ii
METODEGOAL PROGRAMMINGDIPT. BETON ELEMENINDO PUTRA” Oleh:
Santi Sugiarti 1.03.07.005
Goal Programming adalah suatu metode yang dapat diterapkan secara efektif dalam perencanaan produksi, karena metode goal programming sangat potensial untuk menyelesaikan aspek-aspek yang bertentangan antara elemen-elemen dalam perencanaan produksi, yaitu konsumen, produk, dan proses manufaktur.
PT. Beton Elemenindo Putra merupakan anak perusahaan dari PT. Beton Elemenindo Perkasa, salah satu perusahaan beton prestressed/ precast yang terbesar di Indonesia. Perusahaan ini bergerak dibidang manufaktur yang memproduksi betonstyrofoam (B-Panel) dan styrofoam (B-Foam). Styrofoam (B-Foam) digunkan untuk memproduksi dan mengembangkan bahan bangunan dan sistem konstruksi baru dan inovatif. Sedangkanb-panelmenggunakan panel komposit yang kedap suhu dan suara.
Objek penelitian yang dilakukan oleh penulis pada lantai produksi B-foam. Produk yang dihasilkan B-Foam ada empat jenis yaitu balok, lembaran, pipa dan butiran. Penelitian ini bertujuan mengetahui volume produksi pada produkB-foamyaitu balok dan pipa karena kedua produk tersebut menguasai 80% volume produksi perusahaan. Untuk menentukan volume produksi perusahaan menggunakan metode tradisional tanpa mempertimbangkan maksimal pendapatan penjualan dan minimal biaya produksi. Mengatasi masalah tersebut dilakukan penyempurnaan dengan menggunakan metodegoal programming. Untuk menentukan volume penjualan yang optimal untuk masing item berdasarkan batasan volume produksi seperti waktu proses, bahan baku, dan kapasitas waktu maksimal mesin dalam volume produksiperusahaan agar dapat memaksimalkan pendapatan penjualan dan meminimalkan biaya produksi.
Hasil pengolahan data yang telah dilakukan diperoleh jumlah volume produksi optimal yang harus diproduksi B-foam Balok 580 balok dan B-foam Pipa 33 pipa. Maksimal pendapatan penjualan total contribution untuk B-foam Balok Rp 1,392,000,000/bulan dan B-foam Pipa Rp 1,650,000/bulan. Dan minimal biaya produksi total contribution untuk B-foam Balok Rp 422,855,104/bulan dan B-foam Pipa Rp 13,147,976/bulan.
VOLUME USING GOALPROGRAMMING METHODE AT PT. BETON ELEMENINDO PUTR”
by: Santi Sugiarti
1.03.07.005
Goal Programming is a method that can be applied effectively in the planning of production, because the goal programming method is the potential to resolve the conflicting aspects between the elements in the planning of production, namely consumer, product and manufacturing process.
PT. Concrete Elemenindo Putra is a subsidiary of PT. Elemenindo Beton Perkasa, one of the prestressed concrete / precast the largest in Indonesia. The company is engaged in manufacturing that produces concrete styrofoam (B-Panel) and Styrofoam (B-Foam). Styrofoam (B-Foam) to use to produce and develop the building materials and construction of new and innovative systems. While b-panels using composite b-panels and sound-proof temperature.
Object of research conducted by the author on the production floor B-foam. The resulting product B-Foam, there are four types of blocks, sheets, pipes and granules. This study aims to find the volume of production in product B-foam beams and pipes that is because both products controlled 80% by volume of production companies. To determine the volume of production companies using traditional methods without considering the maximum and minimum sales revenue of production costs. Improvements to resolve the issue using the goal programming method. To determine the optimal sales volume for each item based on the volume of production constraints such as processing time, materials, and a maximum engine capacity in volume produksiperusahaan order to maximize sales revenues and minimizing production costs.
The results of data processing has been done obtained optimal amount of production volume is produced by B-Foam Blocks 580 blocks and 33 B-foam pipe tubing. Maximum total sales revenue contribution to B-foam beams Rp 1,392,000,000 /month and B-foam pipe Rp 1,650,000 /month. And a minimum total production cost contribution for the B-foam beams Rp 422,855,104 /month and B-foam pipe Rp 13,147,976 /month.
iv
Puji dan syukur penyusun panjatkan Kehadirat Tuhan Yang Maha Esa, karena atas berkat rahmat dan karunia-Nya penulis dapat menyelesaikan laporan tugas akhir. Laporan tugas akhir yang berjudul “Usulan Penentuan Volume Produksi Menggunakan Metode Goal Programmingdi PT. BETON ELEMENINDO PUTRA” ini diajukan sebagai salah satu syarat kelulusan untuk memperoleh gelar Sarjana Teknik Industri.
Penulis menyadari bahwa laporan yang disusun ini masih jauh untuk dikatakan sempurna, oleh sebab itu penulis mengharapkan masukan, saran dan kritikan yang bersifat membangun sehingga dalam penyusunan laporan dimasa yang akan datang diharapkan akan menjadi lebih baik.
Alhamdullilah selama proses pembuatan laporan tugas akhir ini, penulis banyak mendapatkan dukungan, bantuan dan bimbingan dari berbagai pihak. Tanpa itu semua, penulis yakin laporan ini tidak akan terlaksana. Untuk itu, pada kesempatan ini penulis menyampaikan rasa terima kasih yang sebesar-besarnya kepada:
♠ Kepada Alloh SWT. yang telah memberikan hidayah dan karunia-Nya kepada penulis.
♠ Kepada Mama dan Ayah tersayang terimakasih karna telah mendukung, menyemangati, menemani dan membatu baik dari segi moril dan material dalam mengerjakan tugas akhir ini. Penulis ucapkan banyak terimakasih untuk mama dan ayah.
♠ Kepada Bapak I Made Aryantha A, M.T selaku Ketua Jurusan Teknik Industri Universitas Komputer Indonesia. Selaku dosen pembimbing dan dosen wali TI-07 yang telah memberikan waktu dan dukungan sehingga selesainya tugas akhir ini.
♠ Kepada Ibu Julian Robecca, M.T selaku koordinator tugas akhir.
♠ Kepada Seluruh Dosen dan Staff pengajar Jurusan Teknik Industri Universitas Komputer Indonesia yang telah banyak memberikan ilmu pengetahuan kepada penulis selama mengikuti perkuliahan. Sehingga penulis memiliki pengalaman dan wawasan yang luas untuk bekal dimasa depan.
♠ Kepada Teh Shinta selaku Seketariat Jurusan Teknik Industri Universitas Komputer Indonesia yang senantiasa membantu penulis dengan penuh kesabaran. “ Makasih banyakya teteh☺. Terimakasih utuk doa dan motivasinya juga”. ♠ Kepada Teh Eka Noviastuti selaku bimbingan diperusahaan. Yang selalu
diganggu dengan puluhan pertanyaan dari penulis. Penulis mengucapkan terimakasih untuk kesabaran teteh dan semua bantuan teteh.
v
tanpa alasan dengan kesabar dan senyuman deary. Makasih banyak dear me (“makasihhoney.I just love my dear*Gillang*☺♥“).
♠ Kepada Teman-teman ku anak-anak Teknik Industri TI-07 yang sudah ku anggap keluar. Terimakasih banyak untuk semua bantuan dan motivasi teman-teman semuanya tanpa kalian semua mungkin Tugas akhir ini tidak akan selesai. (“Thank You Very Much Everyone, You Friends Are Most Special To Me”). ♠ Friska terimakasih yah say, buwat waktu, kosan dan bantuannya. Maaf banget
kalau selama ini shanty banyak ngerempong alias ngerepotin ^_<*. Pokoknya khusus friska thanks banget ya☺.
♠ Sri Mulyani alias Cim alias Cimi alias Kyura alias dll, aduh bu panggilan mu banyak banget dah. Makasih yah udah mau bantu shanty “kapan-kapan kita kuliner lagi yoh☺☼ ♪♫”.
♠ V3 & Abang makasih banyak udah dukung dan bantu shanty☺. “makasih banyak V3 laptop-nya tanpa laptop V3 belum pasti Shanty bisa seminar hehehe ☼ ♪♫”
♠ Tari makasih dukung dan bantu yah☺. “Sidang kemarin sudah cukup bikin jangtung kita *dag dig dug♪♫* gak karuan☺”.
♠ Yulia makasih buat informasi dan bantuannya.
♠ Rizky alias Qi2 makasih kasih banyak yah buat semau bantuan dan dukungannya. Berkat Qi2, shanty bisa dapet perusahan buat TA dan makasih banyak untuk Laptop-nya yah qiqi. Tanpa laptop qiqi, shanty g akan mungkin bisa siding “maaf Qi2 ganggu waktu revisi gara-gara shanty pinjem laptop-nya” thanx banget Qi2.
♠ Akbar alias mas akbar makasih banyak udah mau jadi patner praktikum shanty selama 4 semester. Dan udah bantu shanty dalam TA ini juga.
♠ Ginanjar makasih banyak buat semua bantuan, saran dan contoh TA-nya. ♠ Daniel, Angga & Tatang makasih banyak buat semua bantuannya dan sarannya. ♠ Aldy,Deny & Restu makasih banyak buat semua bantuannya dan sarannya. ♠ Dan makasih banyak buat semua bantuannya dan sarannya dan doanya dari Pras,
Eko, Mono, Muklis, Aan, Agung, Dita, Jajang, Agil, Wandi, Ari, Lutfi, Yudi, dan Indra. Thanx banget All.
