel 3.6 Neraca Massa (ML-01)
Komponen
Alur Masuk (kg/jam)
Alur Keluar (kg/jam) Alur 11 Alur UT Alur 7 W 15697,769 1043,839 16741,609
3.7 Neraca Massa disekitar Dryer (DR-01)
Tabel 3.7 Neraca Massa (DR-01)
Alur Masuk Alur Keluar (kg/jam) Komponen (kg/jam)
Alur 10 Alur 13 Alur 12
U 760,123 759,743 0,370
B 87,265 87,107 0,154
M 5055,137 5,055 5050,081
W 206,759 206,759 0
6109,170 1058,664 5050,505
Total 6109,170 6109,170
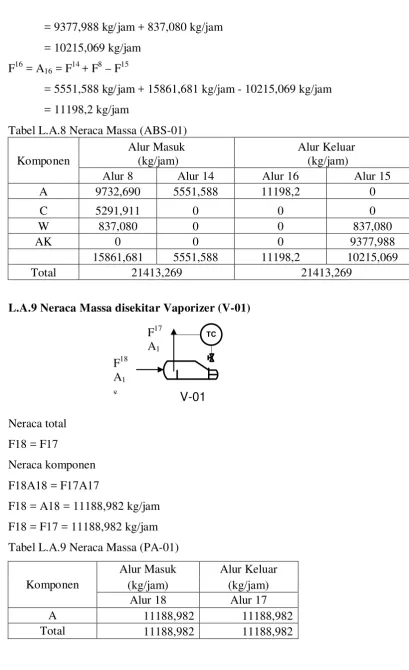
3.8 Neraca Massa disekitar Absorbsi (ABS-01)
Tabel 3.8 Neraca Massa (ABS-01)
Alur Masuk (kg/jam)
Alur Keluar (kg/jam) Komponen
Alur 8 Alur 14 Alur 16 Alur 15
A 9732,690 5551,588 11198,2 0
C 5291,911 0 0 0
W 837,080 0 0 837,080
AK 0 0 0 9377,988
15861,681 5551,588 11198,2 10215,069
Total 21413,269 21413,269
3.9 Neraca Massa disekitar Vaporizer (V-01)
Tabel L.A.9 Neraca Massa (PA-01)
Komponen
Alur Masuk Alur Keluar (kg/jam) (kg/jam)
Alur 18 Alur 17
A 11188,982 11188,982
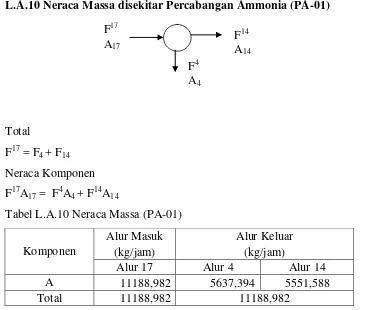
3.10 Neraca Massa disekitar Percabangan Ammonia (PA-01)
Tabel 3.10 Neraca Massa (PA-01)
Komponen
Alur Masuk Alur Keluar
(kg/jam) (kg/jam)
Alur 18 Alur 4 Alur 15
A 11188,982 5637,394 5551,588
BAB IV
NERACA PANAS
4.1 Neraca Panas di Sekitar Melter (M-01)
Tabel 4. 1 Neraca Panas disekitar Melter (M-01)
4.2 Neraca Panas di Sekitar Reaktor-01
Tabel 4. 2 Neraca Panas disekitar Reaktor-01
Komponen
INPUT OUTPUT
Q2 Q4 Qsalt Q5 QV QReaksi
(kkal/jam) (kkal/jam) (kkal/jam) (kkal/jam) (kkal/jam) (kkal/jam)
Urea 726251,221 - - 23578,701 3760903,998 -
Biuret 6202,572 - - 2092,649 14425,779 -
Amonia - 1083632,106 - 1807938,878 - -
As.Isocyanic - - - 810749,758 - -
732453,793 1083632,106 4664488,644 2644359,986 3775329,778 60884,780
Total 6480574,544 6480574,544
4.3 Neraca Panas di Sekitar Furnace
Tabel 4.3 Neraca Panas disekitar Furnace Komponen
Input Output
Q1
(Kkal)
Q2
(Kkal)
Q3
(Kkal)
Qhw (Kkal)
Qp (Kkal)
Urea 11616,810 726251,221 - 910666,493
Biuret 217,576 6202,572 - 2963,603
Water 99,669 - 1056,691 10726,474
Sub total 11934,055 732453,793 1056,691 -1645932,999 924356,569
Total 11934,055 11934,055
Komponen INPUT OUTPUT
Q4a(kkal/jam) Qfuel(kkal/jam) Q4b(kkal/jam) Qsalt(kkal/jam)
Urea - - - -
Biuret - - - -
Melamin - - - -
Amonia 324667,931 - 1083632,106 -
324667,931 5423452,819 1083632,106 4665054,284
4.4 Neraca Panas di Sekitar Vaporizer
Tabel 4.4 Neraca Panas disekitar Vaporizer
Komponen INPUT OUTPUT
Q18 (kkal/jam) QV (kkal/jam) Q17 (kkal/jam) Qhw (kkal/jam)
Amonia 399987,2069 644394,1449
399987,2069 3656,1512 644394,1449 -240750,7868
Total 403643,3581 403643,3581
4.5 Neraca Panas di Sekitar Reaktor-02
Tabel 4.5 Neraca Panas disekitar Reaktor-02
Komponen
INPUT OUTPUT
Q5
(kkal/jam)
Q6
(kkal/jam)
Qhw (kkal/jam)
Qreaksi (kkal/jam)
Urea 23578,701 32322,045
Biuret 2092,649 2752,689
As.Isocyanic 810749,758 -
Melamin - 193728,339
CO2 - 515650,975
Ammonia 1807938,878 2455939,474
2644359,986 3200393,521 -543738,4318 -12295,10397
Total 2644359,986 2644359,986
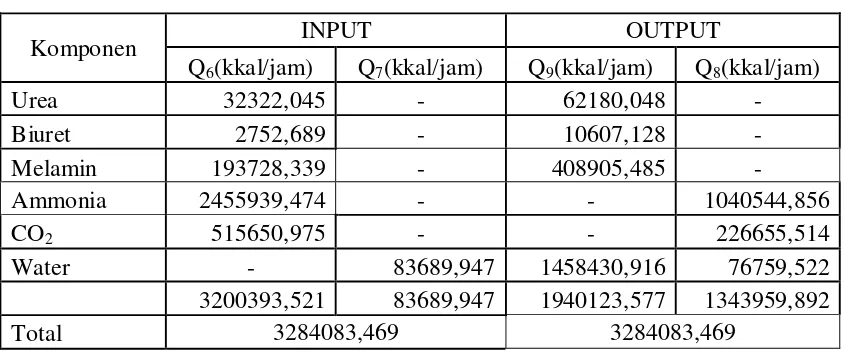
4.6 Neraca Panas di Sekitar Quenching (Q-01)
Tabel 4.6 Neraca Panas disekitar Quenching (Q-01)
Komponen INPUT OUTPUT
Q6(kkal/jam) Q7(kkal/jam) Q9(kkal/jam) Q8(kkal/jam)
Urea 32322,045 - 62180,048 -
Biuret 2752,689 - 10607,128 -
Melamin 193728,339 - 408905,485 -
Ammonia 2455939,474 - - 1040544,856
