Pengukuran adalah suatu aktivitas dasar yang berhubungan dengan kegiatan pengecekan yang dilakukan untuk memastikan benda kerja yang dihasilkan sesuai dengan bentuk atau spesifikasi produk yang telah ditetapkan. Tujuan dilakukan pengukuran untuk mendapatkan dimensi dari benda kerja yang dihasilkan melalui proses produksi. Pengukuran dapat diartikan pula sebagai kegiatan membandingkan besaran tertentu yang diukur dengan besaran standar yang merupakan gabungan dari besaran dasar meliputi panjang, massa, waktu, temperatur, arus listrik, jumlah zat, dan intensitas cahaya.
II.1 Standardisasi dan Toleransi
Standardisasi merupakan hal yang penting dalam proses manufaktur suatu produk. Standardisasi dapat diartikan sebagai ukuran standar atau ukuran yang menjadi patokan pada pengukuran benda kerja dimana benda kerjanya tidak boleh melebihi atau kurang dari ukuran patokan yang telah dibuat. Ukuran standar sering diberi toleransi yaitu penyimpangan yang tidak diinginkan tetapi diizinkan pada produk dari ukuran yang diinginkan. Toleransi perlu diberikan karena ketika industri melakukan duplikasi produk, tidak akan mungkin produk yang satu memiliki ukuran sama persis dengan produk selanjutnya. Memberikan toleransi berarti menentukan bata-batas maksimum dan minimum dimana penyimpangan produk harus terletak. Dalam hal spesifikasi geometrik mencakup toleransi atas ukuran, bentuk, posisi serta kekasaran permukaan produk.
II.2 Macam-macam jenis pengukuran
Jenis pengukuran dapat dibagi menjadi 4 berdasarkan cara pengukurannya :
1. Pengukuran langsung
2. Pengukuran tidak langsung
Pengukuran yang dilakukan dengan menggunakan alat ukur standar, pembanding dan pembantu. Perbedaan dari nilai yang ditunjukkan oleh skala alat ukur pembanding dengan ukuran standar dapat digunakan untuk menentukan dimensi dari benda kerja yang diukur. Contoh pengukuran tidak langsung adalah pengukuran menggunakan blok ukur dan batang ukur.
3. Pengukuran dengan kaliber batas
Pengukuran dengan metode ini tidak menghasilkan nilai dari dimensi benda yang diukur. Pengukuran dengan cara ini hanya menunjukkan apakah benda kerjanya masih di dalam atau di luar dari daerah toleransinya. Pengukuran dengan kaliber batas untuk proses pemeriksaan yang cepat atas produk yang dibuat dalam jumlah yang sangat besar. Contohnya adalah pengukuran dengan menggunakan metode Go No Gogauge.
4. Pengukuran dengan bentuk standar
Pengukuran dengan metode ini dimana bentuk suatu benda kerja yang diukur dibandingkan dengan bentuk standar pada layar dari alat ukur proyeksi. Pengukuran dengan metode ini tidak menentukan dimensi dari objek ukur.
II.3 Melakukan pengukuran yang benar
Cara melakukan pengukuran dengan benar meliputi 3 cara antara lain sebagai berikut :
1. Disesuaikan dengan tempat atau negara kita berada karena tiap negara memiliki standar ukuran yang berbeda-beda.
2. Menggunakan alat ukur yang tepat guna. Alat yang digunakan harus sesuai dengan besaran apa yang akan diukur.
3. Alat ukur yang digunakan harus dimengerti secara internasional dan umum untuk digunakan.
4. Pengukuran dilakukan sebanyak 3 kali pengukuran untuk mendapatkan hasil pengukuran yang tepat.
II.4 Kesalahan-kesalahan pada pengukuran 1. Kesalahan kasar
Kesalahan ini diakibatkan :
2. Kurang pengalaman / kurang perhatian Contoh :
Salah baca
Salah mencatat
Salah mendengar
Untuk menghindari kesalahan ini :
Pengukuran lebih dari satu kali
Pengukuran dengan model dan teknik tertentu
Pengukuran dilakukan dengan 2 orang atau lebih sesuai dengan porsi
tugasnya
2. Kesalahan sistematik
Umumnya kesalahan sistematik disebabkan oleh alat-alat ukur sendiri atau cara pengukuran yang tidak benar.