Akhir kata, penulis mendoakan semoga semua kebaikan yang diberikan kepada penulis dibalas oleh Alloh SWT. Semoga laporan ini dapat bermanfaat bagi penulis pada khususnya dan para pembaca pada umumnya.
Wassalam,
Bandung, Agustus 2011
1
1.1. Latar Belakang Masalah
Dunia perindustrian manufaktur khususnya di Indonesia. Memasuki era
globalisasi persaingan yang sangat kompetitif. Dimana suatu perusahaan dituntut
untuk mampu meningkatkan kinerja dalam menjalankan kegiatan produksinya.
Dan perusahaan yang sedang berkembang saat ini adalah PT. Beton Elemenindo
Putra yang merupakan salah satu anak perusahaan PT. Beton Elemenindo Perkasa.
PT. Beton Elemenindo Putra merupakan salah satu perusahaan yang bergerak
dibidang pembuatan betonstyrofoam(B-Panel) dan styrofoam(B-Foam). Produk
yang dihasilkanB-Foamada empat jenis yaitu balok, lembaran, pipa dan butiran.
Namun, perusahaan lebih banyak memproduksi WEB (Balok) dan WEP (Pipa)
karena kedua produk tersebut menguasai 80% volume produksi perusahaan.
Dalam menentukan volume produksi perusahaan sering dihadapkan dengan
suatu keadaan dimana perusahaan mengalami volume permintaan yang naik
turun (fluktuatif) dan perusahaan dituntut untuk dapat memenuhi jumlah
permintaan konsumen, sehingga mengakibatkan volume produksi kurang
efisien. Untuk mencapai jumlah target produksi, biasanya perusahaan
memberlakukan jam lembur. Dalam menentukan volume produksi, perusahaan
masih menggunakan metode tradisional yaitu dengan mempertimbangkan
volume penjualan masa lalu tanpa memperhitungkan untuk maksimal
pendapatan penjualan dan minimal biaya produksi.
Oleh karena itu, untuk mengatasi masalah tersebut maka perlu dilakukan
penyempurnaan dengan membuat volume produksi yang lebih optimal yaitu
dengan menggunakan metode goal programming. Untuk menentukan volume
penjualan untuk masing item berdasarkan batasan-batasan volume produksi
volume produksi perusahaan agar dapat memaksimalkan pendapatan penjualan
dan meminimalkan biaya produksi.
Dengan penelitian ini diharapkan dapat memberikan usulan bagi pihak perusahaan
mengenai penentuan volume produksi yang ada dengan penentuan volume
produksi berdasarkan metode goal programming sehingga perusahaan bisa
memaksimalkan pendapatan penjualan dan meminimalkan biaya produksi.
Berdasarkan masalah diatas maka penulis tertarik untuk melakukan penelitian
mengenai usulan penentuan volume produksi. Oleh karena itu peneliti
mengangkat judul “USULAN PENENTUAN VOLUME PRODUKSI
MENGGUNAKAN METODE GOAL PROGRAMMING DI PT. BETON
ELEMENINDO PUTRA”.
1.2. Identifikasi Masalah
Berapakah volume produksi yang dihasilkan untuk memaksimalkan pendapatan
penjualan dan meminimalkan biaya produksi?
1.3. Tujuan Penelitian
Menghitung volume produksi yang dihasilkan untuk memaksimalkan pendapatan
penjualan dan meminimalkan biaya produksi dengan metodegoal programming.
1.4. Pembatasan Masalah
Dalam penelitian Tugas Akhir ini permasalahan dibatasi pada:
1. Produk yang diteliti adalahB-foambalok dan pipa.
2. Perhitungangoal programmingmengunakanWinQsb.
1.5. Sistematika Penulisan
Bab 1 Pendahuluan
Berisikan tentang latar belakang masalah, identifikasi masalah, maksud
dan tujuan penelitian, pembatasan masalah, dan maksud dan tujuan
penelitian yang dilakukan.
Bab 2 Tinjauan Pustaka
Berisikan tentang teori-teori yang digunakan sebagai acuan dalam
penelitian dan teori-teori yang berhubungan tentang penelitian.
Bab 3 Metodologi Penelitian
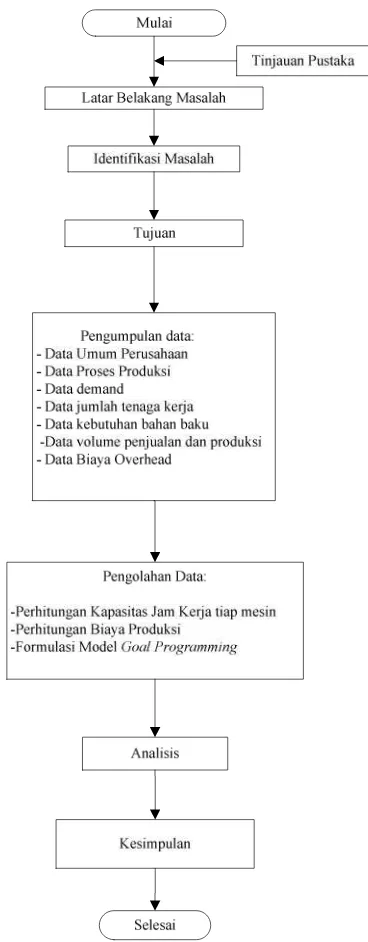
Berisikan tentang flowchart pemecahan masalah dan langkah-langkah
pemecahan masalah dari penelitian yang dilakukan.
Bab 4 Pengumpulan dan Pengolahan Data
Berisikan tentang pengumpulan data yang dilakukan selama penelitian dan
pengolahan terhadap data tersebut sesuai dengan hasil penelitian yang
tepat.
Bab 5 Analisis
Berisikan tentang pembahasan serta analisis terhadap hasil pengolahan
data.
Bab 6 Kesimpulan dan Saran
Berisi mengenai kesimpulan yang ditarik dari hasil pengolahan data dan
analisa yang dilakukan serta pemberian saran.
4
2.1.Linear Programming
Model pemrograman linear tidak mampu menyelesaikan kasus-kasus manajemen
yang menghendaki sasaran-sasaran tertentu dicapai secara simultan. Kelemahan
ini dilihat oleh A. Charnes dan W.M. Cooper. Mereka berdua kemudian
mengembangkan model pemrograman linear agar mampu menyelesaikan
kasus-kasus tersebut. Dalam hal ini, konsep dasar model yang mereka temukan itu sudah
mulai diperkenalkan pada tahun 1955. Selanjutnya, pada tahun 1961, mereka
mulai mempopulerkan model tersebut dengan nama Goal programming. Model
ini mampu menyelesaikan kasus-kasus pemrograman linear yang memiliki lebih
dari satu sasaran yang hendak dicapai.
Model Goal programmingmerupakan perluasan dari model pemrograman linear,
sehingga seluruh asumsi, notasi, formulasi model matematis, prosedur perumusan
model dan penyelesaiannya tidak berbeda. Perbedaan hanya terletak pada
kehadiran sepasang variabel deviasional yang akan muncul di fungsi tujuan dan di
fungsi-fungsi kendala. Oleh karena itu, konsep dasar pemrograman linear akan
selalu melandasi pembahasan modelgoal programming.
2.2.Goal programming
Dasar dari pendekatangoal programmingadalah untuk menentukan / menetapkan
hasil perhitungan angka yang spesifik untuk setiap objek, formulasi dan fungsi
objek untuk setiap objek lalu menentukan solusi untuk meminimasi jumlah
deviasi fungsi objek dari perkiraan hasil yang ingin dicapai.
Goal programmingadalah salah satu model matemetis yang dipakai sebagai dasar
dalam mengambil keputusan untuk menganalisis dan membuat solusi persoalan
yang melibatkan banyak tujuan sehingga diperoleh alternative pemecahan
Beberapa asumsi dasar yang diperlukan dalamgoal programmingadalah:
1. Linieritas asumsi ini menunjukkan perbandingan antara input yang satu
dengan input yang lain atau untuk suatu input dengan output besarnya
tetap dan terlepas pada tingkat produksi. Hubungannya bersifat linier.
2. Proporsionalitas asumsi ini menyatakan bahwa jika peubah pengambilan
keputusan berubah, maka dampak perubahannya akan menyebar dalam
proporsi yang sebanding dengan fungsi tujuan dan juga fungsi kendalanya.
Jadi tidak berlaku hukum kenaikan hasil yang semakin berkurang.
3. Aditivitas asumsi ini menyatakan nilai parameter suatu kriteria optimasi
merupakan jumlah dari nilai individu-individu. Dampak total terhadap
kendala ke-I merupakan jumlah dampak individu terhadap peubah
pengambilan keputusan
4. Divisibilitas asumsi ini menyatakan bahwa peubah pengambilan
keputusan, jika diperlukan dapat dibagi ke dalam pecahan-pecahan.
5. Deterministik asumsi ini menghendaki agar semua parameter tetap dan
diketahui atau ditentukan secara pasti.
2.2.1. Istilah-istilahGoal programming
Ada beberapa istilah yang digunakan padagoal programming,antara lain sebagai
berikut:
1. Varabel keputusan (decision variables), merupakan nilai-nilai yang tidak
diketahui yang berada di bawah control pengambilan keputusan, yang
berpengaruh terhadap solusi permasalahan dan keputusan yang diambil.
Biasanya dilambangkan dengan Xj(j = 1,2,3,….n) .
2. Nilai sisi kanan (right hand sides value), merupakan nilai-nilai yang biasanya
menunjukkan ketersediaan sumber daya (dilambangkan dengan bi) yang akan
ditentukan kekurangan atau kelebihan penggunaannya.