CO2 515650,975 - - 226655,514
Water - 83689,947 1458430,916 76759,522
3200393,521 83689,947 1940123,577 1343959,892
[image:30.595.113.543.507.685.2]4.7 Neraca Panas di Sekitar HE -01
Tabel 4.7 Neraca Panas disekitar HE-01
Komponen INPUT OUTPUT
Q8a(kkal/jam) Q8b(kkal/jam) Qcw(kkal/jam)
Ammonia 1040544,856 481019,572 CO2 226655,514 105110,088
Water 76759,522 36384,106
1343959,892 622513,766 721446,126 Total 1343959,892 1343959,892
4.8 Neraca Panas di Sekitar HE -02
Tabel 4.8 Neraca Panas disekitar HE-02
Komponen INPUT OUTPUT
Q9a(kkal/jam) Q9b(kkal/jam) Qcw(kkal/jam)
Urea 62180,048 6389,246
Biuret 10607,128 2390,202
Melamin 408905,485 8854,868
Water 1458430,916 877301,734
1940123,577 894936,049 1045187,528
Total 1940123,577 1940123,577
4.9 Neraca Panas di Sekitar Dryer (DR-01)
Tabel 4.9 Neraca Panas disekitar Dryer (D-01)
Komponen IN OUT
Q10 (kkal) Q13 (kkal) Q14 (kkal) Qudara (kkal)
Urea 6389,246 11030,452 5,518 -
Biuret 2390,202 4126,466 2,064 -
Melamin 114207,233 197,267 197069,772 -
Water 11404,923 19748,196 - -
134391,603 35102,381 197077,354 -97788,132
4.10 Neraca Panas di Sekitar Absorbsi (ABS-01)
Tabel 4.10 Neraca Panas disekitar Absorbsi (ABS-01)
Komponen
INPUT OUTPUT
Q14
(kkal/jam)
Q8b
(kkal/jam)
Q16
(kkal/jam)
Q15
(kkal/jam)
Qreaksi (kkal/jam)
Ammonia 319726,213 481019,572 573432,719 - -
CO2 - 105110,088 - - -
A. Karbamat - - - 340324,256 -
Water - 36384,106 - 37665,479 -
319726,213 622513,766 573432,719 377989,735 -9182,474
Total 942239,979 942239,979
4.11 Neraca Panas di Sekitar Vaporizer (V-01)
Tabel 4.11 Neraca Panas disekitar Vaporizer (V-01)
Komponen INPUT OUTPUT
Q18 (kJ/jam) dQ/dt Q17 (kJ/jam)
Amonia 427520 - 2697949,406
- 2270429,406 -
Total 2697949,406 2697949,406
4.12 Neraca Panas di Sekitar Heater (E-01)
Tabel 4.12 Neraca Panas disekitar Heater (E-01)
Komponen INPUT OUTPUT
Q19 (kJ/jam) Qhw (kJ/jam) Q20 (kJ/jam)
Nitrogen 302660,7607 - 9447294,635
Oksigen 120820,9571 - 3796022,240
423481,7177 12819835,160 13243316,870
BAB V
SPESIFIKASI PERALATAN
1. Gudang Bahan Baku Urea (G-01)
Fungsi : Tempat bahan baku urea
Bentuk Bangunan : Gedung berbentuk persegi panjang ditutup atap
Bahan Konstruksi : Dinding : batu bata
Lantai : aspal
Atap : asbes
Jumlah : 1 unit
Kondisi Ruangan : Temperatur: 300C
Tekanan: 1 atm
Kapasitas : 2.026,439 m3
Ukuran :
Panjang = 20,264 m Lebar = 20 m Tinggi = 10 m
2. Elevator (E-01)
Fungsi : mengangkut urea dari gudang bahan baku ke silo
Jenis : bucket elevator
Bahan Konstruksi : malleable cast iron
Jumlah : 1 unit
Kapasitas : 4,763 kg/s
Spesifikasi :
Tinggi elevasi = 25 ft = 7,62 m Ukuran bucket = 8 x 51/2 x 71/4 in Jarak antar bucket = 8 in
Kecepatan putaran = 28 rpm
3. Tangki Pencair Urea (Melter) (M-01)
Fungsi : tempat menampung dan mencairkan bahan baku urea
Bentuk : silinder tegak, tutup ellipsoidal, alas datar
Bahan Konstruksi : carbon steel, SA-283, Grade C
Kondisi Penyimpanan : Tekanan = 1 atm = 14,696 psi
Temperatur = 1400C
Kapasitas : 13,918 m3
Ukuran :
Diameter Dan Tinggi Shell :
D = 2,199 m = 7,216 ft
Hs = 3,299 m = 10,823 ft Diameter Dan Tinggi Tutup:
D = 2,199 m = 7,216 ft
Ht = 3,849 m
Tebal Dinding Silinder Tangki = 1,5 in Alat Pemanas Tangki:
Jumlah lilitan, Nt = 95,569 = 96 lilitan
Panjang koil = 1.729,345 ft
4. Pompa (P-01)
Fungsi : memompa urea cair ke reaktor (R-01)
Jenis : pompa sentrifugal