Cara menghindari kesalahan :
Alat perlu dikalibrasi dahulu sebelum digunakan
Menggunakan cara-cara pengukuran tertentu (pengamatan biasa dan luar
biasa dan hasilnya dirata-rata)
Koreksi pada pengolahan data
3. Kesalahan random / tak terduga
Kesalahan random terjadi karena hal-hal yang tidak terduga : 1. Getaran udara
2. Kondisi tanah tempat berdiri alat 3. Kecepatan udara atau kondisi atmosfer 4. Kondisi pengamat
Cara menghilangkan kesalahan ini :
1. Menggunakan alat presisi tinggi
2. Waktu pengambilan data sebaiknya pada pagi 07.00-11.00, dan sore 14.00-17.00, alat ukur dipayungi
II.5 Sifat umum alat ukur
1) Mampu usut / rantai kalibrasi
Kemampuan dari alat ukur untuk memonitor perbedaan yang kecil dari harga-harga yang diukur. Kepekaan suatu alat ukur berkaitan erat dengan sistem mekanisme dari pengubahnya. Makin teliti sistem pengubah mengolah syarat dari sensor maka makin peka pula alat ukurnya.
3) Kemudahan pembacaan
Kemampuan dari alat ukur untuk menunjukkan hasil pengukuran oleh penunjuk.
4) Histerisis
Penyimpangan yang terjadi akibat pergerakan dua arah.
5) Pergeseran
Penyimpangan yang terjadi dari harga-harga yang ditunjukkan pada skala atau yang tercatat pada kertas grafik padahal sensor tidak melakukan perubahan apa-apa. Biasanya dikarenakan komponen alat yang sudah tua. 6) Kestabilan nol
Kemampuan alat ukur untuk kembali ke titik nol.
7) Pengambangan
Jarum penunjuk yang tidak tetap atau bergerak-gerak pada saat melakukan pengukuran.
8) Kepasifan
Jarum penunjuk skala tidak bergerak sama sekali pada waktu terjadi perbedaan hanya yang sangat kecil. Dapat dikatakan isyarat yang kecil dari sensor alat ukur tidak menimbulkan perubahan sama sekali pada jarum penunjuknya. Keadaan yang demikian inilah yang sering disebut dengan kepasifan atau kelambatan gerak alat ukur.
II.6 Ketelitian dan Ketepatan 1. Ketelitian
2. Ketepatan
Ketepatan atau presisi adalah tingkat kedekatan dari nilai-nlai pengukuran yang pertama terhadap pengukuran-pengukuran selanjutnya. Contoh : suatu instrumen mengukur tegangan 100 Volt. Dilakukan sebanyak 5 kali pengukuran yang didapatkan hasilnya adalah 104, 103, 105, 103 dan 105 V. Terlihat bahwa tingkat presisinya +/- 1 % karena deviasi maksimum dari harga rata-rata 104 V adalah 1 V.
II.7 Jangka sorong
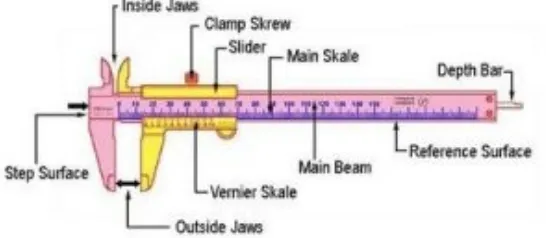
[image:5.595.200.473.329.448.2]Bagian-bagian dari jangka sorong dapat dilihat pada gambar II.1 sebagai berikut :
Gambar II.1 Bagian-bagian Jangka Sorong
(Sumber : http://happynetku.files.wordpress.com/2012/08/jangka4.jpg?w=300, 12 November 2014)
Cara menggunakan jangka sorong yang benar dan baik dapat dijelaskan sebagai berikut :
1. Langkah pertama, kendurkan baut pengunci dan geser rahang geser, pastikan rahang geser bekerja dengan baik. Jangan lupa untuk mengecek ketika rahang tertutup harus menunjukkan angka nol pada skala. Jika tidak menunjukkan angka nol, maka harus dilakukan kalibrasi terrlebih dahulu.
2. Cara menggunakan jangka sorong selanjutnya yaitu membersihkan permukaan benda dan permukaan rahang agar tidak ada benda yang menempel yang bisa menyebabkan kesalahan pengukuran.