3. Koefisien teknologi (technology coefficient), merupakan nilai-nilai numerik
yang dilambangkan dengan aij yang akan dikombinasikan dengan variable
keputusan, dimana akan menunjukan penggunaan terhadap pemenuhan nilai
4. Fungsi tujuan adalah fungsi matematis dari variable-variable keputusan yang
menunjukan hubungan dengan nilai sisi kanan.
5. Fungsi pencapaian adalah fungsi matematis dari variable-variable simpang
yang menyatakan kombinasi sebuah objektif.
6. Fungsi tujuan mutlak merupakan tujuan yang tidak boleh dilanggar dengan
pengertian mempunyai penyimpangan positif dan negatif bernilai 0. Proritas
pencapaian dari fungsi tujuan ini berada pada urutan pertama, solusi yang
dapat dihasilkan adalah terpenuhi atau tidak terpenuhi.
7. Variable simpanganadalah variable yang menunjukan kemungkinan
penyimpanan-penyimpanan negatifdan positif dari nila sisi kanan fungsi
tujuan. Dalam model goal programming sistem urutan tersebut menempatkan
tujuan-tujuan tersebut dalam hubungan susunan seri. Hubungan tersebut dapat
dilambangkan sebagai berikut: P1>P2>…..>>>Pk.
8. Pembobotan merupakan timbangan matematis yang dinyatakan dengan angka
ordinal, dilambangkan dengan Wki, dimana k = 1,2,…, n serta i = 1,2,…, n dan
yang digunakan untuk membedakan variable simpangan i dalam suatu tingkat
priositas k.
2.3. Konsep DasarGoal programming
Di dalam model pemrograman linear kita mengenal variabel slack yang terdapat
pada fungsi kendala yang berupa pembatas, dan variabel surplus pada fungsi
kendala yang berupa syarat. Kehadiran kedua variabel itu dalam penyelesaian
suatu kasus pemrograman linear adalah untuk menampung kelebihan atau
kekurangan nilai ruas kiri suatu fungsi kendala agar sama dengan nilai ruas
kanannya.
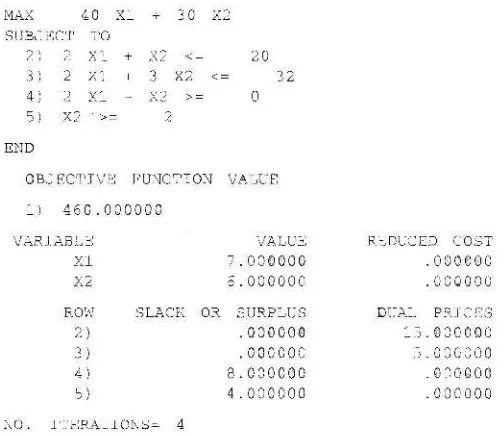
Nilai variabel slack atau surplus sangat tergantung kepada hasil penyelesaian
optimal. Dalam penyelesaian Sukra Rasmi yang ditayangkan pada gambar 1.1,
variabelslack S1= 0, S2= 0, S3= 8, dan S4= 4 karenaX1= 7dan X2= 6 agar nilai
fungsi tujuan maksimum. Dalam kasus tersebut kita tidak mungkin
mengendalikan Si agar minimum karena nilai tersebut diturunkan oleh penemuan
demikian, jelas bahwa nilai variabel slack atau surplus sama sekali tidak bisa
[image:11.612.194.446.140.358.2]dikendalikan di dalam penyelesaian sebuah kasus pemrograman linear.
Gambar 2.1. Penyelesaian kasus Sukra Rasmi.
Gagasan dasar Charnes dan Cooper, pada dasarnya, berpijak pada konsep variabel
slackdansurplus. Bila ada variabel-variabel di dalam model pemrograman linear
yang mempunyai karakteristik mirip dengan kedua variabel tersebut, dan berada
di dalam suatu persamaan kendala, maka pengendalian terhadap variabel tersebut
di dalam fungsi tujuan berarti pengendalian terhadap nilai ruas kiri persamaan
kendala tersebut. Jadi, kita bisa mengendalikan nilai ruas kiri suatu kendala agar
sama dengan nilai ruas kanannya dengan cara mengendalikan variabel tersebut.
Inilah pijaran awal bagi Charnes dan Cooper untuk mengembangkan modelGoal
programming.
Goal programming biasanya diterapkan pada masalah-masalah linear dengan
memasukkan berbagai tujuan dalam formulasi modelnya. Setiap tujuan dinyatakan
sebagai suatu goal dan direpresentasikan secara numerik. Goal yang dinyatakan
secara numerik inilah yang dicoba untuk dicapai. Akan tetapi, berbagaigoaltidak
selalu dapat dicapai secara bersamaan karena dapat terjadi penyimpangan
dalam numerik untuk setiap tujuan harus ditetapkan lebih dahulu. Kemudian,
solusi yang ingin dicari adalah meminimalkan jumlah penyimpangan
tujuan-tujuan ini terhadap masing-masinggoalnya. Dengan kata lain, fungsi tujuan dalam
goal programming dinyatakan sebagai minimisasi penyimpangan dari fungsi
preferensi atau fungsi pencapaiangoal.
Untuk menyatakan penyimpangan (deviasi) dalam formulasi modelnya diperlukan
suatu variabel yang disebut variabel deviasi. Variabel deviasi ini menyatakan
tingkat pencapaian goal dalam pengertian kurang tercapai (underachievement of
goal) dan melebihi goal (overachievement of goal). Tingkat underachievement
dan overachievement of goal ini tidak mungkin terjadi bersamaan. Oleh karena
itu, salah satu atau kedua variabel deviasi ini akan sama dengan nol.
Karena dalam formulasi modelnya setiap goal dimasukkan dalam kendala, maka
kendala goal programming disebut goal constraints. Goal constraint ini pun
ditulis dalam variabel deviasi. Selain variabel deviasi, diperlukan pula variabel
keputusan. Variabel keputusan tidak ditampakkan dalam fungsi tujuan.
Dalam suatu situasi tertentu, penyimpangan dari suatu goal mungkin dianggap
lebih penting dari penyimpangan goal lainnya. Atau mungkin juga timbul suatu
situasi di mana penyimpangan overachievement dianggap lebih penting dari
penyimpangan underachievement, dan sebaliknya. Dalam situasi-situasi seperti
ini, diperlukan suatu timbangan di mana timbangan-timbangan ini mencerminkan
relatif pentingnya berbagai penyimpangan darigoaltersebut.
Penentuan timbangan yang mencerminkan relatif pentingnya berbagai
penyimpangan ini, mungkin tampak bersifat subjektif atau sembarangan. Untuk
mengatasi masalah ini dalam kasus-kasus tertentu, relatif pentingnyagoaltersebut
dinyatakan dalam prioritasabsolut. Dalam kerangka ini, pencapaian suatu setgoal
pada suatu tingkat prioritas tertentu lebih dunginkan dari pada pencapaian suatu
Konsep tentang berbagai pendekatan dalam formulasi goal programming di atas
dapat diringkas sebagai berikut:
1. Setiapgoal constraint selain mempunyai variabel keputusan, yaituxi(x1,x2, ...
x.) juga mempunyai variabel deviasi yang nonnegatif, yaituuidaneiVariabelui
menyatakan penyimpangan yang underachievement dan variabel ei,
menyatakan penyimpangan yangoverachievement.
2. Fungsi tujuan dalamgoal programming adalah minimisasi penyimpangan atau
minimisasi variabel deviasi ui atau ei. Variabel keputusan xi tidak dinyatakan
dalam fungsi tujuan.
3. Untuk meminimalkan penyimpanganunderachievement uiformulasigoal
constraintadalah:
gi(x1,x2, ... x n + ui≤bi;ui≥0
dengan fungsi tujuan meminimalkan ui.
4. Untuk meminimalkan penyimpangan overachievement ei, formulasi goal
constraintnyaadalah:
gi(x1,x2, ... x n)-e,≥ bi;ei≥ 0
≤
dengan fungsi tujuan minimisasiei.
5. Untuk meminimalkan penyimpangan underachievement dan overachievement,
formulasigoal constraintnyaadalah:
gi(x1,x2, ... x n)+ ui- ei= bi.
dengan fungsi tujuan minirnisasiui+ ei.
6. Untuk menyatakan preferensi atas suatu penyimpangan, dipergunakan faktor
timbangan dalam formulasi fungsi tujuannya. Fungsi tujuan tertimbang dalam
modelgoal programmingdituliskan sebagai:
Minimisasi i i
n
1 i
i
i,u w e
w
7. Karena salah satu atau kedua variabel deviasi ui dan ei sama dengan 0 (nol),
maka goal constraint yang mempunyai variabel deviasi bermlai positif
Dengan konsep goal programming ini, dibahas berbagai tipe model goal
programmingyang paling berguna.
2.4. Kendala-Kendala Sasaran
Di dalam goal programming, Charnes dan Cooper menghadirkan sepasang
variable yang dinamakan “variable deviasional” dan berfungsi untuk menampung
penyimpangan atau deviasi yang akan terjadi pada nilai ruas kiri suatu persamaan
kendala terhadap nilai ruas kanannya. Agar deviasi itu minimum, artinya nilai ruas
kiri suatu persamaan kendala “sebisa mungkin” mendekati nilai ruas kanannya
maka variable deviasional itu harus diminimumkan di dalam fungsi tujuan.