Jumlah : 1 unit
Bahan Konstruksi : commercial steel
Temperatur = 1400C Kondisi Operasi:
Densitas (ρ) = 1.320 kg/m3 = 82,405 lbm/ft3
Viskositas (μ) = 0,22 cP
= 1,48x10-4 lb/ft.det
Ukuran :
Diameter optimum, Di,opt = 2,6023 in
Diameter dalam (ID) = 4,026 in = 0,3355 ft Diameter luar (OD) = 4,5 in = 0,3749 ft Luas penampang dalam (At) = 0,088 ft2
Daya : 0,855 Hp
5. Reaktor 1 (R-01)
Fungsi : tempat mengkonversi urea menjadi asam isocyanic
Jenis : reaktor unggun fluidisasi
kondisi operasi:
Temperatur = 3500C
Tekanan = 0,35 Mpa = 3,454 atm
Reaksi : 6 (NH2)2CO → 6 NH = C =O (g) + 6 NH3(g)
Laju alir molten salt (F) = 371.782,6119 kg/jam
= 819.626,5694 lbm/jam
Ukuran :
Tebal Reaktor = 0,6628 in Diameter Koil = 9,5979 in
Jumlah lingkaran koil = 21,802 lingkaran
6. Reaktor 2 (R-02)
Fungsi : mereaksikan asam isocyanic menjadi melamin dan karbon
dioksida
Jenis : fixed bed reactor
Bahan : low alloy steel SA-318
Kondisi operasi : T = 4500C = 723 K
P = 1,5 atm
Laju massa gas (F) = 20.927,0109 kg/jam
Berat katalis : 4.132,8788 kg
Volume total = 3,2022 m3 Diameter tangki = 51,398 in
Tinggi tangki = 1,9583 m
Tinggi tutup ellipsoidal (He) = 0,3264 m Tinggi total reaktor = 2,611 m Tinggi bahan dalam tangki = 1,6319 m
Tebal tangki = 1,3274 in
7. Quencher (Q-01)
Fungsi : tempat untuk mendinginkan uap melamin
Bentuk : silinder vertikal dengan alas bawah kerucut
Kondisi Operasi:
- Laju alir uap masuk = 20.927,0109 kg/jam
- ρ uap campuran = 70,9 kg/m3
- ρ liquid campuran = 970,6 kg/m3
- Persen berat cairan masuk = 0,4444%
- Persen uap masuk = 0,5556%
Ukuran :
Luas bejana (vessel area), A = 6,0363 m3 Vapor volumetrik, Qv = 0,08199 m3/s Diameter bejana, Dt= 2,773 m = 9,0977 ft
Tinggi quencher = 3,5876 m
Tebal dinding tangki, t = 1,333 in ≈ 1,5 in
8. Tangki Penyimpanan Amonia (T-01)
Fungsi : tempat meyimpan amonia
Bentuk : silinder horizontal dengan alas dan tutup hemispherical
Bahan Konstruksi : high alloy steel SA-318
Jumlah : 1 unit
Kebutuhan Perancangan : 2 hari
Kondisi Operasi:
- Tekanan = 2 atm
Laju massa = 11.188,982 kg/jam
Kapasitas = 1.087,959 m3 = 1.087.959 liter
Ukuran :
Diameter tangki (D) = 375,2953 in Tinggi silinder (Hs) = 11,9157 m Tinggi tutup ellipsoidal (Hh) = 2,3831 m Tinggi tangki (Ht) = 16,682 m Tebal silinder = 0,252 in Tebal silinder = 0,252 in
9. Pompa (P-02)
Fungsi : mengalirkan produk quncher ke tangki sebelum ke
sentrifuge
Jenis : pompa sentrifugal
Jumlah : 1 buah
Bahan Konstruksi : commercial steel
Kondisi Operasi:
Temperatur = 800C
Laju alir massa (F) = 21.806,939 kg/jam
Ukuran :
Diameter optimum, Di,opt = 3,1416 in Diameter dalam (ID) = 0,2957 ft Diameter luar (OD) = 0,3333 ft Luas penampang dalam (At) = 0,0687 ft2
Daya : 1,2188 Hp
10. Centrifuge (CF-01)
Fungsi : memisahkan kristal melamin
Jenis : tubular bowl centrifuge
Bahan : carbon steel, SA-283, Grade C
Kondisi Operasi:
- Tekanan = 1 atm
- Temperatur = 800C
- Laju alir massa = 21.806,939 kg/jam
- Density (ρ) camp. = 1.205 kg/m3
- Viscosity (μ) camp. = 0,9467 cP
= 2,2902 lbm/ft.jam
Volume Bahan dalam Centrifuge = 1,916 ft3
Tinggi Sentrifuge = 1,7754 ft = 0,5412 m
Daya : 0,1822 Hp
11. Rotary Dryer (RD-01)
Fungsi : untuk mengeringan produk akhir
Jumlah : 1 buah
Jenis : rotary dryer
Kondisi Operasi:
Temperatur steam masuk (TG1) = 1800C = 3560F
temperatur steam keluar (TG2) = 850C = 1850F