Untuk membaca hasil pengukuran pada jangka sorong, dapat dilakukan dengan langkah sebagai berikut :
1. Bacalah skala utama yang berimpit atau skala terdekat tepat di depan titik nol skala nonius.
2. Bacalah skala nonius yang berimpit dengan skala utama.
3. Hasil pengukurannya dipaparkan dengan persamaan hasil = skala utama + (skala nonius yang berimpit x skala terkecil jangka sorong).
II.8 Mikrometer sekrup
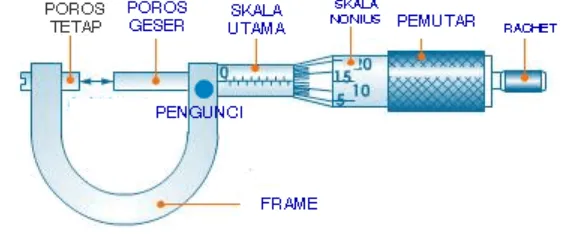
[image:6.595.143.424.325.442.2]Bagian-bagian dari mikrometer sekrup dapat dijelaskan pada gambar II.2 sebagai berikut :
Gambar II.2 Bagian-bagian Mikrometer Sekrup
(Sumber : http://rumushitung.com/wp-content/uploads/2013/02/bagian-bagian-mikrometer-sekrup.png)
Cara menggunakan mikrometer sekrup yang baik dan benar dapat dijelaskan sebagai berikut :
1. Buka pengunci mikrometer sekrup sehingga selubung dapat bergerak. 2. Letakkan benda yang ingin diukur di antara rahang.
3. Putar gigi geser pada selubung pemutar sampai terdengar suara "klik". 4. Lakukan penguncian kembali mikrometer sekrup agar skala tidak berubah.
5. Baca skala utamanya apakah menunjukkan satuan atau tengahan satuan.
6. Baca skala nonius yang tepat segaris dengan skala utama.
Cara melakukan penyimpanan mikrometer sekrup yang baik dan benar yaitu mikrometer sekrup harus disimpan dalam keadaan yang bersih, cukup dilap dan dilapisi dengan vaselin pada poros ukur dan kedua permukaan landasan mikrometer sekrup. Setelah itu masukkan pada kotak khusus untuk penyimpanannya.
II.9 Kaliber induk tinggi
Berikut dijelaskan mekanisme penggunaan kaliber induk tinggi (height master) antara lain sebagai berikut :
1. Letakkan objek ukur, kaliber induk ketinggian dan blok geser pada meja rata.
2. Geserkan kaliber ketinggian (blok geser dan kelengkapannya) pada kaliber induk ketinggian sebagai ukuran standar yang akan digunakan untuk mengukur atau membandingkan dengan ukuran objek ukur.
3. Usahakan ujung penggores atau sensor pada pupitas menyentuh permukaan blok ukur pada kaliber induk ketinggian. Lakukan penyetelan pada posisi nol atau kencangkan baut pengikatnya jika menggunakan penggores. 4. Geserkan kaliber ketinggian (blok geser) yang telah diset ukuran ketinggiannya pada benda kerja.
5. Bandingkan ketinggian blok ukur dengan ketinggian kaliber apakah lebih tinggi atau lebih rendah, memenuhi standar toleransi atau di luar standar toleransi yang diberikannya.
6. Simpulkan hasil pengukurannya: Memenuhi standar ukuran yang diminta atau tidak memenuhi standar toleransi yang diberikan.
II.10 Dial indicator
Dial indicator adalah salah satu alat ukur yang dapat digunakan untuk mengukur kerataan dari benda kerja dengan ketelitian 0,01 mm. Fungsi dial indicator digunakan untuk :
1. Memeriksa kerataan dari permukaan benda.
2. Memeriksa penyimpangan yang kecil pada bidang datar, bidang bulat dan bidang permukaan lengkung.
5. Menyetel kesentrisan benda pada permukaan mesin bubut.
Mekanisme penggunaan dari dial indicator dapat dijelaskan sebagai berikut ini :
1. Masukkan tangkai alat indicator pada lubang pengunci yang ada pada tiang dial indicator kemudian kencangkan baut pengencangnya.
2. Masukkan bagian dial indicator yang terdapat jarum dan skala pada tangkai alat indicator kemudian kencangkan.
3. Lakukan pembersihan terhadap benda kerja kemudian lakukan pengukuran.
4. Posisikan jarum dial indicator pada permukaan benda kerja sampai terjadi gesekan antara jarum dengan benda kerjanya.