Pemanipulasian model pemrograman linier yang dilakukan oleh Charner dan
Cooper telah mengubah makna kendala fungsional. Bila pada model
pemrograman linier, kendala-kendala fungsional menjadi pembatas bagi usaha
pemaksimuman atau peminimuman fungsi tujuan, maka pada model Goal
programming kendala-kendala itu merupakan sara untuk mewujudkan sasaran
yang hendak dicapai. Sasaran-sasaran, dalam hal ini dinyatakan sebagai nilai
konstan pada ruas kanan kendala.
Sebagai contohnya sasaran laba, anggaran yang tersedia, resiko investasi,
ketersediaan bahan baku, ketersediaan jam kerja, kapasitas produksi dan lain-lain.
Mewujudkan suatu sasaran, dengan demikian berarti mengusahakan agar nilai
ruas kiri suatu persamaan kendala sama dengan nilai ruas kanannya. Itulah
sebabnya kendala-kendala di dalam model goal programming selalu berupa
persamaan dan dinamakan “kendala sasaran”. Disamping itu, keberadaan sebuah
kendala ditandai dengan kehadiran variable deviasional sehingga setiap kendala
sasaran pasti memilikivariable deviasional.
Variabel Deviasional
Variabel deviasional, sesuai dengan fungsinya, yaitu menampung deviasi hasil
1. Variabel deviasional untuk menampung deviasi yang berada di bawah
sasaran yang dikehendaki. Sasaran itu tercermin pada nilai ruas kanan suatu
kendala sasaran. Dengan kata lain, variabel deviasional ini berfungsi untuk
menampung deviasi negatif. Kita menggunakan notasi DB untuk menandai
jenis variabel deviasional ini. Karena variabel deviasional DB berfungsi
untuk menampung deviasi negatif maka,
i i n j ij ij b
a .X DB
1
atau i i n j ij ij ba
DB X . 1Di mana,i= 1, 2,….,m
j= 1, 2, ….,n
sehingga DB akan selalu mempunyai koefisien +1 pada setiap kendala sasaran.
2. Variabel deviasional untuk menampung deviasi yang berada di atas sasaran.
Dengan kata lain, variabel deviasional ini berfungsi untuk menampung
deviasi positif. Notasi DA digunakan untuk menandai jenis variabel
deviasional ini. Karena variabel deviasional DA berfungsi untuk
menampung deviasi positif maka,
i i n j ij ij b
a .X DA
1
atau i i n j ij ij ba
Di mana,i= 1, 2, ….,m
j= 1, 2, ….,n
sehingga DA akan selalu mempunyai koefisien –1 pada setiap kendala
sasaran.
Dengan demikian, jelas bahwa kedua variabel deviasional tersebut mempunyai
fungsi yang berbeda. Bila variabel deviasional DB menampung penyimpangan
nillai di bawah sasaran maka variabel deviasional DA menampung penyimpangan
mlai di atas sasaran. Sehingga sebenarnya cukup mudah untuk dimengerti bahwa
nilai penyimpangan minimum di bawah maupun di atas sasaran adalah nol dan
tidak mungkin negatif atau,
DBI≥ 0 untuki= 1, 2, ...m.
DAi≥ 0 untuki= 1, 2, ... m.
Untuk membuktikan kebenaran kedua rumus di atas, marilah kita membayangkan
kendala sasaran di mana penyimpangan di bawah dan di atas sasaran tidak
diperkenankan. Dengan kata lain, sasaran itu harus tercapai. Secara matematis,
bentuk umum kendala sasaran itu adalah:
i i i n j ij ij b
a .X DA DB
1
atau i i i n j ij ij ba
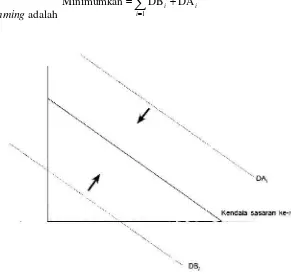
DB DA X . 1 Fungsi Tujuan
Ciri khan lain yang menandai model Goal programming adalah kehadiran
variabel deviasional di dalam fungsi tujuan yang harus diminimumkan. Hal ini
merupakan konsekuensi logis dari tujuan kehadiran variabel deviasional di
dalam fungsi kendala sasaran.
Dari [9-8] kita mengetahui bahwa sasaran yang telah ditetapkan (b)akan tercapai
bila variabel deviasional DAi dan DBibernilai nol. Oleh karena itu, DAi dan DBi
programmingadalah
m i i i 1 DA DB MinimumkanGambar 2.2. Variabet deviasional dan kendala sasaran.
2.4.1. Empat Macam Kendala Sasaran
Beberapa cara penggunaan variabel deviasional untuk mewujudkan
sasaran-sasaran manajerial. Pada dasarnya, penggunaan tersebut dapat clikelompokkan ke
dalam empat macam cara, yaitu:
1. Untuk mewujudkan suatu sasaran dengan nilai tertentu.
Sasaran yang dikehendaki dituangkan ke dalam paramaterbiatau lebih populer
dengan istilah nilai ruas kanan kendala. Agar sasaran ini tercapai, maka
penyimpangan di bawah dan di atas nilaibiharus diminimumkan.
i i i n j ij ij b
a
DA DB X . 1Maka fungsi tujuan menjadi :
Di dalam penyelesaian optimal, bila DAi > 0 maka DBi = 0; dan bila DAi= 0
maka DBi> 0. Bila DAi> 0 maka terjadi penyimpangan di atas nilaibidan ini
berarti sasaran terlampaui dan kebalikannya bila DBi > 0, maka terjadi
penyimpangan di bawah nilaibidan dikatakan bahwa sasaran tidak tercapai.
2. Untuk mewujudkan suatu sasaran di bawah nilai tertentu.
Sasaran yang hendak dicapai dituangkan ke dalam bi dan tidak boleh
dilampaui. Oleh karena itu, penyimpangan di atas nilai bi harus
diminimumkan agar hasil penyelesaian tidak melebihi nilai bi atau paling
banyak sebesarbi.
i i n j ij ij b
a
DA X . 1Maka fungsi tujuan menjadi :
m i i 1 DA MinimumkanDi dalam penyelesaian optimal, bila DAi = 0 maka dikatakan bahwa sasaran
tercapai, akan tetapi bila DAi> 0 maka terjadi penyimpangan di atasbidan hal
ini menunjukkan bahwa sasaran yang dikehendaki telah terlampaui.
3. Untukmewujudkansuatu sasaran di atas nilai tertentu.
merupakan kebalikan dari butir 2. Di sini, penyimpangan di bawah nilai bi
harus diminimumkan agar hasil penyelesaian paling sedikit sama denganbi.
i i n j ij ij b
a
DB X . 1Maka fungsi tujuan menjadi :
m i i 1 D Minimumkan ADi dalam penyelesaian optimal DBi mungkin bernilai nol, artinya sasaran
tercapai namun mungkin juga bernilai positif, artinya sasaran yang dikehendaki
4. Untuk mewujudkan suatu sasaran yang pada interval nilai tertentu.
Bila interval itu clibatasi oleh ai dan bi maka hasil penyelesaian yang
diharapkan akan berada di antara interval tersebut atau,
n j i ij iji a X b
a 1
.
.
Hasil penyelesaian akan menyimpang di bawah nilai aiatau juga tidak di atas
nilai bi.Kemungkinan penyimpangan-penyimpangan itu harus diminimumkan.
Oleh karena itu, kita perlu menghadirkan DBi guna membatasi penyimpangan
di bawahaidan juga DAiguna membatasi penyimpangan di atasbi.
i n j i ij ij i
i a X b
a DB . DA
1
Dalam hal ini setara dengan :
i i n j ij ij a
a
DB X . 1 dan i i n j ij ij ba
DA X . 1Maka fungsi tujuan menjadi :
i m i i DA DB Minimumkan 1
Pertidaksamaan i i
n
j
ij
ij a
a
DB X . 1dan i i
n
j
ij
ij b
a
DA X . 1 adalah fungsikendala sasaran di mana sasaran itu berada pada interval antaraai danbi. Agar
peranan kendala sasaran dan variable deviasional itu menjadi semakin jelas, kita
bisa saja mengubah kedua bentuk fungsi pertidaksamaan tersebut menjadi
fungsi-fungsi persamaan dengan cara menambahkan variabel baru yaitu SDAj
dan SDBiyang berfungsi sebagai variabelslackdansurplus,yaitu:
i i i n j ij ij a
a
i i i n j ij ij b
a
SDA DA X . 1Variabel SDAi dan SDBi di atas bukan variabel deviasional dan kehadirannya
tidak diperhitungkan di dalam fungsi tujuan. Oleh karena itu, fungsinya
benar-benar seperti variabel slack dan surplus di mana nilainya sangat tergantung
kepada hasil penyelesaian optimal. Dengan demikian, peminimuman DAidan DBi
akan menggiring penyelesaian optimal berada di antara intervalaidanbi.
2.4.1.1. Bentuk Umum ModelGoal programming
Bentuk umum model matematis Goal programming dapat dirumuskan sebagai
berikut : i m i i DA DB Min 1
ST m m m n mn n n b X a X a X a b X a X a X a DA -DB ... ... DA -DB ... ... 2 22 1 21 1 1 1 1 2 12 1 11 :
:
:
:
:
:
m m m n mn mm X a X a X b
a 1 1 2 2... DB -DA
dan
Xj, DAi, dan DBi≥ 0, untuki= 1,2, …..,m
2.5. Perumusan MasalahGoal programming
Perumusan permasalahan goal programming hampir sama dengan perumusan
linear programming. Perbedaannya adalah dalam penentuan fungsi tujuan, yang
digunakan padalinear programming ada variabel simpangannya, sementara pada
goal programming adalah variabel keputusannya. Berikut ini beberapa langkah
dalam perumusan masalahgoal programming.