Temperatur produk masuk, ts1 = 800C = 1760F
Temperatur produk keluar, ts2 = 1200C = 2480F
Jumlah Flight = 7 flight
Daya = 10,96 Hp
12. Heat Exchanger (HE-01)
Fungsi : Mendinginkan quenching gas sebelum masuk ke Absorbsi.
Bahan : Stainless Steel type-302
Beban Panas (Q) = 5.626.891,3 kj/jam
= 5.333.242,92 Btu/jam
Jumlah aliran gas produk = 15.861,6807 kg/jam
= 34.968,4318 lb/jam
Jumlah kebutuhan air pendingin = 47.714,691 kg/jam
Fluida dingin, cooling water (tube)
Flow Area = 1,169 ft2
Mass Velocity = 67475,916 lb/hr.ft2
Fluida panas, quenching gas(shell)
Flow Area = 1,90139ft2
Mass Velocity = 18.390,994 lb/hr.ft2
13. Heat Exchanger (HE-02)
Fungsi : Mendinginkan produk dari quenching sebelum masuk ke tangki (T-03)
Bahan : Stainless Steel type-302
Beban Panas (Q) = 1940123,577 kj/jam
= 1838875,113 Btu/jam
Jumlah aliran produk = 21.806,9389 kg/jam
= 48.075,262 lb/jam
Jumlah kebutuhan air pendingin = 51844,61946 kg/jam
= 114295,8983 lb/jam
Ukuran :
A = 862,368 ft2
ID = 1,12 in
Flow area/tube (a’t) = 0,985 in2
Surface/lin ft (a”t) = 0,3271 ft2
Panjang (L) = 10 ft
Jumlah Tube (Nt) = 263,64
Spesifikasi shell :
ID shell = 37 in
A = 862,368 ft2
1) Fluida panas (shell)
Flow Area = 1,90139ft2
Mass Velocity = 25.284,287 lb/hr.ft2
2) Fluida dingin, cooling water (tube)
Mass Velocity = 126757,8 lb/hr.ft2
Pressure Drop:
Fluida panas = 0,00031 psi
Fluida dingin = 0,632 psi
14. Belt Conveyer (BC-01)
Fungsi : alat untuk mengangkut produk akhir melamin menuju
tangki penyimpanan
Tipe : flat belt
Bahan Konstruksi : karet
Kondisi operasi:
Laju alir = 5050,5050 kg/jam
kapasitas belt conveyer = 6,06061 ton/jam
Spesifikasi belt conveyer:
- Lebar (L1) = 14 in
- Kecepatan belt conveyer, v = 200 rpm
- Tebal belt conveyer = 3 in
- Power tripper = 2 Hp
- Panjang belt conveyer, L = 10 m = 32,808 ft
- w = 0,5 lb/in
- Lo = 100
- ΔZ = 16,9 ft
Daya = 2,3 Hp
15. Absorber (ABS-01)
Fungsi : menyerap uap amonium karbamat dari campuran gas
Jenis : packed tower, berbentuk silinder dengan 2 head ellipsoidal
Kondisi Operasi:
Tekanan (P) = 1 atm
Suhu (T) = 1250C
Gas masuk (laju alir gas, G') = 15.861,681 kg/jam
Diameter Absorber = 0,463 m
Tinggi transfer unit = 0,06466 m
Jumlah transfer unit = 7,8489
Tinggi absorber = 5,0748 m
Tinggi head = 0,11565 m
Tebal Dinding Kolom = 1,5 in
16. Blower (BL-01)
Fungsi : memompa amonia ke absorbsi
Jenis : blower sentrifugal
Jumlah : 1 unit
Bahan Konstruksi : carbon steel
Kondisi Operasi:
Tekanan (P) = 2 atm
= 202,65 kPa
= 202650 Pa
Temperatur (T) = 1350C
= 408 K
Laju alir massa ammonia = 11.188,9823 kg/jam
Daya = 0,6718 Hp
17. Kompresor Amonia (JC-01)
Fungsi : menaikkan tekanan amonia sebelum dimasukkan ke reactor (R-01)
Jenis : multistage reciprocating compressor
Jumlah : 1 unit
Kondisi Operasi:
P1 = tekanan masuk = 2 atm
= 4232,456 lbf/ft2
P2 = tekanan keluar = 3,45 atm
= 7.309,942 lbf/ft2
k = rasio panas spesifik = 1,4
Laju alir massa (F) = 5637,3941 kg/jam
Ukuran :
Diameter pipa ekonomis = 3,2625 in
Diameter dalam (ID) = 3,364 in
Diameter luar (OD) = 4 in
Luas penampang (A) = 0,0617 in
Daya = 1,4313 Hp
18. Gudang Penyimpanan Produk (G-02)
Fungsi : untuk menyimpan produk melamin dalam kemasan plastik
selama 7 hari
Bentuk : prisma segi empat beraturan
Bahan Konstruksi : dinding dari beton dan atap dari seng