1. Penentuan variabel keputusan, merupakan dasar dalam pembuatan model
keputusan untuk mendapatkan solusi yang dicari. Makin tepat penentuan
2. Penentuan fungsi tujuan. Langkah-langkah yang dilakukan dalam
memformulasikan fungsi tujuan adalah sebagai berikut.
a. Setiap fungis tujuan hares dinyatakan sebagai fungsi darl variabel keputusan
yang disimbolkan dengan fi (xi), yaitu fungsi darl variabel keputusan yang
berhubungan dengan tujuan ke i, sedangkan x adalah vektor variabel
keputusan yang disimbolkan dengan aijxj, di mana aijmerupakan konstanta
koefisien teknologi.
b. Setiap fungsi tujuan memiliki nilai yang berhubungan dengan nilai sisi
kanan (bi) yang merupakan target atau tujuan darl fungsi tujuan tersebut.
Ada 3 macam kemungkinan hubungan tersebut, yaitu fi(xi) = bi, fi(xi) ≥ bi
dan atau fi(xi)≤ bi.
3. Perumusan fungsi sasaran. Pada langkah ini tiap tujuan pada sisi kirinya
ditambahkan dengan variabel simpangan, baik simpangan positif maupun
simpangan negatif. Dengan ditambahkannya variabel simpangan, maka bentuk
darl fungsi sasaran menjadi fi(x,) + di–- di+= bi.
4. Penentuan prioritas utama. Pada langkah ini dibuat urutan darl tujuan–tujuan.
Penentuan tujuan ini tergantung pada hal-hal berikut.
- Keinginan darl pengambil keputusan.
- Keterbatasan sumber-sumber yang ada.
- Batasan-batasan yang lain yang secara eksplisit atau pun implisit
menentukan dalam pemilihan variabel keputusan.
5. Penentuan pembobotan. Pada tahap ini merupakan kunci dalam menentukan
urutan dalam suatu tujuan dibandingkan dengan tujuan yang lain.
6. Penentuan fungsi pencapaian (achievement function). Di sini kuncinya adalah
memilih variabel simpangan yang benar untuk dimasukkan dalam fungsi
pencapaian dan kemudian ditambahkan prioritas dan bobot yang diperlukan.
Langkah pertama yang dilakukan adalah fungsi linear variabel simpangan.
Selanjutnya dalam memformulasikan fungsi pencapaian adalah
menggabungkan Setiap tujuan yang berbentuk minimasi variabel simpangan
sesuai dengan prioritasnya. Dengan demikian. persamaan maternatis dapat
7. Minimasi a = { P1(gi, di-, di+), P2(d2
-, d2 +
), …, Pk(gk(dk
-, dk +
))}
Minimasi yang dilakukan tergantung pada pertimbangan nilai sisi kanannya
terhadap nilai variabel keputusan yang diinginkan, terlihat pada tabel berikut
ini.
Tabel 2.1. Prosedur Fungsi Pencapaian
Tujuan Kemungkinan Simpangan Prosedur
Xi≥bi di Minimasi di
Xi≤bi di- Minimasi di‑
Xi = bi di, di+ Minimasi di-, di+
8. Tentukan nilai nonegatif. Langkah ini merupakan bagian resmi untuk
perumusan masalahgoal programming karena semua variabel yang digunakan
pada modelgoal programmingtidak boleh bemilai negatif.
9. Penyelesaian modelgoal programmingdengan metodologi solusi seperti
metode simpleks yang dimodifikasi.
2.5.1. Masalah Khusus Dalam Goal programming
Pada penyelesaian goal programming dengan metode simplex ini, juga akan
dijumpai masalah-masalah yang sama seperti pada penyelesaian linear
programmingmetodesimplex.
Masalah-masalah tersebut meliputi hal-hal sebagai berikut.
1. Alternative Optima
Dalam penyelesaian soalgoal programmingmungkin timbul solusi yang
bersifat multipel.
2. Soal yangUnbounded
Soal yang unbounded tidak terjadi dalam goal programming, karena setiap
goal constraint mempunyai koefisien fungsi tujuan yang dikaitkan dengan
koefisien sisi sebelah kanan kendala. Karenanya setiap solusi akan memenuhi
atau tidak memenuhi koefisien sisi sebelah kanangoal constraint.
3. Solusi yangInconsistentatauInfeasible
demikian, inconsistency dalam goal programming bukanlah suatu masalah
karena variabel-variabel deviasi yang ingin dipenuhi dinyatakan sebagai
kendala.
2.5.2. Metode Pemecahan Masalah
Ada dua macam metode yang digunakan untuk menyelesaikan model Goal
programming, yaitu metode grafis dan metode algoritma simpleks.
1. Metode Grafis
Metode grafis digunakan untuk menyelesaikan masalah Goal programming
dengan dua variable.Langkah-langkah penyelesaian dengan metode grafis
adalah :
a. Menggambar fungsi kendala pada bidang kerja sehingga diperoleh daerah
yang memenuhi kendala.
b. Meminimumkan variabel deviasional agar sasaran-sasaran yang diinginkan
tercapai dengan cara menggeser fungsi atau garis yang dibentuk oleh
variabel deviasional terhadap daerah yang memenuhi kendala.
2. Metode algoritma simpleks
Algoritma simpleks digunakan untuk menyelesaikan masalah Goal
programming dengan menggunakan variabel keputusan lebih dari dua.
Langkah-langkah penyelesaian Goal programming dengan metode algoritma
simpleks adalah :
a. Membentuk tabel simpleks awal
b. Pilih kolom kunci dimana Cj-Zj memiliki nilai negative terbesar. Kolom
kunci ini disebut kolom pivot.
c. Pilih baris kunci yang berpedoman pada bi/aij dengan rasio terkecil dimana
bi adalah nilai sisi kanan dari setiap persamaan. Baris kunci ini disebut baris
pivot.
d. Mencari sistem kanonikal yaitu system dimana nilai elemen pivot bernilai 1
dan elemen lain bernilai nol dengan cara mengalikan baris pivot dengan -1
lalu menambahkannya dengan semua elemen dibaris pertama. Dengan
e. Pemeriksaaan optimalitas, yaitu melihat apakah solusi sudah layak atau
tidak. Solusi dikatakan layak bila variabel adalah positif atau nol.
2.5.3. Masalah Bobot dan Prioritas Sasaran
Di dalam praktek organisasi, manajemen sering menghendaki suatu sasaran
memperoleh prioritas untuk dicapai lebih dahulu dibanding prioritas-prioritas
yang lain. Keinginan ini dapat dituangkan ke dalam model Goal programming
dengan cara mengatur urutan peminimuman variabel deviasional. Urutan
pe-minimuman variabel deviasional di dalam analisis geometrik akan menentukan
urutan sasaran yang tercapai. Oleh karena itu, pengaturan prioritas sasaran yang
hendak dicapai dapat dilakukan dengan mengendalikan urutan pemilihan variabel
deviasional yang harus diminimumkan. Ada tiga macam sasaran di dalam model
Goal programmingyaitu,
1. Sasaran-sasaran dengan prioritas yang sama
2. Sasaran-sasaran dengan prioritas yang berbeda
3. Sasaran-sasaran dengan prioritas dan bobot yang berbeda
2.5.3.1. Sasaran Dengan Prioritas Yang Sama
Model ini menganggap bahwa semua sasaran sama pentingnya sehingga apabila
terpaksa harus ada sasaran yang dikorbankan agar sasaran yang lain tercapai.
Dalam hal ini, penentuan sasaran mana yang harus dikorbankan atau sasaran
mana yang harus tercapai tidak begitu penting karena semua sasaran dianggap
mempunyai harga yang sama atau setiap sasaran yang dikorbankan mempunyai
opportunity costyang sama dengan sasaran yang terpilih. Karena setiap sasaran
mempunyai opportunity cost yang sama, maka setiap variabel deviasional bisa
dipilih untuk diminimumkan terlebih dahulu.
Sasaran dengan prioritas sama lebih menunjukkan keacuhan terhadap
sasaran-sasaran yang akan dicapai dan bukan merupakan kondisi khusus yang harus
diperhatikan di dalam penyelesaian atau proses penghitungan. Pembuktian di atas
telah menunjukkan bahwa kasusgoal programmingdengan prioritas sasaran yang
2.5.3.2. Sasaran Dengan Prioritas Yang Berbeda
Urutan peminimuman variabel deviasional bisa dilakukan tanpa harus mengikuti
suatu aturan tertentu. Cara ini, seperti telah dibahas sebelumnya, akan
menghasilkan penyelesaian yang berbeda-beda. Oleh karena itu, kita bisa memilih
sasaran mana yang akan memperoleh prioritas dengan cara memilih variabel
deviasional yang berkaitan dengan sasaran itu untuk diminimumkan pertama kali.
Pemillhan variabel deviasional yang harus diminimumkan pertama kali adalah
persoalan arbitrasi dan bukan berdasarkan pedoman atau formulasi matematis
tertentu. Inilah salah satu keunikan model goal programming. Di dalam
penyelesaian sebuah kasus goal program ming, kita hanya perlu memberi suatu
notasi kepada setiap variabel deviasional di dalam fungsi tujuan agar kita dengan
berpedoman notasi tersebut bisa mengurutkan peminimuman variabel deviasional
sehingga sasaran-sasaran bisa dicapai sesuai dengan prioritas yang telah
ditetapkan. Notasi yang digunakan untuk menandai prioritas sasaran tersebut
adalah:
Pi(i =1, 2, . . . ,m)
di mana Pi bukan merupakan parameter atau variabel melainkan hanya sebuah
notasi untuk menandai urutan prioritas sasaran yang hendak dicapai.