Kapasitas melamin = 5050,5051 kg/jam
Kapasitas gudang = 5050,5051 kg/jam x 24 jam/hari x 7 hari
= 848.484,8486 kg
Melamin dikemas dalam goni plastik dengan kapasitas 50 kg/goni
Ukuran :
Tinggi gudang= 3,9 m = 4 m
Panjang gudang= 3835 cm = 39 m
Lebar gudang`= 702 cm = 7 m
19. Blower (BL-04)
Fungsi : memompa udara ke heater
Jenis : blower sentrifugal
Jumlah : 1 unit
Bahan Konstruksi : carbon steel
Kondisi Operasi:
Tekanan (P) = 150 atm
= 15.198.750 Pa
Temperatur (T) = 300C
Kapasitas = 6,9779 m3/jam
Daya motor = 0,0213 Hp
20. Blower (BL-03)
Fungsi : memompa udara panas ke rotary dryer
Jenis : blower sentrifugal
Jumlah : 1 unit
Bahan Konstruksi : carbon steel
Kondisi Operasi:
Tekanan (P) = 150 atm
= 15.198.750 Pa
Temperatur (T) = 1800C
= 453 K
Kapasitas = 10,432 m3/jam
Daya motor = 0,032 Hp
21. Blower (BL-02)
Fungsi : memompa ammonia ke reaktor 1
Jenis : blower sentrifugal
Jumlah : 1 unit
Bahan Konstruksi : carbon steel
Kondisi Operasi:
Tekanan (P) = 3,45 atm
= 349.571,25 Pa
Temperatur (T) = 3500C
= 623 K
Kapasitas = 49,835 m3/jam
BAB VI
INSTRUMENTASI DAN KESELAMATAN KERJA
6.1. Instrumentasi
Instrumentasi adalah peralatan yang dipakai di dalam suatu proses kontrol
untuk mengatur jalannya suatu proses agar diperoleh hasil sesuai dengan yang
diharapkan. Alat-alat instrumentasi tersebut dipasang pada setiap perlatan penting
agar dengan mudah dapat diketahui kejanggalan-kejanggalan yang terjadi pada
setiap bagian. Pada dasarnya tujuan pengendalian adalah untuk mencapai harga
error yang paling minimum.
Fungsi instrumentasi adalah sebagai pengontrol, penunjuk, pencatat, dan
pemberi tanda bahaya. Peralatan instrumentasi biasanya bekerja dengan tenaga
mekanik atau tenaga listrik dan pengontrolnya dapat dilakukan secara manual atau
otomatis. Penggunaan instrumen pada suatu peralatan proses tergantung pada
pertimbangan ekonomi dan sistem peralatan itu sendiri. Pada pemakaian alat-alat
instrumen juga harus ditentukan apakah alat-alat tersebut dipasang diatas papan
instrumen dekat peralatan proses ( kontrol manual ) atau disatukan dalam suatu
ruang kontrol yang dihubungkan dengan bangsal peralatan ( kontrol otomatis ).
Pengendalian peralatan instrumentasi dapat dilakukan secara otomatis dan
semi otomatis. Pengendalian secara otomatis adalah pengendalian yang dilakukan
dengan mengatur instrumen pada kondisi tertentu, bila terjadi penyimpangan
variabel yang dikontrol maka instrumen akan bekerja sendiri untuk
mengembalikan variabel pada kondisi semula, instrumen ini bekerja sebagai
controller. Pengendalian secara semi otomatis adalah pengendalian yang mencatat
perubahan-perubahan yang terjadi pada variabel kontrol. Untuk mengubah
variabel-variabel ke nilai yang diinginkan dilakukan usaha secara manual,
instrumen ini bekerja sebagai pencatat (recorder) atau penunjuk (indicator).
Instrumentasi yang umum digunakan dalam pabrik
• Temperatur Controller (TC)
• Level Controller (LC)
• Pressure Controller (PC)
6.2. Keselamatan Kerja
Memasuki era globalisasi, Indonesia ditantang untuk memasuki
perdagangan bebas sehingga jumlah tenaga kerja yang berkiprah disektor industri
akan bertambah sejalan dengan pertambahan industri. Dengan pertambahan
tersebut, maka konsekuensi permasalahan industri juga semakin kompleks,
termasuk masalah keselamatan dan kesehatan kerja (K3).
Kemajuan teknologi dan perubahan struktur ekonomi akan menuntut
perubahan pola pikir dan perilaku masyarakat, sikap dan disiplin kerja,
lingkungan dan kondisi kerja. Demikian juga dalam menghadapi resiko kerja,
perlu kerjasama yang baik antara pengusaha, karyawan dan semua pihak yang
terkait dalam proses produksi.
Unsur Keselamatan dan Kesehatan Kerja (K3) merupakan salah satu aspek
yang mendapat perhatian dalam pembangunan ketenagakerjaan. Dijelaskan dalam
Undang-Undang Republik Indonesia Nomor 23 tahun 1992, pasal 23 (ayat 1)
bahwa kesehatan kerja diselenggarakan agar setiap pekerja dapat bekerja secara
sehat tanpa membahayakan diri sendiri dan masyarakat sekelilingnya, agar
diperoleh produktivitas kerja yang optimal sejalan dengan program perlindungan
tenaga kerja.
Berkaitan dengan itu, pemerintah mendorong pelaksanaan program
keselamatan dan kesehatan kerja di perusahaan-perusahaan industri serta
mengusahakan agar keselamatan dan kesehatan kerja dapat menjadi naluri dan
budaya masyarakat. Berbagai upaya untuk menciptakan K3 telah dilakukan, antara
lain melalui perundang-undangan seperti Undang-Undang Keselamatan Kerja
Nomor 1 Tahun 1970 yang mewajibkan setiap perusahaan melaksanakan
usaha-usaha keselamatan dan kesehatan kerja, juga melalui kampanye K3 sejak bulan
Januari 1993, pembentukan P2K3 (Panitia Pembina Keselamatan dan Kesehatan
Kerja) disetiap perusahaan, penyediaan alat-alat pengaman dan peralatan K3,
pengadaan tenaga ahli K3 dan sebagainya. Apabila keselamatan kerja diperhatikan
dan dilaksanakan dengan baik maka dampaknya adalah para pekerja dapat bekerja
Pada umumnya bahaya-bahaya yang terjadi pada suatu pabrik dapat
disebabkan karena kecelakaan mesin-mesin pabrik, kebocoran bahan-bahan
yang berbahaya, peledakan, kebakaran. Usaha untuk mengurangi dan
mencegah terjadinya bahaya yang timbul di dalam pabrik antara lain :
1. Bangunan Pabrik
Bangunan pabrik meliputi gedung maupun unit peralatan :
a. Konstruksi gedung harus mendapat perhatian yang cukup besar.
b. Perlu memperhatikan kelengkapan peralatan penunjang untuk pengamanan
terhadap bahaya alamiah, seperti untuk bangunan yang tinggi dipasangkan
penangkal petir, bahaya alamiah lain seperti angin dan gempa. Oleh karena
itu perusahaan bekerja sama dengan pemerintah setempat dalam hal ini
Badan Metereologi dan Geofisika agar dapat mengetahui lebih awal
tentang bahaya alamiah tersebut.
2. Ventilasi
Pada ruang proses maupun ruang lainnya, pertukaran udara diusahakan
berjalan baik sehingga dapat memberikan kesegaran kepada karyawan serta
dapat menghindari gangguan pernapasan.
3. Perpipaan
Jalur proses yang terletak di atas tanah lebih baik dibandingkan yang letaknya
dibawah permukaan tanah, karena hal tersebut akan mempermudah
pendeteksian terjadinya kebocoran.
4. Alat-alat penggerak
Peralatan yang bergerak hendaknya ditempatkan pada tempat yang tertutup.
Hal ini untuk mempermudah penanganan dan perbaikan serta menjaga
keamanan dan keselamatan para pekerja.
5. Listrik
Pada pengoperasian maupun perbaikan instalasi listrik hendaknya selalu
pekerja dapat terjamin keselamatannya. Hal-hal yang perlu diperhatikan
adalah sebagai berikut :
a. Keselamatan listrik di bawah tanah sebaiknya diberi tanda-tanda tertentu.
b. Sebaiknya disediakan pembangkit tenaga cadangan.
c. Semua bagian pabrik harus diberi penerangan yang cukup.
d. Distribusi beban harus seimbang antara bagian yang satu dengan yang lain.
6. Pencegahan kebakaran dan penanggulangan bahaya kebakaran.
Penyebab kebakaran dapat berupa :
a. Kemungkinan terjadinya nyala terbuka yang datang dari unit utilitas,
workshop, laboratorium dan unit proses lainnya.
b. Terjadinya loncatan bunga api pada sekitar workshop dan stop kontak
serta pada alat lainnya.
c. Gangguan peralatan utilitas seperti pada combustion chamber boiler.
Cara mengatasi bahaya kebakaran meliputi :
1. Pencegahan bahaya kebakaran.
a. Penempatan alat-alat utilitas yang cukup jauh dari power plant tetapi
praktis dari unit proses.
b. Bangunan seperti workshop, laboratorium, dan kantor sebaiknya
diletakkan agak jauh dari unit proses.
c. Pemasangan isolasi yang baik pada seluruh kabel transmisi yang ada.
d. Diberi tanda-tanda larangan suatu tindakan yang dapat mengakibatkan
kebakaran seperti tanda larangan merokok.