Dengan demikian, bentuk umum fungsi tujuan model goal programming dengan
prioritas sasaran adalah :
) DB (DA Min
1
i n
j
i i
P
Berikut akan diberikan sebuah contoh kasus penggunaan Goal programming.
Perusahaan mebel ASRI yang memproduksi meja dan kursi. Setup minggu,
perusahaan mendapat pasokan 100 lembar kayu mahoni. Untuk membuat sebuah
kursi diperlukan 4 lembar kayu mahoni, dan untuk membuat meja diperlukan 6
lembar. Perusahaan memiliki 120 jam kerja-orang setiap minggunya (terdiri atas 3
kursi memerlukan waktu pengerjaan 4.5 jam kerja-orang. Sebuah meja
memerlukan 5 jam-orang.
Perusahaan memperoleh laba sebesar Rp30,000 untuk setiap penjualan kursi dan
Rp35.000 untuk setiap penjualan meja. Perusahaan dapat menjual semua meja dan
kursi yang dibuatnya. Manajer perusahaan ingin memutuskan berapa banyak meja
dan kursi yang harus dibuat agar diperoleh laba maksimum.
Sebagai informasi tambahan, manajer perusahaan juga ingin mencapai beberapa
tujuan berikut:
a. Laba yang diperoleh. setidak-tidaknya Rp700,000.
b. Meja diproduksi paling sedikit 10 buah.
[image:26.612.140.531.351.605.2]c. Sebisa mungkin menggunakan jam kerja tidak lebih dari 100 jam kerja.
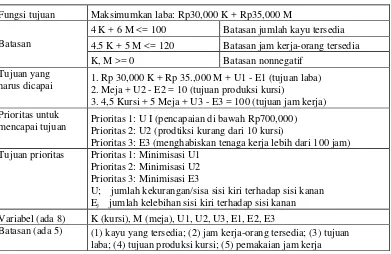
Tabel 2.2. Modelgoal programming
Fungsi tujuan Maksimumkan laba: Rp30,000 K + Rp35,000 M
Batasan
4 K + 6 M <= 100 Batasan jumlah kayu tersedia 4.5 K + 5 M <= 120 Batasan jam kerja-orang tersedia K, M >= 0 Batasan nonnegatif
Tujuan yang
harus dicapai 1. Rp 30,000 K + Rp 35.,000 M + U1 - E1 (tujuan laba)2. Meja + U2 - E2 = 10 (tujuan produksi kursi)
3. 4,5 Kursi + 5 Meja + U3 - E3 = 100 (tujuan jam kerja) Prioritas untuk
mencapai tujuan Prioritas 1: U I (pencapaian di bawah Rp700,000)Prioritas 2: U2 (prodtiksi kurang dari 10 kursi)
Prioritas 3: E3 (menghabiskan tenaga kerja lebih dari 100 jam) Tujuan prioritas Prioritas 1: Minimisasi U1
Prioritas 2: Minimisasi U2 Prioritas 3: Minimisasi E3
U; jumlah kekurangan/sisa sisi kiri terhadap sisi kanan Ej jumlah kelebihan sisi kiri terhadap sisi kanan
Variabel (ada 8) K (kursi), M (meja), U1, U2, U3, E1, E2, E3
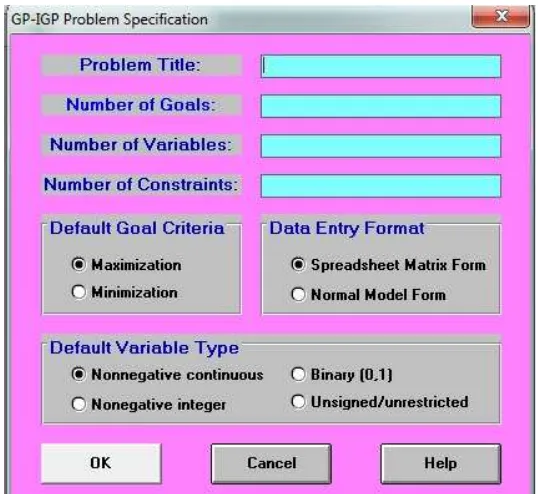
Gambar 2.3. Tampilan awal modul GP/IGP.
Garnbar 2.5. Pengisian informasi dan aturan untuk GP/IGP.
Gambar 2.7. Pengisian data untuk masalah GP/IGP telah selesai.
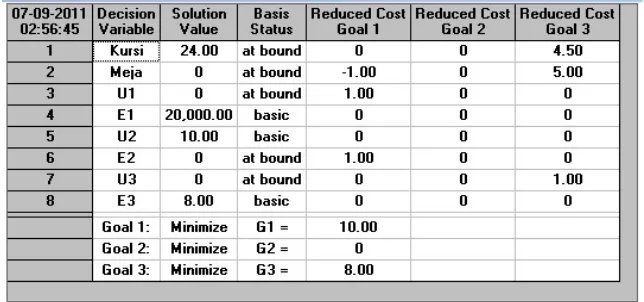
[image:29.612.202.435.332.480.2]Gambar 2.9. Tampilan gabungan setelah ditemukan solusi.
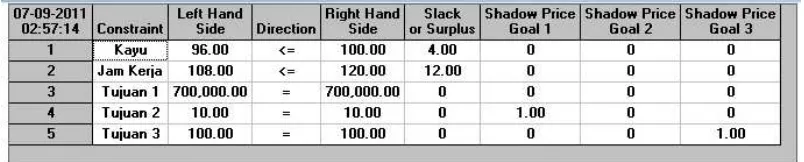
[image:30.612.158.480.511.662.2]Gambar 2.11. Ringkasan batasan modelgoal programming.
Modelprogrammingyang mempunyai tujuan banyak. Karena tujuan yang banyak
dan umumnya bersifat saling bertentangan, maka masalah goal programming
selalu mempunyai tujuan minimisasi, yaitu meminimalkan penyimpangan
terhadap semua tujuan. Dalam contoh pembahasan topik goal programming,
tujuan-tujuan dapat bersifat equal rank, mempunyai ranking atau bahkan
28
[image:32.612.223.407.181.652.2]3.1.FlowchartLangkah Kegiatan Penelitian
3.2. Langkah Pemecahan Masalah
Dalam melakukan penelitian ini terlebih dahulu harus menentukan metodologi
yang akan dilakukan untuk memecahkan masalah yang ada di dalam tugas akhir.
Adapun langkah-langkah pemecahan masalah yang akan dilakukan adalah sebagai
berikut:
3.2.1. Latar Belakang Masalah
Dalam menentukan volume produksi, perusahaan masih menggunakan metode
tradisional yaitu dengan melihat volume penjualan masa lalu sehingga kurang
efektif untuk memaksimalkan pendapatan penjualan dan juga meminimalkan
biaya produksinya.
3.2.2. Identifikasi Masalah
Berapakah volume produksi yang dihasilkan untuk memaksimalkan pendapatan
penjualan dan meminimalkan biaya produksi.
3.2.3. Tujuan Penelitian
Mengetahui volume produksi yang dihasilkan untuk memaksimalkan pendapatan
penjualan dan meminimalkan biaya produksi dengan metodegoal programming.
3.2.4. Pengumpulan dan Pengolahan Data 3.2.4.1. Pengumpulan Data
ð Data umum perusahaan yang berisi sejarah perusahaan, visi-misi, struktur organisasi, dan deskripsi pekerjaan.
ð Data Proses Produksi yaitu mengenai kegiatan produksi B-foam di PT. Beton Elemenindo Putra.
ð Data-data yang bersifat khusus dan langsung digunakan dalam pengolahan data untuk memperoleh suatu hasil akhir untuk periode yang akan datang. Serta
mengenai jam kerja/hari setiap mesin, bahan baku, persediaan dan data biaya
3.2.4.2. Pengolahan Data
1. Perhitungan kapasitas jam kerja tiap mesin untuk mengetahui kapasitas
maksimal waktu proses.
2. Perhitungan biaya produksi untuk mengetahui biaya bahan baku dan biaya
overhead pabrik per unit.
3. Formulasi modelgoal programming
Penulisan model matematis menggunakan bentuk model program linier terlebih
dahulu dan setelah itu bentuk linier programming diubah kedalam bentuk
modelgoal programming.
3.2.5. Analisis
Pencapaian untuk masing-masing tujuan (goal) dilakukan menggunakan bantuan
software WinQsb. Menganalisis kombinasi produk yang didapatkan dari model
goal programming yang telah dibentuk, apakah lebih baik bila dibandingkan
dengan yang telah diterapkan perusahaan saat ini.
3.2.6. Kesimpulan dan Saran 3.2.6.1. Kesimpulan
Bedasarkan pengolan data maka volume produksi yang sebaiknya diproduksi
dapat memaksimalkan pendapatan penjualan dan meminimalkan biaya produksi
pada periode yang akan datang.
3.2.6.2. Saran
Saran bagi perusahaan agar dapat mencapai memaksimalkan pendapatan
31 4.1. Pengumpulan Data
4.1.1. Profil Perusahaan
PT. Beton Elemenindo Putra didirikan pada tahun 2006. Kami adalah anak perusahaan PT. Beton Elemenindo Perkasa, salah satu perusahaan beton prestressed/ precastyang terbesar dan terpercaya di Indonesia.