2. Pengamanan dan pengontrolan kebakaran.
Apabila terjadi kebakaran api harus dilokalisir, harus dapat diketahui
kemungkinan apa saja yang dapat terjadi dan bagaimana cara mengatasi.
Dimana letak dari pemadam kebakaran ini sesuai dengan tata letak pabrik
yaitu dekat dengan bengkel, daerah bahan baku, serta daerah utilitas.
7. Karyawan
Karyawan terutama karyawan proses perlu diberikan bimbingan, pengarahan
melaksanakan tugasnya yaitu dimana karyawan tersebut ditempatkan sesuai
dengan keahlian dan latar belakang pendidikan ataupun pengalaman mereka
sehingga dengan pertimbangan itu karyawan bekerja dengan tidak
membahayakan keselamatan jiwa maupun keselamatan orang lain.
Pemakaian alat pengaman kerja pada pabrik melamin yaitu berupa Alat
Pelindung Diri (APD). Perlindungan tenaga kerja melalui usaha-usaha teknis
pengaman tempat, peralatan dan lingkungan kerja adalah sangat perlu diutamakan.
Namun kadang-kadang keadaan bahaya masih belum dapat dikendalikan
sepenuhnya sehingga perlu digunakan alat pelindung diri.
Penggunaan alat pelindung diri merupakan salah satu upaya mencegah
terjadinya kecelakaan kerja sebab telah diketahui bahwa pengguna pelindung diri
sangat berperan menciptakan keselamatan ditempat kerja. Bila alat-alat proteksi
diri tidak memadai atau tenaga kerja tidak memakainya sama sekali karena
mereka lebih senang tanpa pelindung, akibatnya mungkin terjadi kecelakaan pada
kepala, mata, kaki, dan lain-lain.
Alat-alat pelindung diri yang digunakan pada pabrik melamin ini sebagai
berikut :
1. Pakaian kerja
Pakaian kerja merupakan alat pelindung terhadap bahaya-bahaya kecelakaan.
Untuk itu, perusahaan menyediakan jenis pakaian kerja yang cocok. Pakaian
kerja mungkin cepat rusak oleh karena sifat pekerjaan yang berat, keadaan
udara lembab dan pekerjaan penuh kotoran. Pakaian tenaga kerja pria yang
bekerja melayani mesin seharusnya berlengan pendek, pas atau longgar pada
dada atau punggung, tidak berdasi dan tidak ada lipatan-lipatan yang mungkin
mendatangkan bahaya.
2. Kacamata
Salah satu masalah tersulit dalam pencegahan kecelakaan adalah pencegahan
yang menimpah mata. Kecelakaan mata berbeda-beda sehingga jenis kacamata
pelindung yang digunakan juga beragam. Banyak pekerja yang enggan
pekerjaan dan mengurangi kenikmatan kerja. Tenaga kerja yang berpandangan
bahwa resiko kecelakaan terhadap mata adalah besar akan memakainya
dengan kesadaran sendiri. Sebaliknya, jika mereka merasa bahwa bahaya itu
kecil, mereka tidak akan menggunakannya.
3. Sepatu pengaman
Sepatu pengaman seharusnya dapat melindungi tenaga kerja terhadap
kecelakaan-kecelakaan yang disebabkan oleh bahan-bahan berat yang
menimpah kaki seperti paku atau benda tajam lainnya yang mungkin terinjak.
Selain itu sepatu pengaman juga harus bisa melindungi kaki dari bahaya
terbakar karena logam cair dan bahan kimia korosif lainnya, juga
kemungkinan tersandung atau tergelincir. Biasanya sepatu kulit yang kuat dan
baik cukup memberikan perlindungan
4. Sarung tangan
Fungsinya melindungi tangan dan jari-jari dari api panas dingin, radiasi
elekrtomagnetik dan radiasi mengion, listrik, bahan kimia, benturan dan
pukulan, luka dan lecet, infeksi dan bahaya-bahaya lainnya yang bisa
menimpa tangan jenis sarung tangan yang dipakai tergantung dari tingkat
kecelakaan yang akan dicegah yang penting jari dan tangan harus bebas
bergerak.
5. Helm pengaman
Helm pengaman harus dipakai tenaga kerja yang mungkin tertimpa benda
jatuh atau melayang atau benda-benda lain yang bergerak. Di Indonesia belum
ada standar/klasifikasi helm pengaman ini, namun demikian helm pengaman
tersebut selayaknya cukup keras dan kokoh tetapi tetap ringan sehingga tidak
menggangu pekerjaan. Bahan plastik dengan lapisan kain cocok untuk
keperluan ini.
6. Pelindung telinga
Telinga harus dilindungi dari kebisingan. Perlindungan kebisingan dilakukan
7. Masker
Paru-paru harus dilindungi dari udara tercemar atau kemungkinan kekurangan
oksigen dalam udara. Bahan-bahan pencemar dapat berbentuk gas, uap logam,
kabut dan debu yang bersifat racun. Sedangkan kekurangan oksigen mungkin
terjadi ditempat-tempat yang pengudaraannya buruk seperti tangki atau pada
areal boiler.