PT. Beton Elemenindo Putra memproduksi Expanded PolyStrene (EPS) dengan merek dagang B-foam. Untuk memenuhi kebutuhan EPS/Styrofoam bermutu dengan harga terjangkau, khususnya untuk keperluan packaging dan dekorasi. Perusahaan berusaha melayani kebutuhan EPS untuk daerah Jawa Barat mulai dari kota Bandung, Cimahi, Cirebon, Tasikmalaya (Tasik), Cianjur, Sukabumi, Sumedang, Subang, Garut, Majalaya, Purwakarta, Kuningan, Cicalengka, Nagrek, Indramayu, Pamanukan, Cipanas, dan Pangandaran. Hingga daerah Jabodetabek: Jakarta, Bogor, Depok, Tangerang, Bekasi.
Aplikasi EPS/Styrofoam yang baru-baru meningkat pesat adalah Geofoam (Pengunaan EPS/Styrofoam sebagai pengganti tanah urugan/material konstruksi lainnya).
Perusahaan juga memproduksi b-foam jenis FR (Fire Retardant) yang mayoritas kami gunakan sendiri untuk memproduksi dan mengembangkan bahan bangunan dan sistem konstruksi baru dan inovatif, dengan menggunakan panel komposit yang kedap suhu dan suara, yang kami namakan b-panel, yaitu bahan dan sistem bangunan
b-panel diproduksi untuk memenuhi kebutuhan yang meningkat pesat akan bahan bangunan hemat energi dan tempat hunian yang ramah lingkungan.
Teknologi b-panel ini akan menjadi solusi bahan dan sistem bangunan hemat energi yang paling efektif untuk industri properti di Indonesia.
4.1.2. Lokasi Perusahaan
Kantor pusat PT. Beton Elemenindo Putra terletak di Jalan Raya Batujajar Km.5 No.8 Desa Giri Asih-Cangkorah, Kabupaten Bandung Barat dengan nomor yang dapat di hubungi :
Tel : +(62) 22 686 7077 Fax : +(62) 22 686 7076 Email :[email protected]
4.1.3. Visi dan Misi VISI
"Mengurangi konsumsi energi untuk hunian sekaligus meningkatkan kenyamanan dan keamanan bagi penghuninya."
"Menjadi perusahaan bahan dan sistem bangunan terkemuka, sekaligus menjaga kelestarian Bumi."
MISI
Mengutamakan integritas, keinginan untuk menjadi yang terbaik, dan kepedulian terhadap lingkungan, sebagai pedoman menjalankan usaha kami.
Bekerja bersama sumber daya manusia yang berkualitas dan bermotivasi untuk senantiasa menyempurnakan produk dan layanan kami.
4.1.4. Struktur Organisasi
Gambar 4.1 Struktur Organisasi PT Beton Elemenindo Putra
Gambar 4.1, Struktur Organisasi di PT. Beton Elemenindo
4.1.5. Data Umum Tenaga Kerja
Perusahaan memberlakukan jam kerja bagi karyawan departemen produksi
b-foam dengan jumlah 6 hari kerja dengan 48 jam kerja efektif dalam seminggu
yaitu hari senin sampai jumat dan lembur pada hari sabtu. Pengaturan jam kerja
yang berlaku pada perusahaan adalah sebagai berikut:
1. Hari senin sampai jumat adalah:
a. Mulai masuk : pukul 08.00–12.00
b. Istirahat : pukul 12.00–13.00
c. Kerja kembali : pukul 13.00–16.00
2. Hari sabtu adalah:
a. Mulai masuk : pukul 08.00–12.00
b. Istirahat : pukul 12.00–13.00
c. Kerja kembali : pukul 13.00–16.30
4.1.6. Proses Produksi
Adapun tahapan proses produksi yang terjadi padaB-foamterbagi atas 2 stasiun
kerja yaitu:
1. Stasiun kerja EPS.
Kegiatan yang di lakukan di stasiun kerja ini adalah untuk membuat
Styrofoam. Adapun prosesnya yaitu : Bahan baku EPS bead dari warehouse
dimasukkan ke dalam mesinhopper untuk prosesexpanding. Tahap pertama
dinamakan "single expand" dan tahap kedua dinamakan "double expand".
Setelah proses expanding, butiran EPS bead yang telah mengembang akan
keluar melalui pintu pengeluaran (discharge) dan jatuh ke dalam fluidized
bead.
Setelah melalui proses expanding dan fluidizing butiran EPS disimpan ke
dalam silo untuk proses aging. EPS didiamkan selama sekurang-kurangnya 4
jam. Tujuannya agar sisa gas pentane yang tidak terekspansi dapat keluar dan
oksigen dapat masuk ke dalam pori-pori butiran EPS.
EPS yang sudah di aging, butiran EPS dimasukkan ke dalam mesinblocking
1,0 x 0,6 x 6 meter dengan melalui tahap pemanasan dan penekanan sehingga
dapat mengikat butiran EPS tersebut menjadi balok yang padat sesuai dengan
densitas yang diinginkan. Setelah menjadi balok, balok tersebut harus
didiamkan sekurang-kurangnya 2 x 24 jam untuk menurunkan kadar air
dalam balok.
2. Stasiun kerjaBoiler
Kegiatan yang di lakukan pada stasiun kerjaboileryaitu untuk penghasil uap yang
dipakai untuk menggerakkan turbin uap sebagai pembangkit tenaga di pabrik
Beton untuk pengrjaan b-foam, selain itu uap juga digunakan untuk proses
perebusan dan keperluan pemanasanb-foam. Pelaksanaan proses produksiboiler
sudah menggunakan tenaga cangkang kelapa sawit (Palm Kernel Shell) sehingga
emisi gas rumah kaca (Green house gas) pabrik menjadi minim, dan juga
pengembunan uap proses produksi di bak kolektor untuk mengurangi konsumsi
air. Ini semua dilakukan untuk memastikan seluruh kegiatan pabrik ini
benar-benar ramah lingkungan, secara menyeluruh.
Sedangkan jumlah tenaga kerja untuk masing-masing stasiun kerja departemen
[image:39.612.133.429.447.506.2]produksi b-foam adalah:
Tabel 4.1. Jumlah tenaga kerja di setiap stasiun kerja.
No Stasiun Kerja Jumlah Tenaga kerja
1 Produksi / EPS 5
2 Produksi /Boiler 2
4.1.7. Data Hasil Produksi
Penelitian ini dilakukan di departemen produksib-foam. Produk yang dihasilkan
b-foam antara lain WEB (Balok) dan WEP (Pipa). Produk yang akan diteliti
adalah WEB (Balok) dan WEP (Pipa) karena kedua produk tersebut menguasai
80% volume produksi perusahaan.
4.1.8. Bahan Baku
Pengadaan bahan baku adalah hal penting untuk diperhitungkan dalam suatu
terganggu dan dapat mengakibatkan kegiatan produksi berhenti. Untuk
menanggulangi hal tersebut, maka diadakan perencanaan kebutuhan bahan baku
secara tepat. Bahan baku utama yang digunakan untuk WEB (Balok) dan WEP
(Pipa) adalah EPS-Bead basf dan EPS-Bead arbepor. Bahan baku utama yang
dibutuhkan untuk tiap produk/hari dapat dilihat pada tabel berikut :
Tabel 4.2. Kebutuhan bahan baku utama untuk tiap produk/hari.
Produk
Primer Material
EPS-Bead basf (kg) EPS-Bead arbepor(kg)
WEB 1600
-WEP (Pipa) - 1600
4.1.9. Kapasitas Bahan Baku Maksimal
Kapasitas bahan baku maksimal merupakan total bahan baku yang dibeli oleh
perusahaan setiap bulan. Bahan baku yang dibutuhkan untuk membuat balok dan
pipa yaitu:
Blok =
balok 34
kg 1600
✁
✁ 48 kg
Pipa =
balok 63
kg 1600
✁
[image:40.612.140.532.477.543.2]✁ 26 kg
Tabel 4.3. Kapasitas bahan baku maksimal tiap produk/bulan.
Bahan Baku WEB
(Balok)
WEP (Pipa)
Kapasitas Bahan Baku/Balok dan Pipa/
Hari
Kapasitas Bahan Baku/ Balok dan
Pipa / Bulan
EPS-Bead basf 48 kg - 1600 kg 27846 kg
EPS-Bead arbepor - 26 kg 1600 kg 27846 kg
Keterangan :
- Untuk Balok 1600 kg/ hari (8 jam) menghasilkan 34 balok/hari
- Untuk Pipa 1600 kg/ hari (8 jam) menghasilkan 63 pipa/hari
Tabel 4.4. Kapasitas gudang maksimal tiap produk/bulan.
Penyimpanan Kapasitas Bahan Baku/ Bulan (per Balok dan Pipa)
Tabel 4.5. Jenis dan fungsi mesin.
No Mesin Fungsi
1 Hopper Menimbang EPSbead.
2 Chamber Membuat butiran EPSbeadmengembang.
3 Fluidized Bead Mengeringkan butiran EPSbeadyang telah mengembang.
4 Silo Agar sisa gas pentane yang tidak terekspansi dapat keluar dan
oksigen dapat masuk ke dalam pori-pori butiran EPS.
5 Block Molding Mencetak untuk butiran EPS menjadi Balok padat sesuai dengan
densitas yang diinginkan.
6 EPS Cutting
Machine Memotong balok sesuai ukuran dan pesanan.
7 EPS Cutting
Machine Schnell Membentuk balok sesuai order atau pesanan dan ukuran.
4.1.10. Data Jenis dan Jumlah Mesin Yang Digunakan
Untuk memperlancar jalanya proses produksi B-foam memiliki sumber daya
[image:41.612.130.439.368.471.2]mesin sebagai berikut:
Tabel 4.6. Jenis dan jumlah mesin yang digunakan.
No Mesin Jumlah Mesin
1 Hopper 1
2 Chamber 2
3 Fluidized Bead 2
4 Silo 18
5 Block Molding 1
6 EPS Cutting Machine Schnell 1
Total 25
4.1.11. Data Volume Penjualan
Berikut ini merupakan data volume penjualan kedua produk selama 1 tahun
terakhir yaitu pada bulan Maret 2010-April 2011 berdasarkan permintaan:
Tabel 4.7. Data volume penjualan (dalam satuan per balok dan per pipa).
[image:41.612.132.381.563.701.2]11 Maret 2011 384 0 12 April 2011 367 36
Total 4820 1341
4.1.12. Data Volume Produksi
Berikut ini merupakan data volume penjualan kedua produk selama 1 tahun
[image:42.612.131.377.81.121.2]terakhir yaitu pada bulan Mei 2010-April 2011:
Tabel 4.8. Data volume produksi (dalam satuan per balok dan per pipa).
No Periode WEB (Balok) WEP
(Pipa)
Total Volume Produksi
1 Mei 2010 368 100 468
2 Juni 2010 414 377 791
3 Juli 2010 382 0 382
4 Agustus 2010 349 0 349
5 September 2010 230 760 990 6 Oktober 2010 565 20 585 7 November 2010 478 0 478 8 Desember 2010 536 0 536
9 Januari 2011 371 0 371
10 Februari 2011 376 48 424
11 Maret 2011 384 0 384
12 April 2011 367 36 403
Total 4820 1341 6161
4.1.13. Data Biaya
Biaya-biaya yang termasuk dalam biaya produksi adalah biaya tenaga kerja
langsung, biaya bahan baku dan biayaoverheadbalok dan pipa.
4.1.13.1. Data BiayaTenaga Kerja
Proses Produksi B-foam memiliki tenaga kerja 65 orang yang terdiri yang terdiri
dari 25 tenaga ahli/staff, 31 tenaga kerja langsung, 5 satpam dan 4 sopir. Yang
temasuk tenaga kerja langsung disini adalah tenaga kerja yang langsung
berhubungan dengan proses produksi, dan yang lainya merupakan tenaga kerja
tidak langsung. Perhitungan jumlah tenaga kerja langsung (TKL) dengan
memperhatikan jumlah tenaga kerja, upah tenaga kerja dan jumlah hari kerja tiap
bulan.
1 bulan kerja = 25 hari
KapasitasBlocking/bulan = 34 x 25 = 850
KapasitasEPS Cutting Machine Schnell/bulan = 63 x 25 = 1575
Biaya TK/balok =
/bulan kapasitas n kerja/bula Upah blocking balok / 1,384 Rp 850 1,175,959 Rp ✂ ✂
Biaya TK/pipa =
[image:43.612.132.516.296.367.2]/bulan EPS Kapasitas n kerja/bula Upah Schnell Machine Cutting pipa / 747 Rp 1575 1,175,959 Rp ✄ ✄
Tabel 4.9. Biaya tenaga kerja/balok dan pipa
Biaya Tenaga Kerja
No Produk Upah
kerja/bulan
Kapasitas Blocking/bulan
Biaya TenagaKerja (Rp/unit) 1 B-Foam Balok Rp 1,175,959 850 Rp 1,384 2 B-Foam Pipa Rp 1,175,959 1575 Rp 747
4.1.13.2. Biaya Bahan Baku/ Per Balok dan Per Pipa
Bahan baku yang digunakan untuk pembuatan produk B-foam Balok dan Pipa
bahan baku utama yaitu EPS bead. Jumlah dan harga kebutuhan bahan baku untuk
[image:43.612.135.453.477.530.2]masing-masing produk/ balok dan pipa adalah sebagai berikut:
Tabel 4.10. Data biaya bahan baku/kg.
Bahan Baku WEB
(Balok)
WEP (Pipa)
Kapasitas Bahan Baku
EPS-Bead basf 48 kg Rp 15,000/kg
EPS-Bead arbepor 26 kg Rp 15,000/kg
Adapun biaya overhead balok dan pipa selama periode bulan Mei 2010-April
[image:43.612.132.408.591.708.2]2011 adalah sebagai berikut :
Tabel 4.11. Biayaoverhead.
9 Januari 2011 Rp 3,919,600 10 Februari 2011 Rp 3,908,133 11 Maret 2011 Rp 3,961,067 12 April 2011 Rp 4,075,000 Total Rp 47,294,867
4.1.13.3 Data Harga Jual Produk
Harga jual untukB-foamWEB Rp 2.400.000/ balok danB-foamWEP Rp 50,000/
pipa.
4.2. Pengolahan Data
4.2.1. Data Pengamatan Waktu Proses
Waktu proses adalah waktu yang digunakan untuk memproses satu unit produk
dari proses bahan baku sampai dengan proses finishing. Berikut ini merupakan
data waktu proses produksi tiap stasiun kerja atau mesin yang digunakan
Gambar 4.3. SimbolOperation Process Chart(OPC) B-foam.
Tabel 4.12. Data waktu proses per balok dan per pipa (dalam satuan menit).
Stasiun Kerja/Mesin WEB (Balok)
WEP (Pipa)
Hopper 0.5’ 0.5’
Chamber 1 5’ 5’
Fluidized Bead1 7’ 7’
Silo 1 240’ 240’
Single Expand
Chamber 2 5’ 5’
Fluidized Bead 2 7’ 7’
Silo 2 240’ 240’
Double Expand
Block Moulding 14’ 14’
Aktivitas Gabungan 1’ 1’
Penyimpanan - 1440’
EPS Cutting Machine -
-EPS Cutting Machine Schnell - 180’
Pemeriksaan - 1’
Total 519.5’ 2140.5’
4.2.2. Perhitungan Kapasitas Jam Kerja Tiap Mesin
Kapasitas jam kerja tiap mesin didapat dari jam kerja dalam satu bulan dengan
asumsi perusahaan satu bulan adalah 25 hari kerja. Perhitunganya adalah :
480 menit x 25 hari = 12000 menit/bulan.
Simbol Jenis Aktifitas
Proses operasi
Pemeriksaan
Aktivitas gabungan
[image:46.612.130.388.356.590.2]Tabel 4.13. Kapasitas jam kerja tiap mesin/bulan.
No Jenis Mesin Jumlah
Mesin Jam Kerja (menit/bulan) Kapasitas jam kerja mesin (menit/bulan)
1 Hopper 1 12000 12000
2 Chamber 2 12000 24000
3 Fluidized Bead 2 12000 24000
4 Silo 18 12000 216000
5 Block Molding 1 12000 12000
6 EPS Cutting Machine Schnell 1 12000 12000
4.2.3. Perhitungan Kapasitas Maksimal Waktu Proses
Kapasitas maksimal waktu proses per balok dan pipa didapat dari 80% dari
kapasitas jam kerja/bulan, karena kedua produk tersebut menguasai 80% proses
[image:47.612.136.490.341.445.2]produksi. Perhitunganya adalah : 12000 menit x 80% = 9600 menit.
Tabel 4.14. Kapasitas maksimal waktu proses.
Stasiun Kerja/Mesin WEB (Balok)
WEP (Pipa)
Kapasitas Maksimal (menit)
Hopper 0.5’ 0.5’ 9600
Chamber 5’ 5’ 19200
Fluidized Bead 7’ 7’ 19200
Silo 240’ 240’ 172800
Block Moulding 14’ 14’ 9600
EPS Cutting Machine Schnell - 180’ 9600
4.2.4. Perhitungan Biaya Produksi 4.2.4.1. Perhitungan Biaya Bahan Baku
Total biaya bahan baku utama dan bahan baku pendukung setiap produk
berdasarkan kebutuhanya dapat dilihat pada tabel dibawah.
Tabel 4.15. Total biaya bahan baku/kg.
Bahan Baku WEB
(Balok)
WEP (Pipa)
Kapasitas
Bahan Baku Total
EPS-Bead basf 48 kg Rp 15,000/kg Rp 720,000
EPS-Bead arbepor 26 kg Rp 15,000/kg Rp 390,000
4.2.4.2. Perhitungan Biaya Overhead Balok dan Pipa
Untuk menentukan biaya overhead per balok dan per pipa proses perhitungan
[image:47.612.132.489.573.629.2]Perhitungannya :
☎ Total volume produksi = 4820 + 1341 =6161 ☎ Biayaoverheadproduk WEB:
BOH/produksi xBOH total
produksi volume Total uksi Total/Prod ✆ 47,294,867 Rp x 6161 4820 ✝
=Rp 37,000,691.27
☎ BOH/produk/balok uksi Total/Prod si BOH/Produk ✞ 4820 .27 37,000,691 Rp ✟
=Rp 7,676.49
☎ Biayaoverheadproduk WEP:
BOH/produksi xBOH total
produksi volume Total uksi Total/prod ✆ 47,294,867 Rp x 6161 1341 ✠
=Rp 10,294,175.73
☎ BOH/produk/pipa uksi Total/Prod si BOH/Produk ✞ 1341 .73 10,294,175 Rp ✡
4.2.4.3. Hasil Perhitungan Biaya Produksi
[image:49.612.130.550.137.205.2]Hasil perhitungan biaya produksi dapat dilihat pada tabel dibawah.
Table 4.16. Hasil perhitungan biaya produksi/per balok dan per pipa.
Bahan Baku
Biaya bahan baku/per balok
dan per pipa
Biaya tenaga kerja/per balok