No
Tabel. 6.1. Alat Pengaman yang Digunakan
Nama Alat Pengaman Pekerja yang Dilindungi
1. Masker Petugas yang bekerja pada areal proses dan laboratorium, boiler dan bengkel
2. Helm pengaman Petugas yang bekerja pada areal proses dan bengkel.
3. Sepatu pengaman Petugas yang bekerja pada areal proses dan bengkel.
4. Sarung tangan Petugas yang bekerja pada areal proses, bengkel dan Laboratorium
5. Hydrant
Petugas yang bekerja pada tempat bahan
baku, daerah bahan bakar, areal proses,
dan gudang.
6. Pakaian Kerja Petugas yang bekerja pada Laboratorium, area proses pabrik dan Bengkel
7. Kacamata Petugas yang bekerja pada Bengkel
8. Pelindung telinga Petugas yang bekerja pada areal proses
No
Tabel. 6.2. Alat Instrumentasi yang Digunakan
Nama alat Jenis instrumen
1 Reaktor
Temperatur controller (TC)
Pressure Indicator (PI)
Level Controller (LC)
2 Melter Temperatur controller (TC)
Level Controller (LC)
3 Vaporizer Temperatur controller (TC)
4 Blower Pressure Indicator (PI)
5 Pompa Flow Contoller (FC)
6 Tangki amoniak Pressure Indicator (PI) Level Controller (LC)
7 Heat exchanger
Temperatur controller (TC)
Pressure Indicator (PI)
Flow Contoller (FC)
8 Quenching
Temperatur controller (TC)
Pressure Indicator (PI)
Flow Contoller (FC)
9 Absorber
Temperatur controller (TC)
Pressure Indicator (PI)
Flow Contoller (FC)
10 Sentrifuse Flow Contoller (FC)
11 Tangki Level Indicator (PI)
BAB VII
UTILITAS
Dalam suatu pabrik, utilitas merupakan unit penunjang utama dalam
memperlancar jalannya proses produksi. Oleh karena itu, segala sarana dan
prasarananya harus dirancang sedemikian rupa sehingga dapat menjamin
kelangsungan operasi suatu pabrik.
Berdasarkan kebutuhannya, utilitas pada pabrik pembuatan melamin adalah
sebagai berikut:
1. Kebutuhan uap (steam)
2. Kebutuhan air
3. Kebutuhan bahan kimia
4. Kebutuhan bahan bakar
5. Kebutuhan listrik
6. Unit pengolahan limbah
7.1 Kebutuhan Uap (Steam)
Uap digunakan dalam pabrik sebagai media pemanas. Kebutuhan uap pada
pabrik pembuatan melamin dapat dilihat pada tabel di bawah ini.
Tabel 7.1 Kebutuhan Steam Pabrik
Nama Alat Jumlah steam (kg/jam)
Reaktor (R-02) 4.539,362
Heater (E-01) 12.642,918
Vaporizer (V-01) 2.009,891
Melter (ML-01) 13.740,956
Jumlah 32.933,126
Steam yang digunakan adalah high pressure steam dengan temperatur
455°C. Jumlah total steam yang dibutuhkan adalah 32.933,126 kg/jam. Tambahan
untuk faktor keamanan diambil sebesar 20% dan faktor kebocoran sebesar 10%.
Maka:
= 42.813,064 kg/jam
Diperkirakan 80% kondensat dapat digunakan kembali, sehingga :
Kondensat yang digunakan kembali = 80% × 42.813,064 kg/jam
= 34.250,452 kg/jam
Kebutuhan tambahan untuk ketel uap = 20% × 42.813,064 kg/jam
= 8.562,613 kg/jam
7.2 Kebutuhan Air
Dalam proses produksi, air memegang peranan penting, baik untuk
kebutuhan proses maupun kebutuhan domestik. Kebutuhan air pada pabrik
pembuatan melamin adalah sebagai berikut:
Kebutuhan air pendingin
Kebutuhan air pendingin pada keseluruhan pabrik pembuatan melamin
ditunjukkan pada tabel 7.2.
Tabel 7.2 Kebutuhan Air Pendingin
Nama Alat Jumlah Air Pendingin (kg/jam)
Heat Exchanger (HE-01) 35.786,018
Heat Exchanger (HE-02) 51.844,619
Tangki Mother Liquor (ML-01) 1.043,839
Jumlah (Wc) 88.674,477
Air pendingin bekas digunakan kembali setelah didinginkan dalam menara
pendingin air. Dengan menganggap terjadi kehilangan air selama proses sirkulasi,
maka air tambahan yang diperlukan adalah jumlah air yang hilang karena
penguapan, drift loss, dan blowdown (Perry, 1999).
Air yang hilang karena penguapan dapat dihitung dengan persamaan:
We = 0,00085 Wc (T2 – T1) (Pers. 12-10, Perry,
1999)
Di mana:
Wc = jumlah air pendingin yang diperlukan
T1 = temperatur air pendingin masuk = 30°C = 86°F
Maka:
We = 0,00085 × 88.674,477 × (122 – 86)
= 2.713,439 kg/jam
Air yang hilang karena drift loss biasanya 0,1 – 0,2 % dari air pendingin yang
masuk ke menara air (Perry, 1997). Ditetapkan drift loss 0,2 %, maka:
Wd = 0,002 × 88.674,477 kg/jam
= 177,349 kg/jam
Air yang hi